 Europe
Europe  Türkiye
Türkiye 
ISO Delik ve Mil Tolerans Hesaplama Aracı
ISO 286’ya göre standart limit ve geçme toleranslarını hesaplayın. Montaj parçaları için nominal boyutu girerek tolerans aralıklarını belirleyin. Doğru mekanik tasarım için boşluklu, ara ve sıkı (press fit) geçmeleri tanımlayın.
Boşluklu Geçme


TRANSITION FIT
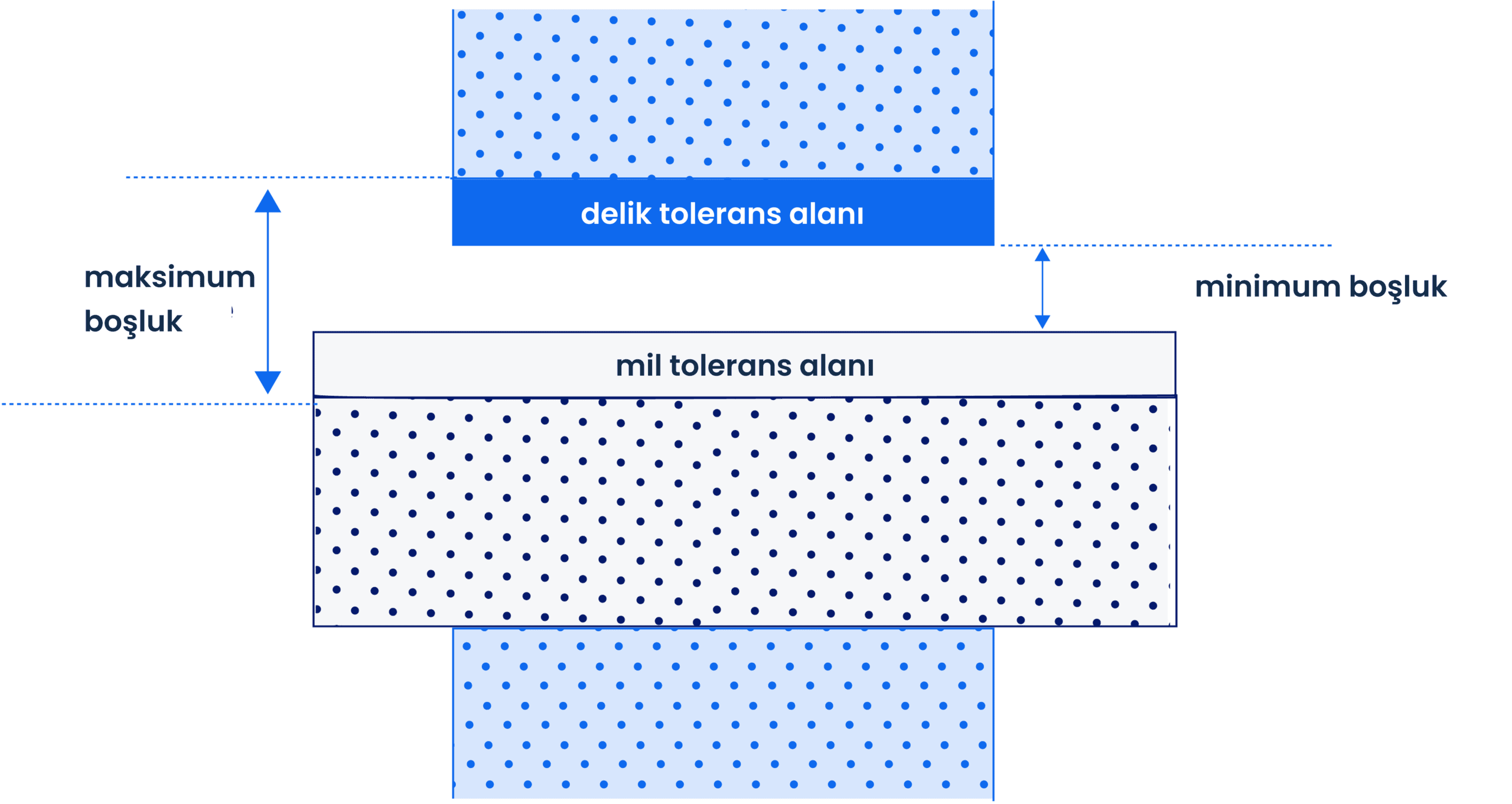
Delik ve mil tolerans bölgeleri üst üste gelir. İşlenmiş nihai boyutlara bağlı olarak, montaj hafif bir boşluk veya hafif bir sıkı geçme ile sonuçlanabilir. Hassas konumlandırma ve hizalama için kullanılır.
