 Europe
Europe  Türkiye
Türkiye 



GD&T’nin doğru kullanımı, bir parçanın nasıl üretileceği ve denetleneceği (kontrol edileceği) konusunda net talimatlar sağlayarak teknik çizimlerdeki karışıklığı ortadan kaldırır.Bu sistem içinde Dairesellik, temel bir Şekil (Form) Kontrolüdür. Doğrusallık, düzlemsellik ve silindiriklik gibi, dairesellik de yalnızca özelliğin 2 boyutlu şekline uygulanır ve bir referans datum gerektirmez.
GD&T’de Dairesellik Nedir?
GD&T Dairesellik toleransı, dairesel bir özelliğin, özelliğin her bir kesitinde işlevsel gereklilikleri karşılayacak kadar yuvarlak olmasını sağlayan, iki boyutlu bir şekil kontrolüdür. Dairesellik her bir kesiti bağımsız olarak değerlendirdiği için, özelliğin ekseninin doğrusallığını veya parçanın bütün olarak silindirik şekle sahip olmasını kontrol etmez.
Tolerans, yüzeyin ölçülen her bir kesiti için bir tolerans bölgesi tanımlayarak özelliği kontrol eder. Bir yüzey, ancak tüm noktaları tolerans bölgesi içinde yer alıyorsa toleransı karşılar. Pimler ve delikler gibi standart dairesel özelliklere ek olarak, dairesellik ile küresel ve konik parçaların dairesel özellikleri de kontrol edilebilir.
Diğer şekil kontrollerinde olduğu gibi, dairesellik de bir datum ekseni olmadan tanımlanır. Özelliğin konumu önemli değildir çünkü şekil kontrolü yalnızca özelliğin şeklini tanımlar. Bir özellik tamamen hatalı bir konumda olabilir ancak yine de dairesellik kontrolünden mükemmel bir şekilde geçebilir.
