 Europe
Europe  Türkiye
Türkiye 



L’uso corretto del GD&T elimina la confusione nei disegni tecnici, fornendo istruzioni chiare su come produrre e ispezionare una parte.In questo sistema, la circolarità è un controllo di forma fondamentale. Come la rettilineità, la planarità e la cilindricità, si applica strettamente alla forma 2D della feature stessa e non richiede un datum di riferimento.
Che cosa è la circolarità nel GD&T?
La tolleranza di circolarità GD&T è un controllo di forma bidimensionale che garantisce che una lavorazione circolare sia sufficientemente rotonda da soddisfare i requisiti funzionali in ogni singola sezione trasversale della lavorazione. Siccome la circolarità valuta ogni sezione trasversale in modo indipendente, non controlla la rettilineità dell’asse della feature o la forma cilindrica complessiva del componente.
La tolleranza controlla la lavorazione definendo una zona di tolleranza per ogni sezione trasversale misurata della sua superficie. Una superficie soddisfa la tolleranza solo se tutti i punti si trovano all’interno della zona di tolleranza. Oltre alle lavorazioni circolari standard come perni e fori, la circolarità può anche controllare le componenti circolari di parti sferiche e coniche.
Come con altri controlli di forma, la circolarità è definita senza un asse di riferimento. La posizione di una lavorazione non è importante, poiché il controllo di forma ne governa solo la forma. Una lavorazione potrebbe trovarsi in una posizione completamente errata, ma superare comunque perfettamente il controllo di circolarità.
Per componenti isolati, come alberi semplici, questo è del tutto accettabile, poiché la parte circolare è di per sé un componente completo. Tuttavia, per i componenti che necessitano di una lavorazione circolare oltre ad altre caratteristiche, è possibile aggiungere tolleranze di posizione per garantire un posizionamento preciso.
Nota: come regola pratica, la circolarità dovrebbe in genere essere uguale o inferiore alla tolleranza dimensionale della lavorazione; in caso contrario, potrebbe risultare ridondante e aumentare i costi di ispezione senza migliorare la funzionalità.
Quando applicare la circolarità?
La tolleranza di circolarità è un ottimo strumento per controllare la rotondità nelle lavorazioni circolari. In sostanza, la circolarità è adatta a componenti in cui la forma tonda è assolutamente fondamentale per la funzionalità.
Viene comunemente applicata a tubi, bobine, cuscinetti e alberi per garantire:
- Buona tenuta: pistoni, stantuffi, bobine e cilindri devono garantire una tenuta efficace e un buon controllo del fluido nei sistemi idraulici.
