 Europe
Europe  Türkiye
Türkiye 


La PDG et cofondatrice de Neuramill, Nistha Mitra, nous a expliqué pourquoi la programmation CNC constitue toujours un goulot d’étranglement, ce que signifie capturer le savoir-faire empirique d’une entreprise dans un logiciel, et comment son équipe développe un véritable « copilote » pour les opérateurs d’usinage.
La programmation CNC : un problème de physique des corps libres
Quel est le problème actuel avec la programmation CNC ?
Je considère la programmation CNC comme un problème de physique des corps libres qui exige une expertise très pointue en modélisation 3D, en science des matériaux et en tout ce qui concerne l’usinage. Malheureusement, toutes ces connaissances résident dans la tête d’une personne et il est très difficile de les transmettre à quelqu’un d’autre. Il faut environ dix ans à un programmateur CNC junior pour maîtriser véritablement ce processus.
De plus, il n’existe aucun moyen structuré de capturer ce savoir « tribal » (empirique) et de le rendre reproductible. Lorsqu’un opérateur expérimenté quitte l’entreprise, il emporte toutes ces connaissances avec lui.
Pouvez-vous nous en dire un peu plus à ce sujet ?
Avec le temps, un opérateur apprend à analyser le fichier CAO, le fichier STEP et le tolérancement géométrique et dimensionnel (GD&T) provenant du bureau d’études. Sur cette base, il peut déterminer si une pièce est usinable ou non, et quelle combinaison de matériaux, de machines et d’outils permettra de la produire conformément aux spécifications.
Dans ce processus, il y a tellement de nuances. Des centaines de types d’outils, différents revêtements, un nombre variable de dents, de longueurs, de diamètres… Quel outil convient pour quelle opération ? Si votre tolérance est élevée ou faible, votre séquence d’opérations change du tout au tout. Dans le simulateur, l’enlèvement de matière semble parfait, mais dans la vie réelle, si vous retirez de la matière trop rapidement près du centre de masse, la pièce entière peut se déformer.
Un opérateur junior ne le sait pas. Un expert, en revanche, a rencontré ces problèmes sur le terrain et c’est pourquoi il sait qu’il ne faut pas évider une grande cavité d’un seul coup.
Et le pire, c’est que personne ne consigne ces erreurs. Je ne peux pas apprendre de vos erreurs et vous ne pouvez pas apprendre des miennes. Nous commettons tous les mêmes erreurs, encore et encore. La solution réside dans une couche d’intelligence capable de capturer ces décisions afin de conserver les connaissances accumulées.
Pourquoi les systèmes FAO existants ne peuvent-ils pas résoudre ce problème ? Ils disposent pourtant de la reconnaissance de caractéristiques (feature recognition).
Tout d’abord, la reconnaissance de caractéristiques n’est pas ce qu’il y a de mieux pour des pièces complexes. Nous avons passé beaucoup de temps à développer notre classificateur CAO interne et venons de réaliser un benchmark où nous avons surpassé la plupart de nos concurrents sur des pièces complexes à 5 axes.
Deuxièmement, les logiciels de FAO font exactement ce qu’ils promettent : de la FAO. Ils vous disent essentiellement : « Prends toutes les décisions, puis saisis-les dans le système ». Ils n’assistent jamais l’opérateur lorsqu’il prend ces décisions. Vous ne pouvez pas analyser un fichier CAO dans un système FAO avec le même niveau de détail qu’avec un logiciel pré-FAO.
Le système n’effectue aucune vérification physique. Par exemple, si vous utilisez un outil avec un revêtement AlTiN sur une pièce en aluminium, le matériau va se souder à l’outil. Le logiciel de FAO ne vous avertira jamais de cela. L’opérateur fait cette vérification mentalement. Et c’est exactement ce que nous apportons.
L’intelligence artificielle entre CAO et FAO
Alors, que fait exactement Neuramill ?
