 Europe
Europe  Türkiye
Türkiye 



L’utilisation correcte du GD&T élimine toute ambiguïté dans les dessins techniques en fournissant des instructions précises sur la fabrication et le contrôle des pièces. Au sein de ce système, la circularité est un contrôle de forme fondamental. Comme la rectitude, la planéité et la cylindricité, elle s’applique strictement à la forme 2D de l’élément concerné et ne nécessite pas de données de référence.
Qu’est-ce que la circularité en GD&T ?
La tolérance de circularité GD&T est un contrôle de forme bidimensionnel qui garantit qu’un élément circulaire est suffisamment rond pour répondre aux contraintes fonctionnelles à chaque section transversale individuelle de l’élément. La circularité évaluant chaque section transversale de manière indépendante, elle ne contrôle ni la rectitude de l’axe de l’élément, ni la forme cylindrique globale de la pièce.
La tolérance contrôle l’élément en définissant une zone de tolérance pour chaque section transversale mesurée de sa surface. Une surface respecte la tolérance uniquement si tous ses points se trouvent dans la zone de tolérance. En plus des éléments circulaires standard tels que les broches et les alésages, la circularité peut également contrôler les éléments circulaires de pièces sphériques et coniques.
Comme pour les autres contrôles de forme, la circularité est définie sans axe de référence. La position de l’élément n’est pas importante, car le contrôle de forme ne gouvernent que la forme de l’élément. Un élément pourrait se trouver dans une position totalement incorrecte et réussir parfaitement le contrôle de circularité.
Pour les composants isolés, tels que les arbres simples, c’est tout à fait acceptable car l’élément circulaire constitue une pièce complète en lui-même. Cependant, pour les composants dont un élément circulaire doit coexister avec d’autres éléments, des tolérances de localisation peuvent être ajoutées pour garantir un positionnement précis.
Remarque : En règle générale, la tolérance de circularité doit être égale ou plus restrictive que la tolérance dimensionnelle de l’élément ; dans le cas contraire, elle risque d’être redondante et d’engendrer des coûts de contrôle sans amélioration fonctionnelle.
Quand appliquer la circularité ?
La tolérance de circularité est un outil efficace pour contrôler la rondeur des éléments circulaires. En pratique, la circularité est adaptée aux pièces pour lesquelles la forme circulaire est absolument critique pour la fonction.
Elle est couramment appliquée aux tubes, bobines, roulements et arbres pour garantir :
- Bonne étanchéité : les pistons, vérins, bobines et cylindres doivent assurer une étanchéité efficace et un bon contrôle des fluides dans les systèmes hydrauliques.
- Assemblage précis : les axes de précision doivent s’emboîter de manière sécurisée et fiable dans les assemblages, notamment en cas d’ajustements serrés.