- Assemblaggio a tenuta: i perni di precisione devono adattarsi saldamente e in modo affidabile agli assemblaggi, soprattutto in caso di accoppiamenti ravvicinati.
- Rotazione fluida: vibrazioni e oscillazioni devono essere minime in componenti come rotori di turbine, assi e alberi. Ciò migliora anche l’efficienza della trasmissione controllando la resistenza all’attrito.
- Distribuzione uniforme del carico: i cuscinetti devono distribuire il carico in modo uniforme per prevenire l’usura prematura e i danni ai macchinari. Idealmente, l’usura è uniforme e controllata.
Grazie alla circolarità, possiamo allentare la tolleranza diametrale pur soddisfacendo i requisiti funzionali che richiedono una circolarità pressoché perfetta. Vediamo come la circolarità viene utilizzata nel settore attraverso un esempio.
Esempio di applicazione della circolarità nell’industria
Per comprendere la natura critica di questo controllo di forma, basta guardare la biella di un motore elettrico. Questo componente funziona ad alta velocità sotto carichi ciclici enormi per giorni o settimane. Svolge la funzione vitale di convertire il moto lineare in moto rotatorio trasferendo le forze esplosive dal cilindro di combustione all’albero motore.
I fori sulle estremità piccola e grande della biella sono responsabili del trasferimento di potenza, della distribuzione uniforme del carico e del mantenimento di uno spessore uniforme dell’olio per la lubrificazione. Questi fori devono essere sufficientemente circolari da mantenere i giochi microscopici necessari per la lubrificazione idrodinamica.
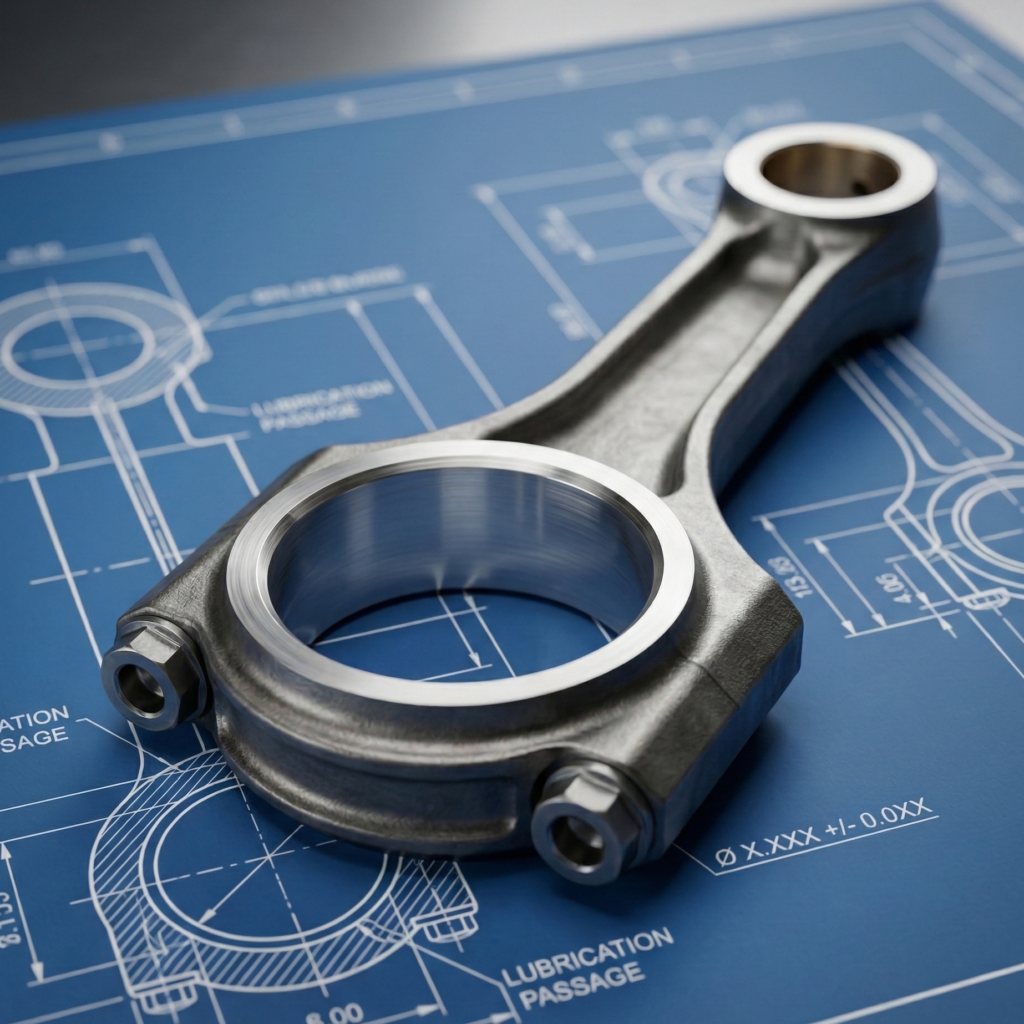
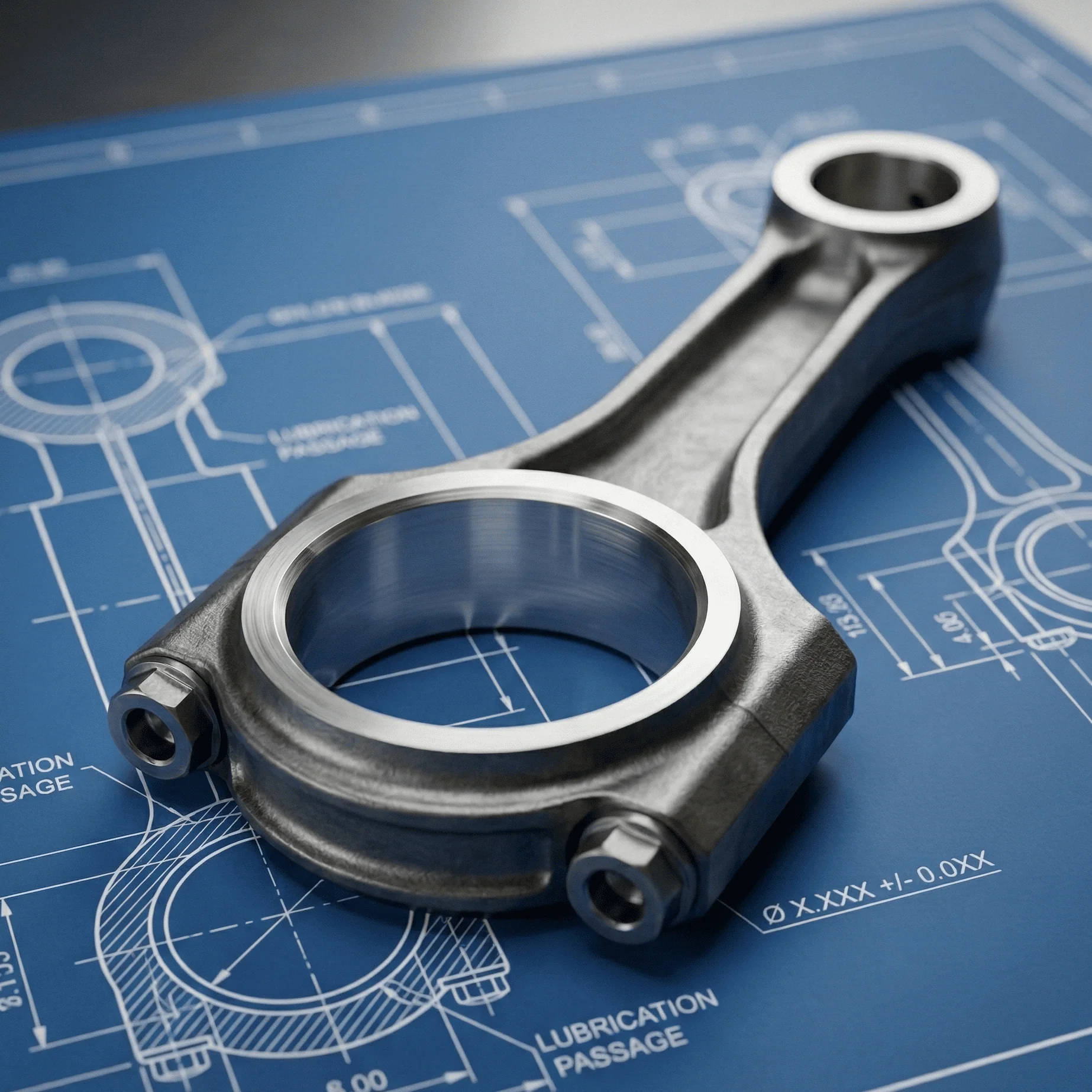
Un alesaggio perfettamente circolare garantisce vibrazioni minime e un’usura dei cuscinetti rigorosamente controllata. Anche la minima ovalizzazione (smussatura) nella biella può amplificarsi nel giro di poche ore, causando guasti importanti al motore.
Pertanto, questi alesaggi critici vengono realizzati con tolleranze di circolarità rigorose per garantire un’ovalizzazione trascurabile. In molte applicazioni diimotore, i limiti di ovalizzazione consentiti sono estremamente ridotti, spesso solo pochi centesimi di millimetro. I limiti di servizio tipici riportati nei manuali di manutenzione del motore rientrano approssimativamente nell’intervallo da 0,015 mm (0,0006″) a 0,025 mm (0,001″), sebbene il valore esatto dipenda sempre dal design specifico del motore e dalle specifiche del produttore. Poiché questa dimensione influisce direttamente sulla distribuzione del carico sui cuscinetti e sulla stabilità del film d’olio, gli alesaggi delle bielle vengono in genere ispezionati durante le revisioni generali del motore e sostituiti se l’ovalizzazione supera i limiti del produttore.
