 Europe
Europe  Türkiye
Türkiye  United Kingdom
United Kingdom  Global
Global 


 0
0

The Evolution: When “Desktop” Isn’t Enough
I began with a modest goal: a compact, desktop-sized machine capable of machining aluminum. However, as I progressed with the design in Fusion 360, the engineering reality of machining steel became clear to me—stability requires mass.
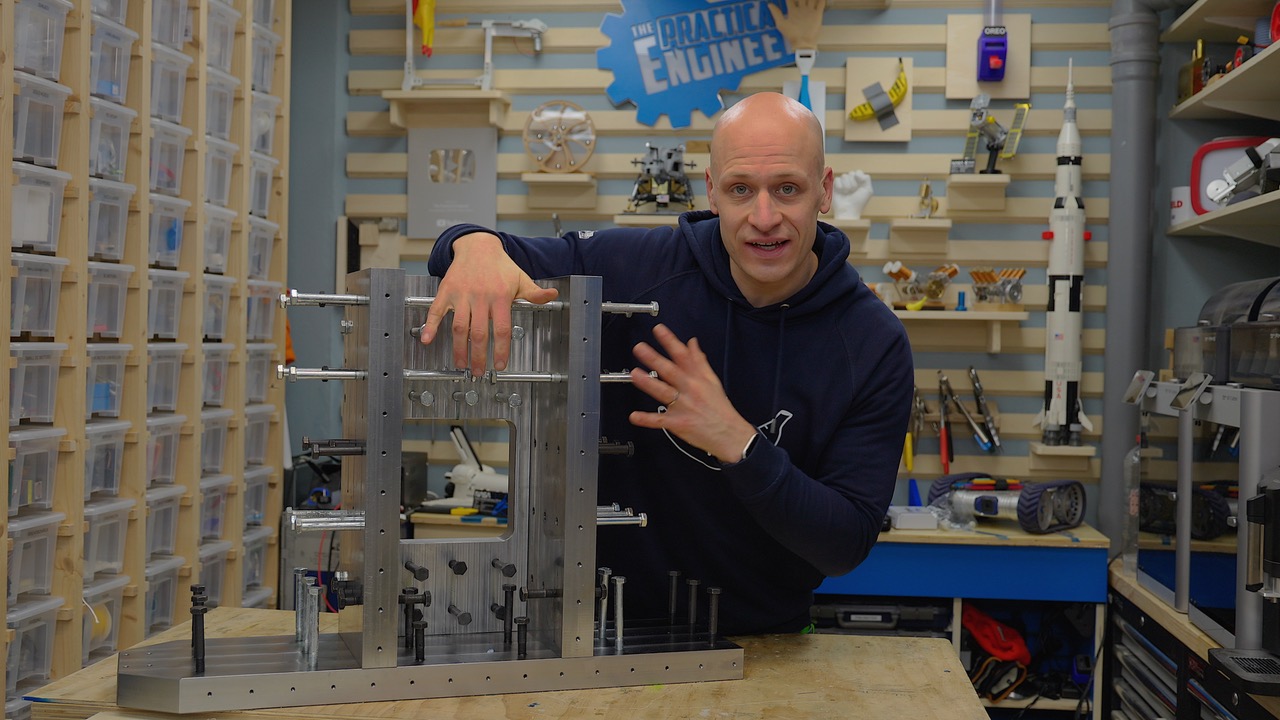
What started as a light concept evolved into a 400kg powerhouse. The foundation of the machine is now a closed structure featuring:
- S355 Structural Steel: Chosen for its reliability and strength.
- 40mm Thick Plates: To ensure maximum stiffness under multi-axis cutting forces.
