 Europe
Europe  Türkiye
Türkiye 


La CEO y cofundadora de Neuramill, Nistha Mitra, nos explicó por qué la programación CNC sigue siendo un cuello de botella, qué significa plasmar el conocimiento corporativo (empírico) en un software y cómo su equipo está desarrollando un copiloto asistente para los operarios de CNC.
La programación CNC como un problema de física de cuerpo libre
¿Cuál es el problema actual de la programación CNC?
Veo la programación CNC como un problema de física de cuerpo libre que requiere una gran cantidad de conocimientos detallados sobre modelado 3D, ciencia de los materiales y todo lo que rodea al mecanizado. Lamentablemente, todo este conocimiento reside en la cabeza de alguien y es muy difícil de enseñar a otra persona. Un programador CNC junior tarda unos diez años en dominar realmente este proceso.
Además, no hay una forma estructurada de captar ese conocimiento empírico interno y hacerlo repetible. Cuando un operario experimentado se marcha de la empresa, se lleva consigo todo ese conocimiento.
¿Puede ahondar un poco más en ello?
Con el tiempo, un operario aprende a analizar el archivo CAD, el archivo STEP y el GD&T (Dimensionamiento y Tolerancias Geométricas) que recibe de la fase de diseño. Basándose en ello, puede determinar si una pieza es mecanizable o no, y deducir qué combinación de material, máquina y herramientas producirá la pieza según las especificaciones.
Dentro de este proceso hay muchísimos matices. Existen cientos de tipos de herramientas, diferentes recubrimientos, distinto número de labios (estrías), longitudes, diámetros… ¿Qué herramienta sirve para qué operación? Si la tolerancia es alta o baja, la secuencia de operaciones cambia. En el simulador, el arranque de viruta parece perfecto, pero en la vida real, si retiras material cerca del centro de masa con demasiada rapidez, toda la pieza puede deformarse.
Un operario principiante no sabe eso. En cambio, un operario experimentado ha sufrido esos problemas de primera mano y por eso sabe que no debe vaciar una gran cajera de golpe.
Y lo peor es que nadie registra esos errores. Yo no puedo aprender de tus errores y tú no puedes aprender de los míos; todos cometemos los mismos errores una y otra vez. La solución es integrar una capa de inteligencia que registre estas decisiones para que podamos conservar el conocimiento acumulado.
¿Por qué los sistemas CAM actuales no pueden resolver esto?
Ya cuentan con funciones de reconocimiento de operaciones.
En primer lugar, el reconocimiento de características u operaciones no es realmente la mejor opción cuando se trata de piezas complejas. Hemos dedicado mucho tiempo a desarrollar nuestro propio clasificador CAD interno y acabamos de realizar una prueba de rendimiento (benchmark) en la que superamos a la mayoría de nuestros competidores en el procesamiento de piezas complejas de 5 ejes.
En segundo lugar, el software CAM hace exactamente lo que promete: hace CAM. Básicamente te dice: «Toma todas las decisiones y luego introduce esas decisiones en el sistema». Nunca se sienta junto al operario mientras este toma esas decisiones críticas. No se puede analizar un archivo CAD dentro del sistema CAM con el mismo nivel de detalle que en un software pre-CAM.
El sistema no realiza comprobaciones físicas. Por ejemplo, si utilizas una herramienta con recubrimiento de AlTiN en una pieza de aluminio, el material se quedará adherido por soldadura en frío a la herramienta. El software CAM nunca te avisará de ello; es el operario quien hace esa comprobación en su cabeza. Y eso es exactamente lo que nosotros aportamos.
La capa de inteligencia entre el diseño CAD y la fabricación CAM
Entonces, ¿qué hace Neuramill exactamente?
