 Europe
Europe  Türkiye
Türkiye 




La piegatura è uno dei processi più comunemente utilizzati per la formatura di componenti in lamiera. Consiste nel fissare una lamiera piana con una matrice o una morsa e nell’applicare una forza sufficiente a superare il limite di snervamento del materiale, causando una deformazione plastica. L’operazione modifica la geometria del componente, in genere in forme a V, a U o a canale, senza alterarne il volume.
Questa guida offre a ingegneri e progettisti una panoramica completa delle migliori pratiche, tra cui come selezionare le tecniche di piegatura, ottimizzare la progettazione dei componenti e garantire la producibilità attraverso tolleranze, lavorazioni, raccordi e metodi di compensazione adeguati.

Tecniche di piegatura della lamiera
La piegatura della lamiera non è un processo universale. Ogni metodo, come la piegatura in aria, quella a fondo, la coniatura o la calandratura, possiede implicazioni specifiche in termini di precisione, ritorno elastico, esigenze di utensili e costi. Comprendere i compromessi pratici consente ai progettisti di prendere migliori decisioni DfM (Design for Manufacturing) in fase di progettazione.
La tabella seguente confronta i metodi di piegatura più comuni sulla base di suggerimenti pratici di progettazione:
| Metodo di piegatura | Precisione dell’angolo | Ritorno elastico | Consigli pratici di design | Range di spessore materiale | Limiti |
| Piegatura in aria: La punzonatrice pressa parzialmente il foglio nella matrice a V senza toccarlo | Moderato (~±1°) | Alto | Progettato con raggi interni generosi; prevede un alto ritorno elastico | 0.5–10 mm | Controllo dell’angolo meno accurato; il ritorno elastico varia in base al materiale |
| Piegatura a fondo: Presse punzonatrici completamente inserite nella matrice a V, piegatura definita | Alto (~±0.5°) | Da basso a medio | Utilizzare punzone e matrice con angolo corrispondente; il ritorno elastico minimo significa tolleranze più strette | 0.5–12 mm | Modifiche agli utensili necessarie per angoli diversi |
| Coniatura: Il punzone comprime il materiale, causando un leggero assottigliamento | Molto alto (~±0.2°) | Minimo (~0%) | Ideale per piegature complesse e parti ad alta ripetibilità | < 6 mm | Elevata usura dell’utensile; non adatto per materiali più spessi |
| Piegatura a V: Forma il foglio a V utilizzando un set di punzoni e matrici | Moderato (~±1°) | Medio | Uso generale; utilizzare con raggi costanti; adattare l’apertura della matrice allo spessore del materiale | 0.5–10 mm | Rischio di cricche su angoli acuti in materiali fragili |
| Piegatura a U: Crea una piega a forma di canale con utensili a forma di U | Moderato | Da medio a alto | Mantenere una profondità costante del profilo a U; evitare flange sottili vicino alle estremità aperte | 1–10 mm | La precisione dell’angolo è inferiore; soggetto a deformazione nelle flange piccole |
| Piegatura rotante: Il foglio ruota attorno al punto di perno senza graffiare la superficie | Alto (~±0.5°) | Basso | Ideale per materiali sensibili alla superficie (ad esempio alluminio, parti rivestite) | 0.5–4 mm | Limitato ad angoli semplici; costo degli utensili specializzati |
| Calandratura: Modella il foglio in curve ad ampio raggio tramite rulli | Basso (±2–3°) | Alto | Specificare chiaramente i raggi grandi; raggio minimo consigliato ≥ 5× spessore della lamiera | > 1 mm | Non adatto a curve strette; il processo richiede più tempo; forma meno prevedibile |
Concetti chiave sul comportamento dei materiali
Fattore K
Il fattore K è un parametro di progettazione utilizzato per stimare l’allungamento di una parte in lamiera durante la piegatura. Definisce il rapporto tra l’asse neutro e lo spessore totale della lamiera. Sebbene sia principalmente un valore di produzione, comprenderne il ruolo consente ai progettisti di prevedere meglio le variazioni dimensionali dopo la piegatura.
Il fattore K varia in base alle proprietà del materiale (duttilità e resistenza), al raggio di piegatura interno rispetto allo spessore della lamiera, al metodo di piegatura e alla precisione degli utensili.
Raccomandazioni per il fattore K:
- Aumentare il fattore K per materiali con maggiore duttilità, come rame e ottone, per tenere conto dell’allungamento.
- I materiali morbidi e le curve strette tendono a spingere l’asse neutro più vicino alla superficie interna, riducendo il fattore K.
- Utilizzare un fattore K maggiore se gli angoli di piegatura superano i 120° per compensare l’allungamento del materiale.
- Un fattore K di 0,5 implica che l’asse neutro si trovi a metà del materiale.
