 Europe
Europe  Türkiye
Türkiye  United Kingdom
United Kingdom  Global
Global 

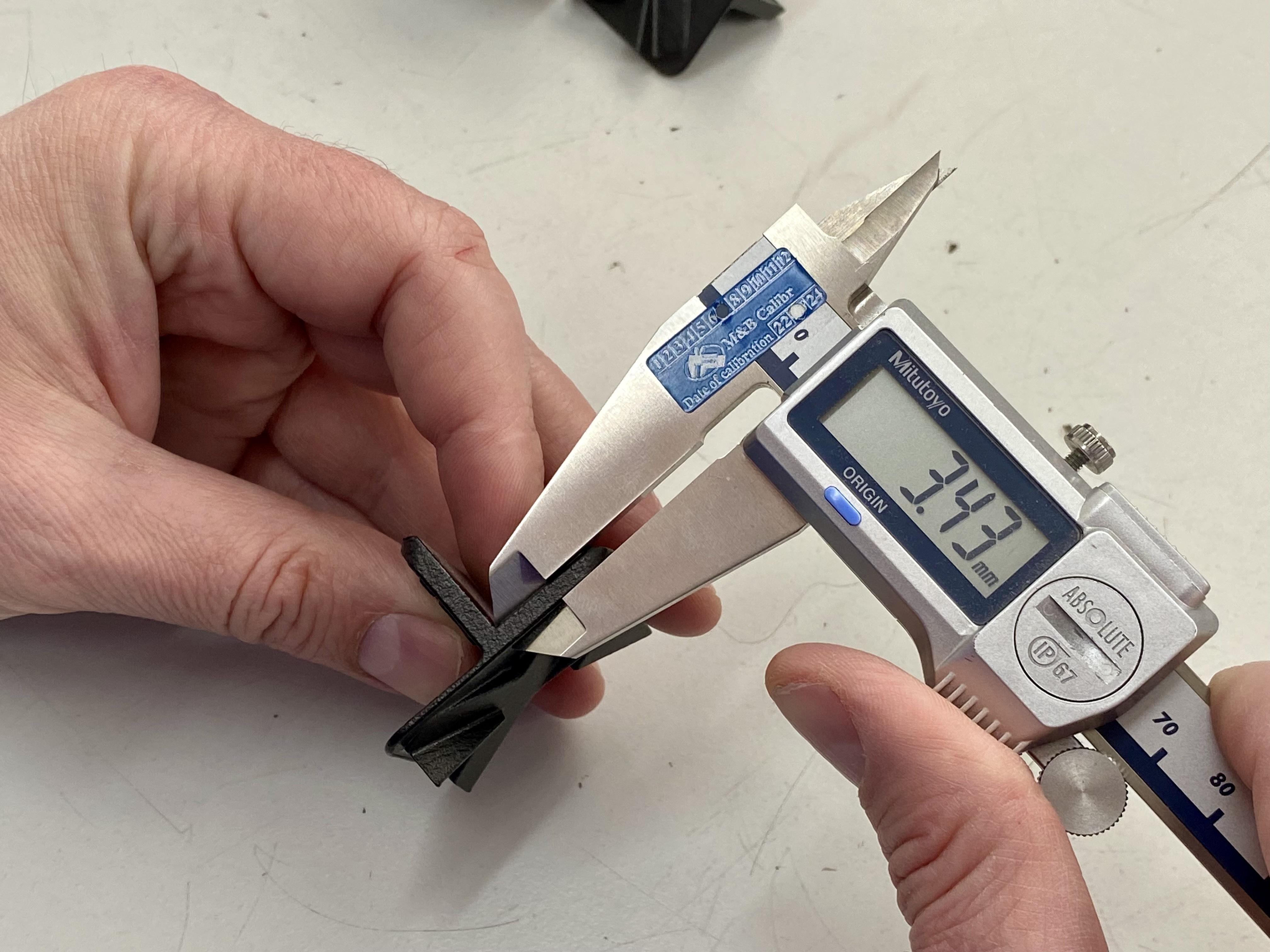
Buhar polisajının 3D baskıların toleransına etkisi nasıldır?
D
Herkese merhaba, PA11 SLS parçaları için buhar polisajını araştırıyorum. Parça toleransı ve boyutsal doğruluğu nasıl etkileyebileceği konusunda endişeliyim. PA11/PA12 (SLS veya MJF 3d baskı) için beklenecek boyutsal değişiklikler hakkında içgörüleri veya deneyimleri olan var mı? Yüzey bitirme iyileştirilirken sıkı toleransları koruma üzerine ipuçları da harika olurdu! Şimdiden teşekkürler!
Automatically translated from: English
See original


Önerilen Konular
Konu
Yanıtlar
İzlenme
Etkinlik
6061 plakalar için Düzgünlük GD&T
Hassas bir sensör için montaj plakası (yaklaşık 200 mm × 200 mm) oluştururken 0.05 mm düzgünlük belirlemeyi düşünüyordum, ancak kıdemli mühendisim bu durumun aşırıya kaçtığını ve işleme süresini/maliyetini ikiye katlayacağını söylüyor. Plaka 10 mm kalınlığında 6061‑T6'dır. 0.05, standart... Daha fazla oku
3
251
Mar 14
ISO 2768-mK ve Özel Toleranslar
Merhaba arkadaşlar, atölye liderimizden biraz tepki alıyorum. Montaj uyumu konusunda paranoyak olduğum için yeni bir manifold bloğundaki her özelliği boyutlandırıyordum, ancak çizimin "okunamaz" olduğunu ve sadece genel bir not kullanmam gerektiğini söylüyor. Sadece başlık... Daha fazla oku
2
445
Mar 14
Destekli dikdörtgen çelik tank için termal genleşme modellemesi
Merhaba, bir test standı için kaynaklı çelik soğutucu deposu - 4 m × 2 m × 1.5 m iç destekli - için termal genleşmeyi hesaba katmam gerekiyor. Sıvı 80–90 °C'de çalışır ve sonra oda... Daha fazla oku
2
1.2k
Şub 04
ABS bir gövdede M3 dişli insertler için delik tasarlama
Merhaba! Tasarımımda, bir onboard sensör modülü için küçük bir ABS gövde için kalıplanmış patronlardan ısı ile yerleştirilen M3 insertlere geçmek istiyorum. CAD'i sonlandırmadan önce, M3 insertlerin parçayı çatlatmadan veya deformasyona uğratmadan güvenilir bir şekilde... Daha fazla oku
1
1.0k
Ara 23