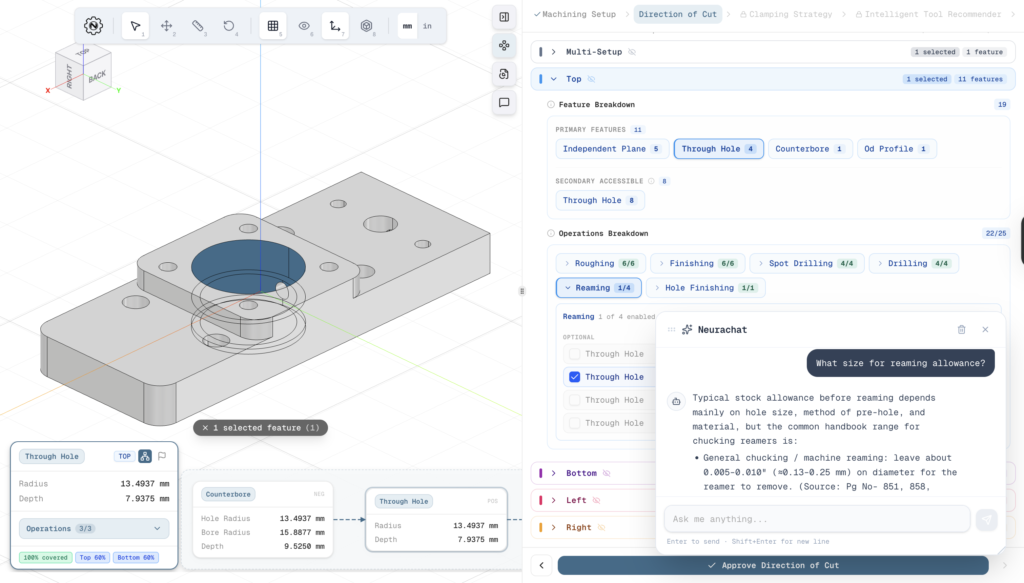
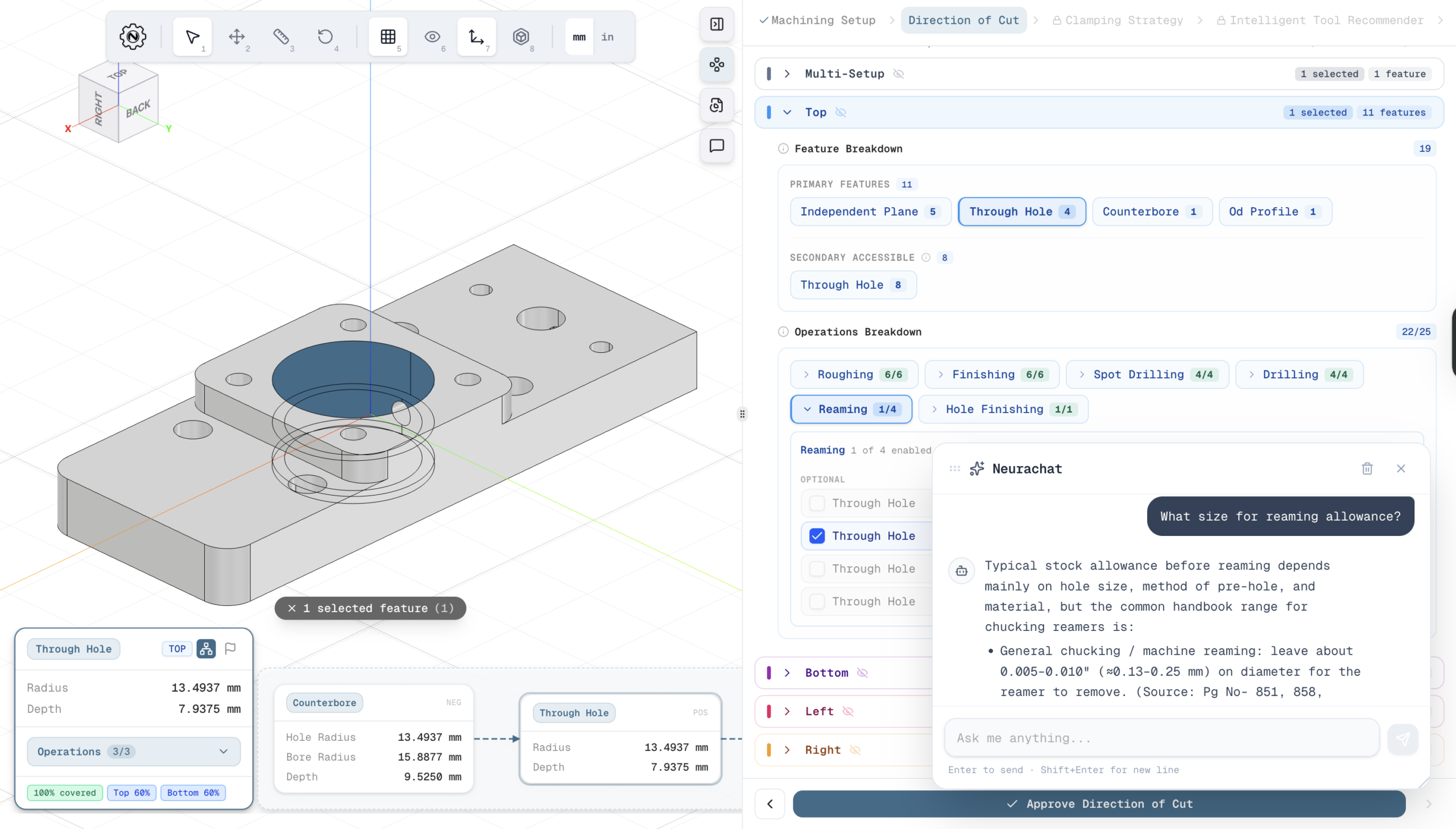
Nous sommes la couche d’intelligence entre l’intention d’ingénierie et les décisions de fabrication. Nous couvrons toutes les étapes entre la réception de la conception et la saisie du code de commande numérique (NC). Notre logiciel interprète la géométrie comme des caractéristiques physiques et une intention de fabrication, les associe à des opérations, des outils et des configurations valides, puis raisonne sous des contraintes telles que la tolérance, le comportement des matériaux et l’accès aux outils pour produire un plan de fabrication structuré.
Neuramill analyse une pièce complexe en quelques minutes, un processus qui prendrait autrement une vingtaine d’heures. Tout est basé sur vos préférences. Vous pouvez définir vos propres règles, qui seront reproductibles pour chaque tâche. Et une fois que vous êtes prêt, nous vous aidons également à automatiser la FAO. Nous disposons d’un plugin pour la FAO, mais nous fonctionnons également de manière indépendante, en tant que solution autonome (standalone).
Notre idée est de créer un véritable copilote pour l’opérateur CNC, pas seulement de faire de la FAO ou du pré-FAO. Nos futurs produits combleront le fossé, de la CAO jusqu’à la machine elle-même.
Quel est le résultat réel fourni par le système ?
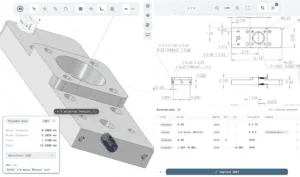
Notre produit actuel génère un plan de fabrication structuré : une séquence d’opérations basée sur votre stratégie de bridage (clamping), l’outil de votre bibliothèque à utiliser pour chaque opération, le temps nécessaire à chaque outil, ainsi que des recommandations logiques de vitesse de coupe et d’avance (speed and feed). Chaque décision est traçable. Le système affiche également des scores de confiance basés sur des pièces similaires du passé, afin que vos opérateurs puissent vérifier la fiabilité de chaque recommandation. Tout cela s’intègre directement à votre logiciel FAO.
Nous travaillons également sur un configurateur qui semi-automatise le parcours d’outil en fonction du comportement souhaité, de sorte que vous n’ayez plus à cliquer manuellement sur de multiples faces ni à sélectionner des stratégies.