La tabella seguente mostra i fattori K consigliati per i materiali in lamiera e le tecniche di piegatura più comuni.
Fattori K consigliati in base al materiale e alla tecnica di piegatura
| Range di raggio | Alluminio 5082 | Alluminio 6061 | Alluminio 7075 | Acciaio inox 304 | Acciaio inox 316L | AcciaioS235/S355/DC01 |
| Piegaturad aria | ||||||
| R ≤ T | 0.36 | 0.38 | 0.40 | 0.42 | 0.43 | 0.45 |
| T < R ≤ 3T | 0.40 | 0.42 | 0.44 | 0.46 | 0.47 | 0.48 |
| R > 3T | 0.50 | 0.50 | 0.50 | 0.50 | 0.50 | 0.50 |
| Piegatura fondo | ||||||
| R ≤ T | 0.44 | 0.45 | 0.46 | 0.46 | 0.47 | 0.48 |
| T < R ≤ 3T | 0.47 | 0.48 | 0.49 | 0.48 | 0.49 | 0.50 |
| R > 3T | 0.50 | 0.50 | 0.50 | 0.50 | 0.50 | 0.50 |
| Coniatura | ||||||
| R ≤ T | 0.41 | 0.43 | 0.45 | 0.44 | 0.45 | 0.46 |
| T < R ≤ 3T | 0.46 | 0.47 | 0.48 | 0.47 | 0.48 | 0.49 |
| R > 3T | 0.50 | 0.50 | 0.50 | 0.50 | 0.50 | 0.50 |
R: Raggio di curvatura interno, T: Spessore del materiale
Strategie di ritorno e compensazione e ritorno elastico
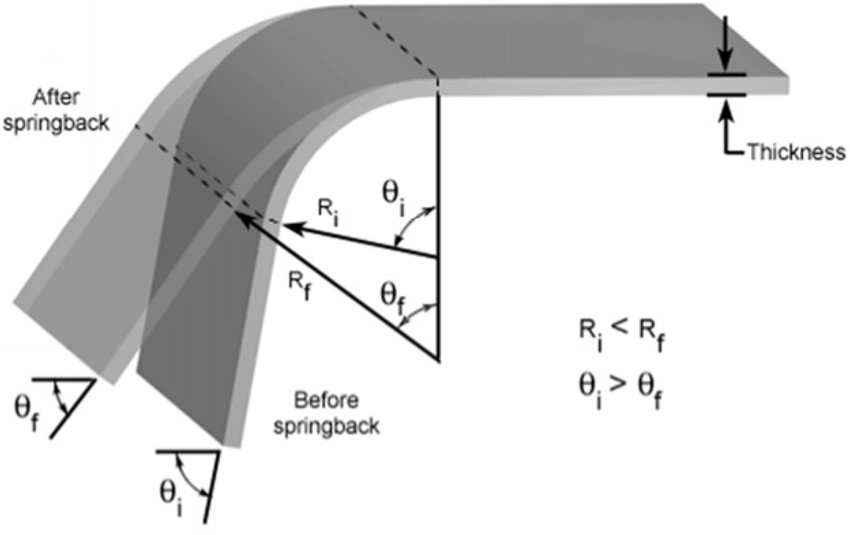
La lamiera spesso cerca di riacquistare la sua forma originale quando la forza di piegatura o punzonatura viene rilasciata. Questo influisce sulla precisione dimensionale dei pezzi e deve essere compensato in fase di progettazione. Gli effetti del ritorno elastico dipendono dalle proprietà del materiale e dal raggio di piegatura.
Strategie incentrate sulla progettazione per compensare il ritorno elastico
- Piegare leggermente il componente per adattarlo alla geometria finale desiderata.
- Evitare pieghe brusche in materiali con elevato ritorno elastico (ad esempio alluminio 7075).
- Aumentare il raggio di curvatura per metalli duttili come il rame per ridurre al minimo la concentrazione di sollecitazioni.
- Materiali come acciaio inox e alluminio richiedono raggi di curvatura più ampi per ridurre il ritorno elastico.
- Utilizzare materiali a basso snervamento quando sono richieste tolleranze angolari strette.
