 Europe
Europe  Türkiye
Türkiye 



Le DfA est l’un des piliers fondamentaux de la famille du design for X (DfX). Bien que le DfA soit souvent associé au Design pour la fabrication (DfM) pour former la méthodologie holistique DfMA (Design pour la fabrication et l’assemblage), il s’agit d’une discipline distincte régie par ses propres principes fondamentaux.
Ce guide explore le DfA en détail, en le distinguant du DfM et en définissant les directives essentielles à sa mise en œuvre.
Qu’est-ce que le design pour l’assemblage ?
Au cœur de la démarche, le DfA répond à une question d’ingénierie fondamentale : « Comment concevoir ce produit pour qu’il soit assemblé de la manière la plus simple, la plus rapide et la plus rentable possible ? »
Le DfA vise à minimiser le nombre de pièces distinctes et à garantir que les composants restants puissent être manipulés, alignés et assemblés facilement. En quantifiant l’efficacité de l’assemblage dès la phase de design, les ingénieurs peuvent identifier les goulots d’étranglement qui ralentiraient, sans cela, la ligne de production.
Les objectifs du design pour l’assemblage (DfA) se divisent généralement en deux catégories :
- Faciliter l’assemblage en usine : optimiser le design du produit pour l’atelier afin de réduire les coûts de main-d’œuvre et d’équipement.
- Exemple : Concevoir un appareil électronique grand public avec des encliquetages plutôt que des vis pour accélérer la ligne d’assemblage manuel.
- Faciliter l’auto-assemblage : optimiser le produit pour simplifier le montage par le client final après l’achat.
- Exemple : Le mobilier IKEA est un cas d’école de DfA ; il utilise un minimum de composants et des éléments de fixation standardisés pour permettre à des utilisateurs non avertis de monter des structures complexes.
Quelle est la différence entre le DfA et le DfM ?
Bien qu’ils soient souvent regroupés sous le sigle DfMA, le design pour l’assemblage et le design pour la fabrication sont fréquemment confondus.
- Le design pour la fabrication (DfM) se concentre sur la fabrication des pièces individuelles. Il prend en compte des contraintes telles que l’épaisseur de paroi en moulage par injection ou l’accessibilité de l’outil en usinage CNC.
- Le design pour l’assemblage (DfA) se concentre sur l’analyse au niveau système. Il analyse la manière dont ces pièces individuelles s’assemblent, avec pour objectif de réduire le nombre total de composants et la complexité de leurs liaisons.
Bien que distinctes, ces deux disciplines sont étroitement liées. Une pièce peut être facile à fabriquer (bon DfM) mais impossible à atteindre avec un tournevis lors de l’assemblage (mauvais DfA). Le succès du développement de produit repose sur l’équilibre entre ces deux stratégies afin de réduire les coûts globaux de production.
Principes clés du design pour l’assemblage
Les principes du DfA ont été affinés par des décennies d’expérience industrielle (la méthodologie DfX ayant émergé vers 1990).
Bien que leur priorité dépende du type de produit, ces directives servent de feuille de route universelle pour transformer l’assemblage : d’un goulot d’étranglement, il devient un avantage concurrentiel.
| Principe | Objectif d’ingénierie |
| 1. Minimiser le nombre de pièces | Réduire la complexité des devis quantitatifs et limiter les points de défaillance. |
| 2. Caractéristiques d’auto-positionnement | Utilisez des chanfreins ou des guides pour que les pièces s’alignent automatiquement sans ajustement manuel. |
| 3. Éléments de fixation | Remplacez les éléments de fixation séparés par des éléments intégrés, comme des encliquetages, pour accélérer les opérations d’assemblage. |
| 4. Symétrie/Asymétrie | Concevez des composants à symétrie totale OU à asymétrie marquée afin d’éliminer tout risque de montage inversé. |
| 5. Tolérances raisonnables | Utilisez les tolérances les plus lâches qui préservent l’intégrité fonctionnelle pour ne pas rallonger le temps de cycle. |
| 6. Design modulaire | Construisez et testez les sous-ensembles en parallèle avant l’intégration finale. |
| 7. Standardiser les pièces | Utilisez des tailles de vis communes sur l’ensemble de l’assemblage pour éviter les changements d’outils. |
| 8. Assemblage de haut en bas | Empilez les pièces verticalement en utilisant la gravité pour les maintenir en position. |
| 9. Facilité de manipulation | Évitez les pièces qui s’enchevêtrent (crochets), qui collent (tôles huilées et planes) ou qui blessent (arêtes vives). |
| 10. Détrompage | Concevez des détrompeurs physiques (Poka-Yoke) afin qu’il soit impossible d’installer les pièces de manière incorrecte. |
1. Réduction du nombre de composants
La réduction du nombre de composants est le principe le plus efficace du DfA. Chaque pièce supplémentaire accroît la complexité des processus, introduit un point de défaillance potentiel et alourdit le devis quantitatif.