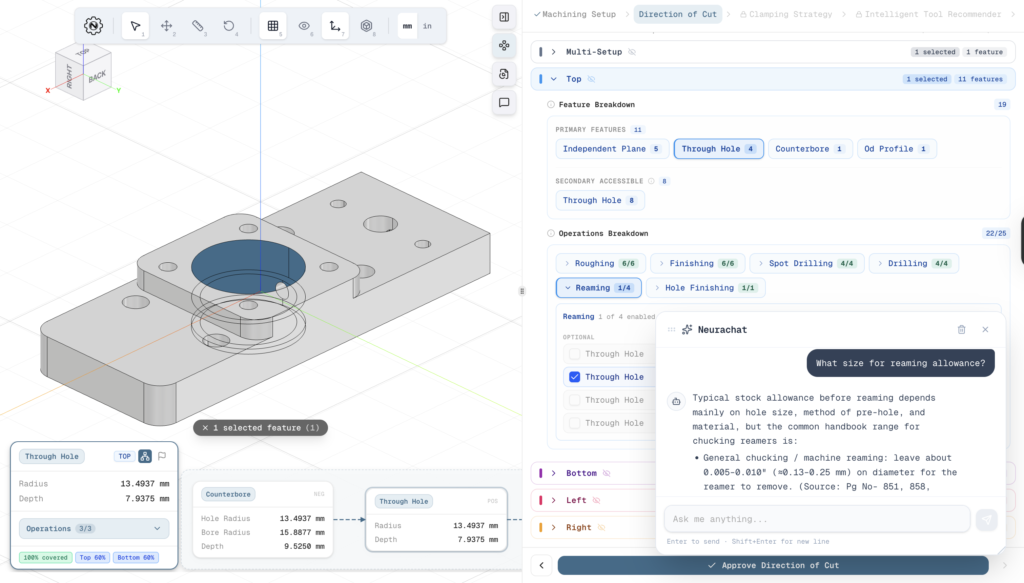
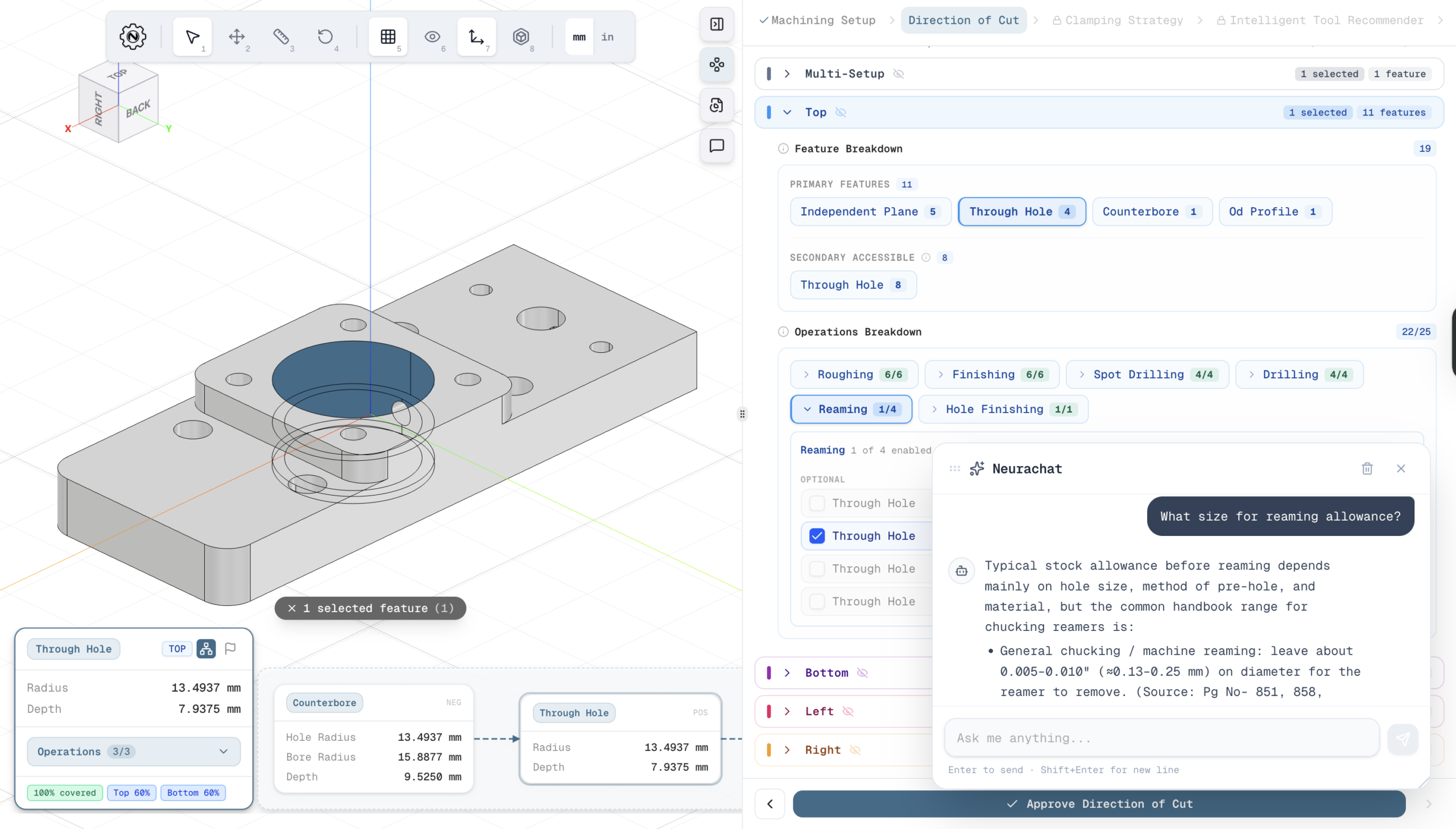
Somos la capa de inteligencia que se sitúa entre la intención de diseño y las decisiones de fabricación. Abarcamos todos los pasos que hay entre la recepción del diseño y la introducción del código NC (código G). Nuestro software interpreta la geometría como elementos físicos y propósitos de fabricación, los asocia con operaciones, herramientas y amarres válidos y, a continuación, razona bajo restricciones como las tolerancias, el comportamiento del material y el acceso de la herramienta para elaborar un plan de fabricación estructurado.
Neuramill analiza una pieza compleja en unos pocos minutos, un proceso que de otro modo llevaría unas veinte horas. Todo se basa en tus criterios. Puedes establecer tus propias reglas, las cuales serán repetibles en cada trabajo. Y, una vez que estés listo, también te ayudamos a automatizar el CAM. Disponemos de un complemento (plug-in) para el CAM, pero también funcionamos de forma independiente como solución autónoma.