Formula di compensazione del ritorno elastico
Una formula approssimativa per stimare l’angolo di ritorno elastico (Δθ):
Δθ = (K x R) / T
Dove:
- Δθ = Angolo di ritorno elastico (gradi)
- K = Costante del materiale (tra 0,8 e 2,0, più alta per materiali più resistenti)
- R = Raggio di curvatura interno
- T = Spessore del materiale
Comportamento del ritorno elastico in base al materiale
| Materiale | Tendenza al ritorno elastico | Note di progettazione |
| Alluminio 5082 | Da basso a medio | Buona duttilità, basso rischio |
| Alluminio 6061 | Media | Le leghe trattate termicamente presentano un ritorno elastico maggiore |
| Alluminio 7075 | Alta | Lega dura, richiede una piegatura importante |
| Acciaio inox 304 | Media | Occorre tenere conto del recupero elastico |
| Acciaio inox 316L | Da media ad alta | Angolo di piegatura eccessivo necessario per un risultato accurato |
| Acciaio dolce (S235/S355) | Da basso a medio | Comportamento prevedibile, bassa varianza |
Tolleranza e detrazione della piegatura
La progettazione accurata di modelli piatti dipende dalla comprensione del comportamento della lamiera durante la piegatura. Due valori chiave aiutano a calcolare con precisione le lunghezze non piegate:
Tolleranza di piegatura (BA)
La tolleranza di piegatura è la lunghezza dell’arco di piega misurata lungo l’asse neutro. Quantifica il materiale che verrà “consumato” nella piegatura.
Formula di tolleranza di piegatura:
BA = A × (π / 180) × (R + K × T)
Dove:
- A = Angolo di piega (in gradi)
- R = Raggio di curvatura interno
- T = Spessore della lamiera
- K = Fattore K
Detrazione della piegatura (BD)
La detrazione della piega è la quantità sottratta dalla lunghezza totale delle flange per ottenere il modello piatto corretto.
Formula di detrazione della piega:
BD = L1 + L2 − (BA + piega interna)
Dove:
- L = Lunghezza della flangia
- BA = Tolleranza di piegatura
Suggerimenti di progettazione:
- Per la maggior parte delle pieghe a 90°, utilizzare le tabelle di piegatura per materiali standard se le formule sono troppo complesse.
- Quando si piegano leghe ad alta resistenza (ad esempio, 7075, 316L), si prevede un BD maggiore a causa del ritorno elastico e dell’accumulo di sollecitazioni.
- Allineare sempre la direzione della grana perpendicolarmente alla linea di piegatura per evitare cricche nell’alluminio e negli acciai fragili.
Regole di progettazione per la piegatura
Per garantire una piega senza intoppi ed evitare deformazioni, sono essenziali durante la progettazione i seguenti suggerimenti e linee guida.