Sık Sorulan Sorular
Mühendislikte limit ve geçmeler nedir?
Limit ve geçmeler, genellikle bir mil ve bir delik olmak üzere birbiriyle çalışan iki parçanın doğru şekilde monte edilmesi ve işlevini yerine getirmesi için gereken boyutsal toleransları tanımlar. Limitler, tek bir parça için izin verilen en büyük (maksimum) ve en küçük (minimum) ölçü sınırlarıdır. Geçme ise, iki parça monte edildiğinde aralarında oluşan fiziksel ilişkiyi (sıkılık veya boşluk durumu) ifade eder.
ISO 286 standardı nedir?
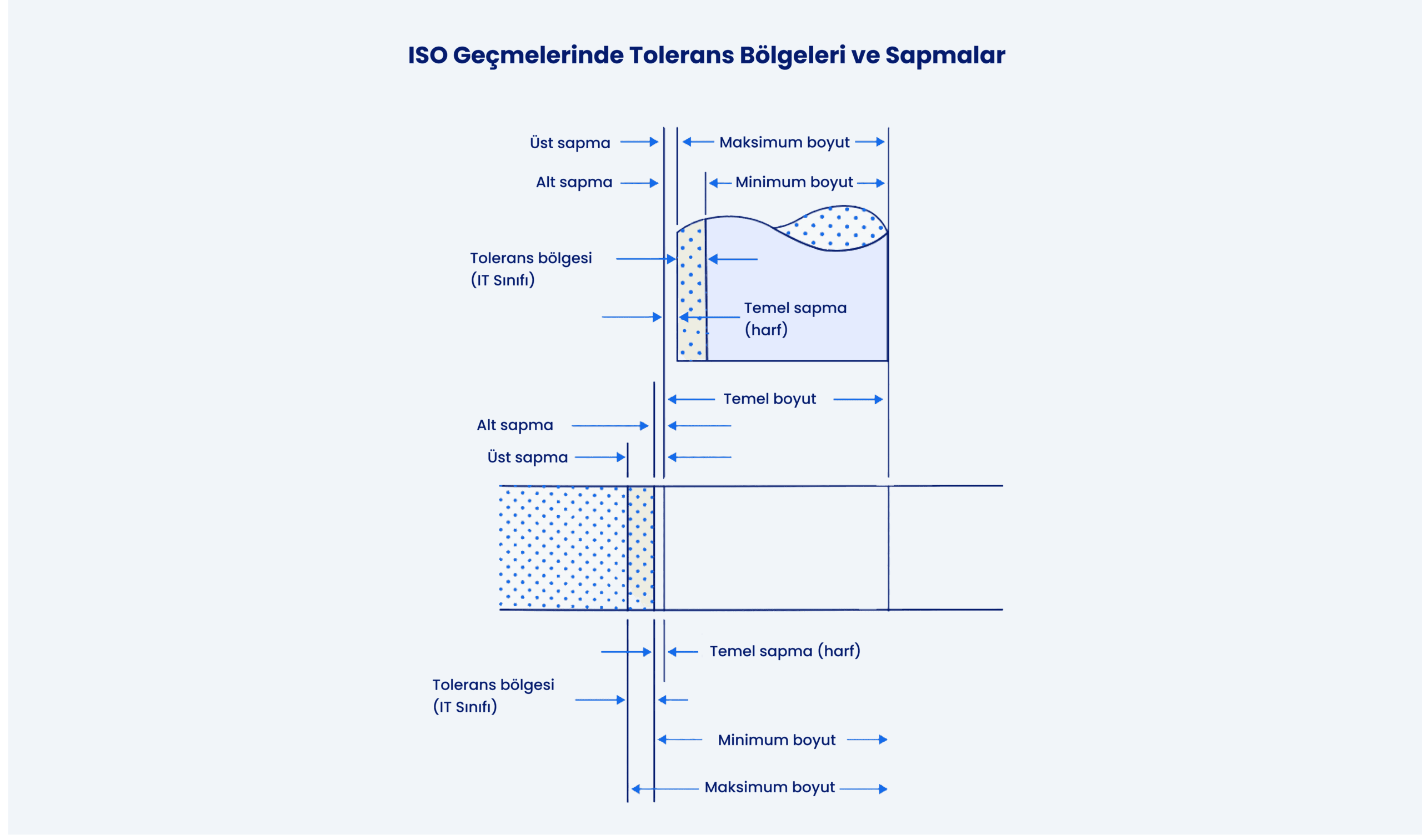
ISO 286, doğrusal toleranslar için uluslararası referanstır. Temel sapmayı (nominal boyuta göre konumu gösteren harf) ve Uluslararası