 Europe
Europe  Türkiye
Türkiye 


Quand le format de bureau ne suffit plus
J’ai commencé avec un objectif modeste : une machine compacte, au format bureau, capable d’usiner de l’aluminium. Cependant, en avançant dans ma conception sur Fusion 360, la réalité technique de l’usinage de l’acier m’est apparue comme une évidence : la stabilité exige de la masse.
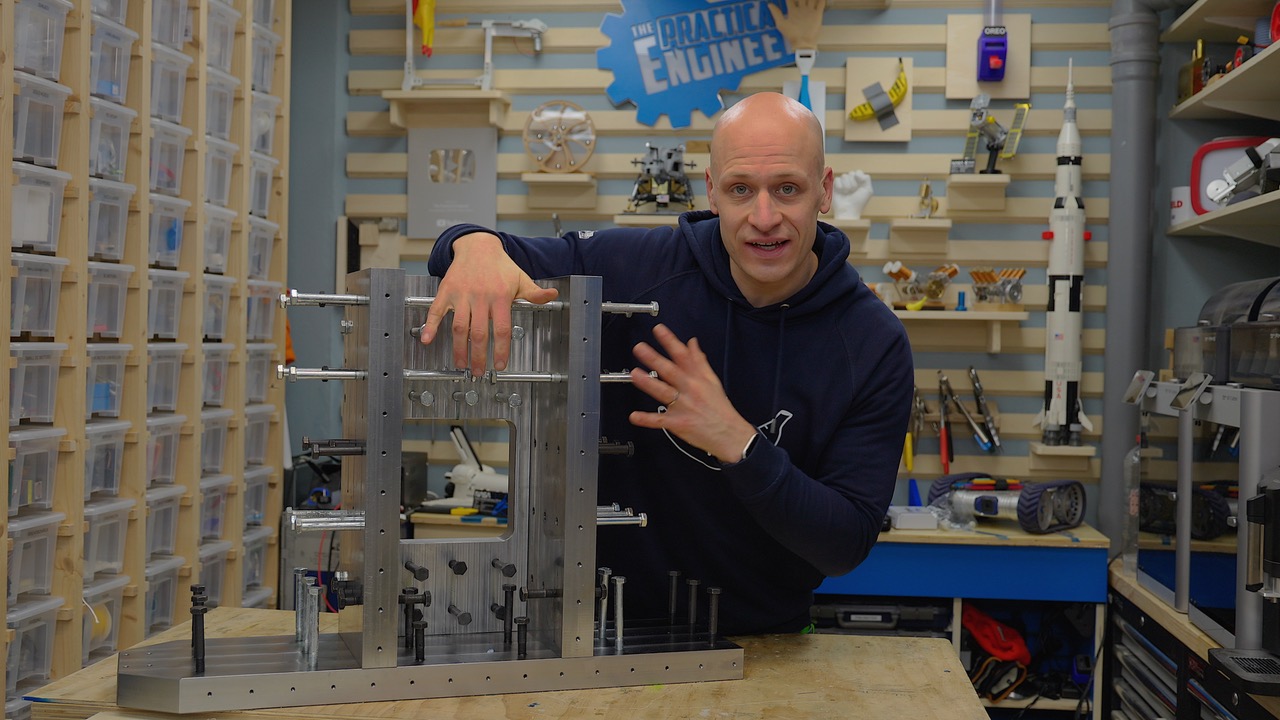
Ce qui n’était au départ qu’un concept léger s’est transformé en un colosse de 400 kg. La base de la machine est désormais une structure fermée intégrant :
- Acier de construction S355 : choisi pour sa fiabilité et sa résistance.
- Plaques de 40 mm d’épaisseur : pour garantir une rigidité maximale face aux efforts de coupe multi-axes.
- Remplissage en BFUP (Béton fibré à ultra-hautes performances) : ajouté au bâti en acier pour augmenter la masse totale et assurer un amortissement structurel essentiel.