Tabella di progettazione di riferimento rapido per la piegatura
| Considerazione di progettazione | Valore minimo o consigliato / linea guida |
| Spessore della parete | Mantenere uno spessore uniforme in tutta la parte; evitare transizioni brusche |
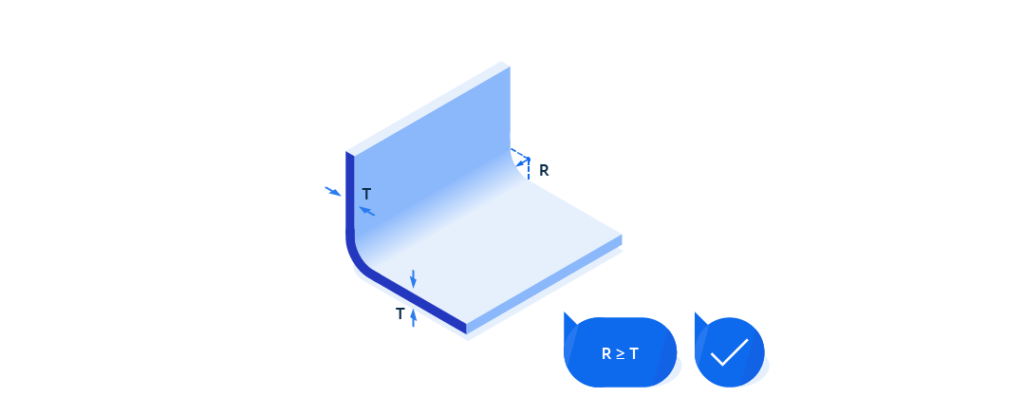
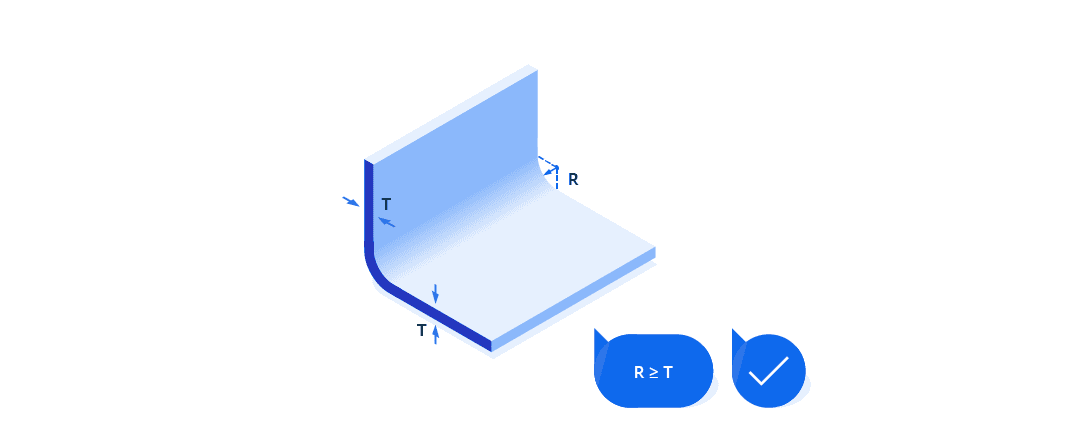
| Raggio di piegatura | Raggio interno ≥ 1× spessore del materiale (T); maggiore per materiali fragili |
| Distanza tra le pieghe | ≥ 3× T; aumentare la spaziatura per materiali spessi o geometrie strette |
| Tagli e tacche di scarico | Larghezza ≥ T; Lunghezza ≥ Raggio di curvatura + 0,5× T, Spaziatura delle tacche ≥ 3,2 mm |
| Fori/scarichi vicino alle pieghe | Fori: ≥ 2,5× T dalla linea di piegatura; scarichi: ≥ 4× T dalla linea di piegatura |
| Svasature | Dalla piega: ≥ 3× T; Dal bordo: ≥ 4× T; Profondità ≤ 0,6× T |
| Riccioli | Raggio esterno ≥ 2× T; Distanza foro ≥ Raggio di curvatura + T; Distanza piegatura ≥ 6× T + Raggio di curvatura |
| Orli | Lunghezza flangia ≥ 4× T; evitare orli chiusi se si utilizza acciaio inox verniciato/rivestito o alluminio |
| Lunghezza minima della flangia | ≥ 4× T (verificare i limiti degli utensili per presse piegatrici) |
| Lunghezza minima del gambo | ≥ 4× T (≥ 6× T per materiali ad alta resistenza o spessi) |
| Lavorazioni di allineamento | Utilizzare linguette, fessure e perni; evitare di impilare più elementi vicino a una piega |
| Altezza della piega a Z | Altezza totale ≥ 2,5× T; Flangia ≥ 1,5× T; Spaziatura tra le pieghe a Z ≥ 3× T |
| Profili a U | Larghezza interna ≥ 4× T; Altezza flangia ≥ 2× T; Raggio interno ≥ 1,5× T |
| Limiti di dimensione dei componenti | ≤ 3000 × 1500 mm (Acciaio/Alluminio); ≤ 2500 × 1250 mm (Acciaio inox) |
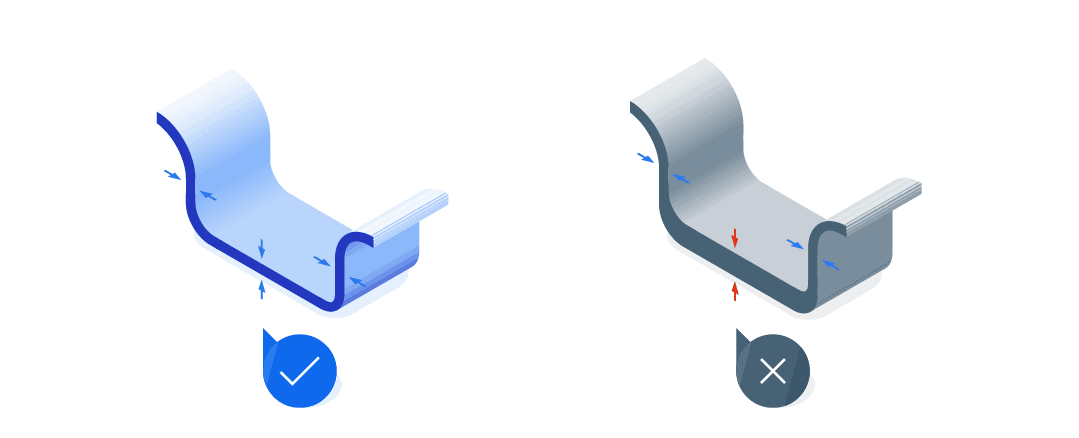
Mantenere uniforme lo spessore della parete
Lo spessore della lamiera influisce direttamente sul raggio di piegatura e su altri parametri critici, come l’apertura a V, la forza di piegatura e la lunghezza della flangia. Comprendere questa relazione è fondamentale per garantire la qualità e la durata della piega.
Mantenere uno spessore uniforme delle pareti garantisce un comportamento di piega costante e previene problemi come deformazioni, effetto warping o cricche.
Suggerimenti di progettazione:
- Mantenere uno spessore uniforme su tutto il pezzo.
- Evitare bruschi cambiamenti di spessore o nervature in prossimità delle pieghe.
- Se sono necessarie variazioni di spessore, progettare transizioni graduali (almeno 3 volte lo spessore della lamiera) o utilizzare smussi per ridurre le concentrazioni di sollecitazioni.

