 Europe
Europe  Türkiye
Türkiye  United Kingdom
United Kingdom  Global
Global 


 0
0


Der richtige Einsatz der GD&T beseitigt die Verwirrung in Konstruktionszeichnungen, indem klare Anweisungen darüber bereitgestellt werden, wie ein Teil zu fertigen und zu prüfen ist.Innerhalb dieses Systems stellt die Rundheit eine grundlegende Formsteuerung dar. Wie auch die Geradheit,Ebenheit und Zylindrizität gilt sie nur für die 2D-Form eines Elements selbst, und benötigt daher kein Datum bzw. eine Bezugsreferenz.
Was ist die Rundheit im GD&T?
Die GD&T-Rundheitstoleranz stellt eine zweidimensionale Formsteuerung dar, die sicherstellt, dass ein rundes Teil rund genug ist, um die funktionalen Erfordernisse an jedem einzelnen Querschnitt des Merkmals zu erfüllen. Da die Rundheit jeden Querschnitt individuell bewertet, wird darüber nicht die Geradheit gesteuert bzw. kontrolliert, die die Achse oder die generell zylindrische Form des Teils bestimmt.
Die Toleranz steuert das Merkmal, indem für jeden gemessenen Querschnitt auf seiner Oberfläche ein Toleranzbereich definiert wird. Eine Fläche erfüllt die Toleranz somit nur, wenn alle Punkte innerhalb der Toleranzzone liegen. Zusätzlich zu den standardmäßig kreisförmigen Merkmalen, wie Stiften oder Bohrungen, kann die Rundheit auch kreisförmige Merkmale von sphärischen und konischen Teilen steuern.
Wie auch bei anderen Steuerungen der Form wird die Rundheit ohne Bezugsachse als Datum definiert. Die Lage des Merkmals ist dabei nicht relevant, da die Formsteuerung nur die Ausformung des Merkmals betrifft. Ein Merkmal könnte also an der vollkommen falschen Stelle platziert werden, und die Rundheitsprüfung immer noch perfekt bestehen.
Für isolierte Bauteile, wie einfache Wellen, ist dies völlig in Ordnung, da das kreisförmige Merkmal ein vollständiges Teil darstellt. Dennoch kann die Lage für Teile mit runden Merkmalen im Zusammenhang mit anderen Merkmalen insofern wichtig sein, dass Lagetoleranzen hinzugefügt werden, um eine präzise Ausrichtung sicherzustellen.
Anmerkung: In der Praxis sollte als Faustregel die Rundheit immer gleich oder enger als die Größentoleranz des Merkmals sein; andernfalls kann es redundant werden und Kosten für die Prüfung verursachen, ohne die Funktion tatsächlich zu verbessern.
Wann wird die Rundheit eingesetzt?
Die Rundheitstoleranz ist ein großartiges Werkzeug für die Steuerung der Rundheit runder Merkmale. In der Praxis eignet sich die Rundheit für Teile, bei denen die Kreisform im Querschnitt für die Funktion absolut kritisch ist.
Sie wird in der Regel auf Rohre, Spulen, Lager und Wellen angewendet, um die folgenden Dinge sicherzustellen:
- Gute Abdichtung: Kolben, Stößel, Spulen und Zylinder müssen eine effektive Abdichtung und eine gute Kontrolle der Flüssigkeiten in Hydrauliksystemen erreichen.
- Enge Montage: Präzisionsstife müssen sicher und zuverlässig in Baugruppen passen, und das gilt umso mehr für enge technische Passungen.
- Glatte Rotation: Vibrationen und Taumeln sollten in Teilen wie Turbinenrotoren, Achsen und Wellen minimal sein. Dies verbessert zudem die Effizienz der Übertragung durch die Steuerung des möglichen Reibungswiderstands.
- Gleichmäßige Lastenverteilung: Lager müssen die Lasten gleichmäßig verteilen, um vorzeitigen Verschleiß und Maschinenschäden zu vermeiden. Der ideale Verschleiß ist immer gleichmäßig und kontrolliert.
Durch die Rundheit können diametrale Toleranzen gelockert, und die Erfordernisse, die ein nahezu perfekt rundes Teil einfordern, verringert werden. Lassen Sie uns anhand eines Beispiels versuchen, ob wir nachvollziehen können, wie die Rundheit in der Industrie eingesetzt wird.
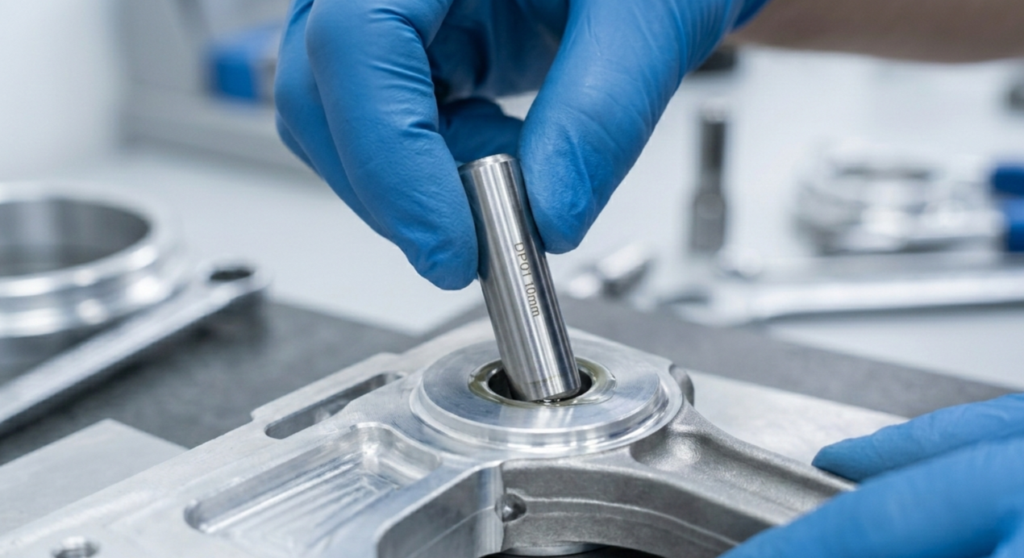
Anwendungsbeispiel der Rundheit aus der Industrie
Um die kritische Natur dieser Formsteuerung zu verstehen muss man nicht weiter als auf die Pleuelstange eines Generatormotors schauen. Dieses Bauteil bewegt sich mit hohen Geschwindigkeiten und arbeitet tage- oder wochenlang unter enormen zyklischen Lasten. Es führt dabei eine entscheidende Funktion in der Umwandlung von Linearbewegungen in Rotationsbewegung aus, indem es die linearen Sprengkräfte in einem Verbrennungsmotor auf die Kurbelwelle überträgt.
Die Bohrungen am kleinen und großen Ende der Pleuelstange sind für die Kraftübertragung verantwortlich, gleichen die Lastenverteilung aus und ermöglichen eine einheitliche Öldicke der Schmierung. Diese Bohrungen müssen rund genug sein, damit ein mikroskopischer Abstand für die hydrodynamische Schmierung bestehen bleibt.