Stratégie de conception : pièces fraisées ou soudage
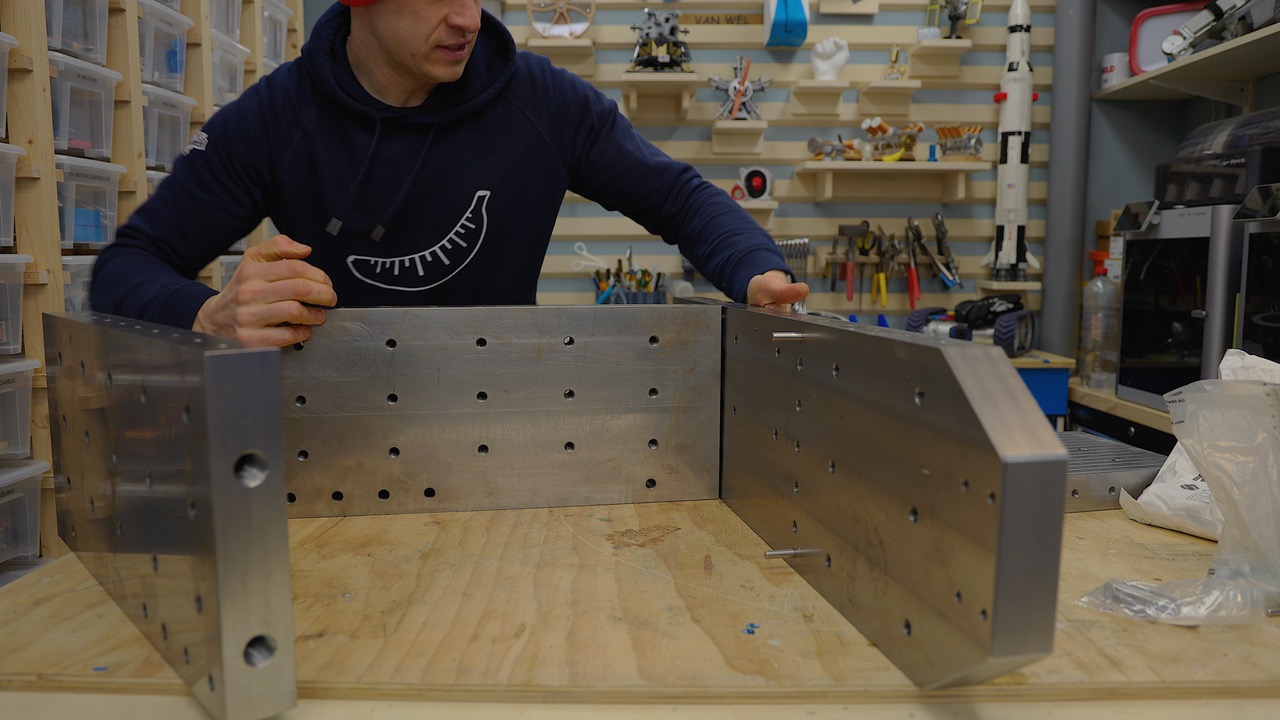
Je savais que la déformation thermique causée par le soudage est un défi courant sur les grands bâtis en acier. Pour maintenir ma résolution de commande cible de 0,01 mm, j’ai opté pour une approche mieux maîtrisée : j’ai construit la structure à partir de plaques d’acier fraisées avec précision.
En usinant moi-même toutes les surfaces critiques — y compris les faces de montage des rails de guidage linéaire et les plans de référence —, j’ai réduit les « inconnues » souvent présentes dans les assemblages soudés. Ce choix pragmatique m’a donné un point de départ prévisible, garantissant le parallélisme de mes rails et empêchant mes axes de subir des précontraintes involontaires.