Lunghezze minime piegabili: gambi e flange
La lunghezza minima di una gambo o flangia piegabile è definita dallo spessore del materiale, dal metodo di piegatura e dalla geometria dell’utensile. Gambi corti e troppo piccoli rispetto allo spessore potrebbero non essere realizzati correttamente o potrebbero causare angoli imprecisi e deformazioni.
Suggerimenti di progettazione:
- Per la piegatura in aria, la lunghezza dei gambi/flange deve essere ≥ 4 × T.
- Per la piegatura del fondo, aumentare a ≥ 6 × T.
- Evitare di posizionare fori, tacche o bordi troppo vicini a queste pieghe corte.
- Le flange corte potrebbero richiedere utensili di formatura speciali o operazioni secondarie.
- Nelle pieghe a Z, entrambe le pieghe devono soddisfare questo minimo per evitare collisioni con gli utensili.
I valori esatti dipendono dal tipo di materiale, dall’angolo di piegatura e dall’utensile di pressatura. Utilizzare le seguenti tabelle come valori minimi pratici per la lunghezza delle pieghe nelle configurazioni tipiche degli utensili.
Lunghezza minima della flangia– Acciaio e alluminio
| Spessore del materiale (T) | Lungh. min. della flangia ≥ (90°) | Lungh. min. della flangia ≥ (<90°) |
| 1,0 mm | 6 mm | 10 mm |
| 1,5 mm | 8 mm | 10.5 mm |
| 2,0 mm | 9.5 mm | 13 mm |
| 2,5 mm | 12 mm | 15.5 mm |
| 3,0 mm | 12.5 mm | 22 mm |
| 4,0 mm | 18 mm | 22.5 mm |
| 5,0 mm | 23 mm | 23 mm |
| 6,0 mm | 30 mm | 30 mm |
| 8,0 mm | 43 mm | 43 mm |
* Questi valori si applicano alla piegatura in aria con stampi a V standard. Per la coniatura o la piegatura del fondo, potrebbero essere possibili gambi più corti.
Lunghezza minima della flangia – Acciaio inox
| Spessore del materiale (T) | Lungh. min. della flangia ≥ (90°) | Lungh. min. della flangia ≥ (<90°) |
| 1.0 mm | 6 mm | 10 mm |
| 1.5 mm | 8 mm | 10.5 mm |
| 2.0 mm | 9.5 mm | 13 mm |
| 2.5 mm | 12 mm | 15.5 mm |
| 3.0 mm | 15 mm | 22 mm |
| 4.0 mm | 18 mm | 22.6 mm |
| 5.0 mm | 29.5 mm | 29.5 mm |
| 6.0 mm | 42 mm | 42 mm |
| 8.0 mm | 43 mm | 43 mm |
* Questi valori si applicano alla piegatura in aria con stampi a V standard. Per la coniatura o la piegatura del fondo, potrebbero essere possibili flange più corte.
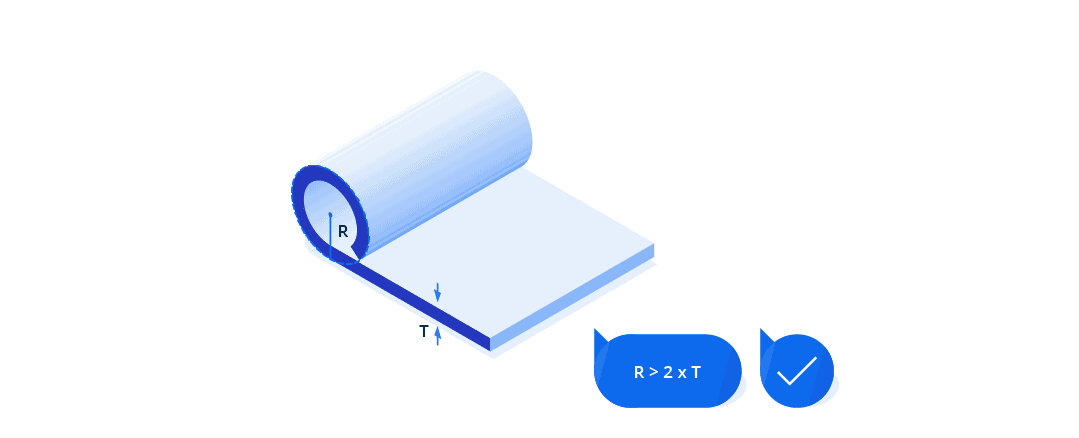
Pieghe: raggio e orientamento
Il raggio di curvatura gioca un ruolo fondamentale nel garantire l’integrità strutturale ed evitare la formazione di crepe. Un raggio troppo piccolo può sottoporre il materiale a sollecitazioni eccessive, soprattutto con metalli più spessi o meno duttili (316L o 7075). Raggi più ampi migliorano la formabilità e riducono il ritorno elastico, soprattutto per materiali come acciaio inox ed alluminio.