Basit miller gibi izole bileşenler için bu tamamen uygundur çünkü dairesel özellik/yapı kendi başına tam bir parçadır. Bununla birlikte, diğer özelliklere ek olarak dairesel bir özelliğe de sahip olması gereken bileşenler için, hassas konumlandırmayı sağlamak amacıyla konum toleransları eklenebilir.Not: Pratik bir kural olarak, dairesellik genellikle özelliğin boyut toleransına eşit veya daha sıkı olmalıdır; aksi takdirde anlamını yitirebilir ve işlevde iyileştirme sağlamadan muayene maliyetlerini artırır.
Dairesellik Ne Zaman Uygulanır?
The circularity tolerance is a great tool for controlling roundness in circular features. In practice, Dairesellik toleransı, dairesel özelliklerdeki yuvarlaklığı kontrol etmek için harika bir araçtır. Pratikte, daireselliğin, dairesel şeklin işlev için kesinlikle kritik önemli olduğu parçalarda kullanımı uygundur.
Genellikle borularda, makaralarda, mil yataklarında ve millerde aşağıdaki amaçlarla uygulanır:
- İyi sızdırmazlık: Pistonlar, borular, makaralar ve silindirlerde etkili sızdırmazlık sağlanmalı ve hidrolik sistemlerde iyi sıvı kontrolü elde edilmelidir.
- Sıkı montaj: Hassas pimler, özellikle sıkı mühendislik geçmelerinde, montaj düzeneklerine güvenli ve sağlam bir şekilde oturmalıdır.