- Rotation fluide : les vibrations et le faux-rond doivent être minimaux dans les pièces telles que les rotors de turbines, les essieux et les arbres. Cela améliore également le rendement de transmission en maîtrisant la résistance au frottement.
- Distribution uniforme des charges : les roulements doivent distribuer les charges de manière homogène afin de prévenir l’usure prématurée et les dommages aux machines. Idéalement, l’usure doit être homogène et contrôlée.
Grâce à la circularité, il est possible d’élargir la tolérance diamétrale tout en respectant les contraintes fonctionnelles imposant un élément circulaire quasi parfait. Voyons comment la circularité est utilisée dans l’industrie à travers un exemple.
Exemple d’application industrielle de la circularité
Pour comprendre l’importance critique de ce contrôle de forme, l’exemple de la bielle d’un moteur de générateur est particulièrement éclairant. Ce composant fonctionne à grande vitesse sous des charges cycliques considérables pendant des jours, voire des semaines. Il assure la fonction essentielle de conversion du mouvement linéaire en mouvement rotatif en transmettant les forces d’explosion du cylindre de combustion au vilebrequin.
Les alésages aux petites et grandes extrémités de la bielle sont responsables du transfert de puissance, de la répartition uniforme des charges et du maintien d’un film d’huile uniforme pour la lubrification. Ces alésages doivent être suffisamment circulaires pour maintenir les jeux microscopiques nécessaires à la lubrification hydrodynamique.
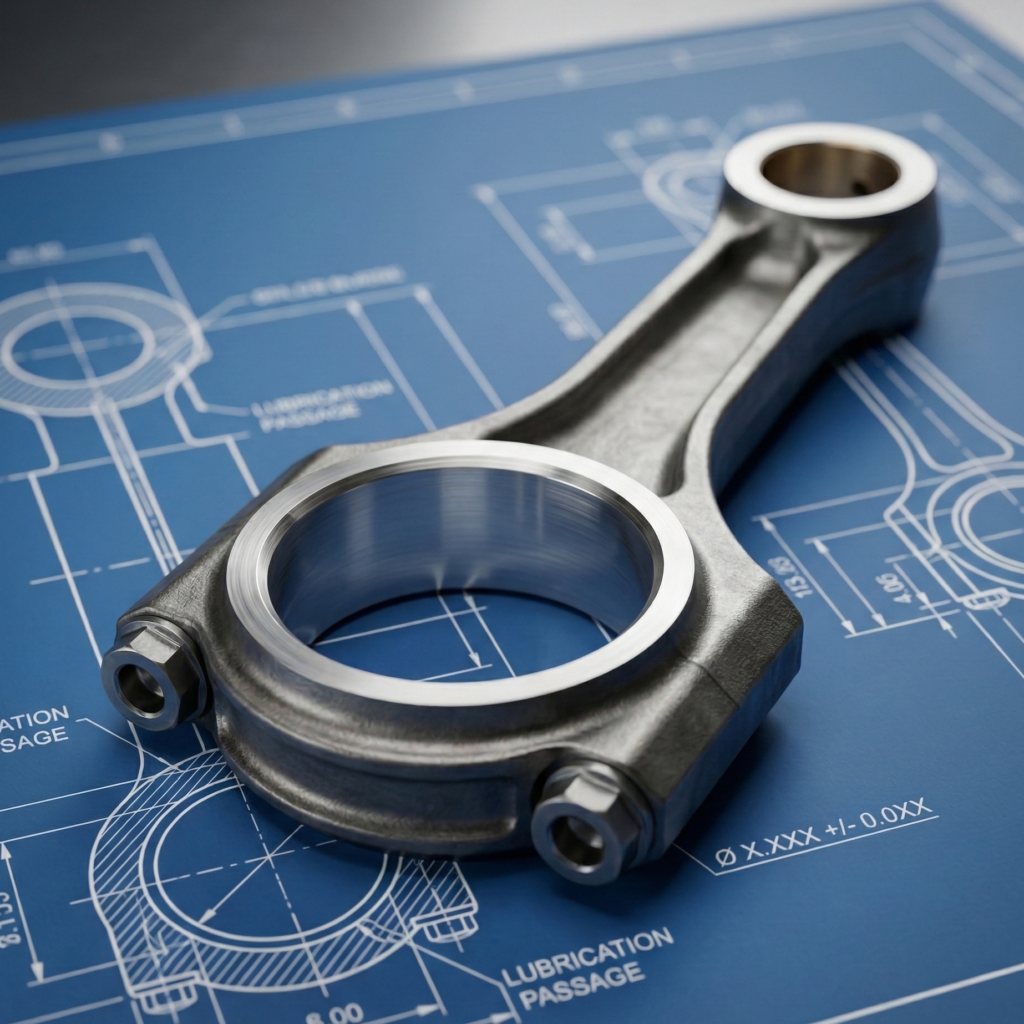
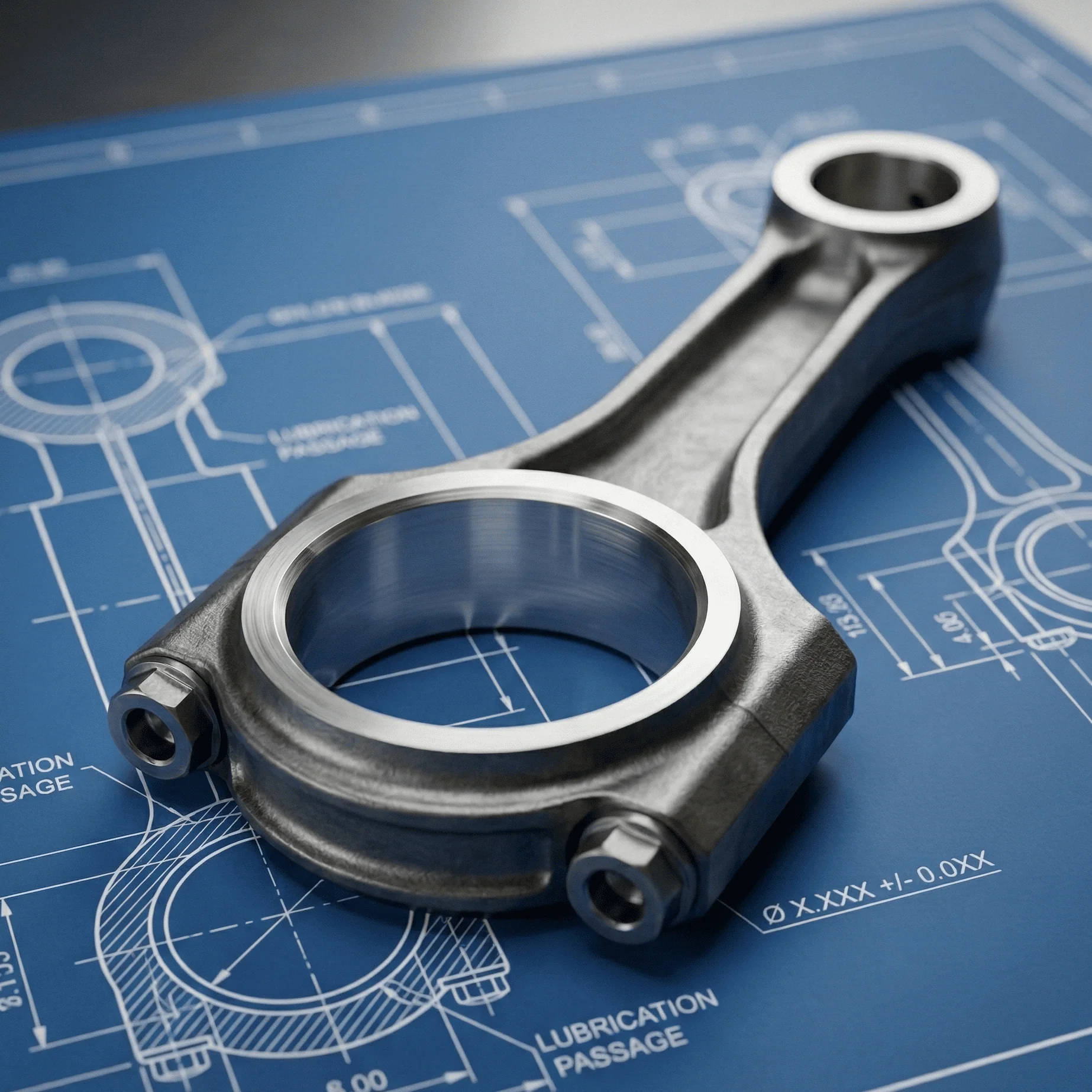
Un alésage parfaitement rond garantit des vibrations minimales et une usure des roulements strictement maîtrisée. La moindre ovalisation (défaut de circularité) de la bielle peut se propager rapidement et provoquer une défaillance moteur catastrophique en quelques heures.
C’est pourquoi ces alésages critiques sont fabriqués avec des tolérances de circularité strictes pour garantir une ovalisation négligeable. Dans de nombreuses applications moteur, les limites d’ovalisation admissibles sont extrêmement faibles, souvent de l’ordre de quelques centièmes de millimètre. Les limites de service typiques indiquées dans les références de maintenance moteur se situent approximativement entre 0,015 mm (0,0006 pouce) et 0,025 mm (0,001 pouce), bien que la valeur exacte dépende toujours du design spécifique du moteur et des spécifications du fabricant. Cette dimension affectant directement la répartition des charges sur les roulements et la stabilité du film d’huile, les alésages de bielle sont généralement inspectés lors des grandes révisions moteur et remplacés si l’ovalisation dépasse les limites du fabricant.