Au cours du processus, nous vous fournissons également un tableau de bord des connaissances de l’entreprise. Supposons qu’un opérateur ait modifié la vitesse et l’avance d’une pièce, et que la pièce suivante soit très similaire. S’il l’a fait cinq fois de suite, à la sixième fois nous l’avertissons : « Vous avez réduit la vitesse et l’avance par rapport aux valeurs de référence pour les cinq dernières pièces similaires, vous devriez le faire à nouveau ». Il s’agit d’enregistrer le savoir empirique (tribal knowledge) et de le mettre à la disposition de tous les projets futurs.
Qu’est-ce qui constitue une pièce similaire, étant donné qu’il peut y avoir beaucoup de variations dans de petits détails ?
Il y a des éléments fondamentaux, bien évidemment. Vous pouvez avoir une pièce de géométrie identique, mais si l’une est en alliage de titane et l’autre en aluminium, cela modifie complètement les paramètres. Ensuite, il y a des caractéristiques telles que des poches ouvertes avec des trous à l’intérieur, des trous étagés avec lamage, des géométries complexes.
Nous avons discuté avec nos clients et défini la liste des éléments auxquels ils pensent réellement lorsqu’ils affirment que « c’est une pièce similaire ». Souvent, ces incroyables programmeurs CNC disent simplement : « Je le sais, c’est tout ». Et je leur réponds : « S’il vous plaît, dites-moi comment vous le savez ». Cela a pris du temps, mais nous avons réussi à coder ce qui se passe dans le cerveau d’un programmeur CNC.
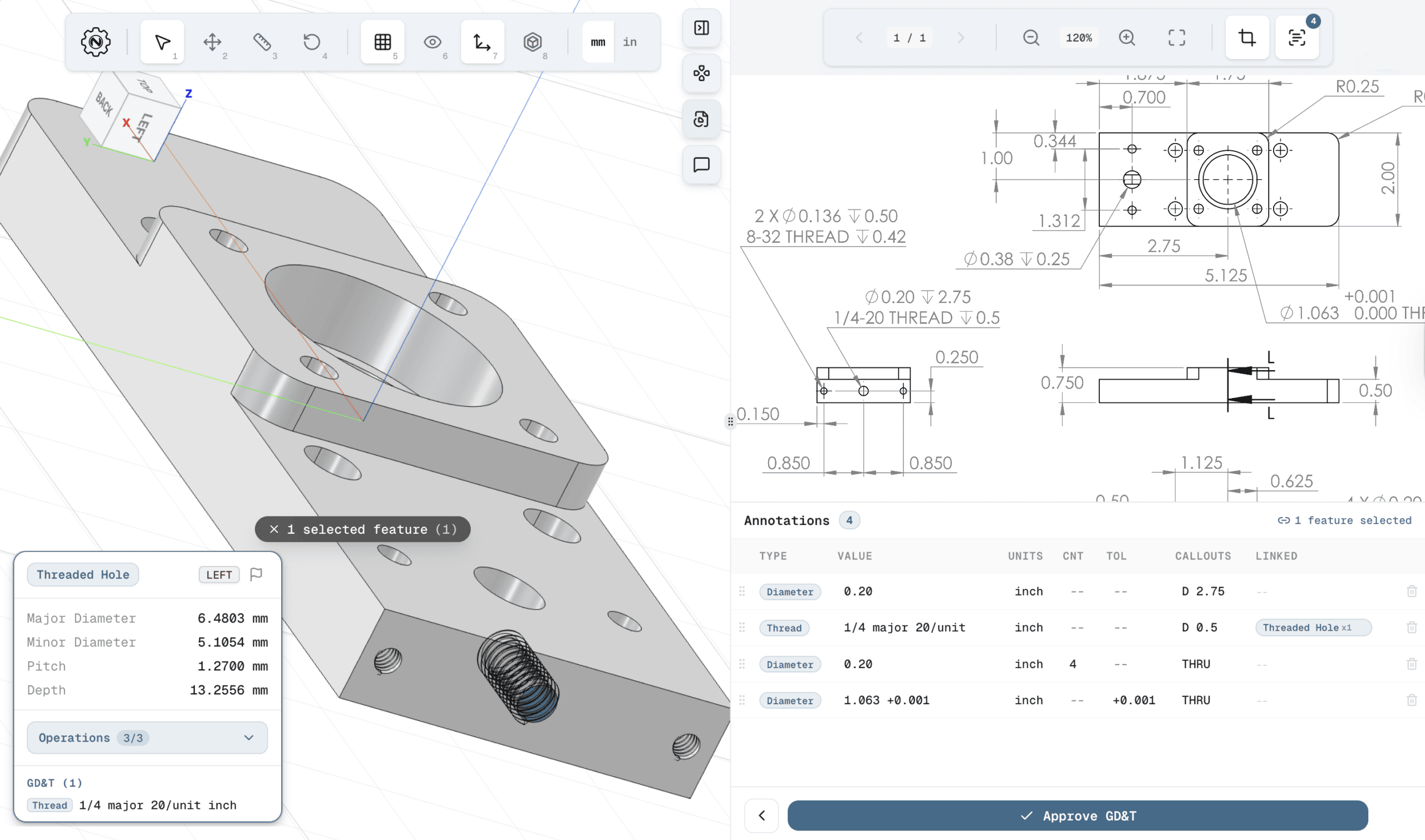
Comment les informations relatives au GD&T sont-elles intégrées dans le système ?