- UHPC (Ultra-High Performance Concrete) Filling: Added to the steel frame to increase total mass and provide critical structural damping.
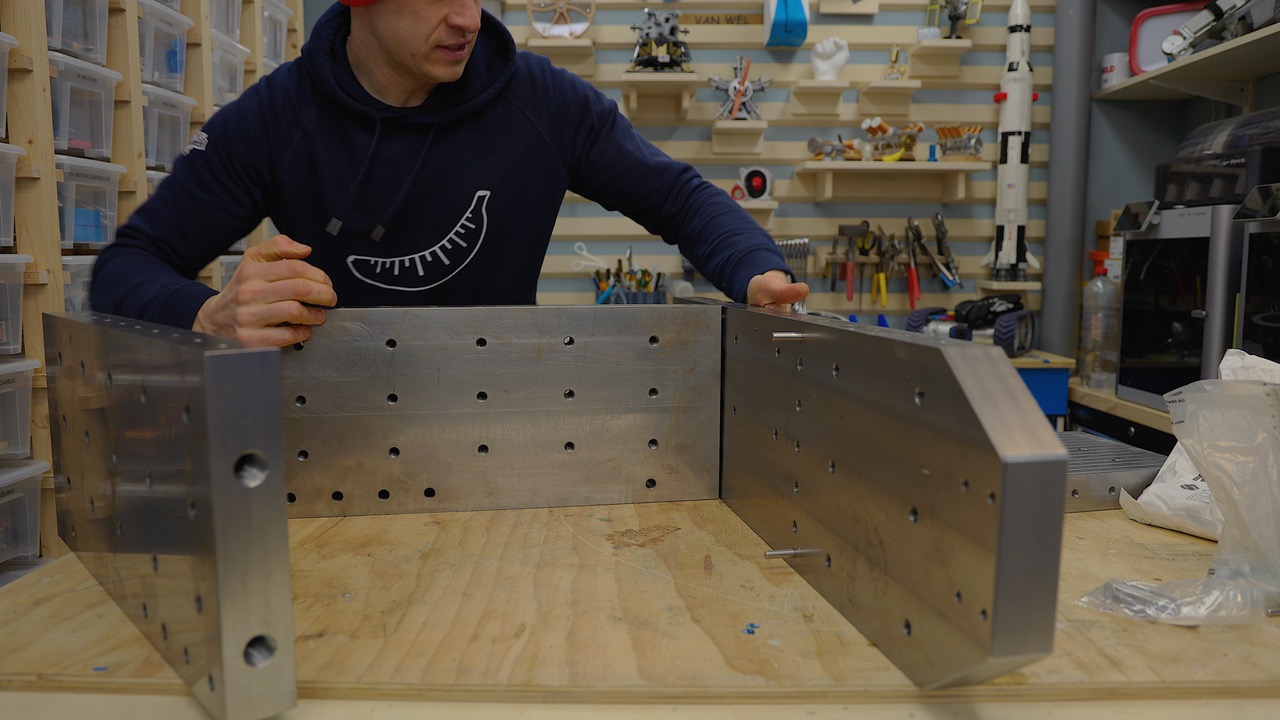
Engineering Strategy: Milled Components vs. Welding
I knew that thermal distortion caused by welding is a common challenge in large steel frames. To maintain my target command resolution of 0.01 mm, I opted for a more controlled approach: I built the structure from precision-milled steel plates.
By machining all critical surfaces myself—including linear rail mounting faces and reference planes—I reduced the “unknowns” often found in welded assemblies. This pragmatic choice gave me a predictable starting point, ensuring my rails remain parallel and preventing my axes from preloading unintentionally.