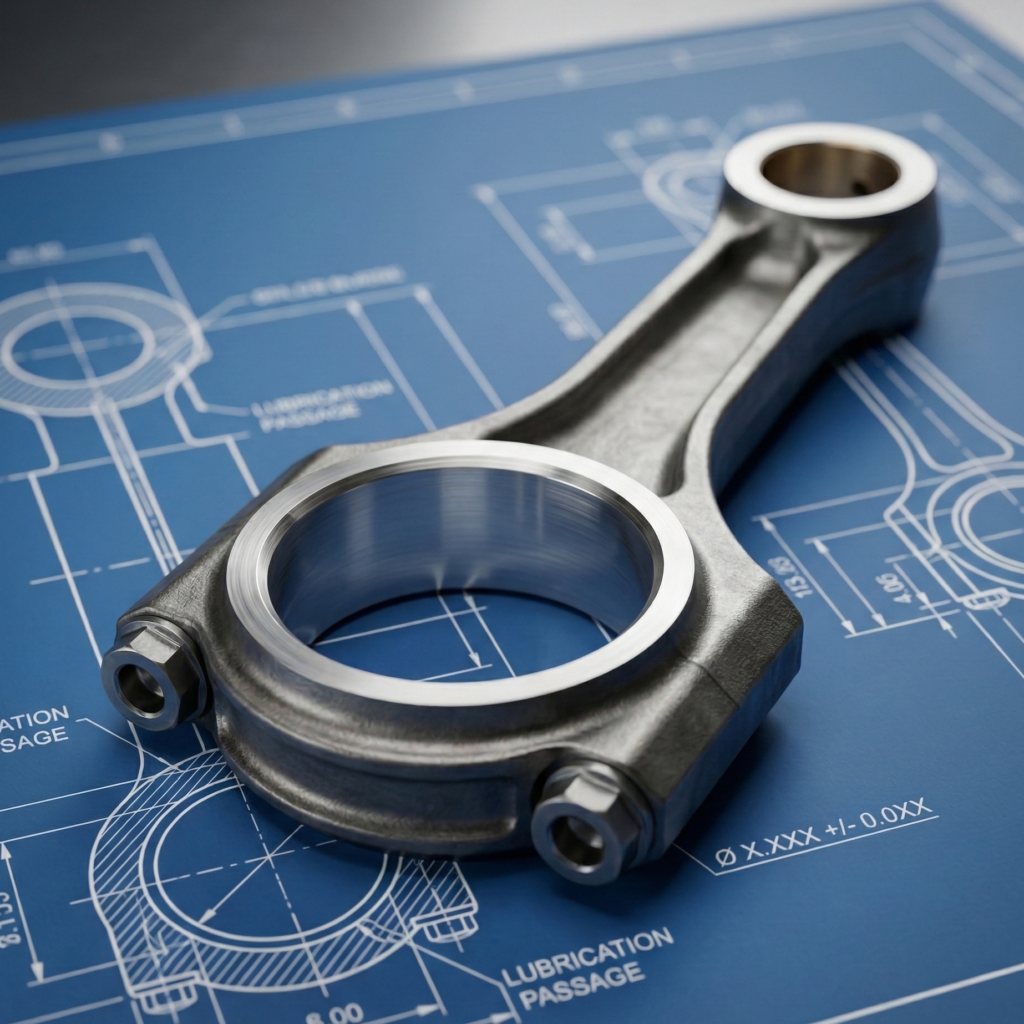
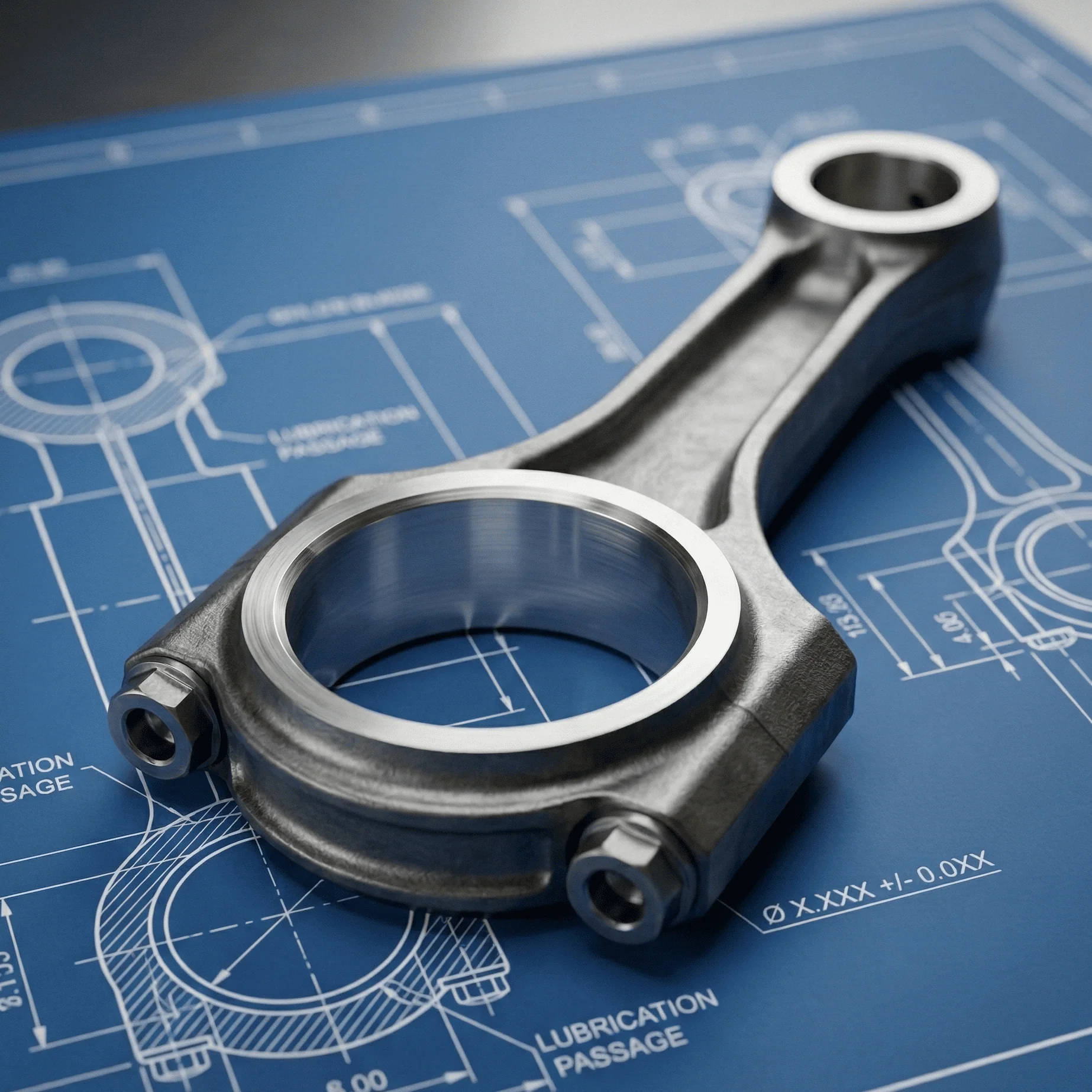
Eine perfekt runde Bohrung sorgt für minimale Vibrationen und einen streng kontrollierten Verschleiß der Lager. Selbst geringste Ovalität (Unrundheit) in der Pleuelstange kann sich innerhalb von Stunden verstärken, was zu einem katastrophalen Motorschaden führen kann.