Suggerimenti di progettazione:
- Utilizzare un raggio interno minimo ≥ 1 × T per la maggior parte dei metalli duttili.
- Per materiali più duri, aumentare a ≥ 1,5 × T per prevenire la formazione di cricche.
- Evitare di specificare pieghi ristretti o a raggio zero. Queste concentrano le sollecitazioni e possono causare cricche, in particolare negli acciai inossidabili.
- Se è richiesto un profilo netto visivamente, utilizzare la post-lavorazione o la smussatura anziché una piegatura stretta.
- Mantenere raggi costanti su parti multipiega per semplificare la lavorazione e ridurre i costi.
- Verificare i limiti della lavorazione se si progettano curve molto strette o geometrie complesse.
Interactive Air Bend Force Chart
| V, mm i | 6 | 8 | 10 | 12 | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 | 200 | 250 | 320 | 400 | 500 | ||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| b, mm i | 4 | 5.5 | 7 | 8.5 | 11 | 14 | 17.5 | 22 | 28 | 35 | 45 | 55 | 71 | 89 | 113 | 140 | 175 | 226 | 280 | 350 | ||
| ir, mm i | 1 | 1.3 | 1.6 | 2 | 2.6 | 3.3 | 4 | 5 | 6.5 | 8 | 10 | 13 | 16 | 20 | 26 | 33 | 41 | 53 | 65 | 83 | ||
| t, mm i | 0.5 | 4 | 4.4 | F, t/m i | ||||||||||||||||||
| 0.8 | 4 | 5.5 | 7 | |||||||||||||||||||
| 1 | 11 | 8 | 7 | 6 | ||||||||||||||||||
| 1.2 | 16 | 12 | 10 | 8 | 6 | |||||||||||||||||
| 1.5 | 17 | 15 | 13 | 9 | 8 | |||||||||||||||||