Zone de tolérance de circularité
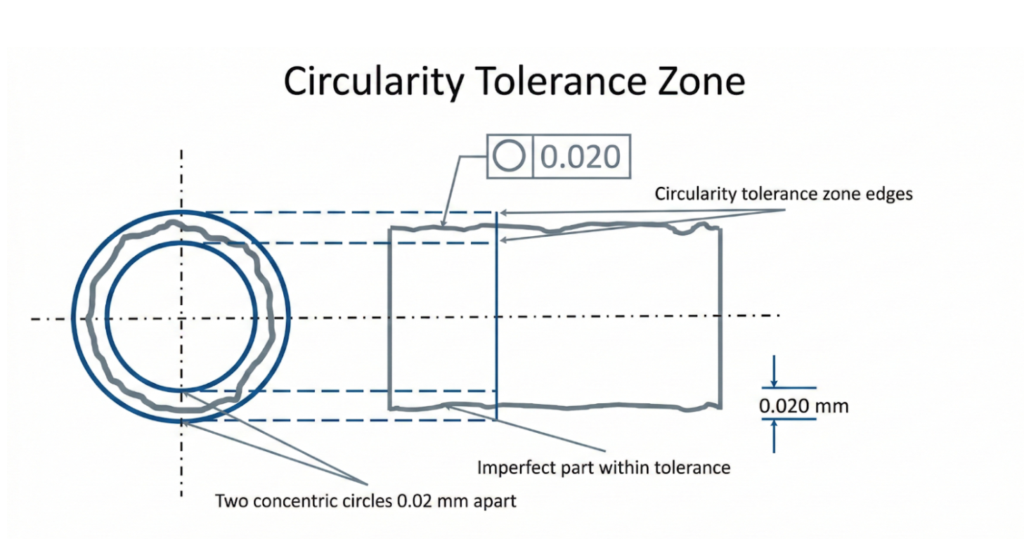
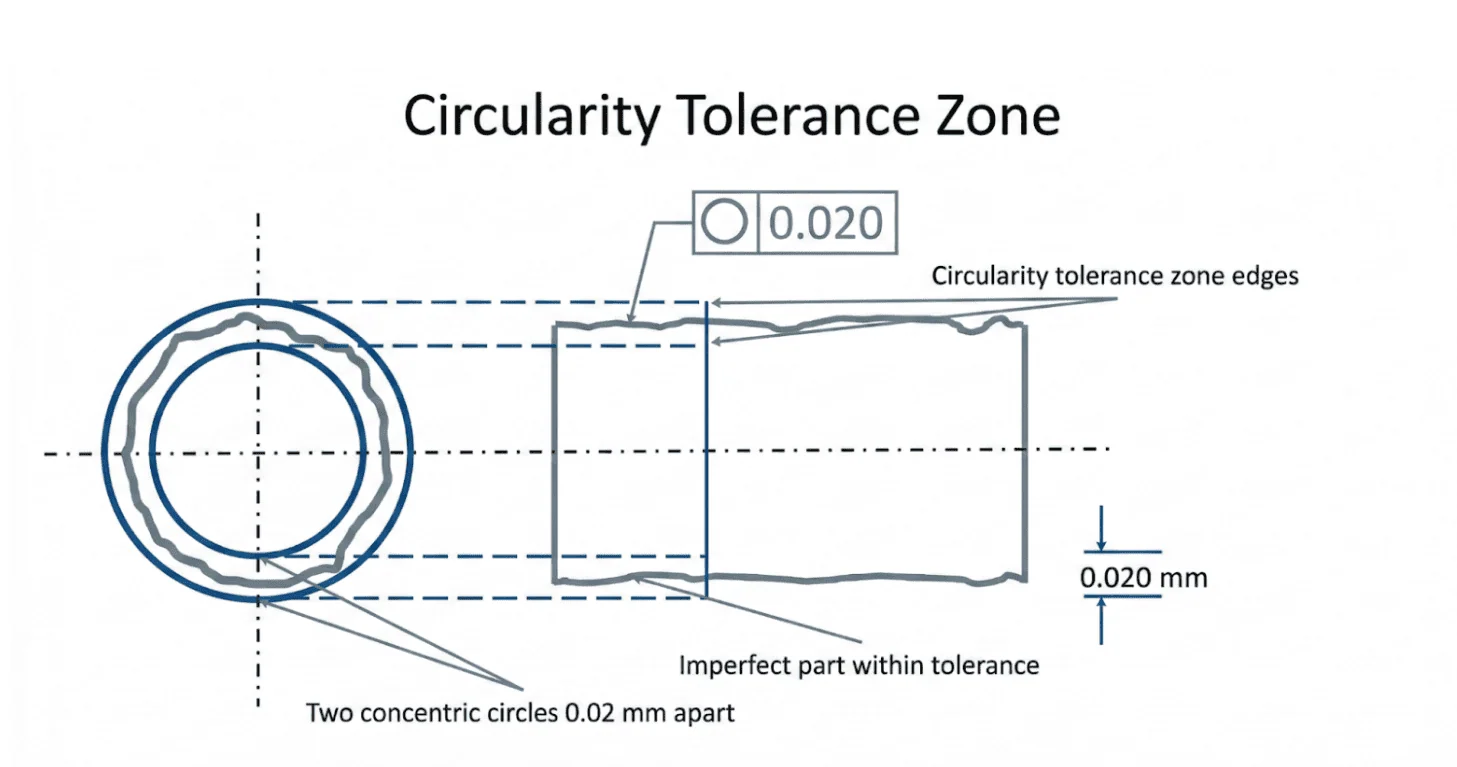
La zone de tolérance de circularité est une frontière 2D définie par deux cercles concentriques. Pour être conforme au contrôle d’inspection, tous les points de la surface de la section transversale de l’élément doivent se trouver entièrement dans l’espace radial (le jeu) entre ces deux cercles.