Cependant, il faut équilibrer la réduction du nombre de pièces et les contraintes de fabrication : l’intégration de fonctions ne doit pas générer des composants impossibles à produire ou économiquement non viables.
Pour identifier les candidats à l’élimination ou à l’intégration, les ingénieurs doivent poser trois questions fondamentales pour chaque composant :
- Mouvement relatif : cette pièce doit-elle être mobile par rapport à d’autres composants ? (par ex. : un volant de direction).
- Nécessité de dissociation des matériaux : cette pièce nécessite-t-elle un matériau différent de celui de la pièce adjacente ? (par ex. : un joint en caoutchouc sur un boîtier en acier).
- Maintenabilité : cette pièce doit-elle être amovible pour les phases de montage ou d’entretien ?
Si la réponse à ces trois questions est « non », la pièce est une excellente candidate pour une intégration dans un composant adjacent.
2. Éléments d’autopositionnement
Le DfA vise à supprimer la nécessité d’un alignement manuel de précision. Les pièces à autopositionnement utilisent leur géométrie pour s’insérer dans la position correcte sans nécessiter de fixations ou d’outils d’alignement supplémentaires.
Les caractéristiques courantes incluent :
- Chanfreins et fraisures : Bords coniques sur les goupilles ou les trous qui guident l’insertion, même en cas de léger défaut d’alignement.
- Plots et rainures : Des éléments d’appariement qui limitent physiquement le mouvement vers la position prévue.
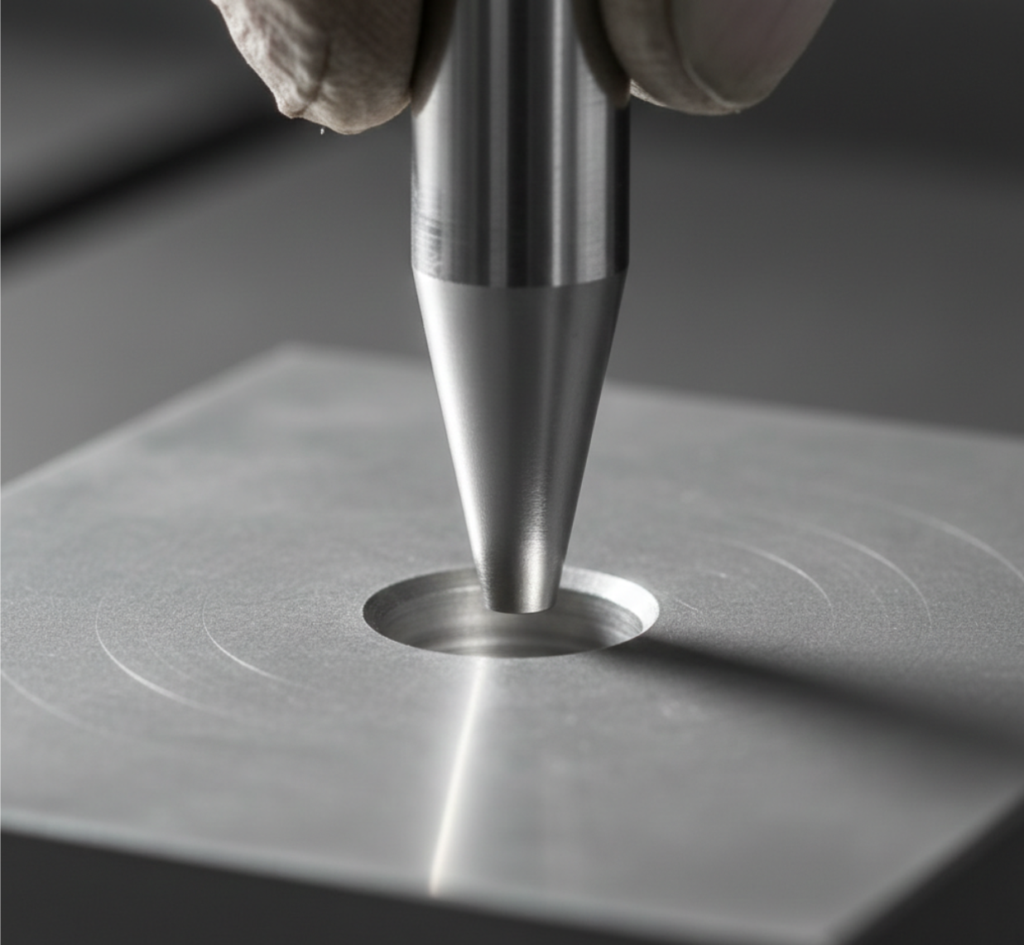
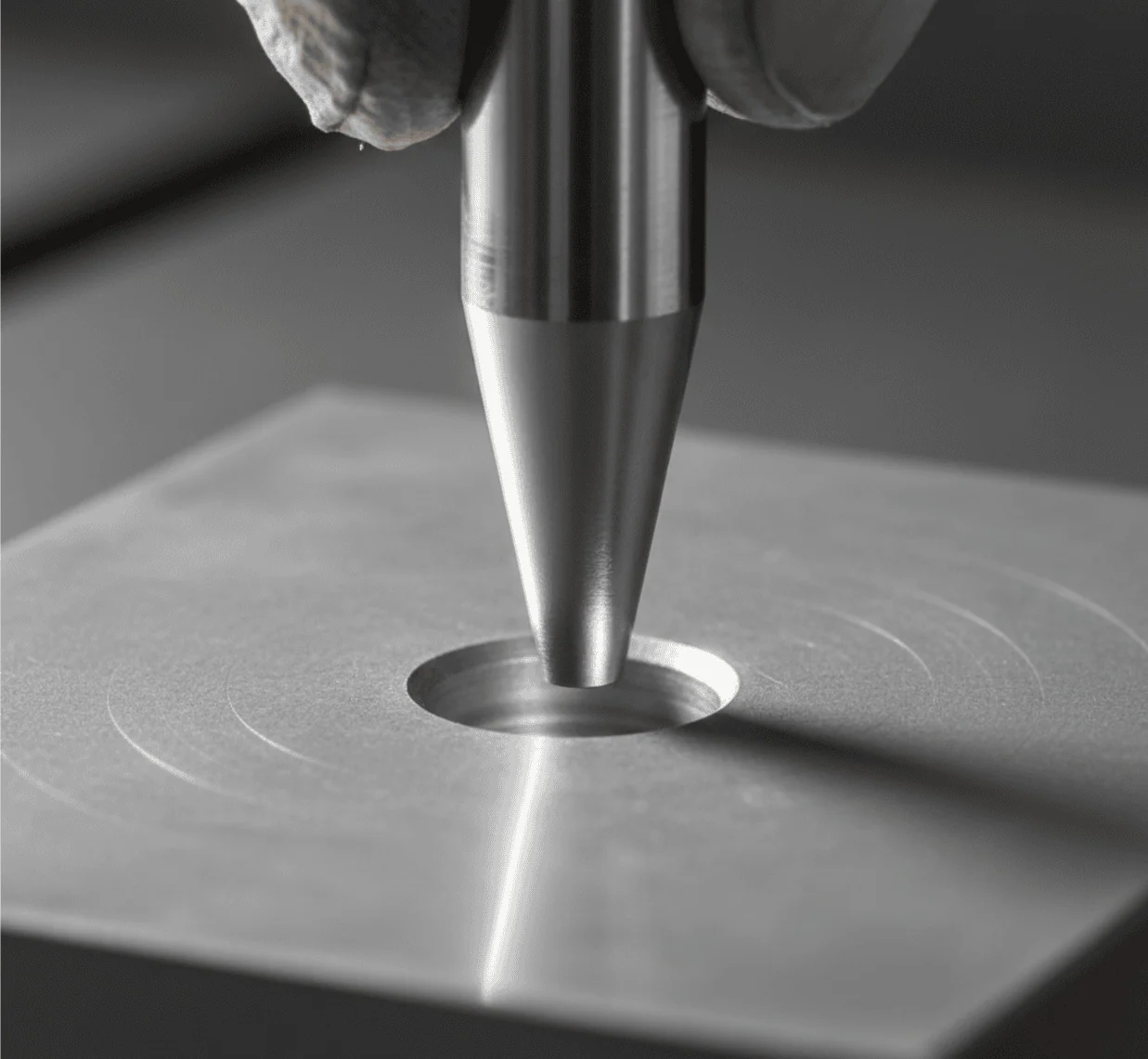
Dans l’exemple ci-dessous, où deux pièces sont fixées pour l’étape suivante de soudage, la pièce supérieure est symétrique. Si elle ne l’était pas, les languettes devraient également avoir des longueurs différentes pour créer un dispositif de détrompage permettant l’assemblage selon une orientation unique et correcte.