- Düzgün dönüş: Türbin rotorları, akslar ve miller gibi parçalarda titreşim ve sallanma minimum düzeyde olmalıdır. Bu sayede aynı zamanda sürtünme direnci de kontrol edilerek güç aktarım (transmission) verimliliği yükseltilir.
- Homojen yük dağılımı: Mil yatakları, erken aşınmayı ve makinede zarar oluşmasını önlemek için yükü eşit olarak dağıtmalıdır. İdeal olarak, aşınma eşit ve kontrollü olmalıdır.
Dairesellik sayesinde, neredeyse mükemmel bir dairesel özellik gerektiren işlevsel gereklilikleri karşılarken çap toleransının sıkılığını düşürebiliriz. Endüstride dairesellik kavramının nasıl kullanıldığını bir örnek üzerinden inceleyelim.
Dairesellik için Endüstriden Uygulama Örneği
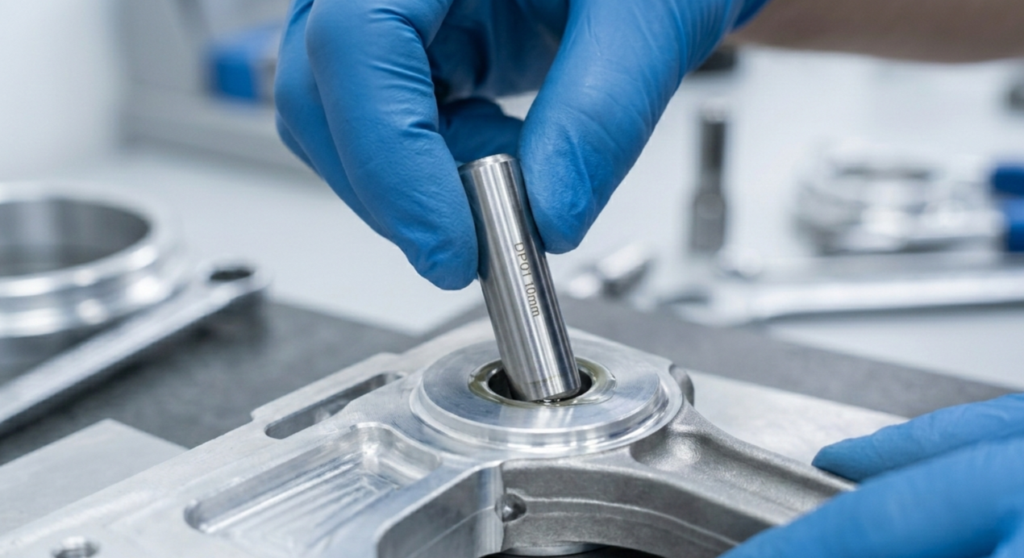
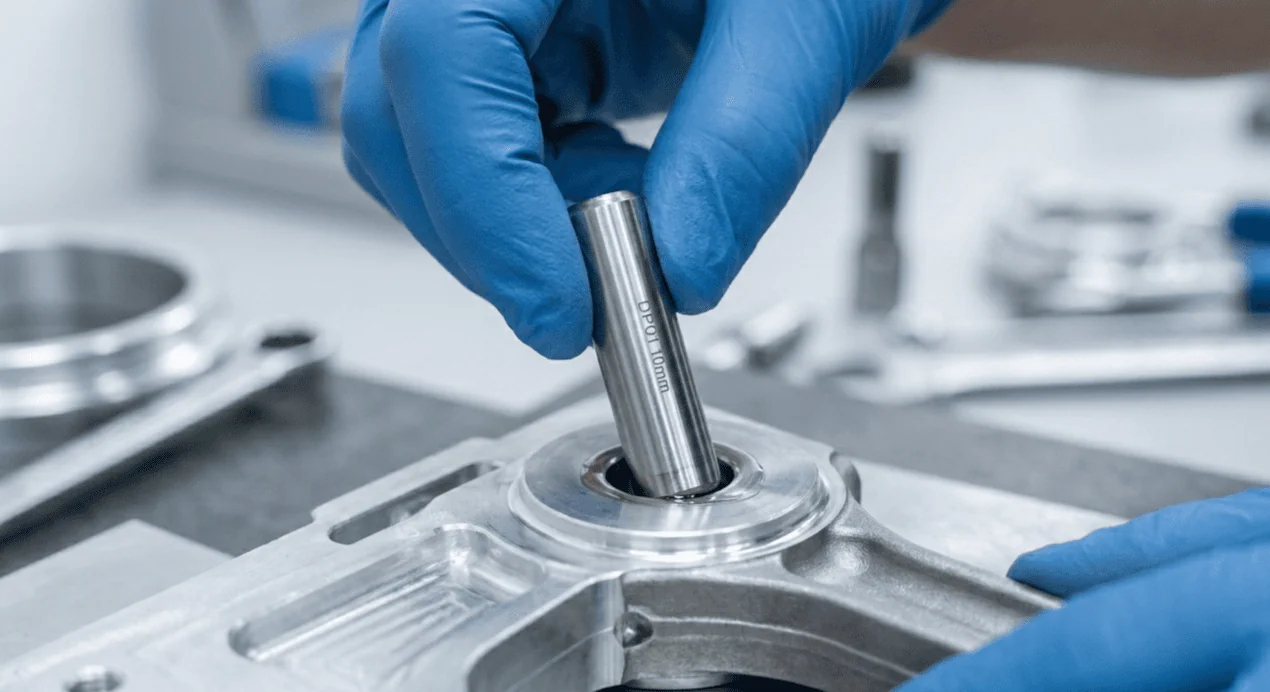
Bu şekil kontrolünün kritik doğasını anlamak için, bir jeneratör motorunun biyel (bağlantı) koluna bakmak yeterlidir. Bu bileşen, günlerce veya haftalarca muazzam döngüsel yükler altında yüksek hızlarda çalışır. Patlama kuvvetlerini yanma odasından krank miline aktararak doğrusal hareketi dönme hareketine dönüştürmek gibi hayati bir işlevi yerine getirir.