Nuestra idea es crear un verdadero copiloto para el operario de CNC, no limitarnos a hacer CAM o pre-CAM. Nuestros futuros productos cerrarán la brecha directamente desde el CAD hasta la propia máquina.
¿Cuál es el resultado real que ofrece el sistema?
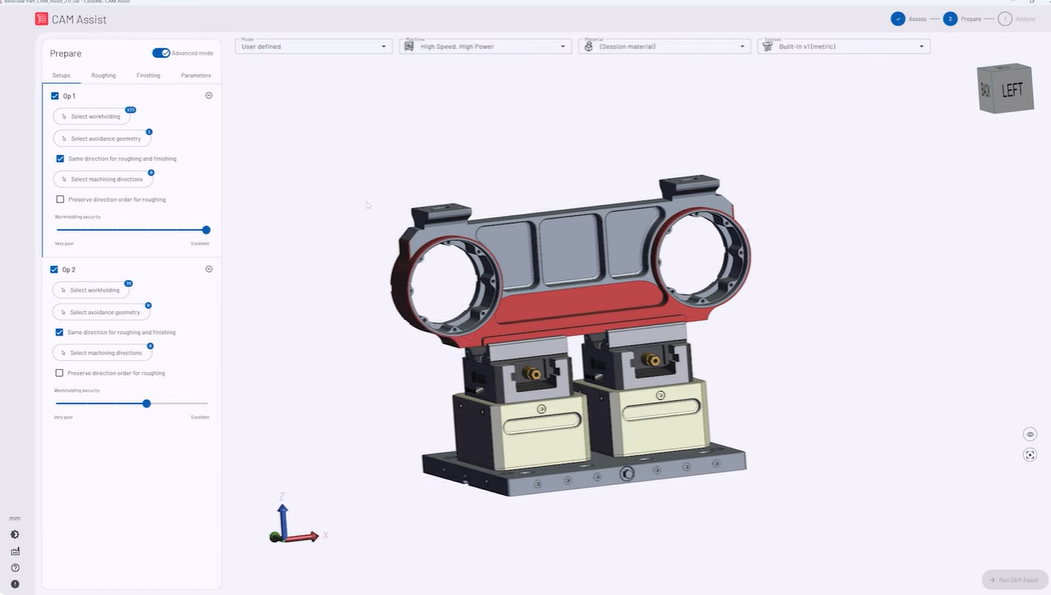
Nuestro producto actual genera un plan de fabricación estructurado: una secuencia de operaciones basada en la estrategia de amarre, qué herramienta de la biblioteca utilizar para cada operación, cuánto tiempo requiere cada herramienta y recomendaciones lógicas de velocidad de corte y avance (speed and feed). Cada decisión es trazable. El sistema también muestra puntuaciones de confianza basadas en piezas anteriores similares, de modo que los operarios pueden comprobar la fiabilidad de cada recomendación. Todo ello se integra directamente en tu software CAM.