3. Éléments de fixation
Les fixations filetées (vis, écrous, boulons) sont réputées pour augmenter le temps d’assemblage et le taux de défectuosité. Elles nécessitent souvent des rondelles, des outils spécifiques et des réglages de couple précis.

Where poDans la mesure du possible, le DfA encourage le remplacement des fixations distinctes par des fonctions intégrées :
- Encliquetages : Permettent d’assembler les pièces par un mouvement linéaire unique. Les types de liaisons par encliquetage incluent les encliquetages en porte-à-faux, par torsion et annulaires.
- Adhésifs et Soudage : Pour les assemblages permanents, le soudage par ultrasons ou le collage permettent de supprimer totalement la quincaillerie.
Note : Les fixations intégrées ne constituent pas une solution universelle. Les vis restent privilégiées pour les applications à forte charge ou les assemblages nécessitant des démontages non destructifs fréquents.
Tableau de sélection des fixations
| Mode d’assemblage | Vitesse d’assemblage | Désassemblage | Impact en matière de coût | Indice DfA |
| Éléments de fixation filetés (vis/boulons) | Cadence lente (Forte intensité de main-d’œuvre) | Facile (non destructif) | Élevé (nécessite un inventaire du matériel) | ⭐ |
| Encliquetages (Plastique/Métal) | Rapide (un mouvement) | Difficile (peut être conçu pour cela) | Faible (gratuit avec une pièce) | ⭐⭐⭐ |
| Adhésifs/soudages | Moyen (Temps de polymérisation) | Impossible (destructif) | Faible/Moyen (consommable) | ⭐⭐ |
| Rivets | Rapide | Difficile (Extraction par perçage) | Faible | ⭐⭐ |
4. Symétrie et asymétrie des composants
Les designs symétriques permettent d’utiliser les pièces dans plusieurs orientations et de les assembler de différentes manières. Cette conception réduit les risques de défauts d’alignement ainsi que le temps consacré à la réorientation ou à l’identification de la position correcte.
La symétrie des pièces permet d’utiliser les mêmes outillages lors de l’assemblage, réduisant ainsi les coûts liés à la multiplication d’outils spéciaux.
Si un design symétrique compromet la fonction du produit, la première alternative consiste à intégrer des éléments d’auto-orientation. Si cela s’avère impossible, il est impératif d’incorporer des indicateurs d’asymétrie explicites.
Cette opération repose sur l’utilisation de repères visuels : marquages, étiquetage, ou contrastes de couleurs, de géométries et de textures. Ces repères servent à mettre en évidence l’asymétrie, garantissant l’orientation correcte de la pièce et évitant ainsi les erreurs d’assemblage dues à une confusion.
5. Tolérances raisonnables
Aujourd’hui, les outils modernes de génie mécanique permettent d’atteindre des tolérances en fabrication extrêmement serrées. Cependant, l’obtention de tolérances précises est coûteuse et chronophage, et des ajustements inutilement serrés augmentent le temps d’assemblage.
La méthode DfA privilégie un intervalle de tolérance maximal, sous réserve de préserver l’intégrité fonctionnelle du produit.
Le DfA intègre également l’analyse de cumul de tolérances. Ce processus examine l’influence du cumul des tolérances des composants individuels sur la tolérance finale de l’ensemble. Les méthodes d’analyse de cumul de tolérances incluent l’analyse au pire des cas et l’analyse statistique.
L’analyse de cumul de tolérances est effectuée lors du DfA pour garantir que la somme des tolérances (aux limites supérieure et inférieure) reste dans l’intervalle de tolérance autorisé pour l’assemblage. Par exemple, si la somme des tolérances est inférieure à la plage spécifiée, un jeu apparaîtra entre les pièces assemblées.
6. Design modulaire
Pour les produits complexes, le DfA préconise de décomposer le design en sous-ensembles ou modules distincts.
- Les modules peuvent être assemblés et testés simultanément sur différentes lignes en production parallèle, réduisant drastiquement le temps d’assemblage final.