Zona di tolleranza della circolarità
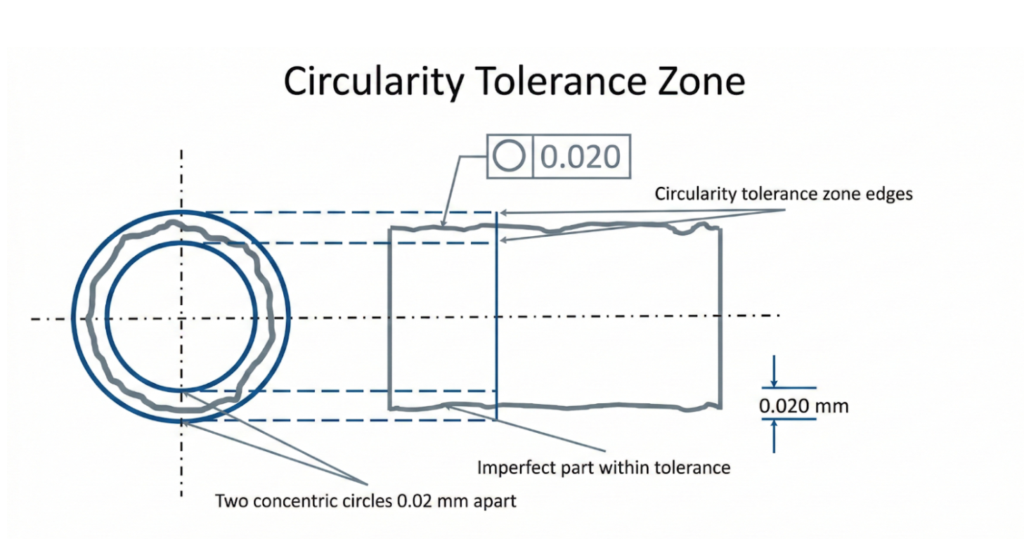
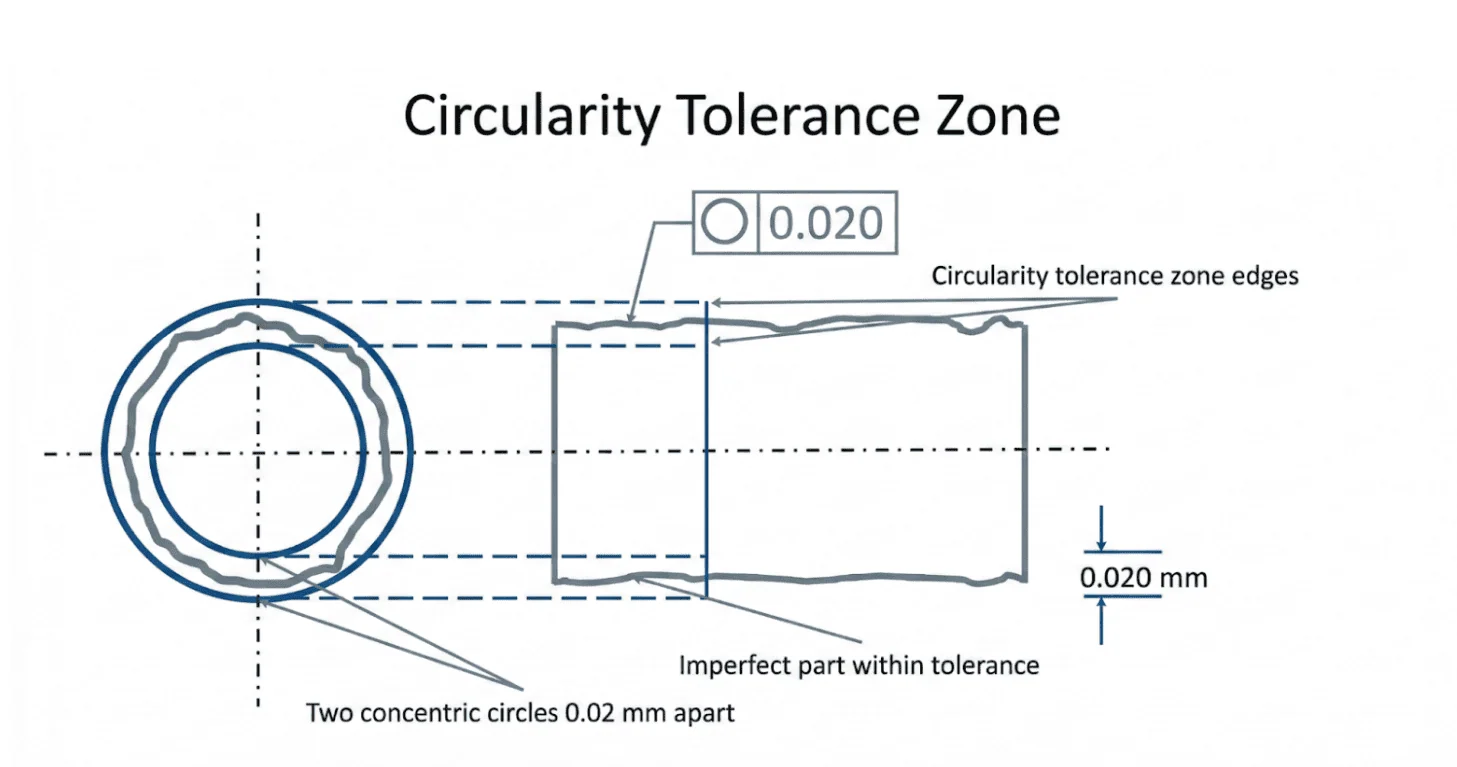
La zona di tolleranza di circolarità è un confine 2D definito da due cerchi concentrici. Per superare l’ispezione, tutti i punti sulla superficie della sezione trasversale dell’elemento devono trovarsi interamente all’interno dello spazio radiale (l’intercapedine) tra questi due cerchi.
Il piano di questa zona di tolleranza è sempre perpendicolare all’asse dell’elemento circolare controllato.
Nota: siccome la circolarità valuta la forma indipendentemente dall’asse effettivo del pezzo, l’espressione “perpendicolare all’asse” viene utilizzata concettualmente per la visualizzazione.
Siccome la circolarità è un controllo 2D, questa zona di tolleranza viene valutata in modo indipendente su più sezioni trasversali lungo la lunghezza del pezzo. Ogni sezione trasversale deve rientrare in modo indipendente nella propria zona di tolleranza; il superamento di una sezione trasversale non garantisce che l’intero elemento soddisfi il requisito di circolarità.