Daher werden diese kritischen Bohrungen mit strengen Bohrungstoleranzen hergestellt, um eine vernachlässigbare Unrundheit zu gewährleisten. In vielen Anwendungen in Motoren sind die zulässigen Grenzen für die Ovalität extrem gering, und sind oft nur wenige Hundertstel Millimeter. Typische Betriebsgrenzen, die in den Motorwartungsreferenzen angegeben werden, liegen ungefähr im Bereich von 0,015 mm (0.0006″) bis hin zu 0,025 mm (0.001″), wobei der exakte Wert immer vom spezifischen Design des Motors und den Spezifikationen des Herstellers abhängig ist. Da diese Maße die Lastenverteilung im Lager und die Stabilität des Ölfilms so direkt beeinflussen, werden die Bohrungen der Pleuelstangen in der Regel im Rahmen der umfangreicheren Überholungen des Motors geprüft und ausgetauscht, falls die Unrundheit die Grenzen seitens des Herstellers überschreitet.
Rundheitstoleranzbereich
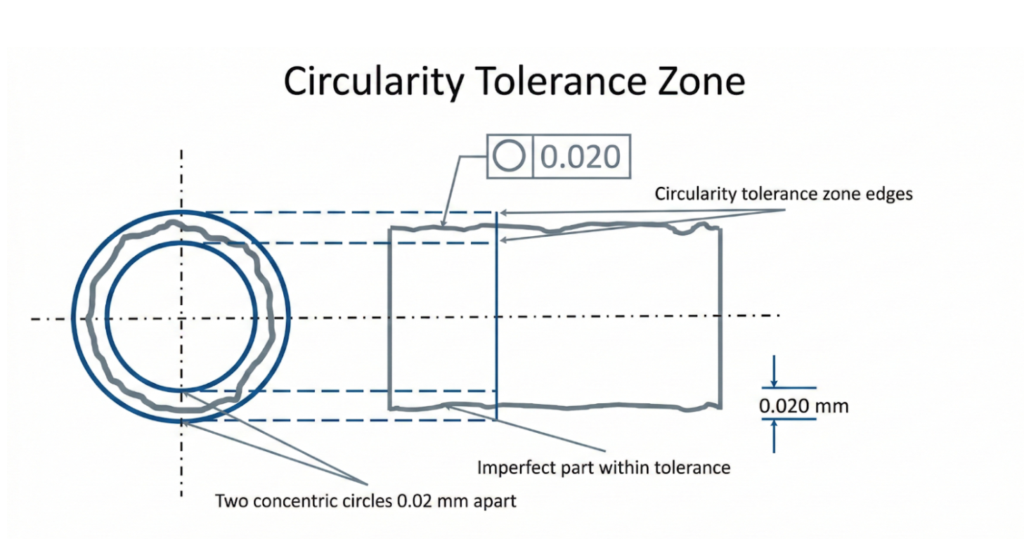
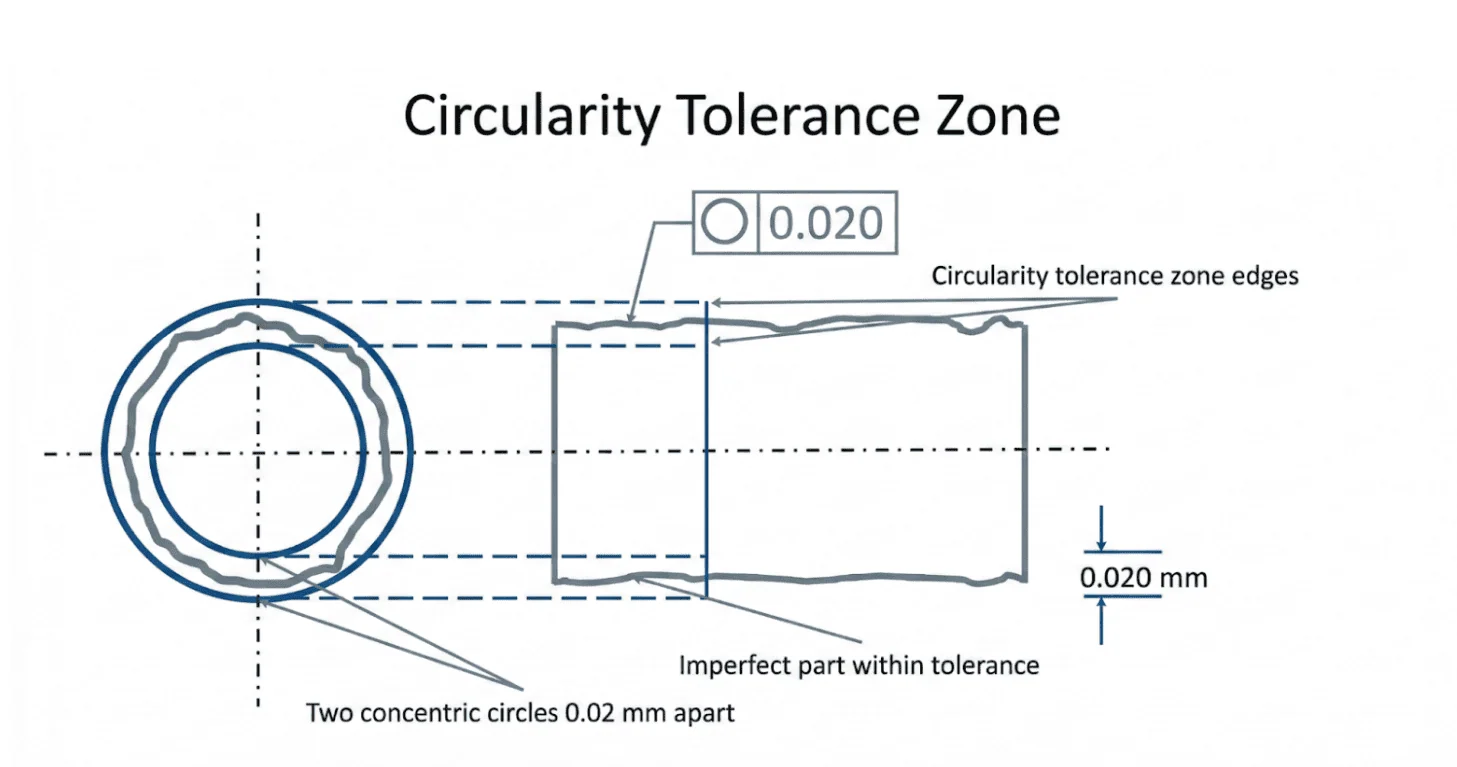
Der Rundheitstoleranzbereich stellt eine 2D-Grenze dar, die durch zwei konzentrische Kreise definiert wird. Um eine Prüfung zu bestehen, müsse alle Punkte einer Oberfläche des gesteuerten Merkmals vollständig innerhalb des radialen Raums (der Lücke) zwischen diesen beiden Kreisen liegen.
Die Ebene dieses Toleranzbereiches steht dabei immer senkrecht zur Achse des zu prüfenden runden Merkmals.
Anmerkung: Da die Rundheit unabhängig von der tatsächlichen Achse des Teils bewertet wird, dient der Ausdruck „rechtwinklig zur Achse“ konzeptionell zur Visualisierung.
Da die Rundheit eine 2D-Steuerung darstellt, wird diese Toleranzzone unabhängig an mehreren Querschnitten entlang der Gesamtlänge des Teils ausgewertet. Jeder Querschnitt muss dabei unabhängig in den eigenen Toleranzbereich hineinpassen; besteht also ein Querschnitt die Prüfung, garantiert dies noch lange nicht, dass das gesamte Merkmal die Rundheitsanforderungen erfüllt.