- Les modules standards (par ex. un bloc d’alimentation) peuvent être réutilisés sur différentes gammes de produits, créant ainsi des économies d’échelle.
7. Standardisation
Un autre objectif clé du DfA est d’utiliser des outils, des pièces et des interfaces communs pour l’ensemble de l’assemblage et de la gamme de produits.
L’utilisation de composants standards disponibles dans le commerce réduit la complexité des stocks et les coûts d’outillage.
- Concevez l’ensemble du produit pour utiliser une taille de tête de vis unique afin d’éviter les changements d’outils.
- Utilisez la même longueur de vis pour tout l’assemblage afin d’éviter qu’un opérateur n’installe une vis « courte » dans un trou « profond ».
En substance, il s’agit de transformer l’assemblage en une opération répétable et prévisible, plutôt qu’en une tâche de résolution de problèmes.
8. Assemblage de haut en bas
L’assemblage vertical, ou « de haut en bas », est une pratique DfA recommandée car la gravité facilite le processus.

Cela simplifie l’assemblage manuel en réduisant le besoin de montage, de réorientation et de maintien, permettant ainsi au produit de rester stable. Cela profite également aux lignes automatisées en améliorant la fiabilité, en réduisant la complexité de l’outillage et en garantissant des temps de cycle constants.
Le principal avantage réside dans la réduction des manipulations, des changements d’orientation et de la complexité globale.
9. Facilité de manipulation
Si une pièce est difficile à saisir, cela ralentit la cadence de la ligne de production. Le DfA prend en compte la manipulation physique de chaque composant :
- Les pièces « ouvertes », telles que les clips en C ou les ressorts à extrémités libres, ont tendance à s’imbriquer et à s’emmêler dans les bacs de stockage. Un design avec des boucles fermées permet d’éviter ce phénomène.
- Les pièces trop petites, glissantes ou tranchantes nécessitent des pincettes ou des gants, ce qui allonge chaque cycle d’assemblage.
De plus, des pièces faciles à manipuler facilitent l’assemblage automatisé.
10. Détrompage (Poka-Yoke)
Le DfA intègre les principes de Poka-Yoke (détrompage) pour rendre tout assemblage incorrect physiquement impossible.

- Clés physiques : Concevoir des connecteurs (comme les prises USB ou les compartiments à piles) qui ne s’insèrent physiquement que dans un seul sens.
- Fonctions d’interférence : Ajouter des languettes ou des blocs d’arrêt qui empêchent le logement d’une pièce si celle-ci est inversée.
- Indices visuels : Utiliser des codes couleurs ou des repères d’alignement pour guider les opérateurs.
- Intégrer des mécanismes de sécurité pour interrompre l’assemblage lorsqu’une pièce est mal positionnée ou orientée.
- Mécanismes d’arrêt automatique : Systèmes de contrôle bloquant la chaîne de montage en cas de défaut d’alignement ou d’inversion de composant.
Avantages du design pour l’assemblage
L’application de la méthodologie DfA offre des avantages considérables sur l’ensemble du cycle de vie du produit, de l’atelier de fabrication jusqu’à l’utilisateur final.
| Avantage clé | L’essentiel |
| Réduction de coût | Réduit drastiquement les coûts de main-d’œuvre, d’outillage, de rebuts et les frais généraux en minimisant le nombre de composants. |
| Une fabrication optimisée | Limite les défauts d’assemblage et optimise le taux de conformité directe (FPY) |
| Une chaîne d’approvisionnement optimisée | Standardise les variantes de pièces, ce qui limite le panel de fournisseurs et fluidifie la chaîne logistique. |
| Une production plus rapide | Réduit les temps de cycle et augmente la cadence globale de la ligne. |
| Aptitude à l’automatisation | Optimise la géométrie des pièces pour faciliter la préhension robotisée et l’intégration sur les lignes d’assemblage automatisées. |
| Maintenance simplifiée | Facilite le démontage pour simplifier les réparations et la maintenance après-vente. |
| Qualité et fiabilité | Réduit les taux de défectuosité à long terme en minimisant les points de défaillance potentiels. |
| Durabilité | Diminue l’empreinte énergétique et matérielle, et s’aligne naturellement avec les principes de design pour le désassemblage pour faciliter le recyclage en fin de vie. |
Réduction de coût
La diminution des coûts constitue l’avantage le plus tangible de la démarche DfA. En minimisant le nombre de composants et en simplifiant les opérations, les dépenses sont réduites dans plusieurs catégories :
- Main-d’œuvre : Des assemblages plus simples nécessitent moins de temps de main-d’œuvre et réduisent le temps de formation des opérateurs.