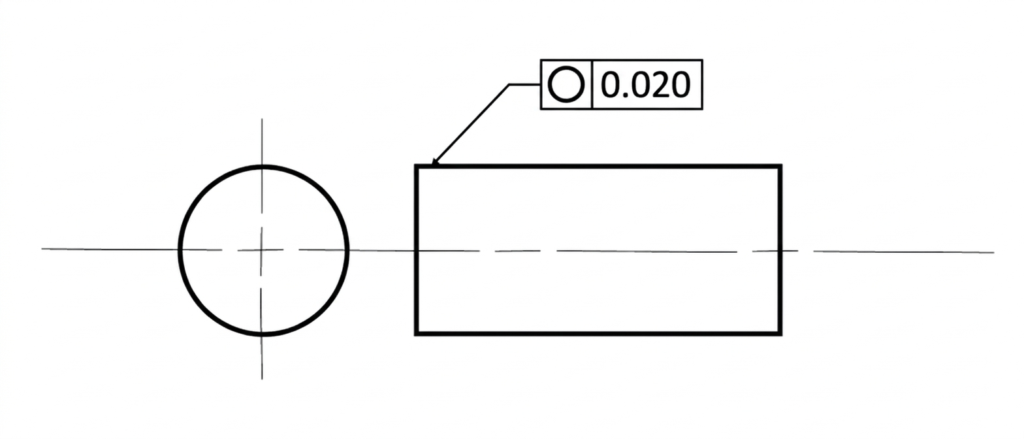
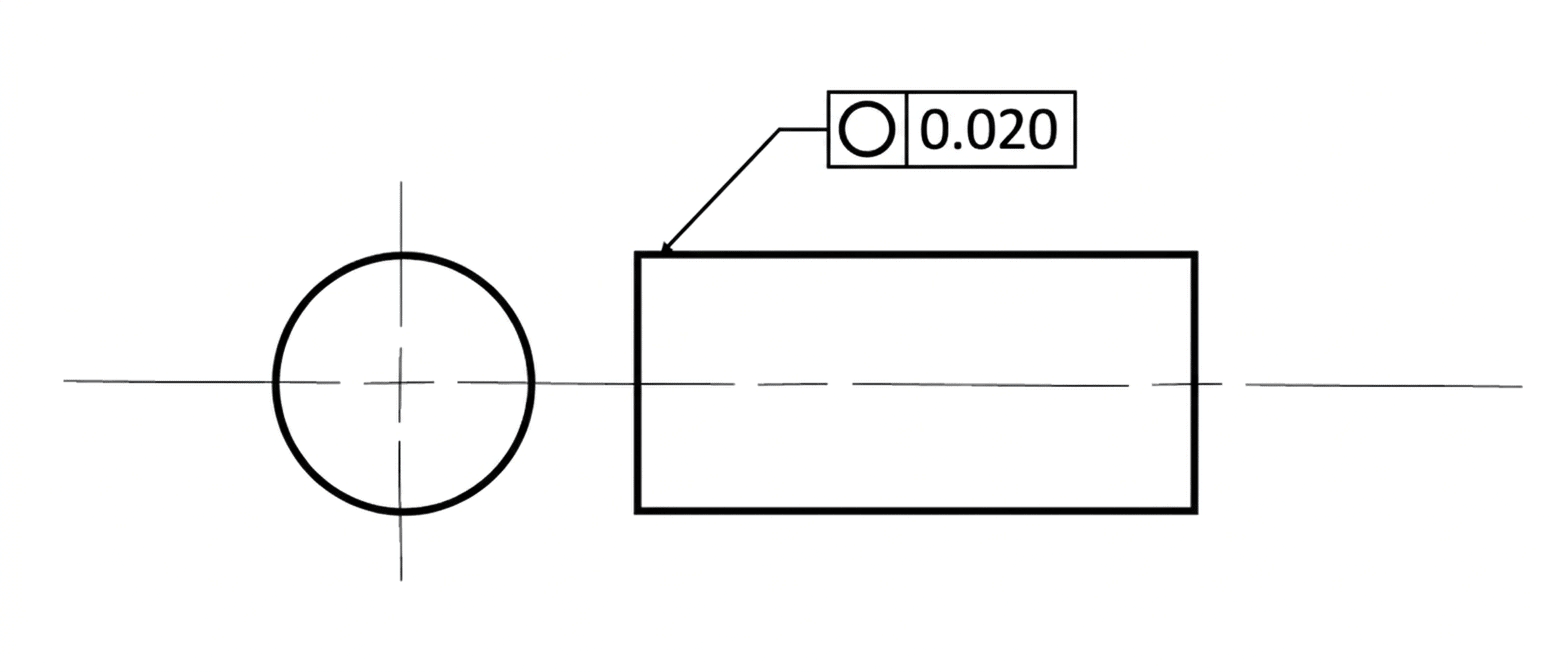
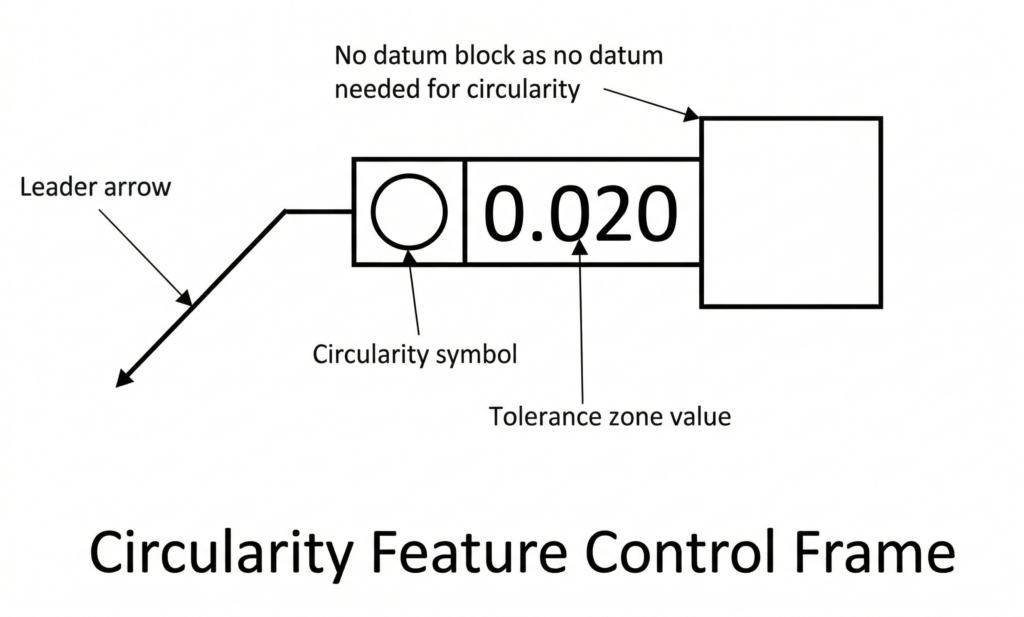
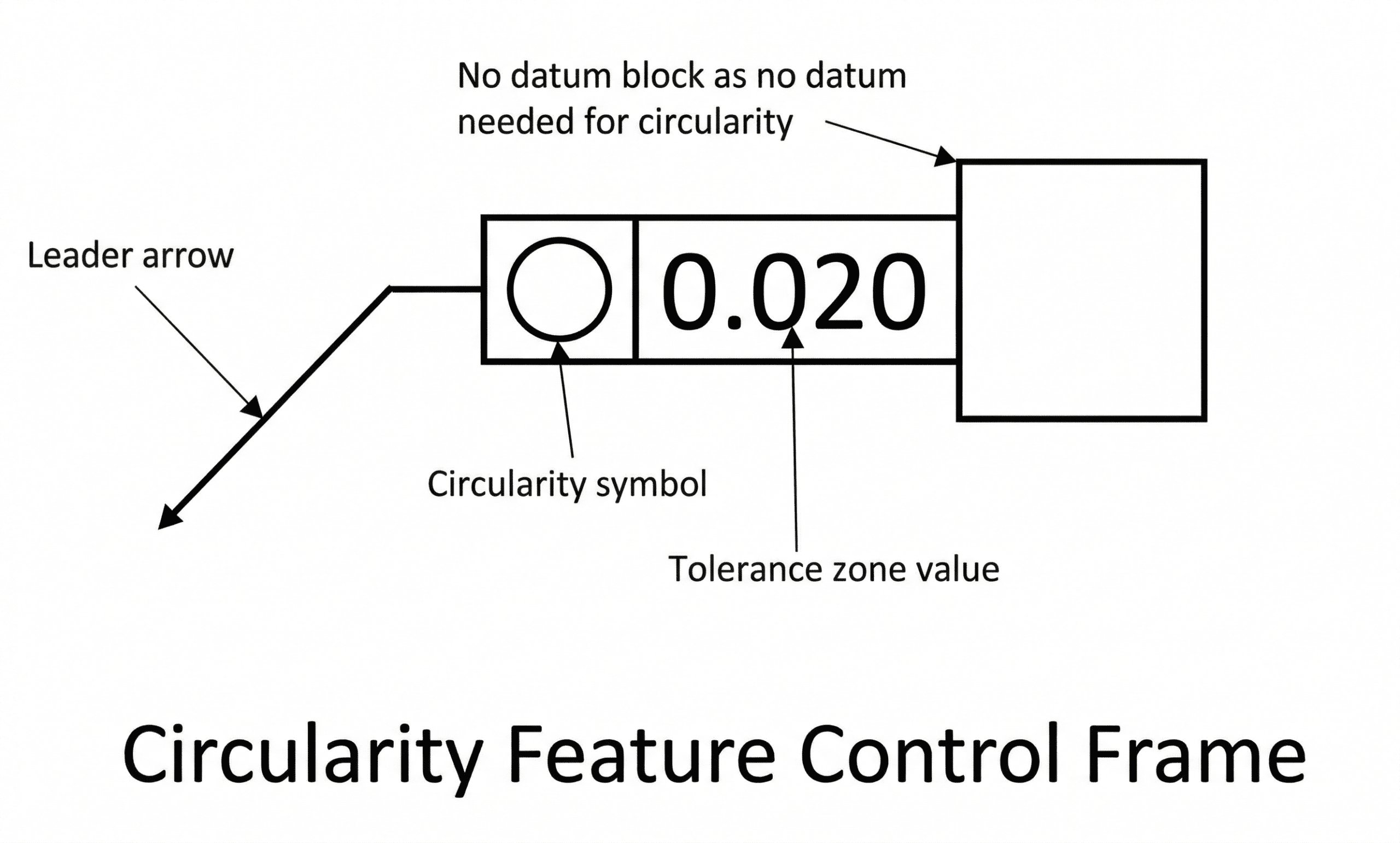
Come applicare la circolarità (riquadro di controllo delle lavorazioni)
Le tolleranze GD&T vengono comunicate sui disegni tecnici tramite un riquadro di controllo delle lavorazioni (in inglese FCF). Questo riquadro utilizza un layout standard per spiegare in modo conciso il valore di tolleranza, la forma della zona e le condizioni del materiale. Il FCF si collega alla lavorazione tramite una freccia guida (o linea guida) che punta direttamente alla superficie da controllare.
Un FCF standard per la circolarità è suddiviso in zone specifiche:
1. Zona simbolo GD&T
Il primo scomparto ospita il simbolo geometrico caratteristico. Per la circolarità, questo simbolo è un cerchio semplice e perfetto (○).
2. Zona del valore di tolleranza
Il secondo compartimento definisce la variazione totale ammissibile. Questo valore numerico determina la distanza radiale tra i due cerchi concentrici che compongono la zona di tolleranza.
- Nessun simbolo di zona: poiché la circolarità utilizza la zona di tolleranza 2D predefinita, in questo blocco non è richiesto alcun simbolo di forma di zona specifico (come un simbolo di diametro).
- Indipendentemente dalle dimensioni della lavorazione (RFS): la tolleranza di circolarità è fissa e non cambia in base alle dimensioni effettive della feature prodotta. Pertanto, la circolarità viene sempre applicata indipendentemente dalle dimensioni della feature (RFS) e non viene mai applicata con modificatori di materiale come Condizione di materiale massima (MMC) o Condizione di materiale minima (LMC).
3. Zona del Datum (Non applicabile)
Il terzo compartimento di un FCF è solitamente riservato ai datum di riferimento (punti fissi, assi o piani). Tuttavia, siccome la tolleranza di circolarità è un controllo di forma puro che valuta rigorosamente la forma del pezzo, non ha nulla a che fare con la posizione o l’orientamento della feature. Pertanto, il frame di controllo della feature per la circolarità non contiene un datum di riferimento.