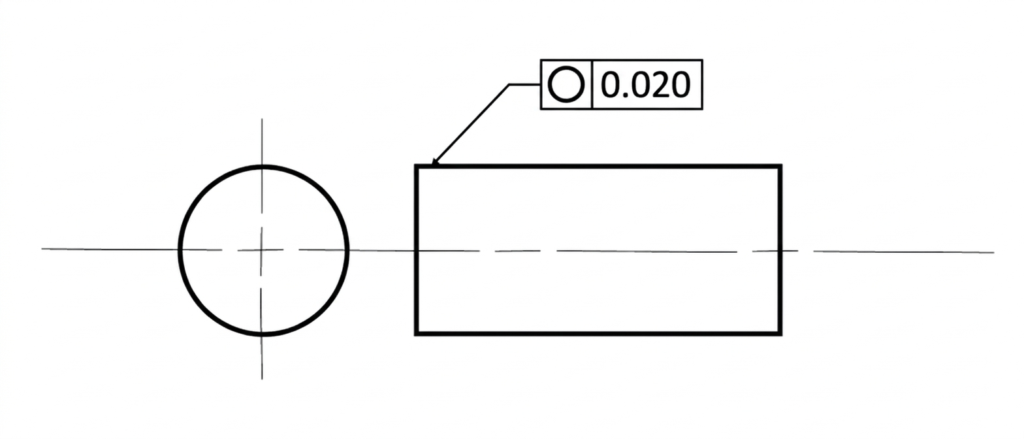
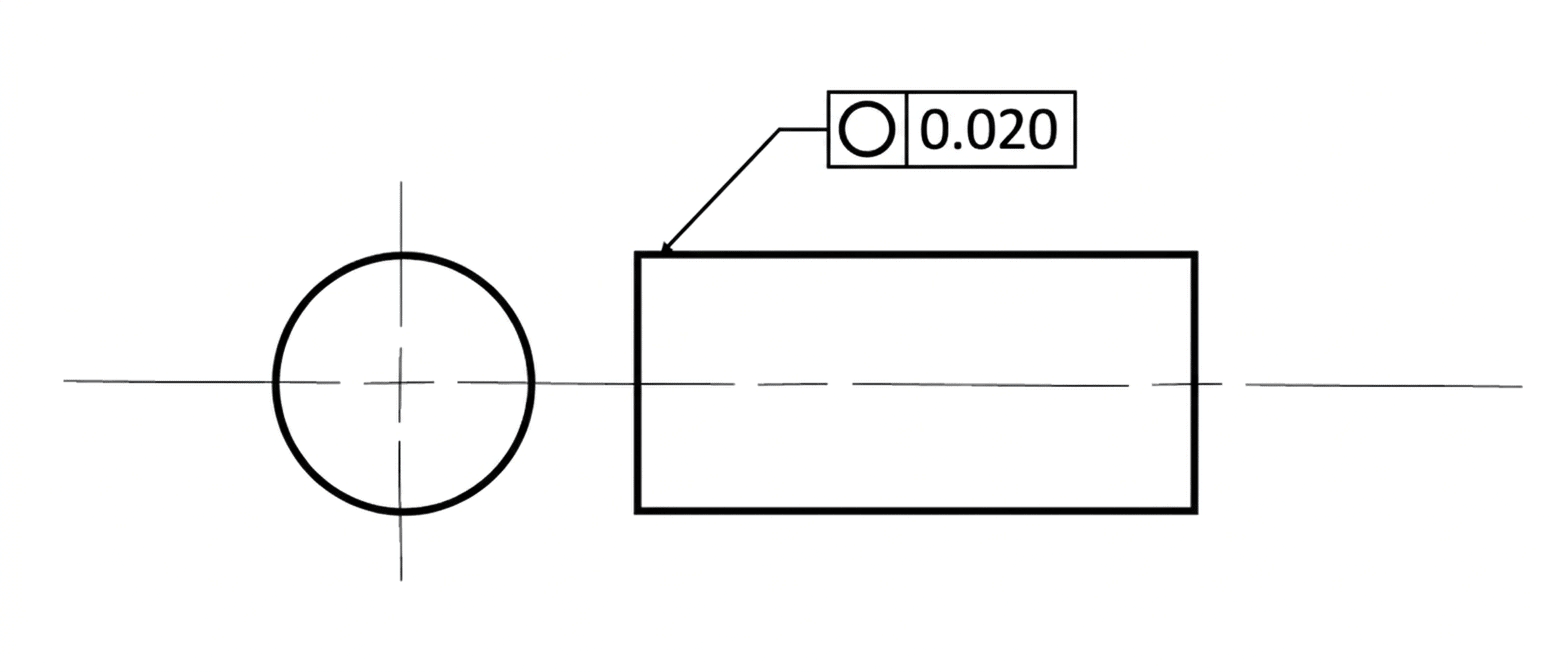
Wie die Rundheit angewendet wird (Merkmalskontrollrahmen)
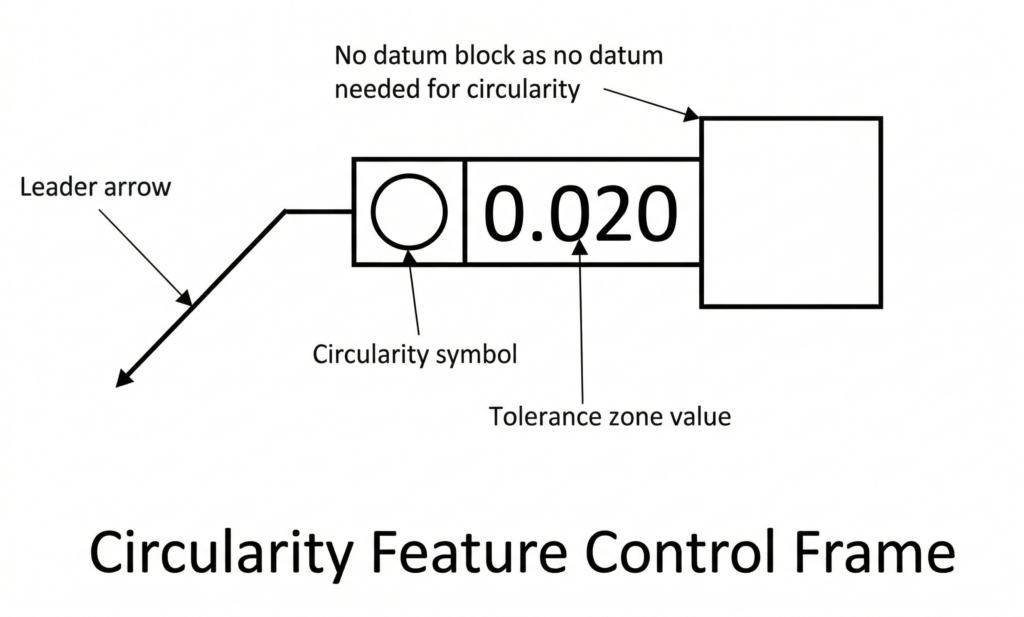
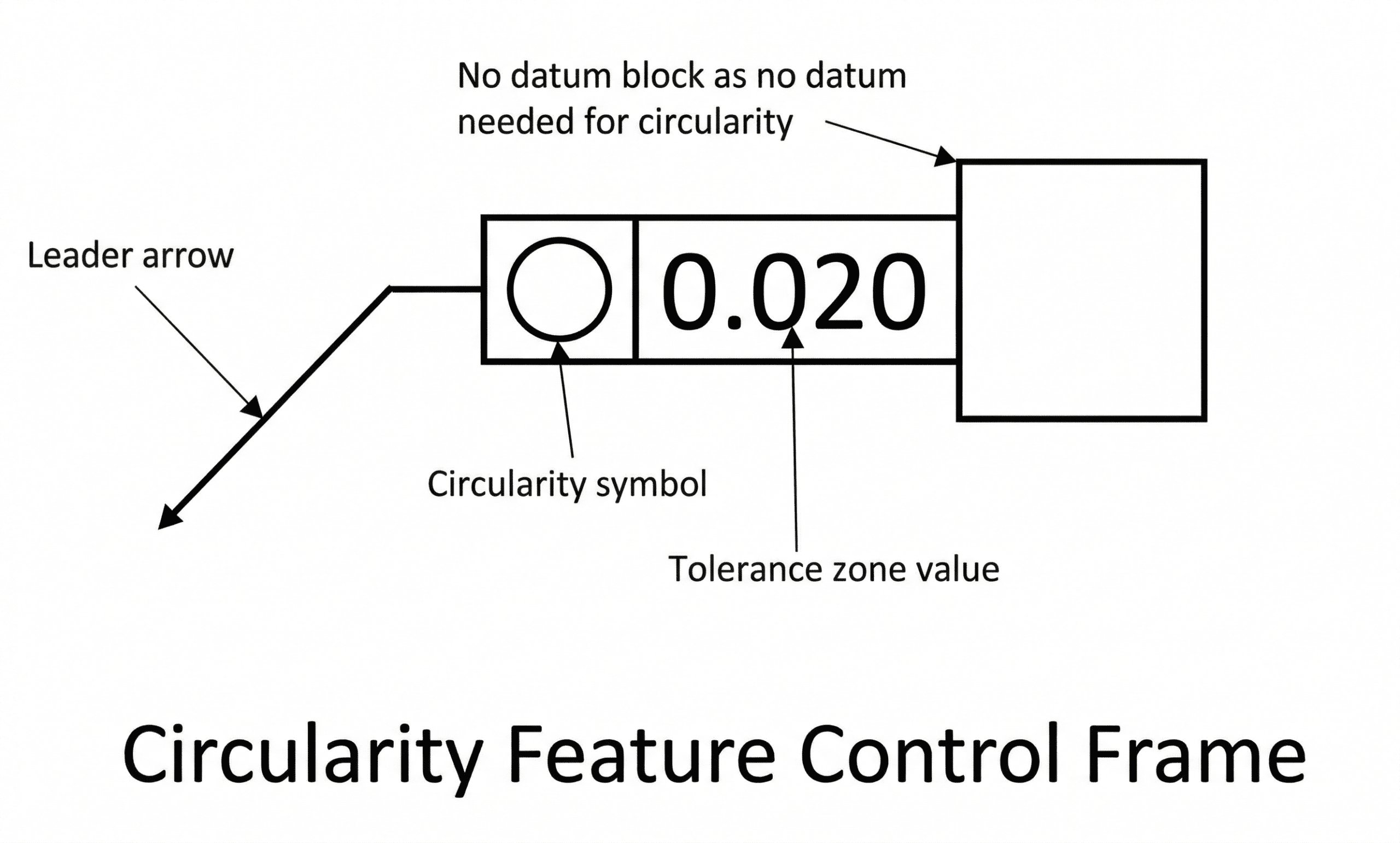
Toleranzen in der GD&T werden auf der technischen Zeichnung durch sogenannte Merkmalskontrollrahmen (FCF – Feature Control Frames) kommuniziert. Diese Rahmen verwenden ein standardisiertes Layout, um den Toleranzwert, die Form der Zone und die Materialbedingungen kurz und bündig zu erläutern. Der FCF wird mit dem Merkmal über einen sogenannten Führungspfeil (oder eine Führungslinie) verbunden, der direkt auf das zu steuernde Merkmal zeigt.
Ein Standard-Merkmalskontrollrahmen für die Rundheit wird dabei in die folgenden spezifischen Blöcke oder Fächer unterteilt:
1. GD&T-Symbolblock
Dieses erste Fach beinhaltet das charakteristische geometrische Symbol. Für die Rundheit ist dieses Symbol ein einfacher, perfekter Kreis (○).
2. Toleranzwertblock
Das zweite Fach definiert die zulässige Gesamtabweichung. Der Zahlenwert bestimmt dabei den radialen Abstand zwischen den beiden konzentrischen Kreisen, aus denen der Toleranzbereich gebildet wird.
- Kein Zonensymbol: Da die Rundheit die standardmäßige 2D-Toleranzzone verwendet, ist in diesem Block kein spezifisches Symbol für die Form der zu verwendenden Zone (wie z.B. ein Durchmessersymbol) erforderlich.
- Unabhängigkeit von der Merkmalsgröße (RFS): Die Rundheitstoleranz ist fest und ändert sich nicht basierend auf der tatsächlich gefertigten Größe des Merkmals. Daher wird die Rundheit immer als Unabhängig von der Merkmalsgröße (Regardless of Feature Size – RFS) angewendet, und wird daher niemals mit Materialmodifikatoren wie dem Maximalen Materialzustand (MMC) oder dem Geringsten Materialzustand (LMC) angewendet.