- Inventaire : La normalisation permet de diminuer de manière significative la variété des pièces stockées. Par exemple, limiter les éléments de fixation aux seuls boulons M6x10 et M6x20 réduit le nombre de bacs de stockage, d’outils et de références SKU nécessaires.
- Outillage: L’élimination des composants spécifiques réduit le besoin de montages d’usinage, de gabarits et d’outils personnalisés coûteux.
- Rebuts et déchets : La réduction du nombre de pièces et la simplification des assemblages limitent les risques d’erreurs de montage pouvant entraîner des rebuts de matières ou des modifications de design.
- Frais généraux : L’accélération et la fluidification du montage diminuent les coûts indirects, notamment les fluides (électricité, air comprimé) et la supervision de production.
Une fabrication simple et efficace
La méthodologie DfA permet de fluidifier naturellement le processus de fabrication. Avec moins de composants à manipuler et des interfaces standardisées, les risques d’erreurs de montage sont drastiquement réduits. Cela conduit à un meilleur taux de conformité directe (FPY), représentant la proportion de produits validés au contrôle qualité sans passer par une phase de retouche.

Une chaîne d’approvisionnement optimisée
Un produit optimisé par la démarche DfA avec des composants standardisés repose sur un nombre restreint de pièces uniques, ce qui se traduit souvent par une réduction du panel de fournisseurs. Cette consolidation simplifie les échanges, réduit la complexité logistique et permet de raccourcir l’ensemble de la chaîne d’approvisionnement.
Si la concentration du panel de fournisseurs facilite la gestion, il reste essentiel de ne pas s’appuyer sur un fournisseur exclusif pour les pièces stratégiques, afin d’éviter un risque de rupture d’approvisionnement lié à une source unique.
Accélération des délais de production
Chaque composant supprimé représente une étape de moins sur la ligne d’assemblage. Le DfA réduit directement les temps de cycle, augmentant ainsi la cadence de production. Cette réactivité accroît la flexibilité de production, permettant de s’adapter rapidement aux variations de la demande.
Production de masse et assemblages automatisés
En complément d’une fabrication optimale des pièces, la simplification et l’accélération du processus d’assemblage sont des impératifs clés pour la production de masse.
La simplification du montage favorise l’automatisation, notamment via l’usage de robots dotés d’outils de préhension tels que des ventouses ou des pinces à trois doigts. Cela nécessite de concevoir le produit en fonction de l’équipement, ce qui inclut des caractéristiques spécifiques telles que des surfaces lisses, indispensables à la préhension par aspiration.
Cependant, une production à haut volume ne nécessite pas systématiquement un recours à l’automatisation. L’application des principes de DfA garantit une production de masse efficace, même lorsque l’assemblage est essentiellement manuel.
En pratique, de nombreux produits contemporains adoptent une approche hybride, en appliquant l’automatisation de manière sélective. Par exemple, dans l’électronique grand public, l’électroménager et les sous-ensembles automobiles, l’assemblage final (et parfois certaines étapes intermédiaires) reste fréquemment manuel. Cette approche offre une flexibilité accrue, une gestion optimisée des écarts et un contrôle qualité amélioré.

Maintenance simplifiée
De nombreux principes favorisant la simplicité d’assemblage se retrouvent également dans la méthodologie du Design pour la maintenance. C’est un aspect crucial pour faciliter les opérations d’entretien. La possibilité de désassemblage est le premier impératif, immédiatement suivie par sa facilité.
Qualité supérieure et fiabilité
Les produits dont l’assemblage est simplifié présentent des taux de défectuosité inférieurs, car les risques d’erreurs lors de la fabrication sont réduits. En outre, ces produits affichent une meilleure tenue dans le temps en raison d’un taux de défectuosité moindre et d’une probabilité réduite de panne causée par la rupture d’éléments d’assemblage ou de liaison.
Avantages en matière de durabilité
La réduction du nombre de composants permet de limiter l’utilisation de matériaux et l’énergie consommée durant la production. De plus, le DfA s’aligne souvent sur le design pour le désassemblage, facilitant ainsi le désassemblage des produits pour leur recyclage en fin de vie.