Biyel kolunun küçük ve büyük uçlarındaki delikler, güç aktarımından, yükün eşit dağılımından ve yağlama için yağ kalınlığında homojenliğin korunmasından sorumludur. Bu delikler, hidrodinamik yağlama için gerekli mikroskobik boşlukları koruyacak kadar dairesel olmalıdır.
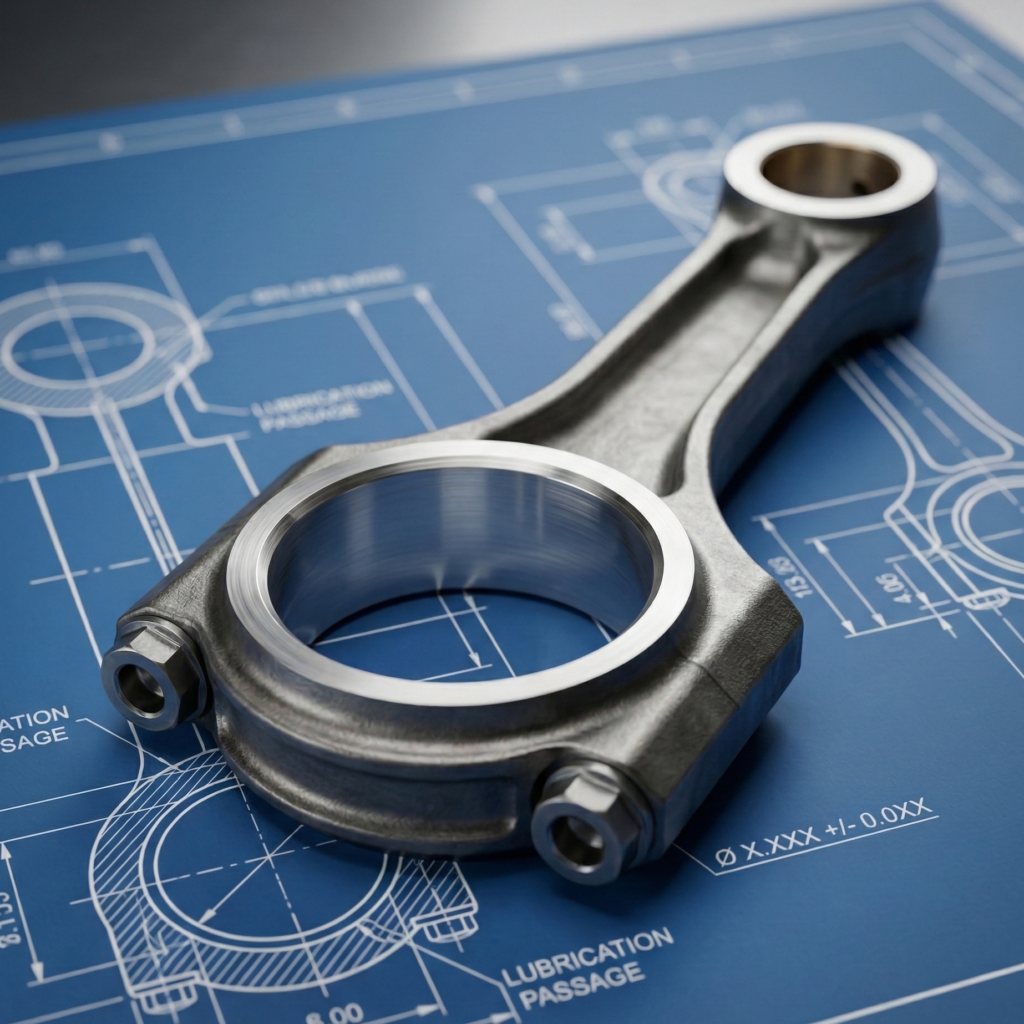
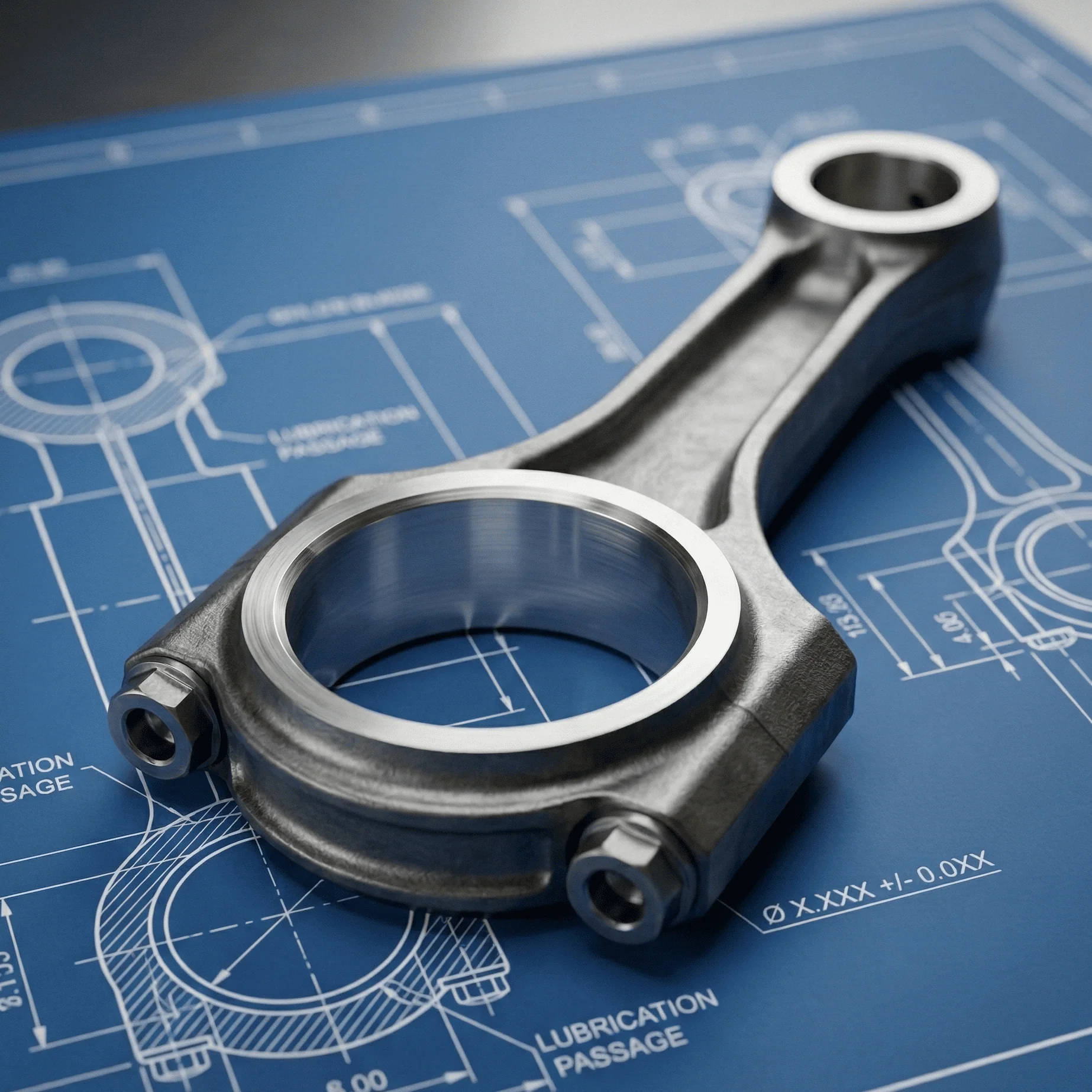
Mükemmel yuvarlak bir delik, minimum titreşim ve yatak aşınmasında sıkı kontrol sağlar. Biyel kolundaki en küçük ovalite (yuvarlaklıktan sapma) bile saatler içinde büyüyerek felaketle sonuçlanan bir motor arızasına yol açabilir.
Bu nedenle, bu kritik delikler, ovalliğin ihmal edilebilir düzeyde olmasını sağlamak için sıkı dairesellik toleranslarıyla üretilir. Birçok motor uygulamasında, izin verilen ovallik sınırları son derece küçüktür; genellikle sadece 0,01-0,03 mm civarındadır. Motor bakım kılavuzlarında bildirilen tipik servis sınırları kabaca 0,015 mm (0,0006 inç) ile 0,025 mm (0,001 inç) aralığındadır ancak kesin değer her zaman ilgili motorun tasarımına ve üretici spesifikasyonlarına bağlıdır. Bu boyut, yatak yük dağılımını ve yağ filmi stabilitesini doğrudan etkilediğinden, biyel kolu delikleri genellikle büyük motor revizyonları sırasında incelenir ve ovallik üreticinin belirlediği sınırları aşarsa değiştirilir.
Dairesellik Tolerans Bölgesi
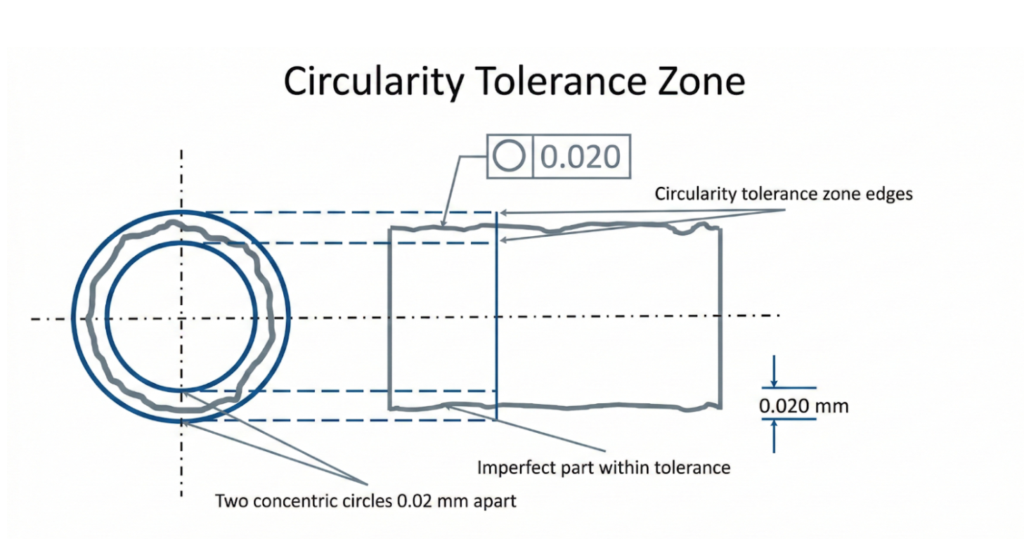
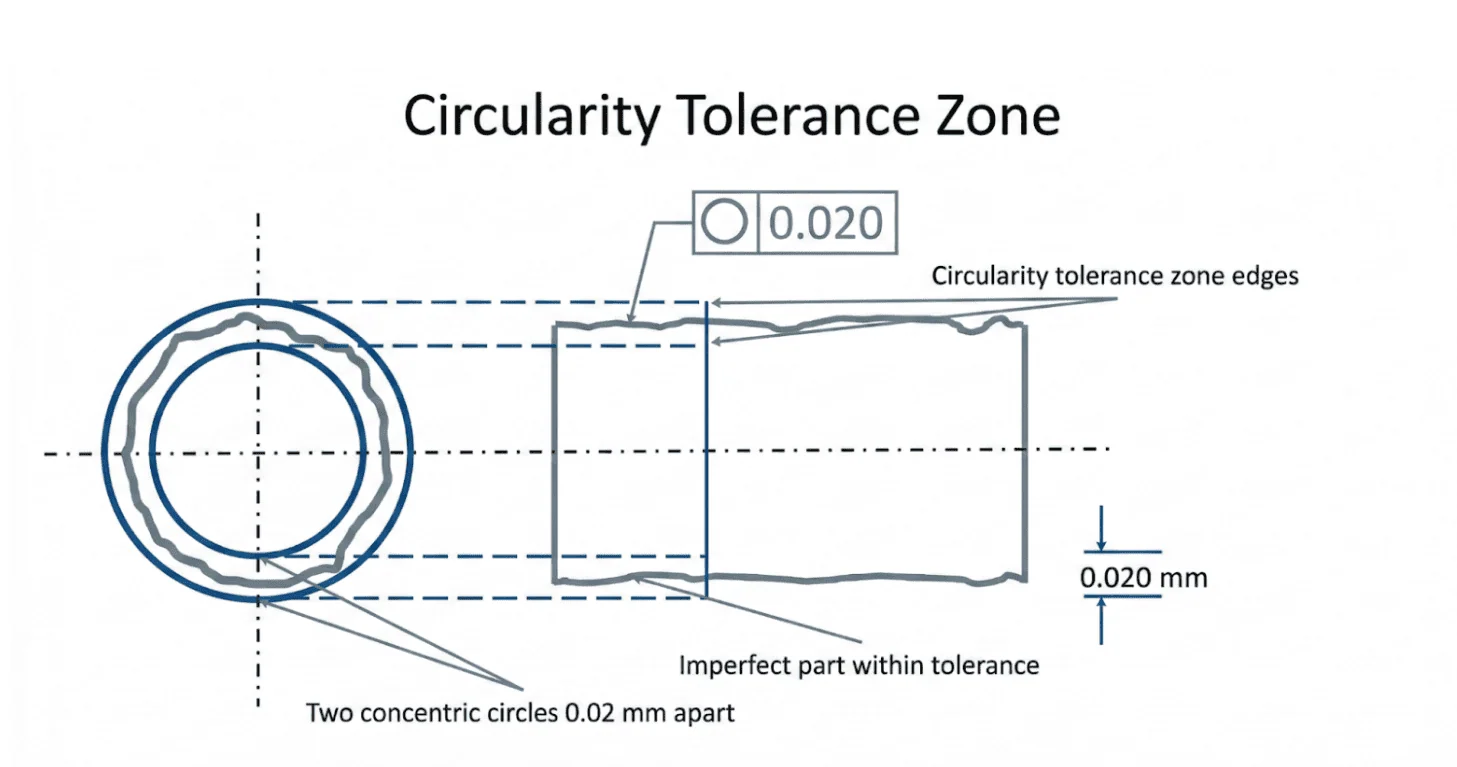