También estamos trabajando en un configurador que semiautomatiza la trayectoria de herramienta en función del comportamiento que se desee obtener, para que no haya que estar seleccionando manualmente múltiples caras ni estrategias.
Durante el proceso, también proporcionamos un panel de control del conocimiento de la empresa. Supongamos que un operario ha modificado la velocidad y el avance de una pieza, y la pieza siguiente es muy parecida. Si lo ha hecho cinco veces seguidas, a la sexta le avisamos: «Has reducido la velocidad y el avance con respecto a los valores de referencia en las últimas cinco piezas similares, deberías volver a hacerlo». Se trata de registrar el conocimiento empírico y ponerlo a disposición de todos los futuros trabajos.
¿Qué es lo que constituye una pieza similar, dado que puede haber mucha variación en los pequeños detalles?
Hay algunos principios fundamentales, obviamente. Puedes tener una pieza de idéntica geometría, pero si es de aleación de titanio en lugar de aluminio, los parámetros cambian por completo. Luego hay elementos geométricos como cajeras abiertas con agujeros en su interior, agujeros escalonados con abocardado, geometrías complejas, etc.
Hemos hablado con nuestros clientes y hemos definido la lista de cosas en las que realmente piensan cuando afirman que «esta es una pieza similar». Muchas veces, estos increíbles programadores de CNC simplemente dicen: «Lo sé, sin más». Y yo les digo: «Por favor, dime cómo lo sabes». Ha llevado su tiempo, pero hemos conseguido codificar lo que pasa por el cerebro de un programador de CNC.