3. Datumblock
Das dritte Fach eines FCF ist normalerweise für Bezugsreferenzen, sog. Datums (wie Fixpunkte, Achsen oder Ebenen) reserviert. Da es sich bei der Rundheitstoleranz jedoch um eine reine Formsteuerung handelt, die einzig die Form des Teils bewertet, hat sie nichts mit der Lage oder Ausrichtung von Merkmalen zu tun. Dementsprechend beinhaltet der Merkmalskontrollrahmen für die Rundheit keinen Datumsblock.
Rundheit vs. Andere Toleranzen
Die Rundheit ist eine leistungsstarke Art der Formsteuerung, weil sie aber die Rundheit in Querschnitten bewertet, wird sie oft mit anderen Callouts aus dem GD&T verwechselt. Für die korrekte Anwendung und das Vermeiden von unnötig erhöhten Herstellungskosten ist es umso wichtiger, zu verstehen, wo genau die Unterschiede liegen.
Die folgende Tabelle fasst die wichtigsten Unterschiede auf einen Blick zusammen:
| Art der Steuerung | Kategorie | Hauptunterschiede zur Rundheit | Am besten verwendet für |
| Rundheit | Form (2D) | Steuert nur die Rundheit des 2D-Querschnitts. Kein Datum erforderlich. | Dichtungsringe, individuelle Querschnitte. |
| Zylindrizität | Form (3D) | Steuert die Rundheit und die Geradheit des gesamten 3D-Zylinders. | Lange Wellen, Gleitstifte mit enger Passung |
| Konzentrizität | Position/Ort | Steuert die Lage der Mittelachse, aber nicht die Form der Oberfläche. | Auswuchten rotierender Massen (Legacy). |
| Rundlauf | Lage & Form | Steuert die Rundheit und die Exzentrizität relativ zu einer festen Bezugsachse. | Rotierende Wellen in aktiven Baugruppen. |
Rundheit vs. Zylindrizität
Rundheit und Zylindrizität steuern beide die Rundheit eines Querschnittes. Die Zylindrizität stellt aber zusätzlich noch die ausreichende Geradheit einer Achse fest. Dementsprechend ist die Zylindrizität das 3D-Äquivalent der Rundheit.