Dairesellik tolerans bölgesi (aralığı), iki eş merkezli daire tarafından tanımlanan 2 boyutlu bir sınırdır. Muayeneden geçmek için, yapının kesit yüzeyi üzerindeki tüm noktalar, tamamen bu iki daire arasındaki radyal boşluk (aralık) içinde yer almalıdır.
Bu tolerans bölgesinin düzlemi, kontrol edilen (tanımlanan) dairesel özelliğin eksenine her zaman diktir.
Not: Dairesellik, parçanın gerçek ekseninden bağımsız olarak şekli değerlendirdiği için, “eksene dik” ifadesi görselleştirme amacıyla kavramsal olarak kullanılmaktadır.
Dairesellik 2 boyutlu bir kontrol olduğu için, bu tolerans bölgesi parçanın uzunluğu boyunca birçok kesitte bağımsız olarak değerlendirilir. Her kesit kendi tolerans bölgesinin içinde kalmalıdır; bir kesitten muayeneyi geçmek, tüm yapının dairesellik gerekliliğini karşıladığını garanti etmez.
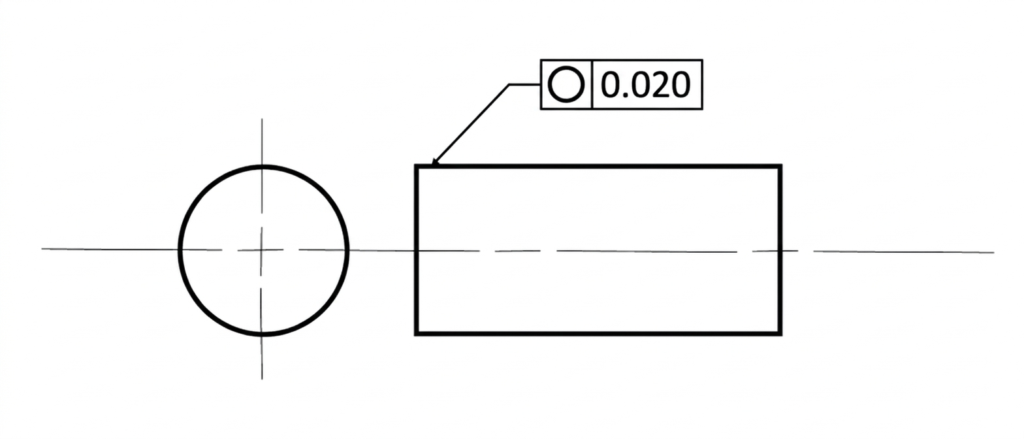
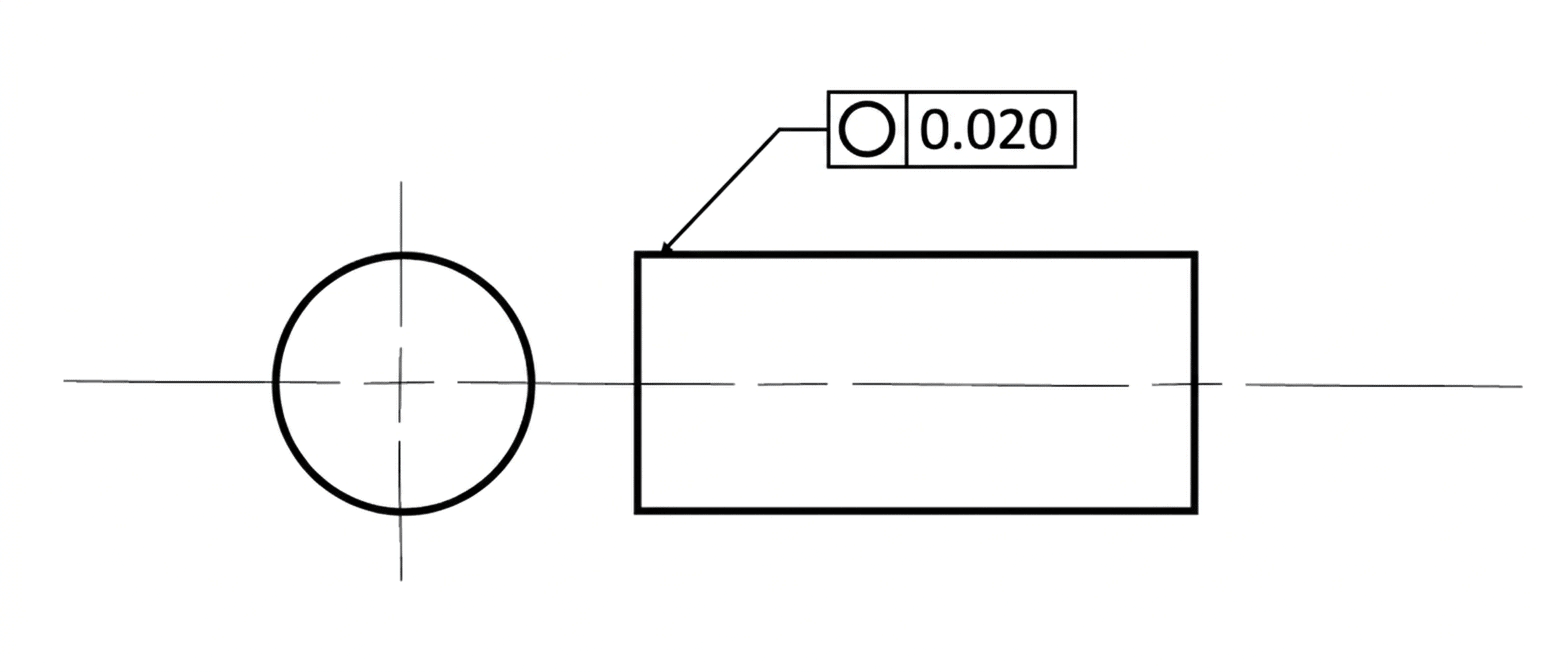
Dairesellik Nasıl Uygulanır (Özellik Kontrol Çerçevesi)
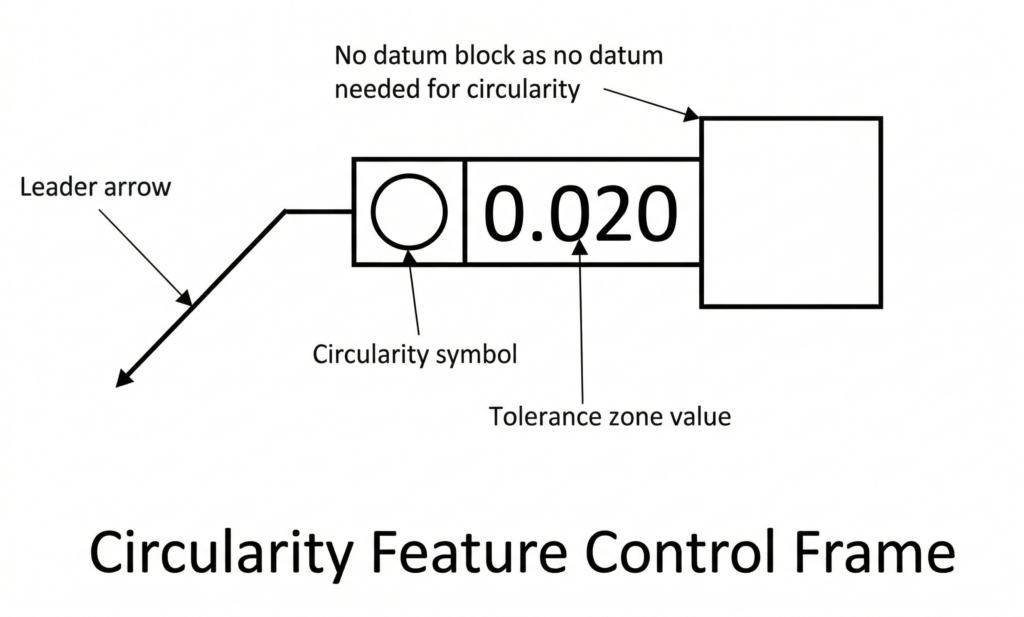
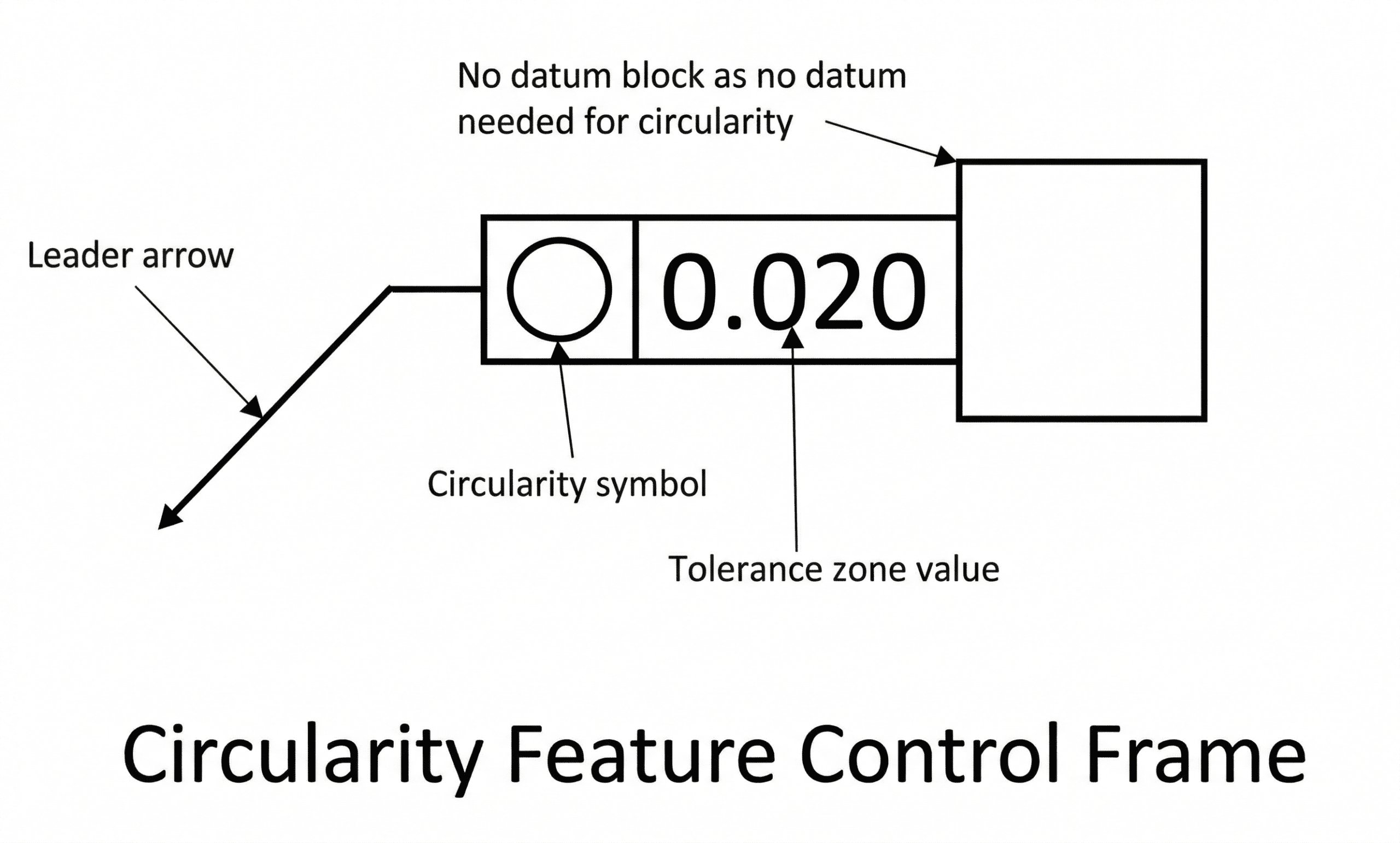
GD&T toleransları, teknik çizimlerde Özellik Kontrol Çerçevesi (FCF) kullanılarak belirtilir. Bu çerçeve standart bir düzen kullanarak tolerans değerini, bölge şeklini ve malzeme koşullarını özet olarak açıklar. FCF, kontrol edilen yüzeye doğrudan işaret eden bir yönlendirici ok (veya yönlendirici çizgi) kullanılarak özelliğe bağlanır.