| 2 | 27 | 22 | 17 | 13 | 11 | |||||||||||||||||
| 2.5 | 35 | 26 | 21 | 17 | 13 | |||||||||||||||||
| 3 | 38 | 30 | 24 | 19 | 15 | |||||||||||||||||
| 4 | 54 | 42 | 34 | 27 | 21 | |||||||||||||||||
| 5 | 67 | 52 | 42 | 33 | 26 | |||||||||||||||||
| 6 | 75 | 60 | 48 | 38 | 30 | |||||||||||||||||
| 8 | 107 | 85 | 68 | 53 | 43 | |||||||||||||||||
| 10 | 134 | 105 | 85 | 67 | 53 | |||||||||||||||||
| 12 | 153 | 120 | 95 | 78 | 60 | |||||||||||||||||
| 15 | 188 | 150 | 120 | 95 | 75 | |||||||||||||||||
| 20 | 215 | 170 | 135 | 108 | 85 | |||||||||||||||||
| 25 | 265 | 210 | 170 | 130 | 105 | |||||||||||||||||
| 30 | 300 | 240 | 190 | 150 | 120 |
Calcolatore del raggio di piegatura della lamiera
| 4 | 17.5 | 25 | 67 |
| 5 | 22 | 32 | 52 |
| 6.5 | 28 | 40 | 42 |
| 8 | 35 | 50 | 33 |
| 10 | 45 | 63 | 26 |
| ir, mm | b, mm | V, mm | F, t/m |
- 0.5
- 0.8
- 1
- 1.2
- 1.5
- 2
- 2.5
- 3
- 4
- 5
- 6
- 8
- 10
- 12
- 15
- 20
- 25
- 30

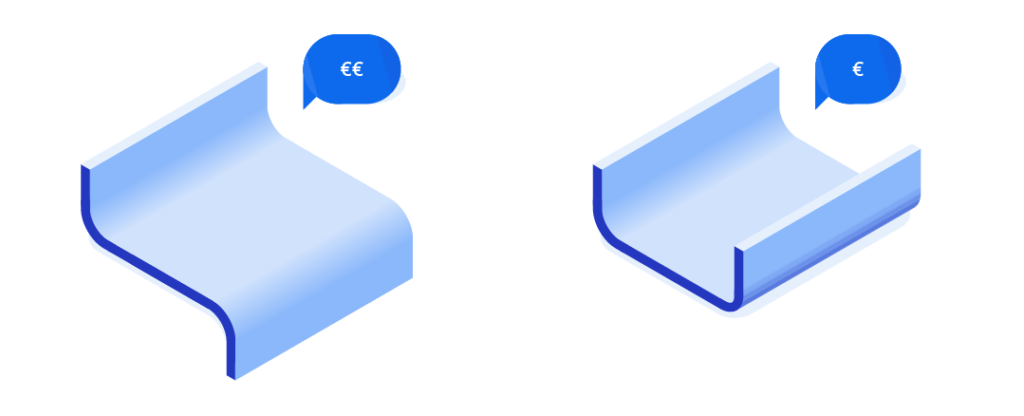
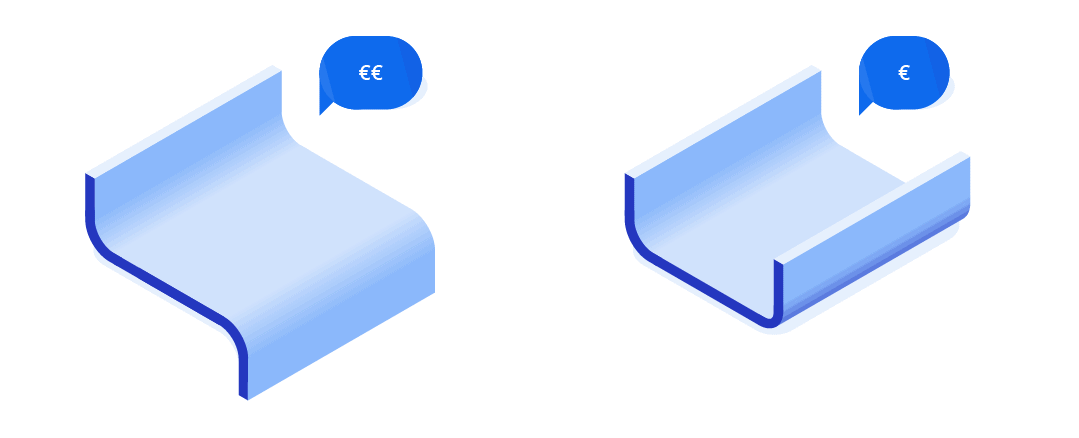
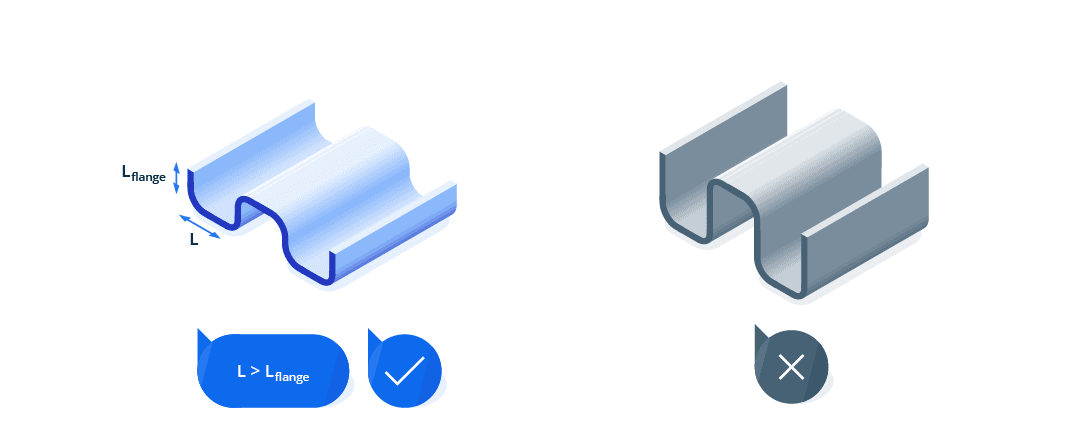
Curve: Posizionamento delle curve una accanto all’altra
Si dovrebbero evitare piegature successive, se non assolutamente necessarie. Un problema comune delle pieghe successive è la difficoltà di adattamento delle parti piegate allo stampo. Tuttavia, quando inevitabile, la parte intermedia dovrebbe essere più lunga delle flange.