Stellen Sie sich einen Stapel Münzen vor. Da die Rundheit bei jedem Querschnitt unabhängig geprüft wird, wird das Teil (der Stapel) die Prüfung bestehen, solange nur alle Münzen auch rund genug sind. Auch wenn die Münzen falsch ausgerichtet sind, und in alle möglichen Richtungen herausragen, würde das Teil dennoch die Prüfung auf die 2D-Rundheit bestehen.
Der selbe Stapel würde allerdings sofort an einer Prüfung der 3D-Zylindrizität scheitern, weil die falsch ausgerichteten Münzen die Mittelachse (Median) so weit verschieben würden, dass das geometrische Gesamtvolumen nicht mehr ausreichend dem perfekten Zylinder ähnelt.
Rundheit vs. Konzentrizität
Obwohl sich die Rundheit und Konzentrizität auf den ersten Blick sehr ähnlich sind, so erfüllen sie doch komplett unterschiedliche geometrische Funktionen.
- Form vs. Lage: Die Rundheit ist eine Steuerung der Formtoleranz, der die Lage des Merkmals gänzlich egal ist. Die Konzentrizität hingegen ist eine Lagetoleranz.
- Die Toleranzzone: Die Toleranzzone der Rundheit ist eine ringförmige 2D-Zone, die die physikalische Oberfläche umgibt. Die Toleranzzone der Konzentrizität hingegen ist eine 3D-Hüllkurve, die entlang einer theoretischen Achse liegt.
Die Hauptaufgabe der Rundheit ist es, sicherzustellen, dass das physische Teil eine bestimmte Form einhält. Wenn ein Teil davon abweicht, weil es elliptisch oder länglich wird, dann wird es abgelehnt. Die Konzentrizität hingegen misst einzig die Position eines Merkmals über seine Mittelachse (Median). Ein Teil könnte also tatsächlich elliptisch sein (und die Rundheitsprüfung nicht bestehen), aber dennoch eine Prüfung der Konzentrizität bestehen, solange die Mittelachse nur perfekt in der Mitte der Toleranzzone ausgerichtet bleibt.
Da die Konzentrizität eine Lage bewertet, erfordert sie eine Bezugsachse (eine Datum-Achse). Die Rundheit hingegen benötigt kein Bezugsmerkmal. (Anmerkung: In der modernen GD&T-Praxis wird die Konzentrizität nur selten empfohlen. Viele Anwendungsfälle nutzen hingegen die Steuerung über die Position oder den Rundlauf, weil sie einfacher zu prüfen und zu kommunizieren sind.
Rundheit vs. Rundlauf
Die Rundlauftoleranz kombiniert im Wesentlichen ein Callout für die Rundheit mit einer Exzentrizitätsprüfung (außermittig) in einer dynamischen Prüfung.
Stellen wir es uns so vor: Ein Teil kann in jedem Querschnitt eine Rundheitsprüfung bestehen, und dennoch kann seine tatsächliche Achse erheblich von der zentralen Montageachse abweichen, was dazu führt, dass das Teil beim Drehen wackelt. Im umgekehrten Fall kann die Mittelachse (Median) perfekt mit der Mittelachse der Form zusammenpassen, und dennoch keinen kreisförmigen Querschnitt haben, weil dieser oval ist. In beiden Fällen führt dies dazu, dass das Teil, wenn es sich mit hoher Geschwindigkeit dreht, übermäßigen Belastungen ausgesetzt wird, was zu vorzeitiger Abnutzung oder katastrophalem Versagen führen kann.

Der Rundlauf betrachtet dieses Problem durch eine Bewertung sowohl der Oberflächenform als auch ihrer Beziehung zu einer Referenzachse während einer Rotation. Es bemisst dazu die Exzentrizität eines Teils (außermittig) sowie Oberflächenform. Wenn ein Teil also perfekt rund ist, dann repräsentiert der Rundlaufwert seine Exzentrizität. Ist das Teil hingegen perfekt zentriert (Exzentrizität=0), dann bemisst der Rundlauf seine Kreisförmigkeit, also die Rundheit. Für die meisten realen Teile erfasst der Rundlauf die Gesamtsumme der Rundheits- und Exzentrizitätsfehler.
Wie wird die Rundheit gemessen?
Die Rundheit wird an mehreren Querschnitten unabhängig voneinander gemessen. Der Prüfer muss dabei die Hoch- und Tiefpunkte messen und sicherstellen, dass das Teil in keiner Richtung einen übermäßigen Fehler in der Rundheit um seinen Querschnitt aufweist.
Verlässliche Rundheitsmessungen sind durch folgende fünf Messverfahren möglich, die Standardaufbauten im Fertigungsbereich (in der Halle) bis zu fortschrittlicher Messtechnik (im Messlabor) reichen.
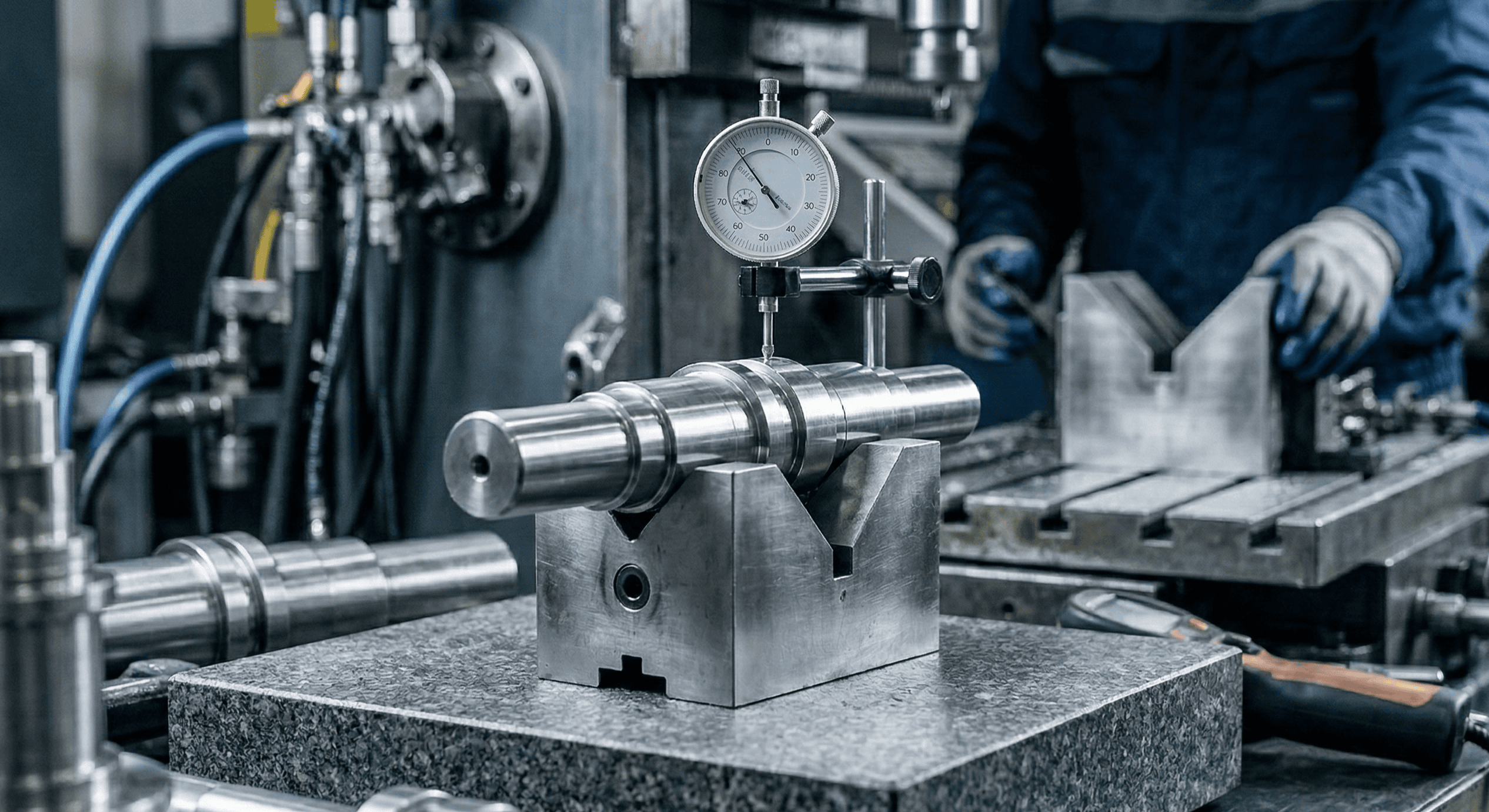
1. Höhenmesser und V-Block
Es können annähernde Aussagen über die Rundheit getroffen werden, indem die gesamten Hoch- und Tiefpunkte auf einem Querschnitt identifiziert werden, und die Differenz dann durch zwei dividiert wird. Die Division durch zwei ist notwendig, da bestimmte Messungen den Gesamtlauf um die Toleranzzone auf beiden Seiten des Teils erfassen.