Axes X, Y et Z : priorité à la rigidité
Alors que de nombreuses machines de bureau se concentrent sur la réduction de la masse en mouvement pour gagner en vitesse, j’ai adopté la philosophie inverse. J’ai dimensionné mes plaques de chariots et mes supports moteurs de manière prudente plutôt que de les optimiser à l’extrême pour gagner en poids.
Compromis de performance :
- Avances rapides cibles : 10 000 à 15 000 mm/min.
- Accélérations cibles : 1 000 à 2 500 mm/s².
La logique : « Je préfère avoir plus de masse et des performances dynamiques légèrement inférieures plutôt qu’une structure légère qui sacrifie la rigidité ». En acceptant des chariots plus lourds, j’ai augmenté la résistance de la machine aux charges latérales et de torsion, spécifiques à l’usinage 5 axes., I increased the machine’s resistance to the lateral and torsional loads unique to 5-axis machining.


Retours d’expérience en atelier
Le passage à l’ingénierie lourde a mis en lumière plusieurs leçons clés pour tout concepteur cherchant à approvisionner ou construire des machines sur mesure :
- Cumul des tolérances : usiner les surfaces de montage directement dans des plaques épaisses limite les erreurs introduites par la multiplication des interfaces de composants.
- Compatibilité thermique : l’association de l’acier et du BFUP s’avère efficace, car leurs coefficients de dilatation thermique sont très proches, ce qui réduit les contraintes internes lors des variations de température.
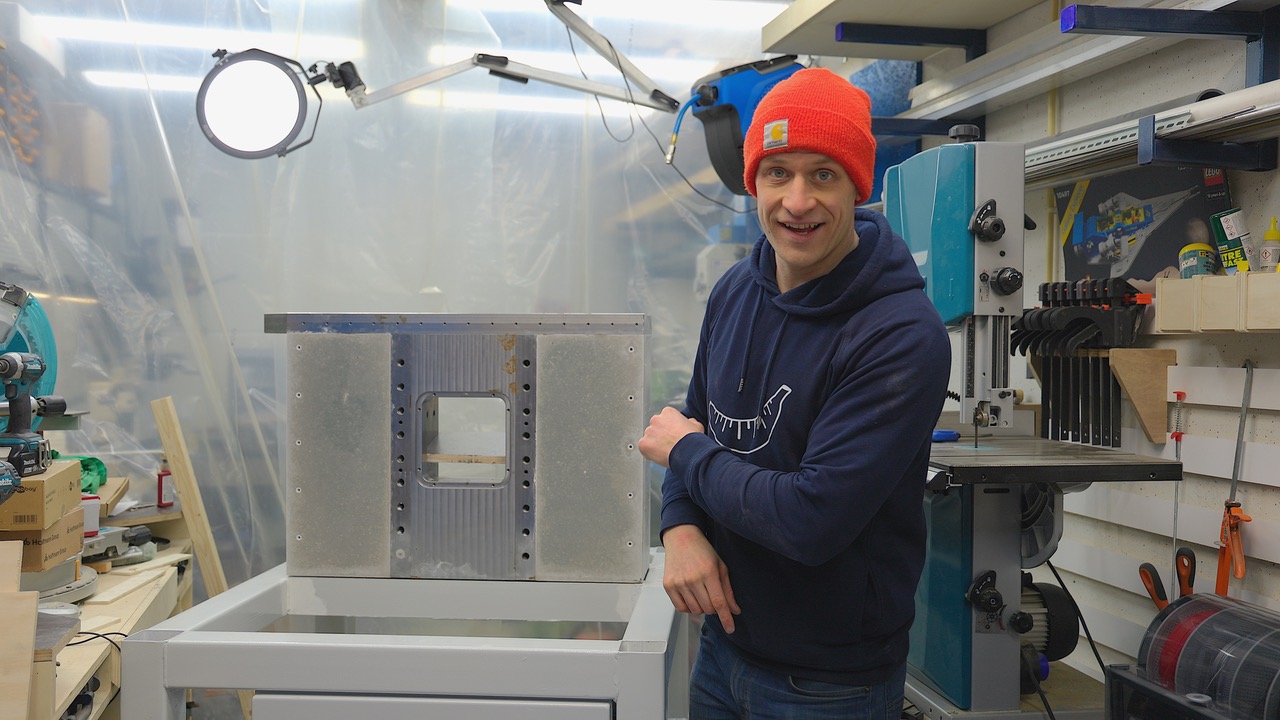
- La préparation est essentielle : de petits oublis, comme le fait de ne pas boucher les trous taraudés avant de couler le béton, peuvent entraîner un important travail de nettoyage par la suite.

Prochaines étapes
Avec un bâti de 400 kg désormais pris et des composants d’axes robustes fraîchement usinés, je dispose aujourd’hui d’une « plateforme mécaniquement saine ». Je suis prêt pour la phase suivante : le réglage des servomoteurs et la confrontation de mes vitesses théoriques aux vibrations et résonances du monde réel.
Pour moi, l’enjeu de ce projet ne se résume pas à la course aux performances extrêmes ; il s’agit avant tout de poser les fondations d’un système où mes calculs théoriques rencontrent enfin les limites pratiques.
Partagez votre expérience en ingéniérie ou de conception de produits

Partagez votre expérience !
Partagez votre expérience en ingéniérie ou de conception de produits et recevez une compensation de 300€ à faire valoir sur vos pièces ! Présentez vos solutions innovantes et vos meilleures pratiques à notre communauté.
Partagez votre expérience en ingéniérie ou de conception de produits
- Nous recherchons des témoignages à propos de solutions d’ingénierie mécanique innovantes, de conception et de développement de composants mécaniques ou de création de produits de pointe.
- Notre équipe vous aidera à préparer votre témoignage et à le traduire en plusieurs langues.
- De plus, vous recevrez en contrepartie 300 EUR à faire valoir sur le site de Xometry, après la publication de votre témoignage*.
Erreur : Formulaire de contact non trouvé !





Comment(0)