Le plan de cette zone de tolérance est toujours perpendiculaire à l’axe de l’élément circulaire contrôlé.
Remarque : La circularité évaluant la forme indépendamment de l’axe réel de la pièce, l’expression « perpendiculaire à l’axe » est utilisée de manière conceptuelle à des fins de représentation visuelle.
La circularité étant un contrôle 2D, cette zone de tolérance est évaluée indépendamment à plusieurs sections transversales le long de la pièce. Chaque section transversale doit indépendamment s’inscrire dans sa propre zone de tolérance ; la conformité d’une section ne garantit pas que l’ensemble de l’élément satisfait à la contrainte de circularité.
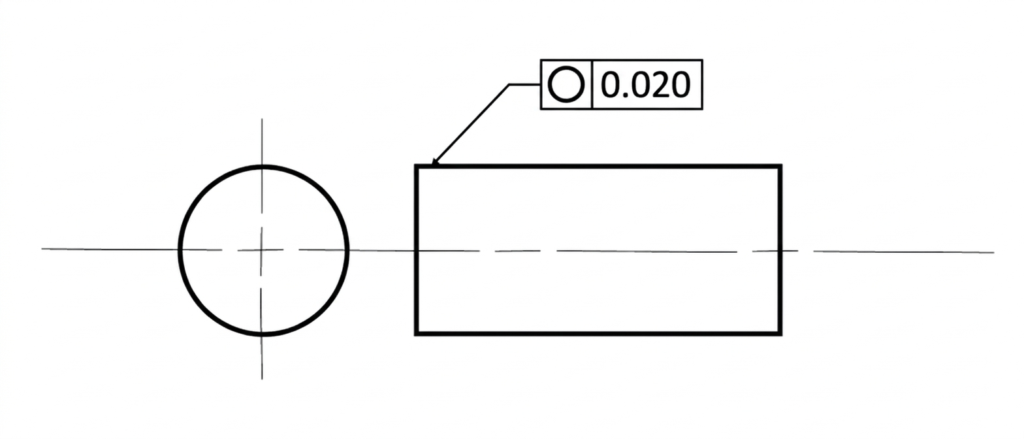
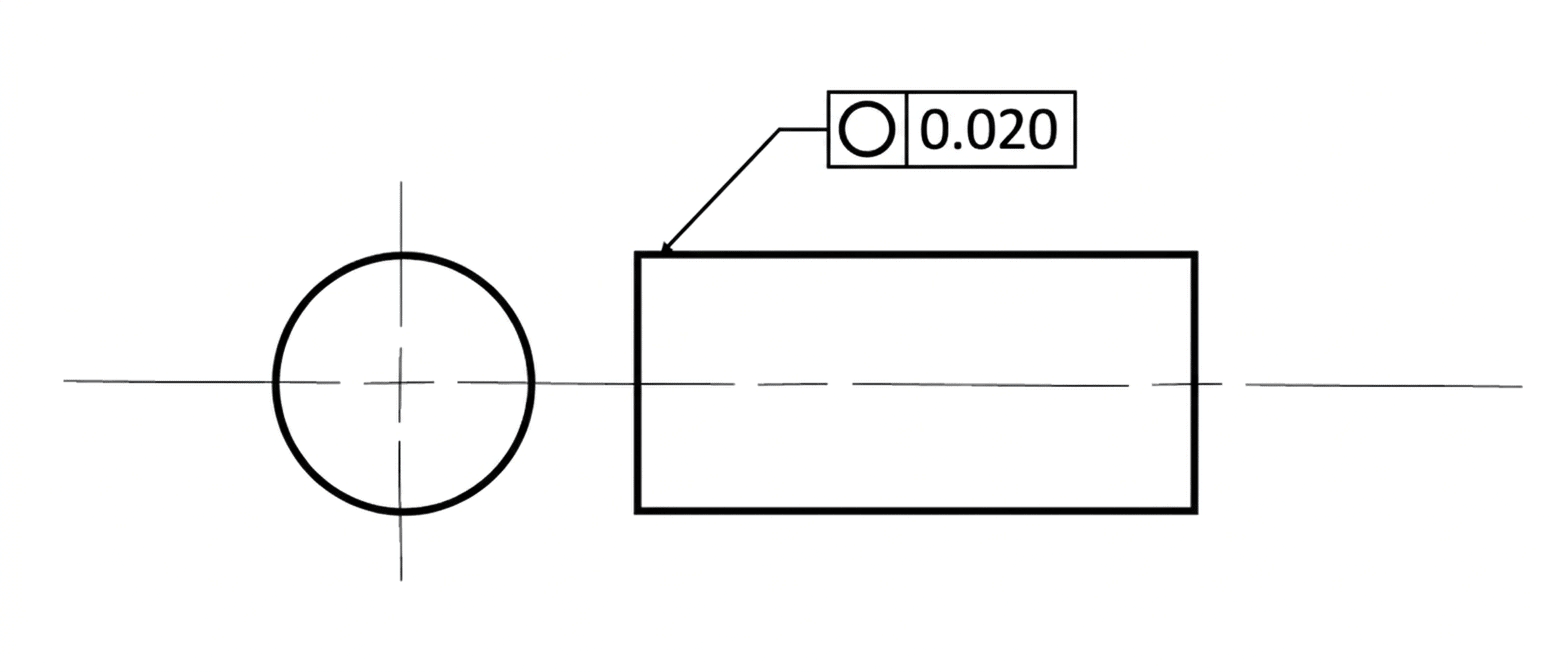
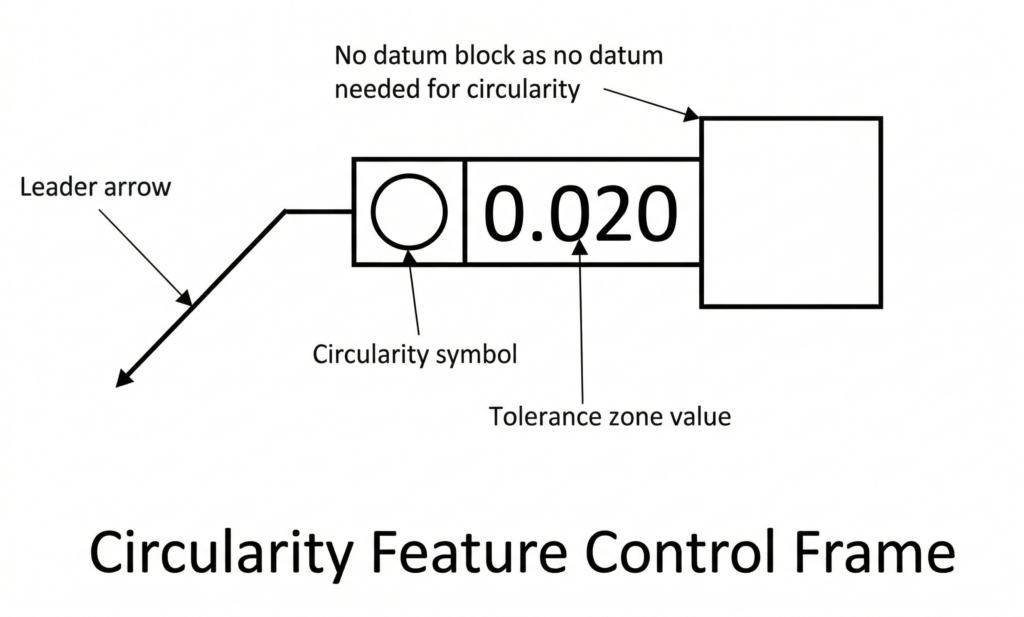
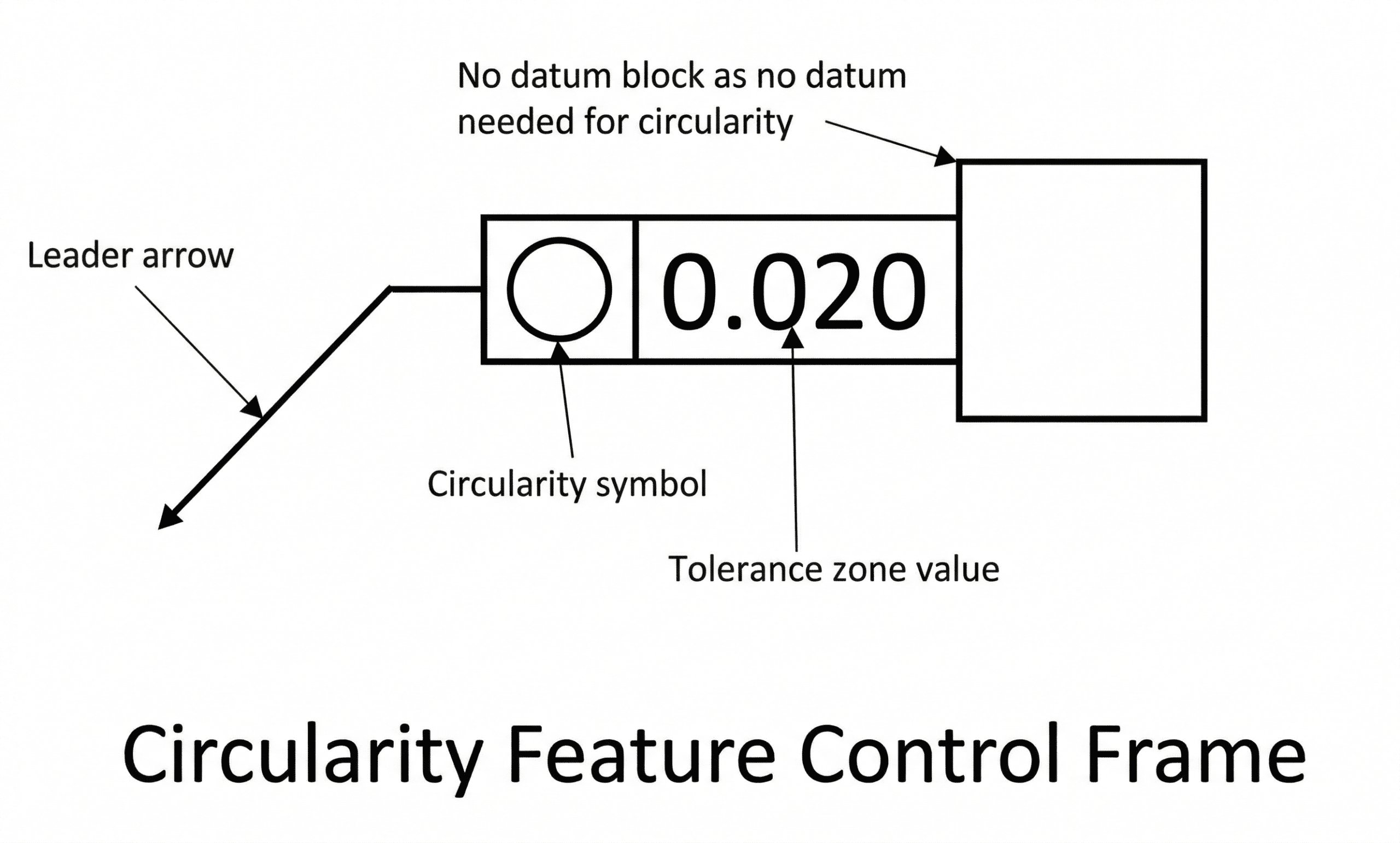
Comment appliquer la circularité (cadre de contrôle d’élément)
Les tolérances GD&T sont communiquées sur les plans d’exécution à l’aide d’un cadre de contrôle d’élément (FCF). Ce cadre utilise une mise en page normalisée pour exprimer de manière concise la valeur de tolérance, la forme de la zone et les conditions de matière. Le FCF est relié à l’élément par une flèche de repère (ou ligne de repère) pointant directement vers la surface contrôlée.