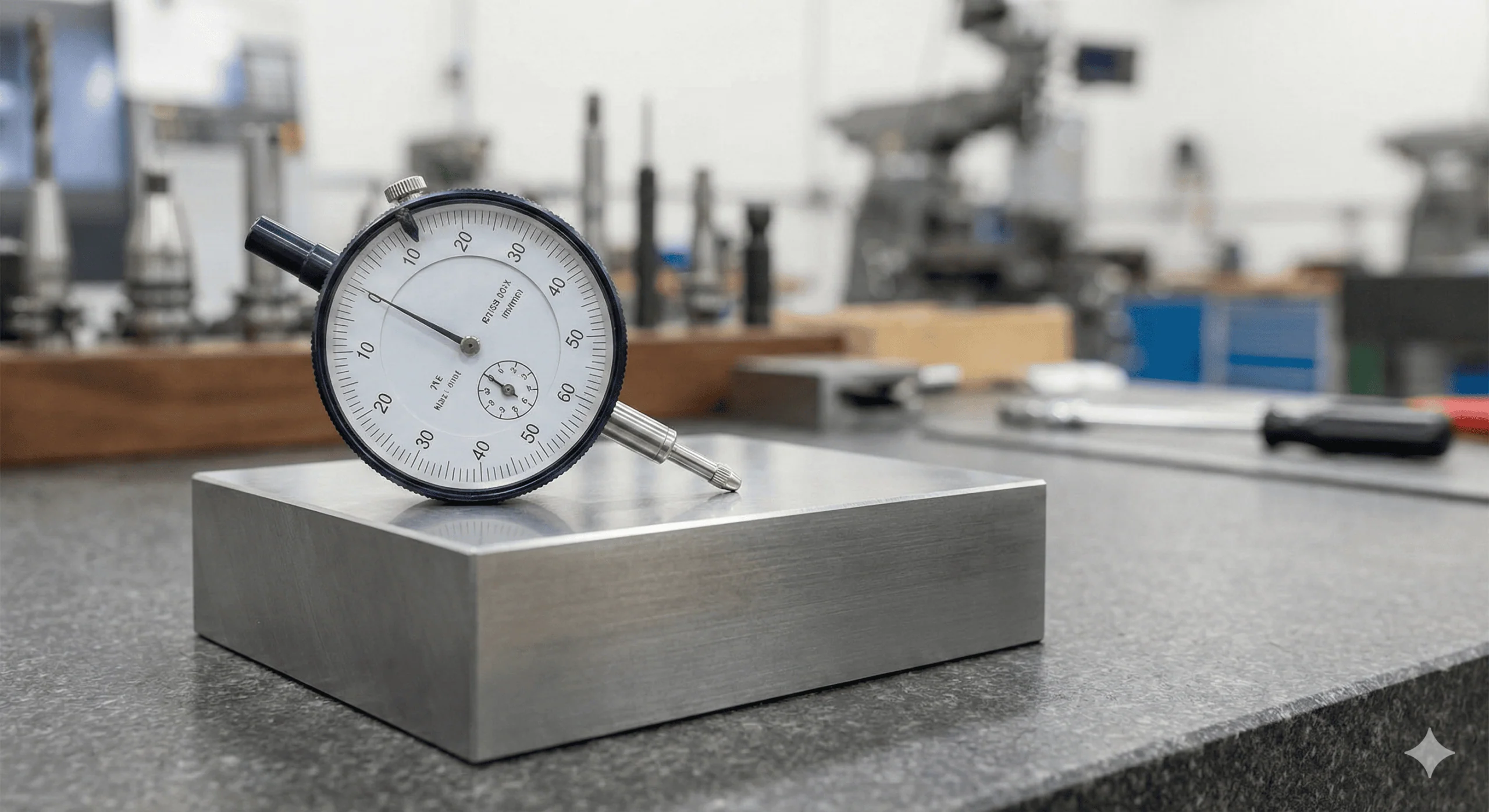
Dies macht das Überprüfen der Rundheit relativ einfach, und es ist üblich, dass diese Messungen mit einem rudimentären Messaufbau mit einer Messuhr und einem V-Block durchgeführt werden.
Um die Rundheit zu messen, platzieren Sie das zylindrische Teil auf einem V-Block. Bringen Sie die Messuhr in Kontakt mit der Oberfläche und stellen Sie sie auf Null. Drehen Sie das Teil langsam um 360° und notieren Sie die maximalen und minimalen Anzeigewerte. Der Rundheitswert ist dann die Hälfte der Differenz zwischen diesen beiden Werten.
Diese Methode ist jedoch anfällig für Probleme wie die Fehlervergrößerung und Fehlidentifikation der wahren Achse, und hat mit sehr engen Toleranzen zu kämpfen. Daher eignet es sich am besten für eher allgemeine Anwendungen, schnelle Messungen an der Maschine und für große Teile.Anmerkungen: Methoden mit einer Messuhr messen die relative Abweichung zum Ausgangs- oder Null-Wert, und erfassen somit den Gesamtindikatorwert (TIR -Total Indicator Reading). Obwohl dieser Ansatz für schnelle Prüfungen in der Werkstatt oder Halle nützlich ist, so ersetzt er dennoch nicht die formelle Bewertung der Rundheit durch die Nutzung von Methoden und Verfahren der Präzisionsmesstechnik.

2. Mikrometer
Das Mikrometer nutzt ein Zwei-Punkte-Messprinzip, das der V-Block-Methode ähnelt. Der Außendurchmesser (OD) wird rund um den 2D-Querschnitt gemessen, während die Differenz zwischen Maximal- und Minimalwert durch zwei geteilt wird.