Circolarità vs. altre tolleranze
La circolarità è un potente controllo di forma, ma siccome valuta la rotondità della sezione trasversale, viene spesso confusa con altri controlli GD&T. Per applicarla correttamente ed evitare di aumentare inutilmente i costi di produzione, è fondamentale comprenderne le differenze.
La tabella seguente riassume le principali differenze a colpo d’occhio:
| Tipo di controllo | Categoria | Differenza chiave vs. circolarità | Ideale per |
| Circolarità | Forma (2D) | Controlla solo la rotondità della sezione trasversale 2D. Non è richiesto alcun datum di riferimento. | Anelli di tenuta, sezioni trasversali individuali. |
| Cilindricità | Forma (3D) | Controlla la rotondità e la rettilineità dell’intero cilindro 3D. | Alberi lunghi, perni scorrevoli ben aderenti. |
| Concentricità | Posizione | Controlla la posizione dell’asse mediano, non la forma della superficie. | Bilanciamento delle masse rotanti (superato). |
| Eccentricità | Posizione & Forma | Controlla la rotondità e l’eccentricità rispetto ad un asse di riferimento fisso. | Alberi rotanti in gruppi attivi. |
Circolarità vs. Cilindricità
Sia la circolarità che la cilindricità controllano la rotondità delle sezioni trasversali. Tuttavia, la cilindricità garantisce anche che un pezzo abbia un asse sufficientemente rettilineo. Pertanto, la cilindricità è l’equivalente tridimensionale della circolarità.
Immaginate una pila di monete. Siccome la circolarità viene verificata indipendentemente per ogni sezione trasversale, il pezzo supererà l’ispezione a condizione che ogni moneta sia perfettamente rotonda. Anche se le monete sono disallineate e sporgono in direzioni diverse, il pezzo supera comunque il controllo di circolarità bidimensionale.
Questa stessa pila di monete, tuttavia, non supererebbe immediatamente un controllo di cilindricità tridimensionale, poiché le monete disallineate spostano l’asse complessivo a tal punto che il volume totale non assomiglia più a un cilindro perfetto.