Un cadre de contrôle d’élément standard pour la circularité est décomposé en blocs spécifiques :
1. Bloc du symbole GD&T
Le premier compartiment contient le symbole de caractéristique géométrique. Pour la circularité, ce symbole est un cercle parfait (○).
2. Bloc de la valeur de tolérance
Le deuxième compartiment définit la variation totale admissible. Cette valeur numérique définit l’écart radial entre les deux cercles concentriques constituant la zone de tolérance.
- Absence de symbole de zone : la circularité utilisant la zone de tolérance 2D par défaut, aucun symbole de forme de zone spécifique (tel que le symbole de diamètre) n’est requis dans ce compartiment.
- Quelle que soit la taille de l’élément (RFS) : la tolérance de circularité est fixe et ne varie pas en fonction de la taille réelle fabriquée de l’élément. Par conséquent, la circularité est toujours appliquée indépendamment de la taille de l’élément (RFS) et n’est jamais associée à des modificateurs de matière tels que l’état de matière maximum (MMC) ou l’état de matière minimum (LMC).
3. Bloc de référence (Non applicable)
Le troisième compartiment d’un FCF est généralement réservé aux données de référence (points fixes, axes ou plans). Cependant, la tolérance de circularité étant un contrôle de forme pur évaluant strictement la géométrie de la pièce, elle est indépendante de la localisation et de l’orientation de l’élément. Ainsi, le cadre de contrôle d’élément de circularité ne contient pas de bloc de données de référence.
Circularité et autres tolérances
La circularité est un contrôle de forme puissant, mais dans la mesure où elle évalue la rondeur en section transversale, elle est souvent confondue avec d’autres spécifications GD&T. Pour l’appliquer correctement et éviter d’augmenter inutilement les coûts de fabrication, il est essentiel de comprendre les différences entre ces contrôles.
Le tableau ci-dessous résume les principales différences en un coup d’œil :
| Type de contrôle | Catégorie | Différence clé par rapport à la circularité | Idéal pour |
| Circularité | Forme (2D) | Contrôle uniquement la rondeur en section transversale 2D. Aucune donnée de référence requise. | Joints d’étanchéité, sections transversales individuelles. |
| Cylindricité | Forme (3D) | Contrôle la rondeur et la rectitude de l’ensemble du cylindre 3D. | Arbres longs, axes coulissants à ajustement serré. |
| Concentricité | Emplacement | Contrôle la localisation de l’axe médian, non la forme de la surface. | Équilibrage des masses en rotation (usage historique) |
| Battement | Localisation et contrôle de forme | Contrôle la rondeur et l’excentricité par rapport à un axe de données de référence fixe. | Arbres tournants dans des assemblages en fonctionnement. |
Circularité vs. Cylindricité
La circularité et la cylindricité contrôlent toutes deux la rondeur des sections transversales. Cependant, la cylindricité garantit également que la pièce possède un axe suffisamment rectiligne. Ainsi, la cylindricité est l’équivalent 3D de la circularité.
Imaginez une pile de pièces de monnaie. La circularité étant vérifiée indépendamment à chaque section transversale, la pièce satisfera au contrôle d’inspection à condition que chaque pièce de monnaie soit parfaitement ronde. Même si les pièces sont mal alignées et sont dans des directions différentes, la pièce passe quand même le contrôle de circularité 2D.
Cette même pile de pièces de monnaie échouerait cependant immédiatement au contrôle de cylindricité 3D, car les pièces mal alignées dévieraient suffisamment de l’axe global pour que le volume total ne ressemble plus à un cylindre parfait.
Circularité vs Concentricité
La circularité et la concentricité semblent proches à première vue, mais répondent à des contraintes géométriques fondamentalement distinctes.
- Forme vs. Position : la circularité est une tolérance de forme, indépendante de la position de l’élément. La concentricité est une tolérance de localisation.
- Zone de tolérance : La zone de tolérance de circularité est une zone annulaire en 2D enveloppant la surface physique de la pièce. La zone de tolérance de concentricité est une enveloppe cylindrique 3D positionnée le long d’un axe théorique.
L’objectif principal de la circularité est de garantir que la pièce physique conserve une forme circulaire. Si la pièce présente un écart de forme en devenant elliptique ou oblongue, elle sera rejetée. La concentricité, quant à elle, mesure strictement la position de l’axe médian de l’élément. Une pièce peut être elliptique — et donc non conforme en circularité — tout en satisfaisant au contrôle de concentricité, à condition que son axe médian reste parfaitement centré dans la zone de tolérance.
La concentricité mesurant une localisation, elle nécessite un axe de référence spécifié. La circularité ne requiert aucune référence spécifiée. (Note : dans la pratique GD&T moderne, la concentricité est rarement recommandée. De nombreuses applications utilisent désormais les contrôles de position ou de battement, plus faciles à inspecter et à communiquer.
Circularité vs. Battement
La tolérance de battement combine en substance un contrôle de circularité et une vérification d’excentricité (décalage d’axe) en une seule inspection dynamique.
Considérons cet exemple : une pièce peut satisfaire au contrôle de circularité sur chaque section transversale, mais son axe réel peut dévier significativement de l’axe central d’assemblage, provoquant un faux-rond lors de la rotation. À l’inverse, l’axe médian d’une pièce peut coïncider parfaitement avec l’axe central, sans que sa section transversale soit circulaire — le profil restant ovale. Dans les deux cas, si la pièce tourne à grande vitesse, elle sera soumise à des contraintes indues, entraînant une dégradation prématurée ou une défaillance catastrophique.

Le battement répond à cette problématique en évaluant simultanément la forme de surface et sa relation à un axe de référence lors de la rotation. Il mesure l’excentricité d’une pièce (décalage par rapport au centre) ainsi que sa forme de surface. Si une pièce est parfaitement ronde, la valeur du battement représente son excentricité. Si elle est parfaitement centrée, le battement mesure sa circularité. Pour la plupart des pièces réelles, une mesure de battement capture la somme totale des erreurs de circularité et d’excentricité.