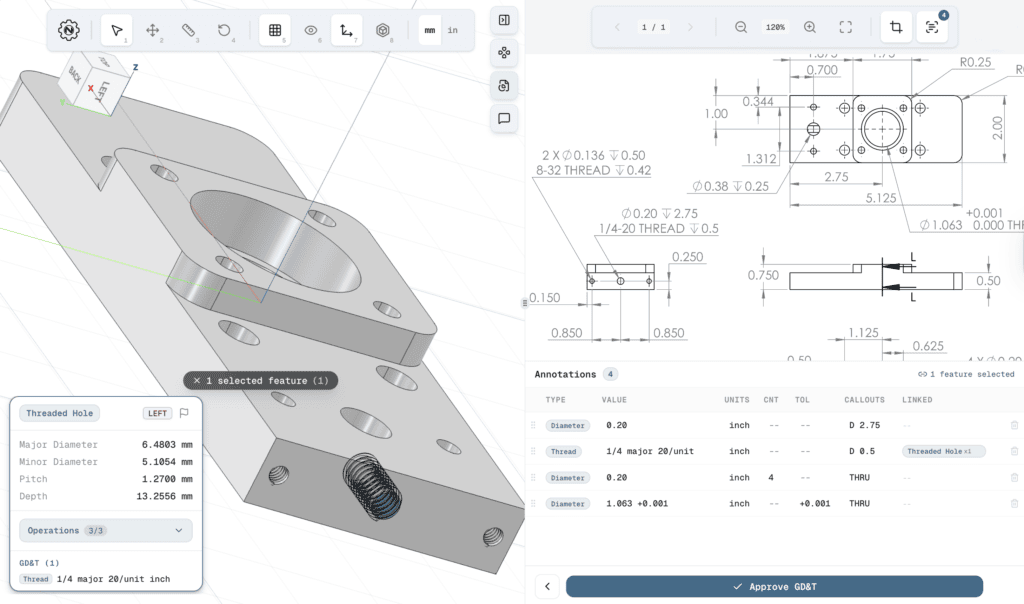
Nous disposons d’un modèle de vision artificielle qui extrait les différents cadres de contrôle et les annotations des plans. Vous pouvez ensuite les relier aux caractéristiques qui vous intéressent. Parfois, dans un fichier STEP, les filetages ne sont même pas modélisés (il n’y a qu’un trou lisse), alors que le plan indique qu’il est fileté. Dans notre logiciel, il suffit de connecter cette annotation au trou et nous transférons cette directive aux étapes suivantes du processus.
What role does the machinist still play?
I think there’s a lot of misconception about what AI will do to this industry. Being a CNC programmer is so complex, there are so many nuances, no AI can replace that. Our machinists review and approve every plan we generate. Every output is transparent and editable, not a black box.
There is a machinist shortage. Our software gives you a co-pilot so you can 10x your output. I see our software as the Iron Man suit that just lets these same experts do a lot more when fully equipped.