Circolarità vs. Concentricità
Circolarità e concentricità possono sembrare simili a prima vista, ma servono a scopi geometrici completamente diversi.
- Forma vs. Posizione: la circolarità è una tolleranza di forma indifferente alla posizione della lavorazione. La concentricità è una tolleranza di posizione.
- La zona di tolleranza: la zona di tolleranza di circolarità è una zona a forma di anello 2D che circonda la superficie fisica. La zona di tolleranza di concentricità è un inviluppo cilindrico 3D posizionato lungo un asse teorico.
L’obiettivo principale della circolarità è garantire che il componente fisico mantenga una forma circolare. Se il componente devia diventando ellittico o ovoidale, verrà scartato. La concentricità, d’altra parte, misura rigorosamente la posizione dell’asse mediano di una lavorazione. Un componente potrebbe effettivamente essere ellittico (non superando la circolarità) ma superare comunque un controllo di concentricità purché il suo asse mediano rimanga perfettamente centrato all’interno della zona di tolleranza.
Poiché la concentricità misura la posizione, richiede un asse di riferimento. La circolarità non richiede lavorazioni di riferimento. (Nota: nella moderna pratica GD&T, la concentricità è raramente raccomandata. Molte applicazioni ora utilizzano invece controlli di Posizione o Runout perché sono più facili da ispezionare e comunicare.)
Circolarità vs. Eccentricità
La tolleranza di eccentricità combina essenzialmente un controllo di circolarità e di eccentricità (fuori centro) in un’unica ispezione dinamica.
Pensiamola in questo modo: un componente può superare i controlli di circolarità in ogni sezione trasversale, ma il suo asse effettivo può deviare significativamente da quello centrale dell’assieme, provocando oscillazioni durante la rotazione. Al contrario, l’asse mediano di un componente può coincidere perfettamente con l’asse centrale, ma non avere una sezione trasversale circolare (è ovale). In entrambi i casi, se il componente ruota ad alta velocità, sarà soggetto a sollecitazioni eccessive, che porteranno a un degrado prematuro o a un danno importante.