Comment mesurer la circularité
La circularité est mesurée sur plusieurs sections transversales de manière indépendante. La tolérance de circularité impose à l’inspecteur de mesurer les écarts radiaux maximaux et minimaux afin de s’assurer que la pièce ne présente pas d’erreur de circularité excessive dans l’une ou l’autre des directions radiales autour de la section transversale.
Des mesures de circularité fiables sont possibles grâce aux cinq méthodes suivantes, allant des configurations standard en atelier jusqu’à la métrologie avancée :
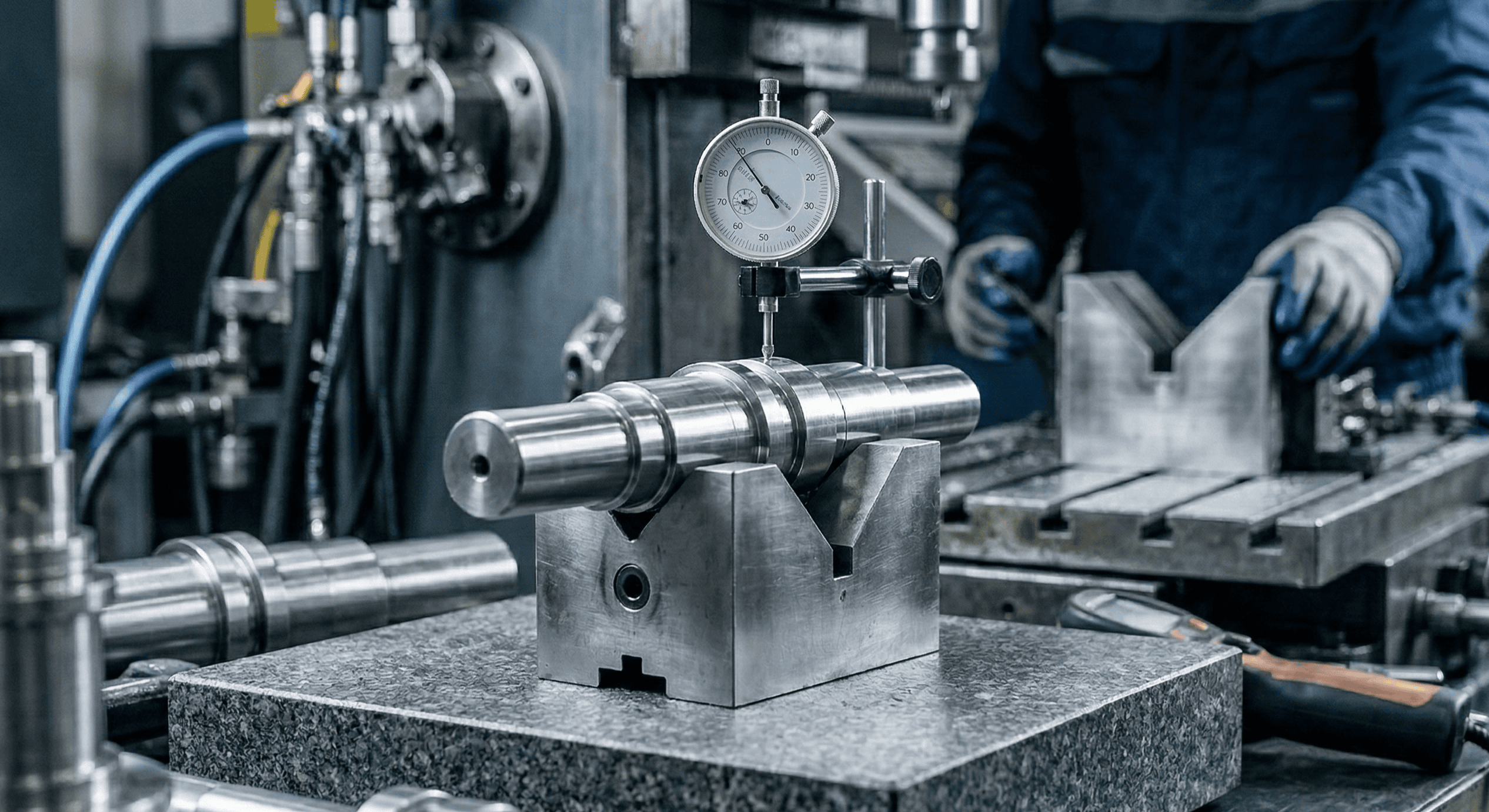
1. Jauge de hauteur et bloc en V
La circularité peut être approximée en identifiant les points extrêmes hauts et bas sur une section transversale et en divisant la différence par deux. La division par deux est nécessaire car les mesures captent le battement total à travers la zone de tolérance des deux côtés de la pièce.
Cela rend la vérification de la circularité relativement simple, et il est courant de voir des mesures effectuées à l’aide d’un montage rudimentaire composé d’un comparateur à cadran et d’un bloc en V.
Pour mesurer la circularité, placez la pièce cylindrique sur un bloc en V. Mettez le comparateur à cadran en contact avec la surface supérieure et le mettre à zéro. Faites pivoter lentement la pièce sur 360 degrés en relevant les lectures maximale et minimale du comparateur. La valeur de circularité est égale à la moitié de la différence entre ces deux lectures.
Cette méthode est sujette à des problèmes tels que l’amplification des erreurs et l’identification incorrecte de l’axe réel, et elle peine à satisfaire aux tolérances très serrées. Elle convient donc mieux aux applications générales, aux mesures rapides en cours d’usinage et aux grandes pièces.
Remarque : les méthodes par comparateur à cadran mesurent la variation par rapport au montage et capturent efficacement la Lecture totale du comparateur (TIR). Bien qu’utile pour des contrôles rapides en atelier, cette approche ne reproduit pas fidèlement les méthodes d’évaluation formelle de la rondeur utilisées en métrologie de précision.

2. Micromètre
Le micromètre utilise un principe de mesure en deux points similaire à la méthode du bloc en V. Le diamètre extérieur (OD) est mesuré sur l’ensemble de la section transversale 2D, et la différence entre les lectures maximale et minimale est divisée par deux.