Focusing on Aerospace
Who is using Neuramill today?
We’ve started with smaller shops, ten to twenty million in revenue. We’re also onboarding a mid-cap enterprise, a space company.
What type of clients gets the most value?
Right now, high-mix work is benefiting the most because that requires a lot of unique setups. The volumes are secondary.
So we’re mostly focusing on aerospace and space right now. They have these complex 3+2 and five-axis parts that they have to program again and again.
What gets people in the door?
Smaller shops want toolpath automation. They’re in such a rush, they want a digital twin that creates toolpaths the way they do. Bigger companies care about that too, but they also care about the standardisation we provide.
They felt a huge pain during 2020 when so much of their workforce retired. They care about tribal knowledge collection, about setting policy for the entire shop so that twenty different people aren’t using twenty different strategies, making it hard to trace what went wrong.
Anything customers found more valuable than what they first signed up for?
A lot of them come in thinking we’re doing what CloudNC is doing. Then they see our software’s flow, which mirrors how a CNC machinist actually thinks about making a part – analysing it, connecting the GD&T, figuring out the material, the machine, the clamping strategy, and then the operations.
When they see that laid out as a standardised process, they realise their ten young programmers can trace the logic without having to ask the senior guy every time. They come for the toolpath. They stay for the entirety of pre-CAM to toolpath.
What CAM systems do you integrate with?
Currently we support Fusion, Mastercam, and NX is in production. We also have something in store that might make us agnostic of whichever CAM software you have.
Deployment in Days
What’s the pricing structure?
We do per-machine pricing and match the pricing with the business needs, so the final numbers will differ but we can talk about a range of $200 to $1000 per seat for a monthly subscription.
How long does deployment take?
I’d estimate anywhere from one to two days of onboarding to two weeks, depending on how messy the data is. And we almost do it for them.
We use a forward deployment engineering method. We’ve seen that shops struggle to get their data into the system and spend weeks on it. So we go to the shop, figure out how the data is stored. Some shops don’t have any structured data at all.
Bigger shops might have a vending machine or their own tool dataset. Smaller shops might just have a bunch of invoices. So we go and onboard your tools for you using a set of internal tools that lets us scrape, standardise and normalise the data and add it to your profile in a matter of days.
Where does the data live?
We’re cloud right now. But we’re also in conversation with some DoD organisations and we’re supporting on-prem. Within on-prem, there are different flavours. Some have their internal AWS systems, some literally have their own servers. We package it to work on both.
The Growth of the Intelligence Layer
This space looks quite competitive already.
I would honestly hope more competition comes in, especially from the younger generation. When you haven’t been in an industry too long, you don’t have a set way of doing things, and that’s where the unhinged solutions come from.
There’s a massive machinist shortage and reshoring is accelerating. How much does that drive demand for what you’re building?
We see it on a macro level as everyone’s talking about it, investors know about it, big manufacturing companies are raising exorbitant amounts of money to support reshoring.
And then we see it on a micro level in the form of the stress that a CNC programmer is going through because they have to produce parts to survive, but they only have 24 hours in a day. We’ve seen younger programmers stressed because they want to help but they don’t want to break a part, because that’s hundreds of dollars wasted. That’s kind of why we started this.
Will AI get to fully automating CNC programming?
If someone is saying AI will do everything from start to finish and they actually know what AI is, they’re just doing it for marketing. I cannot believe any actual AI scientist saying that. Being a CNC programmer is so complex, so many nuances, no AI can replace that. We will always need experts. We just want them to be 10x.
What does the future look like for Neuramill?
We’ll focus on CAM until the end of 2027. But we’re not doing things sequentially. I’ve hired machine learning interns and started R&D on reinforcement learning and simulation. Adding sensors to machines, getting the vibrations, understanding how heat in the internals changes based on the tools and toolpath you’re using. We’re researching that now so we can start thinking about deployment around 2028.
Any interesting AI companies in manufacturing you’d highlight?
I love Uptool. They figured out a broad horizontal pain point and have done a phenomenal job in providing an excellent user experience.





Comment(0)