The X, Y, and Z Axes: Prioritising Rigidity
While many desktop machines focus on reducing moving mass to increase speed, I took the opposite philosophy. I dimensioned my carriage plates and motor mounts conservatively rather than aggressively optimizing them for weight.
The Performance Trade-off:
- Target Rapids: 10,000 to 15,000 mm/min.
- Target Accelerations: 1,000 to 2,500 mm/s².
- The Logic: “I would rather have more mass and slightly lower dynamic performance than a lightweight structure that sacrifices stiffness”.
By accepting heavier carriages, I increased the machine’s resistance to the lateral and torsional loads unique to 5-axis machining.


Lessons from the Shop Floor
The transition to heavy-scale engineering provided several key takeaways for any developer looking to source or build custom machinery:
- Tolerance Stack-up: Machining mounting surfaces directly into thick plates limits errors introduced by multiple component interfaces.
- Thermal Compatibility: Combining steel and UHPC is effective because their thermal expansion coefficients are closely matched, reducing internal stress during temperature shifts.
- Preparation is Key: Small oversights, such as failing to seal threaded holes before a concrete pour, can lead to significant cleanup later.

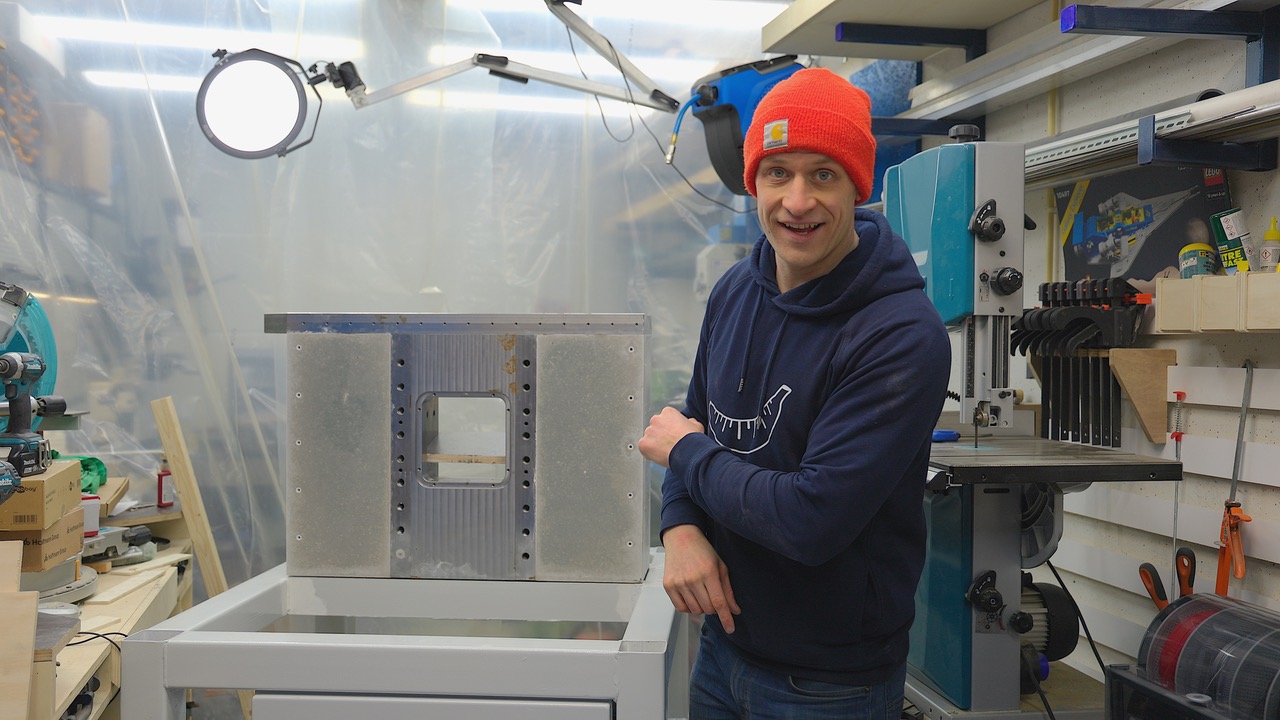
Looking Ahead
With my 400kg frame cured and the robust axis components milled, I now have a “mechanically sound platform”. I am ready for the next phase: tuning the servos and reality-checking my theoretical speeds against real-world vibrations and resonance.
For me, this project isn’t just about chasing peak numbers—it’s about building a foundation where my theoretical numbers finally meet practical limits.
Share Your Engineering or Product Design Story

Share Your Story!
Share your engineering and product design journey and get a €300 reward! Showcase your innovative solutions and best practices with our community.
Share Your Engineering or Product Design Story
- We’re looking for stories about innovative mechanical engineering solutions, the design and development of mechanical components, or the creation of cutting-edge hardware products.
- Our team will assist you in preparing your story and translating it into several languages.
- Plus, you’ll receive a reward of 150 EUR to be redeemed with Xometry after your story is published*.







Comment(0)