Remarque : les micromètres à deux points ne peuvent pas détecter le lobage à nombre impair de lobes (formes présentant un diamètre constant mais une forme non circulaire). Ces pièces défectueuses seront faussement acceptées, c’est pourquoi il convient d’utiliser à la place un bloc en V ou un CMM.
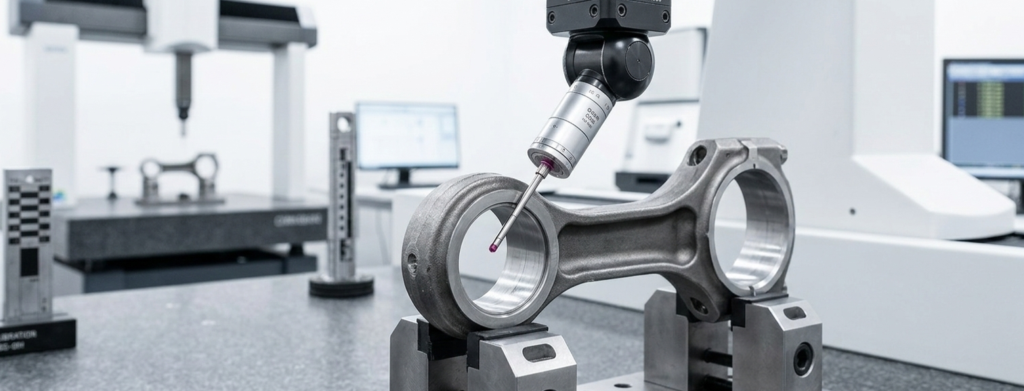
3. Machine à mesurer tridimensionnelle (CMM)
Le CMM est l’outil privilégié pour la mesure de la macro-géométrie. Il permet de mesurer la circularité avec une grande précision, une répétabilité et une fiabilité élevées. Selon l’étendue du chemin d’inspection programmé, le CMM peut couvrir l’intégralité de la surface, ce qui en fait l’outil de référence pour les pièces spéciales devant satisfaire aux normes strictes et complexes des secteurs aérospatial et automobile.

4. Testeur de rondeur dédié
Pour une précision absolue, les testeurs de rondeur dédiés constituent la solution la plus appropriée. Un testeur de rondeur est un instrument spécialisé conçu spécifiquement pour mesurer l’écart entre la section transversale d’une pièce et un cercle parfait.
Il mesure la circonférence complète à l’aide d’une sonde rotative à haute sensibilité, ce qui le rend parfaitement adapté à la mesure des tolérances de forme telles que la circularité et la cylindricité. Le testeur trace le profil physique de la pièce, qui est ensuite comparé mathématiquement à un cercle parfait par le logiciel du système. L’instrument restitue les données sous forme d’un graphique topographique très détaillé ou d’une valeur numérique précise.
5. Numérisation 3D
La numérisation 3D offre une méthode avancée sans contact pour les mesures de circularité. Il projette de la lumière ou des faisceaux laser pour créer un nuage de points 3D très détaillé de la pièce, qui est ensuite ajusté sur des cercles virtuels parfaits à l’aide d’un logiciel de métrologie.
Le logiciel quantifie la valeur de rondeur à l’aide d’algorithmes avancés tels que la méthode des moindres carrés ou la méthode de la zone minimale.
Cette approche sans contact peut fournir des données de rondeur utiles lorsque la résolution du scanner, l’état de surface et la configuration de mesure sont appropriés. Toutefois, pour les tolérances de circularité serrées, les testeurs de rondeur dédiés ou les mesures par CMM haute précision sont généralement privilégiés.
Glossaire des termes clés
| Terme | Définition | Contexte |
| Cercles concentriques | Deux cercles partageant le même centre mais avec différents rayons. | Définit la limite 2D de la zone de tolérance de circularité. |
| Écart radial | La distance physique (jeu) entre les cercles concentriques intérieurs et extérieurs de la zone de tolérance. | C’est la valeur numérique spécifique reportée dans le cadre de contrôle d’élément. |
| Lobage / Effet de lobes | Erreur de forme dans laquelle la section transversale n’est pas parfaitement ronde (par exemple, elle ressemble à un triangle arrondi ou à un ovale). | Défaut courant lors du meulage sans centre ; totalement indétectable par les outils de mesure à deux points tels que les pieds à coulisse. |
| RFS (acronyme de « Regardless of Feature Size », ou indépendamment de la dimension de l’élément en français) | Règle stipulant que la tolérance géométrique reste fixe, indépendamment de la dimension réelle fabriquée de la pièce. | La circularité est toujours RFS. Les modificateurs de matière (MMC/LMC) et les tolérances bonus ne peuvent pas être utilisés. |
| Section transversale | Coupe 2D d’une pièce 3D, perpendiculaire à son axe. | La circularité évalue la pièce une coupe 2D à la fois, de manière entièrement indépendante du reste du cylindre. |
Maîtriser les contrôles de forme
La circularité est l’un des contrôles de forme GD&T les plus fondamentaux pour garantir des ajustements précis, une rotation fluide et une étanchéité correcte. Pour concevoir des pièces entièrement usinables, les ingénieurs doivent comprendre comment cela interagit avec l’ensemble de l’écosystème GD&T :
- Par rapport à la cylindricité : si vous devez garantir que la pièce est parfaitement ronde et que son axe central est parfaitement rectiligne sur toute sa longueur, optez pour la cylindricité.
- Par rapport au battement total : si la pièce est conçue pour tourner à grande vitesse au sein d’un assemblage (comme un arbre de moteur ou une turbine) et que vous devez contrôler son faux-rond par rapport à un axe de roulement fixe, utilisez le battement total.
- Par rapport à la rectitude : si vous n’avez besoin de contrôler que la linéarité de l’axe de la pièce sans contrôler explicitement la rondeur de ses sections transversales, utilisez la rectitude.
Pour approfondir ces contrôles associés et leur application à vos dessins CAO, consultez notre guide complet de tolérancement géométrique et dimensionnel dans la bibliothèque technique Xometry Pro.





Comment(0)