Tolerans (IT) sınıfını (tolerans bölgesinin boyutunu gösteren sayı) tanımlamak için alfanümerik bir sistem (örneğin, H7/g6) kullanır.
Birim Delik Sistemi ve Birim Mil Sistemi arasındaki fark nedir?
Her iki sistem de belirli bir geçmeyi (Boşluklu, Ara veya Sıkı) elde etmek için kullanılan yöntemlerdir ancak hangi parçanın standart referans olarak “sabit” kaldığı konusunda farklılık gösterirler.
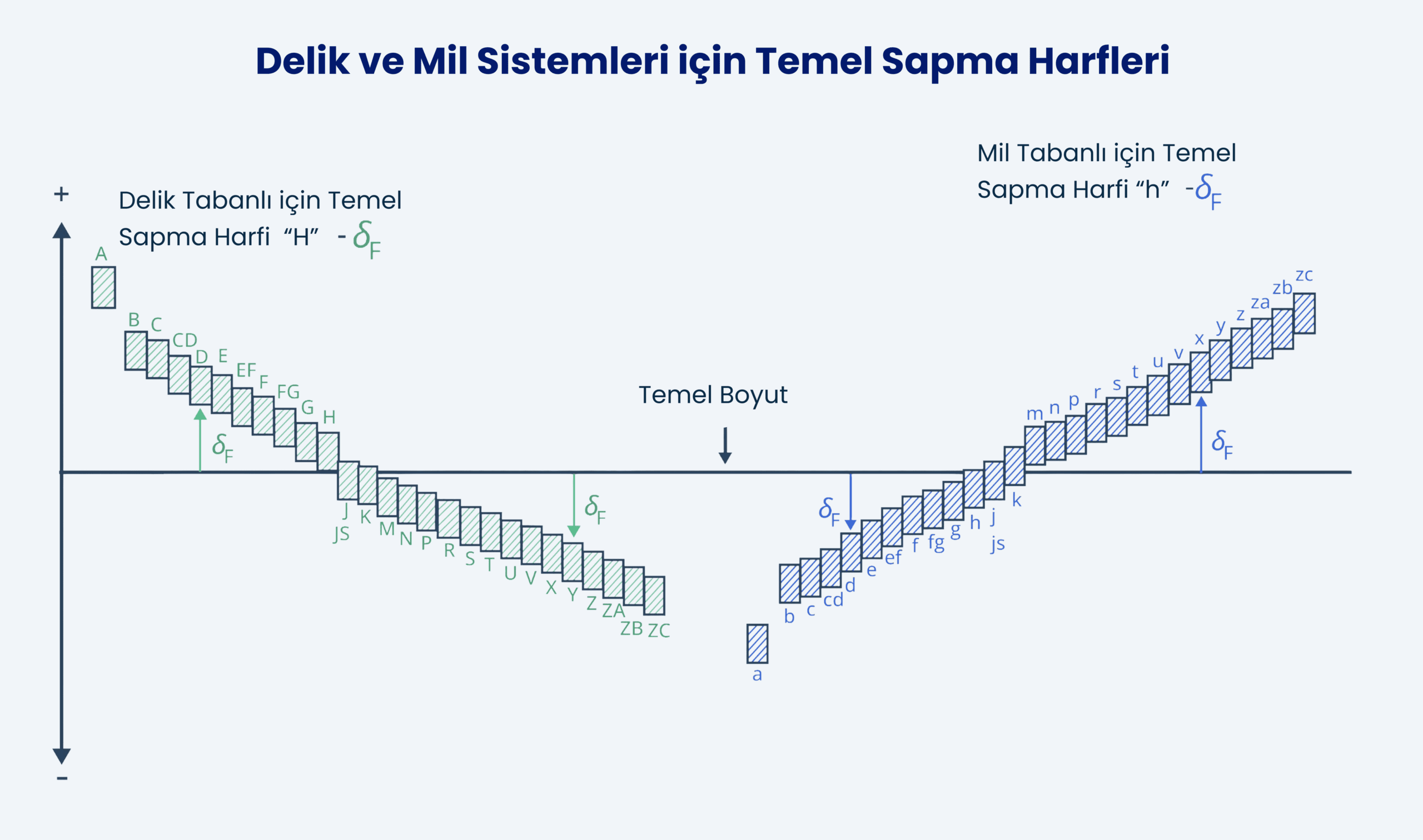
- Birim Delik Sistemi (Hole Basis): Deliğin minimum ölçüsü nominal (anma) ölçüsünde sabit tutulur (büyük ‘H’ harfi ile gösterilir). İstenen geçme türünü elde etmek için milin ölçüleri ve toleransları değiştirilir.
- Birim Mil Sistemi (Shaft Basis): Milin maksimum ölçüsü nominal ölçüde sabit tutulur (küçük ‘h’ harfi ile gösterilir). İstenen geçmeyi elde etmek için deliğin toleransları değiştirilir.
Neden imalatta Delik Tabanlı Sistem (Birim Delik Sistemi) daha yaygın kullanılır?
Birim Delik sistemi, çok daha uygun maliyetli ve üretimi kolay olduğu için endüstri standardıdır. Bir deliği işlemek için matkap uçları ve raybalar gibi sabit ölçülü kesici takımlar gerekir. Üretimde delik için standart ölçüde bir takım (örneğin rayba) kullanmak ve istenen geçmeyi elde etmek için milin dış çapını bir CNC torna tezgahında işleyerek ayarlamak çok daha kolaydır.
Doğru Uluslararası Tolerans (IT) sınıfını nasıl seçerim?