Dairesellik için standart bir özellik kontrol çerçevesi, belirli bloklara ayrılır:
1. GD&T Sembolü Bloğu
İlk bölme, geometrik özellik sembolünü içerir. Dairesellik için bu sembol basit, mükemmel bir dairedir (○).
2. Tolerans Değeri Bloğu
İkinci bölme, izin verilen toplam varyasyonu (sapmayı) tanımlar. Bu sayısal değer, tolerans bölgesini oluşturan iki eşmerkezli daire arasındaki radyal boşluğu (mesafeyi) belirler.
- Bölge Sembolü Yoktur: Dairesellik, varsayılan olarak 2D tolerans bölgesini kullandığı için, bu blokta belirli bir bölge şekli sembolüne (çap sembolü gibi) gerek yoktur.
- Özellik Boyutundan Bağımsızdır (RFS): Dairesellik toleransı sabittir ve özelliğin gerçek üretim boyutuna bağlı olarak değişmez. Bu nedenle, dairesellik her zaman Özellik Boyutundan Bağımsız Olarak (RFS) uygulanır ve asla Maksimum Malzeme Koşulu (MMC) veya En Az Malzeme Koşulu (LMC) gibi malzeme değiştiricilerle birlikte uygulanmaz.
3. Datum Bloğu (Geçerli Değildir)
Bir FCF’nin üçüncü bölmesi genellikle datum referansları (sabit noktalar, eksenler veya düzlemler) için ayrılmıştır. Bununla birlikte, dairesellik toleransı, yalnızca parçanın şeklini değerlendiren saf bir şekil kontrolü olduğundan, özellik konumu veya yönüyle hiçbir ilgisi yoktur. Bu nedenle, dairesellik için özellik kontrol çerçevesinde bir datum bloğu bulunmaz.
Dairesellik ve Diğer Toleranslar
Dairesellik güçlü bir şekil kontrolüdür ancak kesitsel yuvarlaklığı değerlendirdiği için genellikle diğer GD&T ifadeleriyle (kontroller, tanımlamalar) karıştırılır. Bu kontrolü doğru şekilde uygulamak ve üretim maliyetlerini gereksiz yere artırmaktan kaçınmak için, farklılıkların nerede olduğunu anlamak çok önemlidir.
Aşağıdaki tabloda temel farklılıklar kısaca özetlenmiştir:
| Kontrol Tipi | Kategori | Dairesellik ile Arasındaki Temel Fark | En İyi Kullanım Alanı |
| Dairesellik | Şekil (2D) | Sadece 2D kesit yuvarlaklığını kontrol eder. Datum gerekmez. | Sızdırmazlık halkaları, bağımsız kesitler. |
| Silindiriklik | Şekil (3D) | Tüm 3D silindirin yuvarlaklığını ve doğrusallığını kontrol eder. | Uzun miller, sıkıca oturan (sıkı geçme) kayar pimler. |
| Eşmerkezlilik | Konum | Yüzeyin şeklini değil, orta eksenin konumunu kontrol eder. | Dönen kütlelerin dengelenmesi (Eski Yöntem). |
| Kaçıklık (Runout) | Konum ve Şekil | Sabit bir datum eksene göre yuvarlaklığı ve eksantrikliği kontrol eder. | Aktif düzeneklerdeki dönen miller. |
Dairesellik ve Silindiriklik Karşılaştırması
Dairesellik ve silindiriklik toleranslarının ikisi de kesitlerin yuvarlaklığını kontrol eder. Ancak silindiriklik, bir parçanın yeterince doğrusal bir eksene sahip olmasını da sağlar. Bu nedenle, silindiriklik, daireselliğin 3 boyutlu karşılığıdır.
Bir madeni para yığını düşünelim. Dairesellik her kesitte bağımsız olarak kontrol edildiğinden, her madeni para mükemmel yuvarlak olduğu sürece parça muayeneden geçer. Madeni paralar hatalı hizalanmış olsalar ve farklı yönlere doğru çıkıntı yapsalar bile, parça yine de 2 boyutlu Dairesellik kontrolünden geçer.
Hatalı hizalanmış madeni paralar genel ekseni yeterince kaydırmışsa toplam hacim artık mükemmel bir silindire benzemez. Bu nedenle aynı madeni para yığını, 3 boyutlu Silindiriklik kontrolünden geçemez.
Dairesellik ve Eşmerkezlilik Karşılaştırması
Dairesellik ve eşmerkezlilik ilk bakışta benzer görünse de tamamen farklı geometrik amaçlara hizmet eder.
- Şekil ve Konum: Dairesellik, özelliğin konumundan etkilenmeyen bir şekil toleransıdır. Eşmerkezlilik ise bir konum toleransıdır.
- Tolerans Bölgesi: Dairesellik tolerans bölgesi, fiziksel yüzeyi çevreleyen 2 boyutlu halka şeklinde bir bölgedir. Eşmerkezlilik tolerans bölgesi ise teorik bir eksen boyunca konumlandırılmış 3 boyutlu silindirik bir zarftır.
Daireselliğin temel amacı, fiziksel parçanın dairesel şeklini korumasını sağlamaktır. Parça elips veya dikdörtgene benzer (oblong) bir şekil alarak dairesellikten sapma gösterirse, muayenede reddedilir. Eşmerkezlilik ise, bir özelliğin yalnızca orta ekseninin konumunu ölçer. Bir parça aslında elips şeklinde olabilir (daireselliği sağlamaz) ancak orta ekseni tolerans bölgesi içinde mükemmel bir şekilde merkezde kaldığı sürece eşmerkezlilik kontrolünden geçebilir.
Eşmerkezlilik konumu ölçtüğü için bir datum ekseni gerektirir. Dairesellik ise datum özelliği gerektirmez. (Not: Modern GD&T uygulamalarında, eşmerkezliliğin kullanılması nadiren önerilir. Birçok uygulama artık daha kolay muayene (kontrol) edilebilir ve diğerlerine iletilebilir oldukları için bunun yerine Konum veya Kaçıklık (Runout) kontrollerini kullanmaktadır.)
Dairesellik ve Kaçıklık
Kaçıklık (runout) toleransı, esasen dairesellik ifadesini (tanımını) ve eksantriklik (merkezden sapma) kontrolünü tek bir dinamik muayenede birleştirir.
Bunu şöyle düşünelim: Bir parça her kesitinde dairesellik kontrollerinden geçebilir ancak gerçek ekseni merkezi montaj ekseninden önemli ölçüde sapabilir ve bu da parçanın dönerken sallanmasına neden olabilir. Tersine, bir parçanın orta ekseni merkezi eksenle mükemmel bir şekilde çakışabilir ancak dairesel bir kesite sahip değildir (ovaldir). Her iki durumda da, parça yüksek hızlarda dönerse, aşırı gerilmelere maruz kalacak ve bu da erken bozulmaya veya felaketle sonuçlanabilecek arızalara yol açacaktır.