Mise en œuvre du design pour l’assemblage
Une mise en œuvre efficace du DfA doit suivre une procédure structurée, comprenant les étapes suivantes :
1. Intégration précoce du DfA
Le DfA est particulièrement efficace lorsqu’il est appliqué dès la phase de design initiale. L’intégration précoce des contraintes d’assemblage, via une collaboration entre les équipes de design, d’ingénierie et de production, permet d’éviter des refontes du design coûteuses ultérieurement. Il est bien moins cher de supprimer une ligne sur un plan CAO que de réoutiller une ligne de production.
2. Réalisation d’une analyse DfA (méthode Boothroyd-Dewhurst)
Les ingénieurs s’appuient souvent sur des méthodologies établies pour quantifier l’efficacité de l’assemblage. La méthode Boothroyd-Dewhurst constitue le standard industriel de référence, s’articulant autour de trois analyses clés :
- Nécessité de la pièce : Cette pièce peut-elle être éliminée selon les trois questions fondamentales du DfA (Mouvement relatif ? Différence de matériau ? Nécessité de service ?) ?
- Analyse de la manutention : Quel est le temps requis pour saisir, orienter et déplacer la pièce ?
- Analyse du montage : Quel est le temps requis pour insérer et maintenir le composant en place ?
L’objectif est de calculer l’indice d’efficacité DfA :
Indice d’efficacité DfA = (Minimum théorique de composants × 3 secondes) / Temps de montage global estimé
(Note : 3 secondes correspondent au temps théorique idéal pour manipuler et insérer une pièce standard).
L’utilisation de solutions logicielles de DfA, comme DFA Product Simplification Software, permet de mesurer l’efficacité du montage et d’identifier les composants pouvant être fusionnés.
3. Création des schémas de flux de montage
Les équipes de design créent des diagrammes de flux afin de définir l’ordre complet des opérations de montage. Ces diagrammes font office de manuel visuel, mettant en évidence les goulots d’étranglement potentiels, les orientations complexes ou les étapes où l’accessibilité est restreinte. L’identification de ces « points critiques » dès la phase théorique permet d’apporter des corrections avant même l’étape du prototypage.
4. Prototypage et tests
Des tests physiques sont essentiels et doivent être conduits. Les prototypes doivent être assemblés dans des conditions réalistes, en faisant appel soit à des opérateurs de ligne, soit à des systèmes robotisés. Cette étape pratique est cruciale car elle révèle fréquemment des problèmes concrets (tels que la fatigue musculaire ou un dégagement d’outil insuffisant) que les simulations CAO standard ne peuvent prédire.
5. Assemblage automatisé vs assemblage manuel
Le DfA aide à déterminer le mode d’assemblage optimal en fonction du volume de production et de la complexité du produit.


- Automatiser une production à petite échelle coûte cher : cela impose de repenser le design, d’investir dans de l’outillage spécifique et de former les opérateurs à de nouvelles compétences.
- La complexité du processus d’assemblage (manuel, automatisé ou hybride) doit être évaluée afin de déterminer l’option présentant le degré de complexité le plus faible.
- L’assemblage automatisé réduit généralement les erreurs, mais offre moins d’adaptativité et de réactivité aux changements par rapport à l’assemblage manuel.
- En raison de la liberté de mouvement limitée des bras robotisés, les spécifications de design et l’outillage doivent être précisément adaptés aux capacités opérationnelles spécifiques des robots.
6. Affinement itératif
Le DfA n’est pas une étape ponctuelle, c’est un cycle. Après les essais et l’analyse des coûts, le design est affiné et l’indice DfA est recalculé. Cette boucle itérative est maintenue jusqu’à convergence entre les contraintes fonctionnelles et les impératifs économiques de production.

Le lien entre le DfA et les autres méthodes DfX
Le DfA (Design pour l’assemblage) est indissociable des autres méthodes DfX. Le DfA est un pilier central du cadre DfX (Design for Excellence), agissant comme l’interface entre la fabrication des composants et la gestion du cycle de vie du produit.
- DfA vs. DfMS (Design pour la maintenance et l’aptitude au service) : Si le DfA se concentre sur l’assemblage initial, le DfMS privilégie la démontabilité. Cependant, les principes se chevauchent souvent. Un design modulaire utilisant des fixations par encliquetages facilitent l’assemblage, tout en accélérant le remplacement des composants (maintenance), à condition que les attaches soient non destructives.
- Design pour la chaîne d’approvisionnement : L’accent mis par le DfA sur la standardisation simplifie directement l’approvisionnement et réduit les risques liés aux stocks.