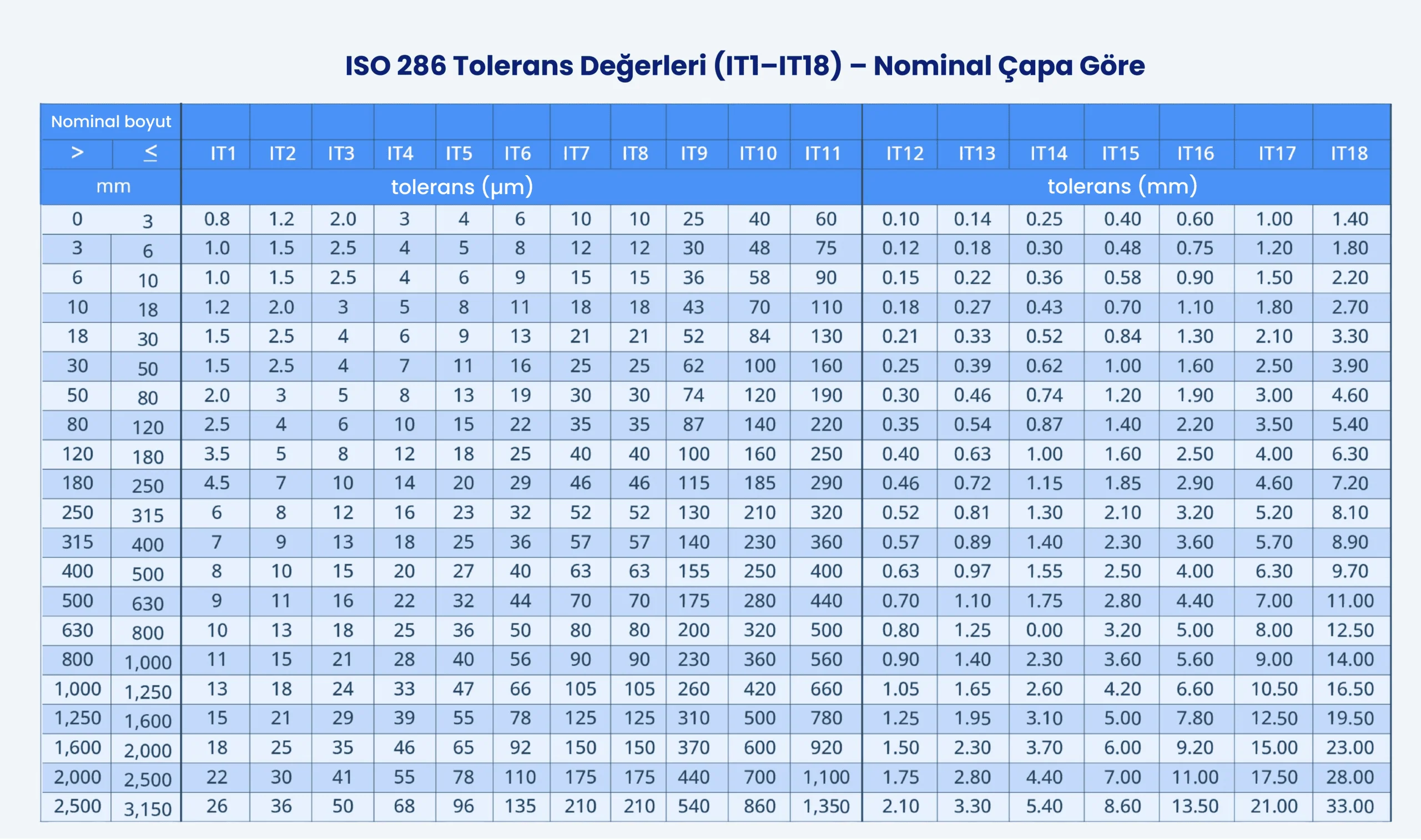
IT tolerans sistemleri, hassasiyet seviyesini ve üretim maliyetini belirler. Daha düşük sayılar daha sıkı toleransları temsil eder. Uygulamanız için doğru sınıfı seçerken aşağıdaki tabloyu kılavuz olarak kullanabilirsiniz:
| IT Sınıf(lar)ı | Hassasiyet Seviyesi | Tipik Uygulamalar ve Örnekler |
| IT01 – IT0 | Ultra Yüksek Hassasiyet | Optik düzlemler, havacılık-uzay ve yarı iletken üretim araçları. |
| IT1 – IT4 | Son Derece Hassas | Yüksek doğruluklu ölçüm cihazları, kayma mastarları ve bilimsel optik elemanlar. |
| IT5 | Çok Yüksek Hassasiyet | Hassas geçmeler, makine takımı milleri ve yüksek hassasiyetli dişliler. |
| IT6 – IT7 | Yüksek Hassasiyet | Mil yatakları, hidrolik bileşenler ve motor krank mekanizmaları. |
| IT8 – IT9 | Orta Hassasiyet | Orta hızlı miller için düşük hassasiyetli ara tip geçmeler ve destekler. |
| IT10 | Orta / Düşük Hassasiyet | Üretim basitliğinin önemli olduğu, kritik olmayan dönen parçalar. |
| IT11 – IT12 | Düşük Hassasiyet (Kaba) | Kapaklar, flanşlar, sac metal damgalama parçaları (stampings) ve tarım makineleri. |
| IT13 – IT18 | Çok Kaba | Yapısal çelik işleri, ağır kaynaklı parçalar ve kuma döküm. |
Ne zaman Boşluklu (Clearance) Geçme (ör. H7/g6 veya H8/f7) kullanmalıyım?