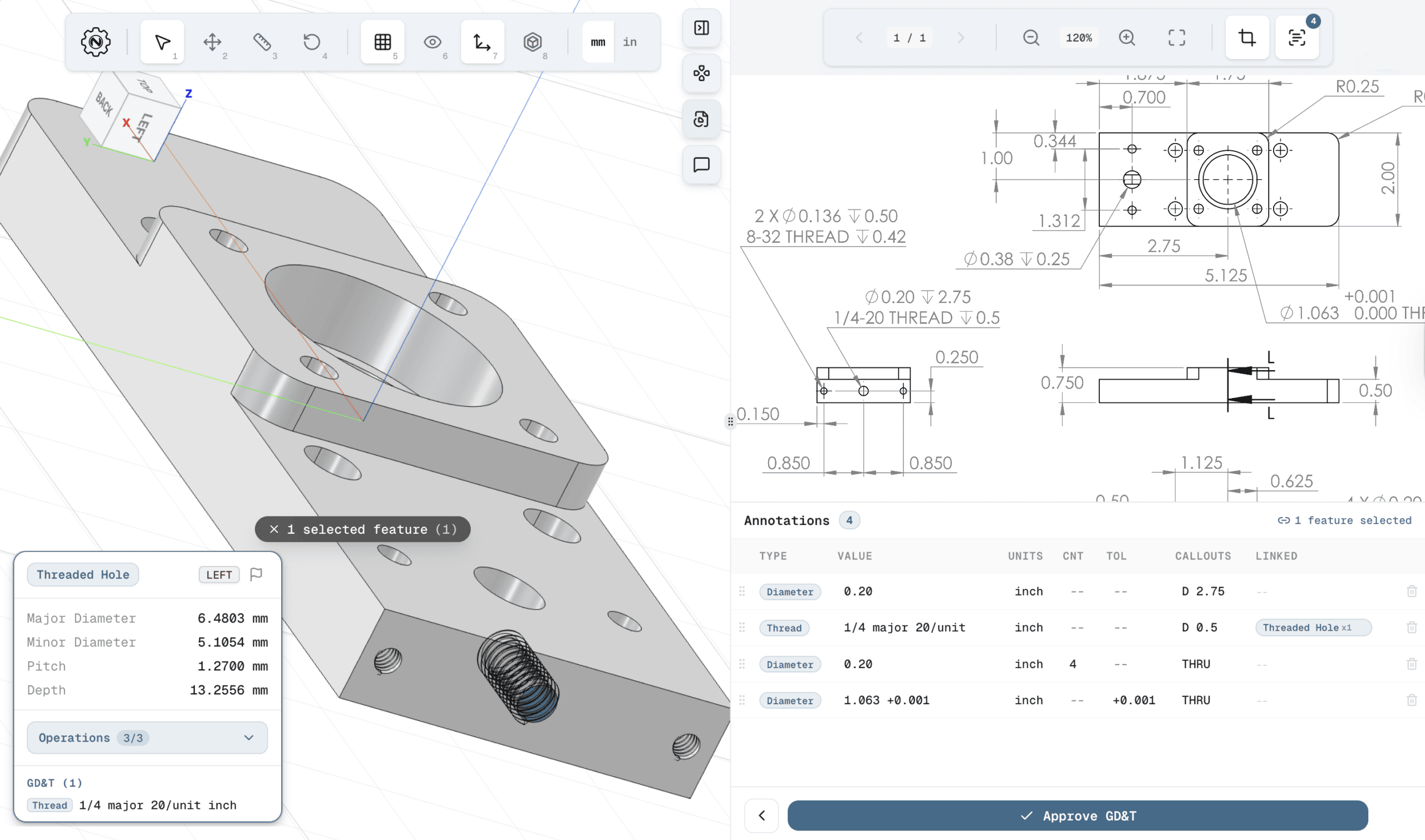
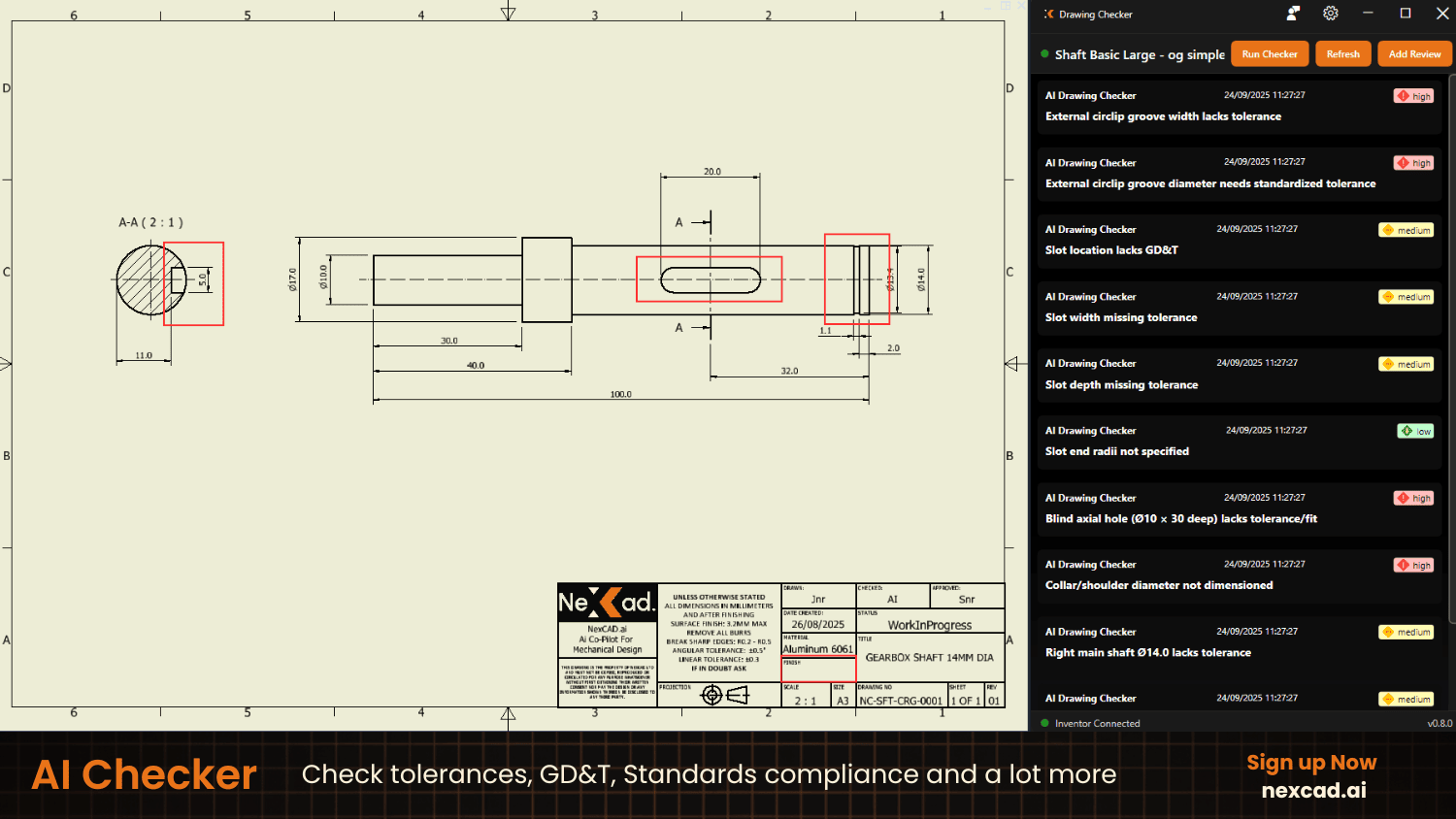
¿Cómo se introduce en el sistema la información sobre GD&T?
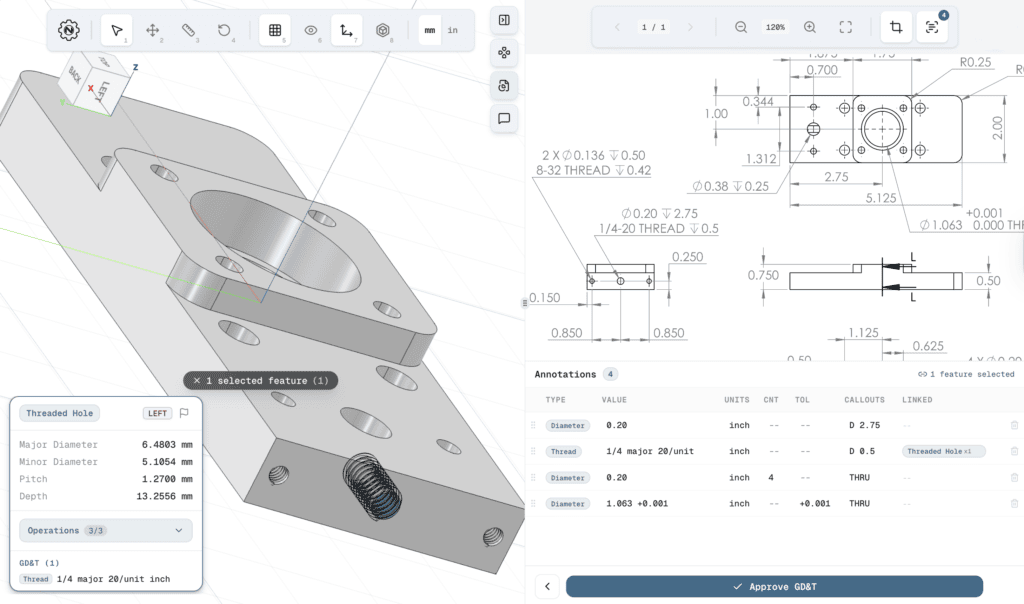
Contamos con un modelo de visión artificial que extrae de los planos los diferentes marcos de control y anotaciones. Luego puedes vincularlos a las características geométricas que te interesen. A veces, en un archivo STEP ni siquiera se modelan las roscas (solo aparece un agujero liso), pero en el plano se indica que está roscado. En nuestro software, basta con conectar esa anotación al agujero y nosotros trasladamos esa directriz a las siguientes fases del proceso.