Runout addresses this issue by evaluating both the surface form and its relationship to a reference axis L’eccentricità affronta questo problema valutando sia la forma della superficie che la sua relazione con un asse di riferimento durante la rotazione. Misura l’eccentricità di un componente (il suo disassamento) e la sua forma superficiale. Se un componente è perfettamente circolare, il valore di runout ne rappresenta l’eccentricità. Se è perfettamente centrato, il valore di runout ne misura la circolarità. Per la maggior parte dei componenti reali, una misurazione del runout rileva la somma totale degli errori di circolarità ed eccentricità.
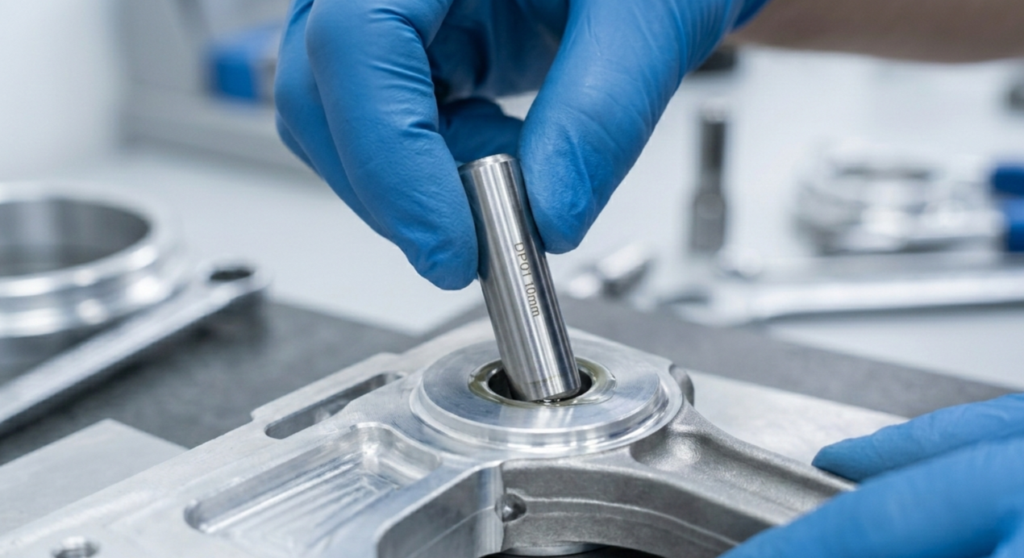
Come misurare la circolarità
La circolarità viene misurata in modo indipendente su più sezioni trasversali. Il controllo qualità deve misurare i punti alti e bassi per garantire che il componente non presenti errori di circolarità eccessivi in entrambe le direzioni radiali attorno alla sezione trasversale.
Misurazioni affidabili della circolarità sono possibili attraverso i seguenti cinque metodi, che vanno dalle configurazioni standard di officina alla metrologia avanzata:
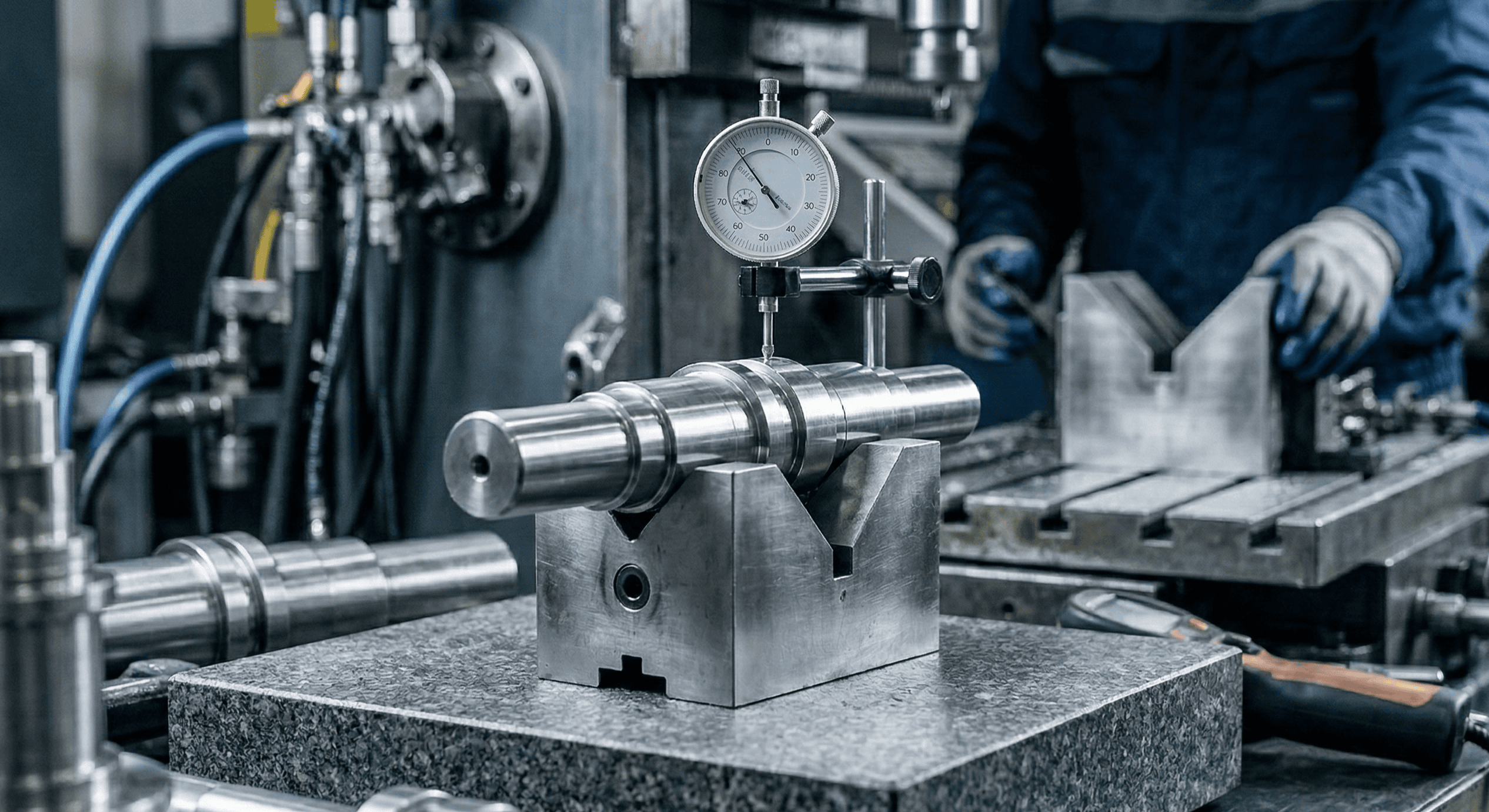
1. Misuratore di altezza e blocco a V
La circolarità può essere approssimata identificando i punti massimi e minimi complessivi su una sezione trasversale e dividendo la differenza per due. La divisione per due è necessaria in quanto le misurazioni catturano la corsa totale attraverso la zona di tolleranza su entrambi i lati del pezzo.
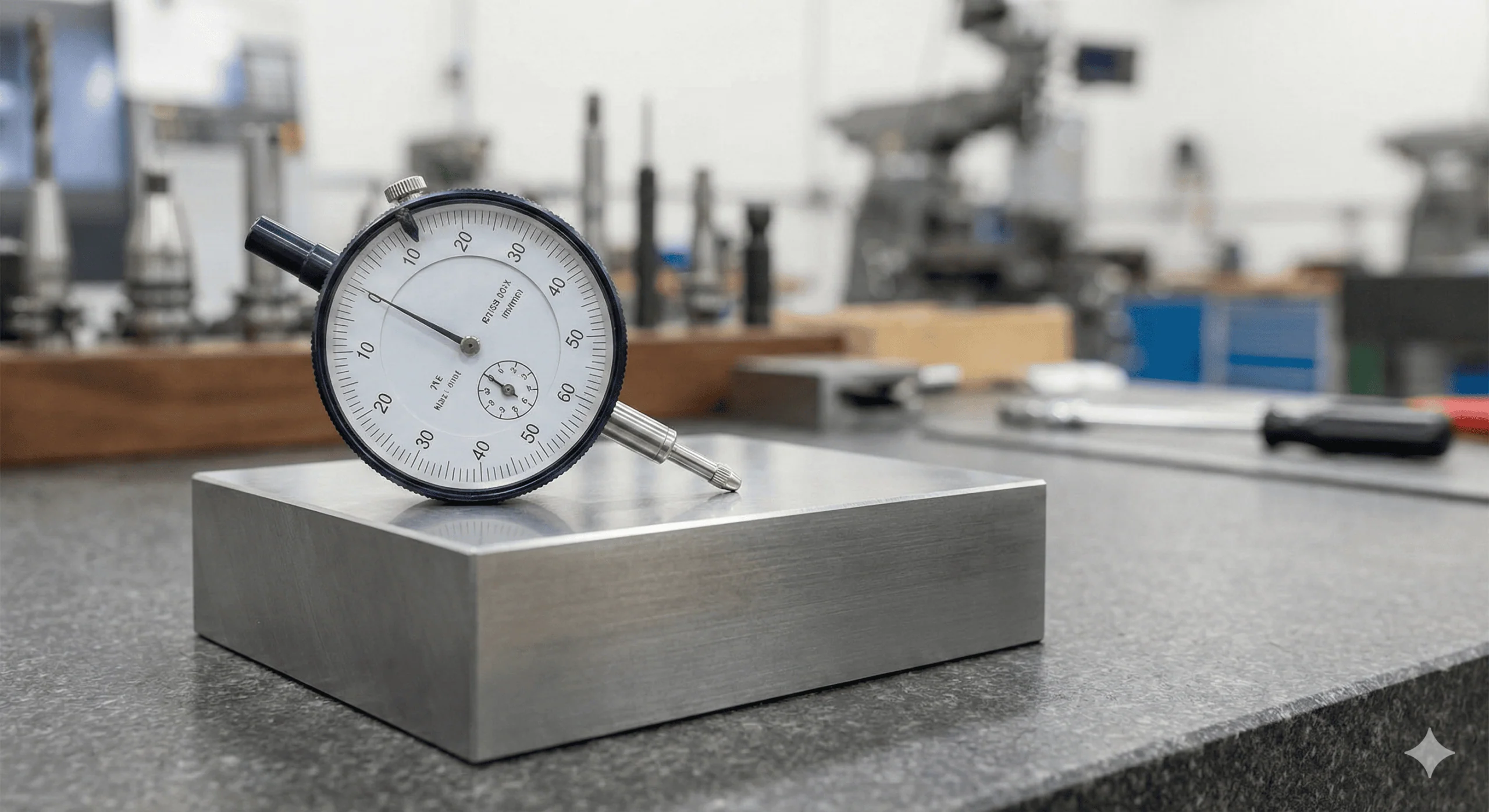
Questo rende la circolarità relativamente semplice da verificare, ed è abbastanza comune vedere misurazioni eseguite utilizzando una configurazione rudimentale con un comparatore a quadrante e un blocco a V.
Per misurare la circolarità, posizionare il pezzo cilindrico su un blocco a V. Portare il comparatore a quadrante a contatto con la superficie superiore e azzerarlo. Ruotare lentamente il pezzo di 360 gradi, annotando le letture massima e minima dell’indicatore. Il valore di circolarità è pari a metà della differenza tra queste due letture.