Kaçıklık (runout), hem yüzey şeklini hem de dönme sırasında bir referans eksenine olan ilişkisini değerlendirerek bu sorunu çözümler. Bir parçanın eksantrikliğini (merkezden sapması/kaçıklığı) ve yüzey şeklini ölçer. Parça mükemmel yuvarlaksa, kaçıklık değeri eksantrikliğini temsil eder. Mükemmel merkezlenmişse, kaçıklık daireselliğini ölçer. Gerçek dünyada çoğu parça için, kaçıklık ölçümü hem dairesellik hem de eksantriklik hatalarının toplamını kapsar.
Dairesellik Nasıl Ölçülür?
Dairesellik, birden fazla kesitte bağımsız olarak ölçülür. Denetçi, parçanın kesit etrafındaki radyal yönlerden herhangi birinde aşırı dairesellik hatasına sahip olmadığından emin olmak için en yüksek ve en düşük değerleri ölçmelidir.
Güvenilir dairesellik ölçümleri, standart atölye kurulumlarından gelişmiş metrolojiye kadar aşağıdaki beş yöntemle gerçekleştirilir:
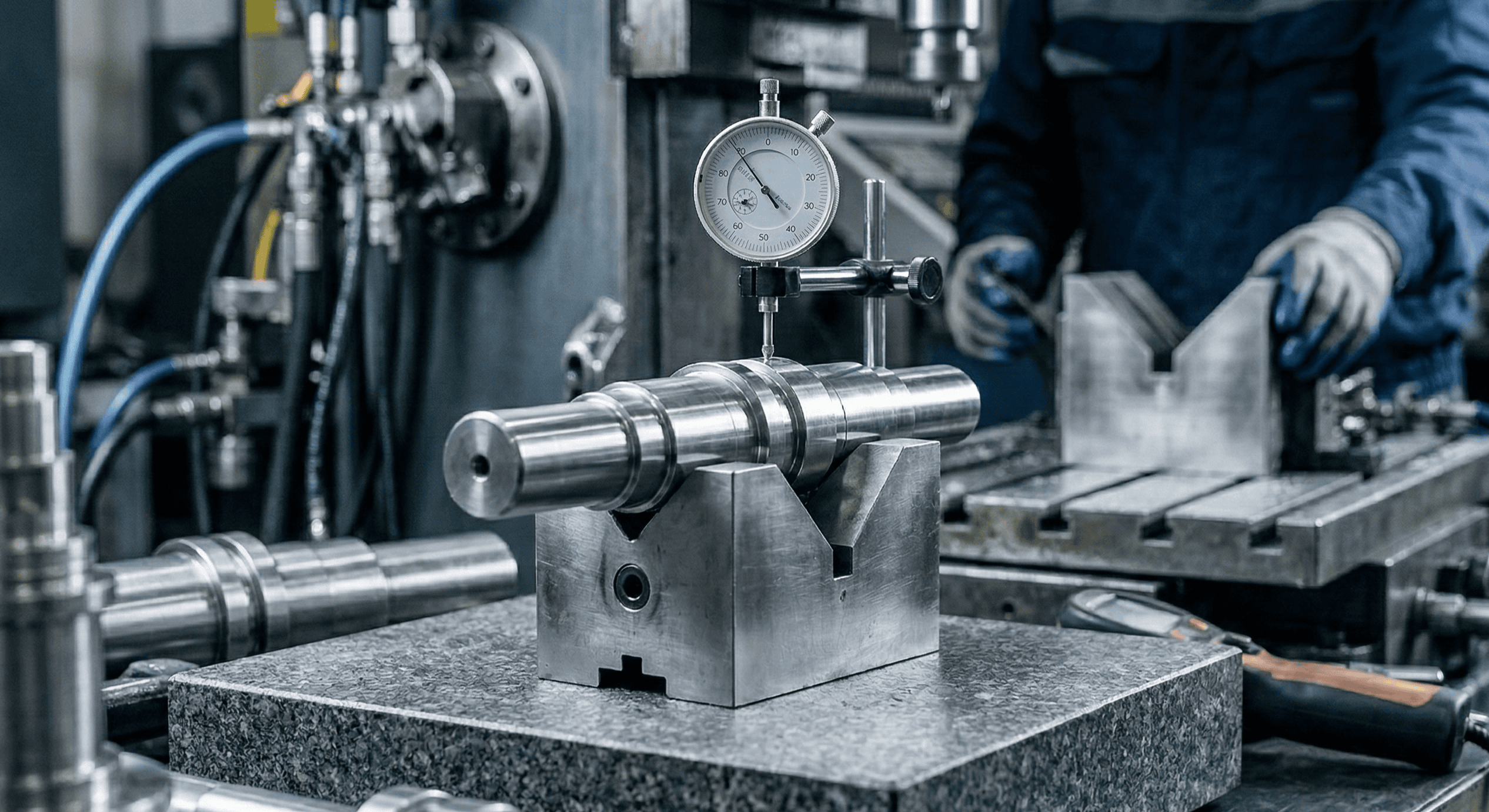
1. Yükseklik Ölçer ve V-bloğu
Dairesellik, bir kesit üzerindeki yüksek ve alçak noktalar belirlenip aradaki fark ikiye bölünerek yaklaşık olarak hesaplanabilir. İkiye bölme gereklidir çünkü ölçümler, parçanın her iki tarafındaki tolerans bölgesindeki toplam kaçmayı verir.
Bu yöntem, daireselliği kontrol etmeyi nispeten kolaylaştırır ve bir kadranlı gösterge ve bir V-blok ile yapılan basit bir düzenek kullanılarak yapılan ölçümler oldukça yaygındır.
Daireselliği ölçmek için, silindirik parçayı bir V-blok üzerine yerleştirin. Kadranlı göstergeyi üst yüzeyle temas ettirin ve sıfırlayın. Parçayı yavaşça 360 derece döndürün ve maksimum ve minimum gösterge değerlerini kaydedin. Dairesellik değeri, bu iki okuma arasındaki farkın yarısıdır.
Bu yöntemde, hata büyütme ve gerçek eksenin hatalı tanımlanması gibi sorunlar görülebilir ve çok sıkı toleranslarda yeterli performans görülemeyebilir. Bu nedenle, genel uygulamalar, hızlı makine üstünde ölçümler ve büyük parçalarda kullanım için uygundur.
Not: Kadranlı gösterge yöntemlerinde, düzeneğe göre varyasyon (sapma) ölçülür ve Toplam Gösterge Okuması (TIR) etkili bir şekilde kaydedilir. Hızlı atölye kontrolleri için yararlı olsa da, bu yaklaşım hassas metrolojide kullanılan standart yuvarlaklık değerlendirme yöntemleriyle tam olarak eşdeğer değildir.

2. Mikrometre
Mikrometrede, V-blok yöntemine benzer iki noktalı ölçüm ilkesi kullanılır. Dış çap (OD), 2D kesitin her tarafında ölçülür ve maksimum ve minimum okumalar arasındaki fark ikiye bölünür.