¿Qué papel sigue desempeñando el operario de CNC?
Creo que hay muchos conceptos erróneos sobre lo que la IA le deparará a este sector. El trabajo de programación CNC es tan complejo y tiene tantos matices que ninguna IA podrá sustituirlo. Nuestros operarios revisan y aprueban cada plan que generamos. Todos los resultados son transparentes y editables; no se trata de una «caja negra».
Hay escasez de maquinistas y operarios. Nuestro software les proporciona un copiloto para que puedan multiplicar por diez (10x) su rendimiento. Veo nuestro software como el traje de Iron Man que permite a estos mismos expertos lograr mucho más al estar completamente equipados.
Enfoque estratégico en el sector aeroespacial
¿Quién utiliza Neuramill hoy en día?
Hemos empezado con talleres más pequeños, de diez a veinte millones en ingresos. También estamos realizando la implementación en una empresa mediana del sector espacial.
¿Qué tipo de clientes obtienen un mayor valor?
Ahora mismo, los entornos de producción con una gran variabilidad de piezas de alta mezcla (high-mix) son los que más se benefician, porque requieren un montón de configuraciones de amarre únicas. Los volúmenes de producción pasan a un segundo plano.
Por eso, actualmente nos estamos centrando en gran medida en la industria aeronáutica y aeroespacial. Tienen piezas complejas de 3+2 y 5 ejes que necesitan programar repetidamente.
¿Qué es lo que más atrae a los clientes?
Los talleres pequeños buscan la automatización de la trayectoria de la herramienta. Trabajan tan a contrarreloj que quieren un gemelo digital (digital twin) que cree las trayectorias de la misma forma que lo hacen ellos. A las grandes empresas también les importa eso, pero además valoran la estandarización de procesos que nosotros ofrecemos.
En 2020 sufrieron un duro golpe cuando gran parte de su plantilla se jubiló de golpe. Ahora se preocupan por recopilar el conocimiento interno no documentado y por establecer directrices operativas unificadas para todo el taller, evitando así que veinte personas diferentes utilicen veinte estrategias distintas (lo cual dificulta enormemente el rastreo de los errores).
¿Hay algo que los clientes hayan considerado más valioso de lo que esperaban inicialmente?
Muchos de ellos llegan pensando que hacemos exactamente lo mismo que CloudNC. Pero luego analizan el flujo de trabajo de nuestro software, que refleja con exactitud cómo piensa un operario de CNC a la hora de fabricar una pieza: analizarla, conectar el GD&T, determinar el material, la máquina, la estrategia de amarre y, por último, las operaciones.
Cuando ven que todo eso se presenta como un proceso estandarizado, se dan cuenta de que sus diez programadores más jóvenes pueden seguir esa misma lógica sin tener que preguntarle constantemente al más veterano de la planta. Vienen buscando optimizar la trayectoria de la herramienta, pero se quedan por todo el proceso integral, desde el pre-CAM hasta el final.
¿Con qué sistemas CAM se integran?
Actualmente somos compatibles con Autodesk Fusion y Mastercam, y la integración con Siemens NX se encuentra en desarrollo. También tenemos algo preparado que podría hacernos agnósticos, de manera que podamos trabajar de forma independiente sea cual sea tu software CAM.
Implementación en cuestión de días
¿Cuál es el modelo de precios?
Ofrecemos un precio por máquina y lo ajustamos a las necesidades reales de la empresa, por lo que las cifras finales varían, pero podemos hablar de un rango aproximado de entre 200 y 1000 dólares por licencia en un modelo de suscripción mensual.