Boşluklu geçme (clearance fit), parçaların birbirine göre hareket etmesi gerektiğinde kullanılır. Mil ile delik arasında her zaman bir boşluk vardır.
- Kayar geçme (H7/g6): Hassas konumlandırma ve parçaların serbestçe kayması gereken yerlerde kullanılır.
- Sıkı Döner geçme (H8/f7): Yağlamanın gerekli olduğu dönen miller veya mil yatakları için idealdir.
Ne zaman Sıkı Geçme (Press Fit) kullanılması gerekir (ör. H7/p6)?
Sıkışmalı geçme (interference fit), iki parçanın bağlantı elemanları olmadan tek bir rijit birim olarak birleştirilmesi gerektiğinde kullanılır. Mil, delikten biraz daha büyüktür ve montajı için kuvvet, ısıtma (genleşme) veya soğutma (büzülme) gerekir. Bu geçmeler yaygın olarak burç yatakları, miller üzerindeki dişliler ve valf yuvalarında kullanılır.
Ara Geçme nedir ve ne zaman kullanılır (ör. H7/k6)?
Ara tip geçme (transition fit), sonucun hafif bir boşluk veya hafif bir sıkışma olabileceği bir “orta yol”dur. Bu geçmeler; kauçuk bir çekiçle kolayca monte edilip sökülmesi gereken, sabitleme pimleri veya sık bakım gerektiren dişli göbekleri gibi parçaların yüksek hassasiyetli konumlandırılması için kullanılır.
"25 H7/g6" gibi bir geçme ifadesini (tanımlamasını) nasıl okurum?
Bu ifade, üreticiye birleşen parçalar için kesin boyutları ve toleransları ileten ISO limit ve geçme sistemini takip eder:
- 25: Milimetre cinsinden nominal (temel) boyut.
- H7 (Delik Toleransı):
- Büyük Harf: Toleransın deliğe atıfta bulunduğunu gösterir.
- Harf (H): Temel boyuta göre tolerans bölgesinin konumunu tanımlayan Temel Sapmayı temsil eder.
- Sayı (7): Tolerans bölgesinin büyüklüğünü veya “genişliğini” tanımlayan IT Sınıfını (Uluslararası Tolerans sınıfı) temsil eder.
- g6 (Mil Toleransı):
- Küçük Harf: Toleransın mile ait olduğunu gösterir.
- Harf (g): Temel Sapmayı temsil eder.
- Sayı (6): IT Sınıfını temsil eder.
Neden manuel tolerans tabloları yerine limit ve geçme hesaplayıcı kullanmalıyım?
Manuel (elle) hesaplama, birden fazla karmaşık ISO tablosunun çapraz kontrolünü (karşılaştırılmasını) gerektirir; bu da zaman alıcıdır ve insan hatasına meyillidir. Limit ve geçme hesaplayıcı, herhangi bir nominal boyut için maksimum/minimum boyutları ve sapmaları anında vererek bu süreci otomatikleştirir ve CAD çizimlerinin ve üretim spesifikasyonlarının %100 doğru olmasını sağlar.