Not: 2 noktalı mikrometreler, tek sayılı loblanmaları (sabit çapa sahip ancak dairesel olmayan şekiller) tespit edemez. Bu kusurlu parçalar hatalı olarak muayeneden geçerler; bu nedenle bunun yerine bir V-blok veya CMM kullanılmalıdır.
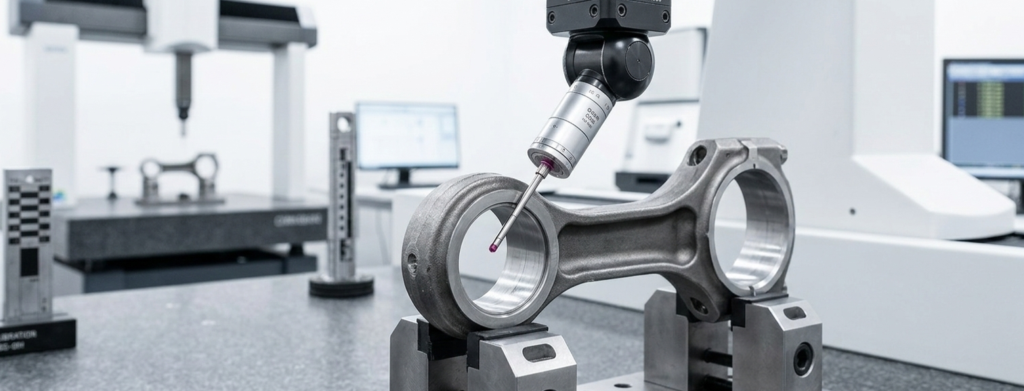
3. Koordinat Ölçüm Cihazı (CMM)
CMM, makro geometri ölçümleri için tercih edilen bir araçtır. Daireselliği yüksek doğruluk, tekrarlanabilirlik ve güvenilirlikle ölçebilir. Programlanmış muayene/inceleme yolunun ölçeğine bağlı olarak, CMM tüm yüzeyi kapsayabilir; bu nedenle, sıkı ve karmaşık havacılık-uzay veya otomotiv standartlarını karşılaması gereken özel parçalar için ideal seçenektir.

4. Özel Yuvarlaklık Test Cihazı
Mutlak hassasiyet için, özel yuvarlaklık test cihazları (profilometreler) en uygun çözümdür. Yuvarlaklık test cihazı, bir parçanın kesitinin mükemmel bir daireden sapmasını ölçmek için özel olarak tasarlanmış bir alettir.
Bu alet, son derece hassas dönen bir prob kullanarak çevrenin tamamını ölçebilir; bu nedenle dairesellik ve silindiriklik gibi şekil toleransları için çok uygundur. Test cihazı, parçanın fiziksel profilini tarar ve daha sonra bu profil, sistemin yazılımı tarafından matematiksel olarak mükemmel bir daireyle karşılaştırılır. Cihaz, elde edilen verileri son derece ayrıntılı bir topografik grafik veya hassas bir sayısal değer şeklinde sunar.
5. 3D Tarama
3D tarama, dairesellik ölçümleri için gelişmiş, temassız bir yöntem sunar. Parçanın üzerine ışık veya lazerler yansıtılarak son derece ayrıntılı bir 3D nokta bulutu oluşturulur ve daha sonra metroloji yazılımı kullanılarak bu noktalar mükemmel sanal dairelere yerleştirilir (fit edilir).
Yazılım, en küçük kareler veya minimum bölge yöntemleri gibi gelişmiş algoritmaları kullanarak yuvarlaklık değerini belirler.
Bu temassız yaklaşım; tarayıcı çözünürlüğü, yüzey durumu ve ölçüm düzeneği uygun olduğunda faydalı yuvarlaklık verileri sağlayabilir. Bununla birlikte, sıkı dairesellik toleransları için, genellikle özel yuvarlaklık test cihazları veya yüksek hassasiyetli CMM ölçümleri tercih edilir.
Temel Terimler Sözlüğü
| Terim | Tanımı | Bağlamı |
| Eş Merkezli Daireler | Aynı merkez noktasına ancak farklı yarıçaplara sahip iki daire. | Dairesellik tolerans bölgesinin 2D sınırını tanımlar. |
| Radyal Mesafe | Tolerans bölgesinin iç ve dış eşmerkezli daireleri arasındaki gerçek mesafe (boşluk). | Bu, Özellik Kontrol Çerçevesine girilen sayısal değerdir. |
| Lob / Loblanma | Kesitinin mükemmel yuvarlak olmadığı (örneğin, yuvarlak bir üçgene veya ovale benzediği) bir şekil hatası. | Merkezsiz taşlamada yaygın görülen bir kusur; kumpas gibi basit 2 noktalı ölçüm araçları ile tespit edilemez. |
| RFS (Özellik Boyutundan Bağımsız Olarak) | Parçanın gerçek üretim boyutundan bağımsız olarak geometrik toleransın sabit kaldığını belirten kural. | Dairesellik her zaman RFS’dir. Bu kontrolde malzeme düzenleyiciler (MMC/LMC) ve ekstra toleranslar kullanılamaz. |
| Kesit | 3 boyutlu bir parçanın eksenine dik 2 boyutlu bir “dilim”. | Dairesellik parçayı, silindirin geri kalanından tamamen bağımsız olarak, her seferinde 2 boyutlu bir dilim üzerinden değerlendirir. |
Şekil Kontrollerinde Uzmanlaşma
Dairesellik; hassas uyumlar (geçmeler), düzgün dönme ve uygun sızdırmazlık sağlamak için en temel GD&T Şekil Kontrollerinden biridir. Mühendisler tamamen üretilebilir parçalar oluşturmak için, bu kontrolün GD&T ekosisteminin geri kalanıyla ilişkisinin ne olduğunu bilmelidir:
- Silindiriklik ile Karşılaştırma: Parçanın mükemmel yuvarlak olmasını ve merkezi ekseninin tüm uzunluğu boyunca mükemmel doğrusal olmasını sağlamak gerekiyorsa, Silindiriklik tercih edilmelidir.
- Toplam Kaçıklık (Runout) ile Karşılaştırma: Parça, bir düzenek içinde (motor mili veya türbin gibi) yüksek hızlarda dönmek üzere tasarlanmışsa ve sabit bir mil yatağı eksenine göre sallanmasını kontrol etmeniz gerekiyorsa, Toplam Kaçıklık kullanılmalıdır.
- Doğrusallık ile Karşılaştırma: Sadece parçanın ekseninin doğrusallığıyla ilgileniyorsanız ve kesitlerinin yuvarlaklığını doğrudan kontrol etmeniz gerekmiyorsa, Doğrusallık kullanılmalıdır.
Dairesellik ile ilişkili kontroller ve bunları CAD çizimlerinize nasıl uygulayacağınız hakkında daha derinlemesine bilgi edinmek için, Xometry Pro teknik kütüphanesindeki kapsamlı Geometrik Boyutlandırma ve Toleranslandırma kılavuzunu inceleyebilirsiniz.





Comment(0)