¿Cuánto dura el proceso de implementación?
Yo diría que desde uno o dos días de implementación inicial (onboarding) hasta dos semanas, dependiendo de lo desordenados que estén los datos. Y prácticamente hacemos nosotros el trabajo por ellos.
Utilizamos un método de ingeniería de despliegue in situ. Hemos visto que a los talleres les supone un gran esfuerzo introducir sus datos en el sistema y pueden dedicar semanas a ello. Así que vamos directamente al taller y averiguamos cómo están almacenados. Algunos talleres ni siquiera tienen datos estructurados.
Los talleres más grandes pueden tener una máquina expendedora o su propia base de datos de herramientas de corte. Los más pequeños puede que solo tengan un montón de facturas. Así que vamos y registramos sus herramientas utilizando un conjunto de recursos internos que nos permiten extraer, estandarizar y normalizar los datos, añadiéndolos a su perfil en tan solo unos días.
¿Dónde se alojan los datos?
En estos momentos operamos en la nube. Sin embargo, también estamos en conversaciones con algunas organizaciones del Departamento de Defensa (DoD) de EE. UU. y ofrecemos soporte en entornos locales (on-premise). Dentro de las opciones locales, hay diferentes configuraciones. Algunos clientes tienen sus propios sistemas internos de AWS, mientras que otros poseen literalmente sus propios servidores físicos. Preparamos nuestra solución para que funcione en ambas modalidades.
El crecimiento de la capa de inteligencia
Parece que este sector ya es bastante competitivo.
Sinceramente, espero que haya aún más competencia, sobre todo por parte de las generaciones más jóvenes. Cuando no llevas demasiado tiempo en un sector, careces de una forma rígida de hacer las cosas, y es justo de ahí de donde surgen las soluciones más innovadoras y disruptivas.
Hay una enorme escasez de maquinistas y la relocalización de la producción (reshoring) se está acelerando. ¿Hasta qué punto impulsa esto la demanda de sus herramientas?
Lo vemos a nivel macroeconómico, ya que es el tema central en todos los foros: los inversores lo saben, las grandes empresas manufactureras están levantando enormes rondas de financiación para respaldar la relocalización de la cadena de suministro.
Pero también lo vemos a nivel micro en forma del nivel de estrés por el que pasa un programador de CNC: tiene que sacar adelante la producción de las piezas para sobrevivir en el mercado, pero su día solo tiene 24 horas. Hemos visto a programadores más jóvenes agobiados porque quieren ayudar pero tienen miedo a estropear una pieza o una herramienta de corte, ya que eso supone desperdiciar cientos de dólares. En esencia, por eso comenzamos este proyecto.
¿Conseguirá la IA automatizar por completo la programación CNC?
Si alguien dice que la IA lo hará todo de principio a fin, y sabe realmente de qué es capaz la IA, simplemente lo está diciendo como una estrategia de marketing. Me cuesta creer que un verdadero experto en machine learning afirme algo así. El trabajo de programación CNC es tan complejo y tiene tantos matices prácticos que ninguna IA puede sustituirlo de forma autónoma. Siempre necesitaremos expertos humanos. Nuestro objetivo es simplemente multiplicar su rendimiento por diez (10x).
¿Cómo se presenta el futuro para Neuramill?
Nos centraremos de lleno en el CAM hasta finales de 2027. No obstante, no hacemos las cosas de forma puramente secuencial. He contratado a becarios especialistas en aprendizaje automático y hemos iniciado labores de I+D sobre simulación y aprendizaje por refuerzo (reinforcement learning). Añadir sensores a las máquinas CNC, analizar los patrones de las vibraciones, comprender cómo influyen las distintas herramientas de corte y sus trayectorias en la temperatura interna… Ahora mismo estamos en fase de investigación técnica para poder plantearnos su implementación comercial de cara a 2028.
¿Destacaría alguna otra empresa interesante de IA en el sector de la fabricación?
Me gusta mucho el enfoque de Uptool. Descubrieron un problema transversal muy común y han hecho un trabajo fenomenal al ofrecer una experiencia de usuario sobresaliente.




Comment(0)