Questo metodo è soggetto a problemi come l’ingrandimento dell’errore e l’errata identificazione dell’asse reale, e ha difficoltà con tolleranze molto ristrette. Pertanto, è più adatto per applicazioni generali, misurazioni rapide in macchina e pezzi di grandi dimensioni.
Note: I metodi con comparatore a quadrante misurano la variazione relativa alla configurazione e catturano efficacemente la lettura totale dell’indicatore (in inglese TIR). Sebbene utile per rapidi controlli in officina, questo approccio non replica completamente i metodi formali di valutazione della rotondità utilizzati nella metrologia di precisione.

2. Micrometro
Il micrometro utilizza un principio di misurazione a due punti simile al metodo del blocco a V. Il diametro esterno (OD) viene misurato lungo tutta la sezione trasversale 2D e la differenza tra le letture massima e minima viene divisa per due.
Note: I micrometri a 2 punti non sono in grado di rilevare lobi dispari (forme con diametro costante ma forma non circolare). Non rilevano correttamente queste parti difettose, quindi è consigliabile utilizzare un blocco a V o una macchina di misura a coordinate (CMM).
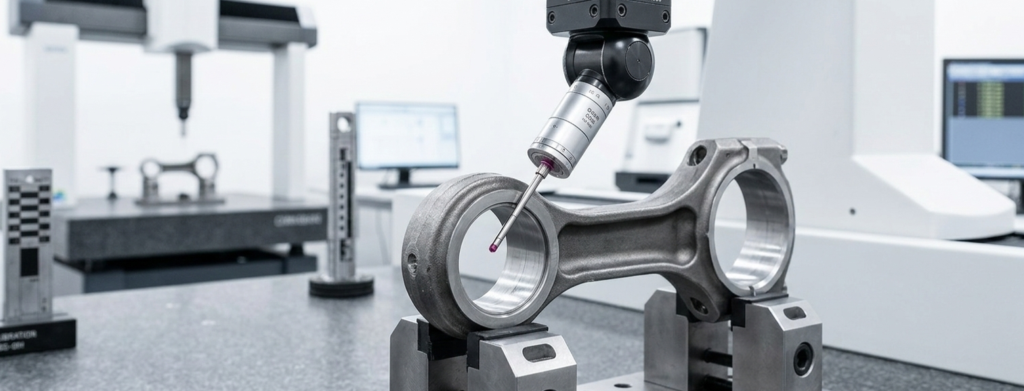
3. Macchina di misura a coordinate (CMM)
Il CMM è uno strumento privilegiato per la misurazione macro-geometrica. Può misurare la circolarità con elevata precisione, ripetibilità e affidabilità. A seconda della scala del percorso di ispezione programmato, il CMM può coprire l’intera superficie, rendendola la scelta ideale per componenti speciali che devono soddisfare standard aerospaziali o automobilistici rigorosi e complessi.

4. Tester di rotondità dedicato
Per una precisione assoluta, i rotondimetri dedicati (profilometri) rappresentano la soluzione più appropriata. Un rotondimetro è uno strumento speciale progettato specificamente per misurare la deviazione della sezione trasversale di un componente da un cerchio perfetto.
È in grado di misurare l’intera circonferenza utilizzando una sonda rotante ad alta sensibilità, rendendolo perfettamente adatto a tolleranze di forma come circolarità e cilindricità. Il rotondimetro traccia il profilo fisico del componente, che viene poi confrontato matematicamente con un cerchio perfetto dal software del sistema. Lo strumento fornisce i dati sotto forma di un topografico altamente dettagliato o di un valore numerico preciso.
5. 3D Scanning
La scansione 3D offre un metodo avanzato e senza contatto per la misurazione della circolarità. Proietta luce o laser per creare una nuvola di punti 3D altamente dettagliata del pezzo, che viene poi adattata a cerchi virtuali perfetti utilizzando un software di metrologia.
Il software quantifica il valore di circolarità utilizzando algoritmi avanzati come i metodi dei minimi quadrati o della zona minima.
Questo approccio senza contatto può fornire dati utili sulla circolarità quando la risoluzione dello scanner, le condizioni della superficie e la configurazione di misura sono appropriate. Tuttavia, per tolleranze di circolarità ristrette, si preferiscono in genere misuratori di circolarità dedicati o misurazioni con CMM ad alta precisione.
Glossario dei termini chiave
| Termine | Definizione | Contesto |
| Cerchi concentrici | Due cerchi che condividono esattamente lo stesso punto centrale ma con raggi diversi. | Definisce il confine 2D della zona di tolleranza della circolarità. |
| Separazione radiale | La distanza fisica (gap) tra i cerchi concentrici interno ed esterno della zona di tolleranza. | Si tratta del valore numerico specifico immesso nel riquadro di controllo delle lavorazioni (FCF). |
| Lobatura | Errore di forma in cui la sezione trasversale non è perfettamente rotonda (ad esempio, assomiglia a un triangolo arrotondato o a un ovale). | Un difetto comune nella rettifica senza centri; completamente non rilevato da semplici strumenti di misurazione a 2 punti come i calibri. |
| RFS (Indipendente dalla dimensione) | La regola stabilisce che la tolleranza geometrica rimane fissa, indipendentemente dalle dimensioni effettive del pezzo prodotto. | La circolarità è sempre RFS. Non è possibile utilizzare modificatori di materiale (MMC/LMC) e tolleranze bonus. |
| Sezione trasversale | Una “fetta” 2D di una parte 3D, perpendicolare al suo asse. | La circolarità valuta la parte una fetta 2D alla volta, in modo completamente indipendente dal resto del cilindro. |
Padroneggiare i controlli di forma
La circolarità è uno dei controlli di forma GD&T più fondamentali per garantire adattamenti precisi, una rotazione fluida e una tenuta adeguata. Per creare componenti completamente producibili, gli ingegneri devono comprendere come questa interagisce con il resto dell’ecosistema GD&T:
- Vs. Cilindricità: se è necessario garantire che il componente sia perfettamente rotondo e che il suo asse centrale sia perfettamente rettilineo per tutta la sua lunghezza, passare alla Cilindricità.
- Vs. Eccentricità Totale: se il componente è progettato per ruotare ad alta velocità all’interno di un assieme (come un albero motore o una turbina) e si deve controllare la sua oscillazione rispetto a un asse di cuscinetto fisso, utilizzare Eccentricità Totale.
- Vs. Rettilineità: se si è interessati solo alla linearità dell’asse del componente e non è necessario controllare esplicitamente la rotondità delle sue sezioni trasversali, utilizzare Rettilineità.
Per approfondimenti su questi controlli correlati e su come applicarli ai disegni CAD, esplora la nostra guida completa su quotatura e tolleranza geometrica nella libreria tecnica di Xometry Pro.





Comment(0)