- Design pour l’Inspection : En simplifiant l’architecture du produit et en garantissant un accès direct aux connexions, le DfA crée naturellement des points de test accessibles pour le contrôle qualité.
Erreurs courantes en matière de design pour l’assemblage
Même les ingénieurs chevronnés peuvent commettre des erreurs lors de l’optimisation pour l’assemblage. Évitez ces erreurs courantes pour garantir une mise en œuvre réussie.

Sur-consolidation
Bien que la réduction du nombre de composants soit un objectif prioritaire, la fusion d’un trop grand nombre de fonctions en une seule pièce complexe peut s’avérer contre-productive. Si une pièce consolidée devient trop complexe à mouler ou à usiner, les coûts de DfM peuvent surpasser les économies réalisées en DfA.
Négliger les contraintes d’assemblage
Concevoir en vase clos sous CAO sans consulter les techniciens d’atelier est une erreur critique. Des éléments qui semblent simples à assembler sur écran (comme les vissages en aveugle) peuvent s’avérer être un véritable défi en atelier.
Priorité exclusive accordée à la vitesse.
L’optimisation axée exclusivement sur la vitesse d’assemblage (par ex : via des adhésifs bon marché) peut compromettre d’autres objectifs DfX, tels que la durabilité ou la maintenabilité. Le DfA doit être équilibré par rapport aux contraintes fonctionnelles du produit.
Négliger le cumul de tolérances
Une erreur fréquente consiste à supposer que les pièces seront toujours à leur taille nominale. Ne pas prendre en compte le cumul de tolérances dans un assemblage complexe peut entraîner des problèmes d’interférence provoquant l’arrêt de la production.
Le compromis entre maintenabilité et intégration
Le DfA favorise l’intégration (la combinaison de pièces), mais cela peut entrer en conflit avec le design pour la maintenance. Les ingénieurs doivent arbitrer entre vitesse d’assemblage et réparabilité.
- Soudage par ultrasons : un idéal du DfA. Zéro fixation, liaison instantanée, coût réduit. Inconvénient : Réparation non destructive impossible.
- Matériel traditionnel : bien que les éléments de fixation comme les vis soient la norme pour faciliter les mises à jour et les réparations, ils présentent l’inconvénient d’allonger considérablement les temps d’assemblage.
La décision repose sur la stratégie produit : s’agit-il d’un produit consommable à bas coût adapté au soudage, ou d’un actif à haute valeur ajoutée pour lequel la réparabilité est non négociable ?

Exemples concrets
Ces exemples illustrent la mesure dans laquelle les principes DfA ont transformé des industries entières.
L’IBM Proprinter
Dans les années 1980, IBM prévoyait initialement une usine hautement automatisée nécessitant des investissements massifs pour sa nouvelle imprimante. Cependant, l’analyse DfA a révélé que le design était, en réalité, le principal frein à la productivité.
En repensant l’imprimante pour un encliquetage par empilement vertical sans vis ni ressorts, ils ont obtenu un design si simple qu’un humain peut l’assembler en 3 minutes.
Cela a totalement éliminé le besoin de robots complexes, prouvant que la simplification l’emporte souvent sur l’automatisation.
Le walkman Sony
La dominance de Sony sur le marché de l’audio portable était largement due à une « stratégie de plateforme » ancrée dans le DfA. En concevant un mécanisme interne commun (module) optimisé pour un assemblage automatisé vertical…
Sony pouvait lancer des centaines de modèles de Walkman différents avec des coques externes uniques tout en utilisant le même corps de base performant. Cela a permis un passage à l’échelle rapide, une domination du marché pendant des décennies et de générer des revenus massifs dépassant le milliard de dollars.
Maîtriser l’état d’esprit de l’assemblage
Le DfA (Design pour l’assemblage) constitue une stratégie essentielle qui intègre des considérations d’assemblage dans la phase de conception préliminaire. En tant que stratégie DfX majeure, le DfA réduit significativement le coût de revient, améliore la qualité et booste la rentabilité ainsi que la satisfaction client.
Le DfA simplifie l’automatisation future ainsi que les processus de mise au rebut et de recyclage. Bien que ce texte se concentre sur le DfA, il est vivement recommandé de le coupler au Design pour la fabrication (DfM) ; l’alliance du DfA et du DfM constitue le levier le plus puissant pour une fabrication globale.





Comment(0)