Anmerkung: 2-Punkt-Mikrometer können keine ungewöhnlich geformten, in ungerader Zahl auftretenden „Lappen“ (Formen mit konstantem Durchmesser, aber nicht kreisförmiger Form) erkennen. Sie lassen Teile mit dieser Art Defekt die Prüfung bestehen, weshalb stattdessen ein V-Block oder ein KMG verwendet werden sollte.
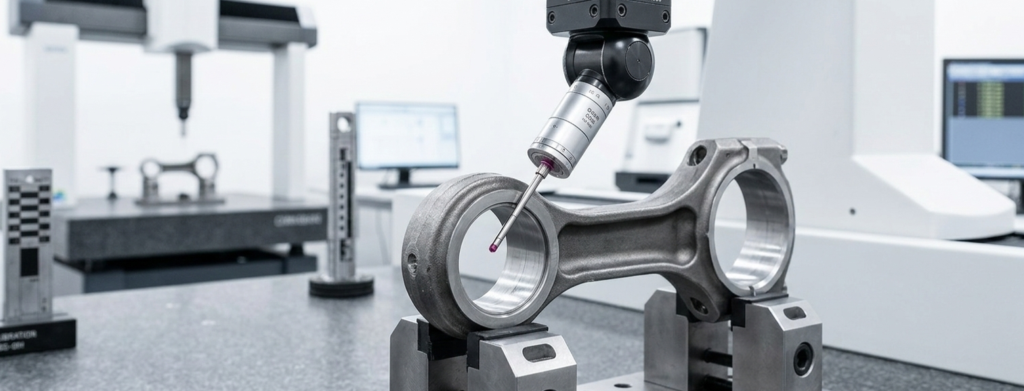
3. Koordinatenmessmaschinen (KMG/CMM)
Eine KMM ist das bevorzugte Werkzeug für die Messung der Makrogeometrie. Sie kann die Rundheit mit hoher Genauigkeit, Wiederholbarkeit und Zuverlässigkeit messen. In Abhängigkeit von der Größe des programmierten Prüfpfades, kann die KMG die gesamte Oberfläche abdecken, weshalb sie die erste Wahl für Spezialteile ist, die strenge Normen auf der Luft- und Raumfahrt oder dem Automobilbau erfüllen müssen.

4. Dedizierte Rundheitstester
Für die absolute Präzision stellen spezialisierte Rundheitsmessgeräte (Profilometer) die am besten geeignete Lösung dar. Ein Rundheitsprüfer ist ein Spezialmesswerkzeug, das speziell dafür entwickelt wurde, die Abweichung vom Querschnitt in Form eines perfekten Kreises zu ermitteln.
Er kann den kompletten Umfang mit einer hochempfindlichen rotierenden Sonde messen und ist daher perfekt für Formtoleranzen wie Rundheit und Zyllindrizität geeignet. Der Tester fährt dafür das physische Profil des Teils ab, das dann über die Systemsoftware mathematisch mit einem perfekten Kreis verglichen wird. Das Gerät gibt dann die Daten in Form einer hochdetaillierten topografischen Grafik oder eines präzisen Zahlenwertes aus.
5. 3D-Scannen
Das 3D-Scannen bietet eine fortschrittliche, berührungslose Methode für Rundheitsmessungen. Man projiziert dazu Licht oder einen Laser auf das Teil und erhält eine hochdetaillierte 3D-Punktwolke, die dann mithilfe einer Messsoftware auf perfekte virtuelle Kreise angepasst wird.
Die Software quantifiziert dazu den Rundheitswert mithilfe fortschrittlicher Algorithmen wie der Methode der kleinsten Quadrate oder der Methode der minimalen Zone.
Dieses kontaktlose Verfahren kann nützliche Rundheitsdaten liefern, wenn die Scannerauflösung, der Oberflächenzustand und der Messaufbau für das Teil geeignet sind. Für enge Rundheitstoleranzen werden jedoch in der Regel spezielle Rundheitstester oder hochpräzise KMG-Messungen bevorzugt.
Glossar der wichtigsten Begriffe
| Begriff | Definition | Kontext |
| Konzentrische Kreise | Zwei Kreise, die den gleichen Mittelpunkt, aber unterschiedliche Radien haben. | Definiert die 2D-Grenze des Toleranzbereiches für die Kreisförmigkeit. |
| Radialer Abstand | Der physikalische Abstand (Spalt) zwischen dem inneren und dem äußeren konzentrischen Kreis des Toleranzbereiches. | Dies ist der spezifische numerische Wert, der in den Merkmalskontrollrahmen eingetragen wird. |
| Gleichdicke / Lobing | Ein Formfehler, bei dem der Querschnitt nicht perfekt rund ist (z.B. ähnelt er eher einem abgerundeten Dreieck oder Oval oder wird auch als „Lappen“ bezeichnet). | Ein häufig auftretender Defekt beim spitzenlosen Schleifen; wird durch 2-Punktmesswerkzeuge wie Greifzirkel nicht erfasst. |
| RFS (Unabhängigkeit von der Merkmalsgröße) | Diese Regel besagt, dass die geometrische Toleranz unabhängig von der Veränderung in der hergestellten Größe fest bleibt. | Die Rundheit ist immer RFS, also unabhängig von der Größe. Zudem können Materialmodifikatoren wie (MMC/LMC) sowie die daraus resultierenden Bonustoleranzen nicht verwendet werden. |
| Querschnitt | Ein 2D-„Schnitt“ eines 3D-Teils senkrecht zu seiner Achse. | Die Rundheit bewertet das Teil jeweils anhand einer 2D-Schicht, vollkommen unabhängig vom Rest des Zylinders. |
Beherrschung der Formsteuerung
Die Rundheit ist eine der grundlegendsten GD&T-Formsteuerungen, mit der präzise Passungen, reDie Rundheit ist eine der grundlegendsten GD&T-Formsteuerungen, mit der präzise Passungen, reibungslose Rotation oder ordnungsgemäße Abdichtung sichergestellt werden. Um vollständig herstellbare Teile zu erzeugen, müssen die Konstrukteure zuerst verstehen, wie diese mit dem Rest des GD&T-Ökosystems interagieren.
- vs. Zylindrizität: Wenn Sie sicherstellen müssen, dass ein Teil perfekt rund ist und dass seine Mittelachse über die gesamte Länge perfekt gerade ist, rüsten Sie am besten auf die Zylindrizität auf.
- vs. Gesamtrundlauf: Falls ein Teil so entworfen wurde, dass es bei hohen Drehzahlen in einem Motor rotieren soll (z.B. als Welle oder Turbine), und sie dabei aber auch sein Taumeln in Relation zu einer festen Achse steuern müssen, dann verwenden Sie besser den Gesamtrundlauf.
- Vs. Geradheit: Wenn Ihnen nur die lineare Ausformung der Achse eines Teils wichtig ist, und Sie nicht zwingend die Rundheit der Querschnitte steuern müssen, verwenden Sie die Geradheit.
Für einen tieferen Einblick in die zugehörigen Steuerungselemente und wie Sie sie in Ihren CAD-Zeichnungen einsetzen, lesen Sie in unserem umfassenden Leitfaden zur Geometrischen Bemaßung und Tolerierung in der technischen Bibliothek von Xometry Pro.






Comment(0)