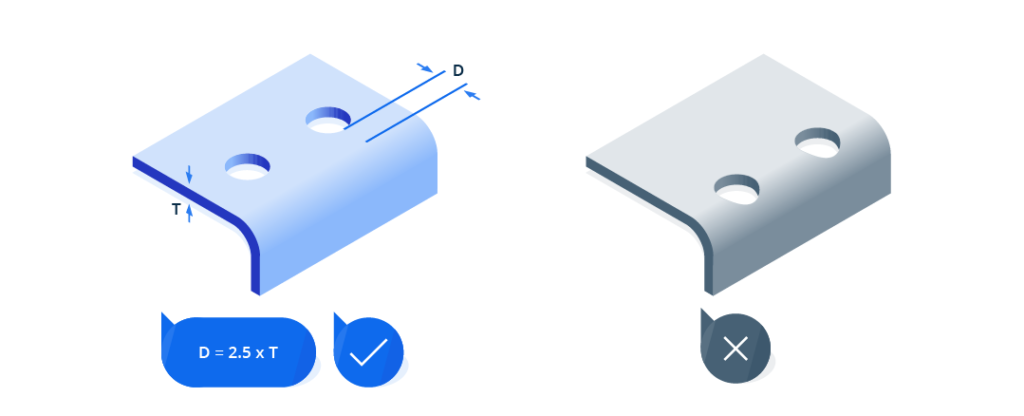
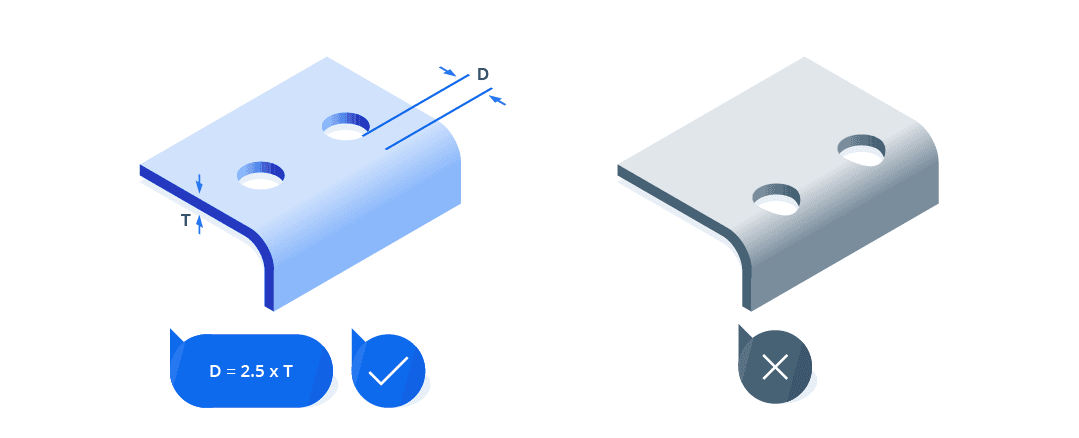
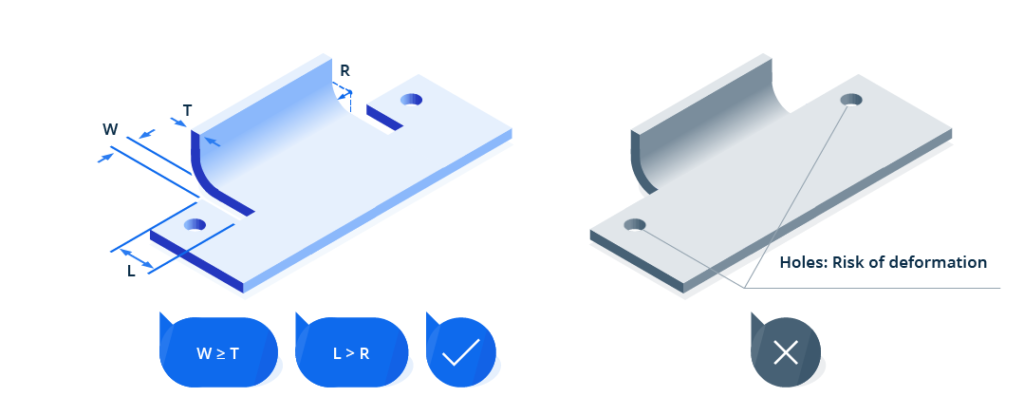
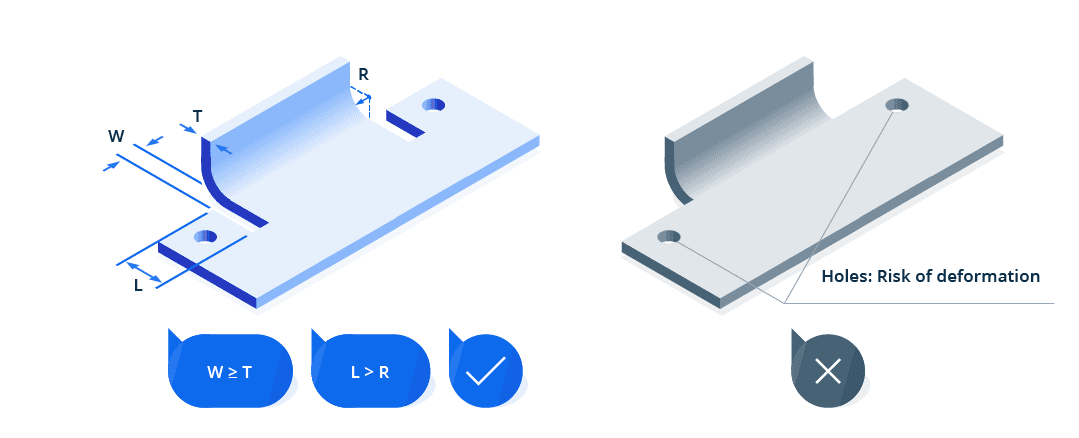
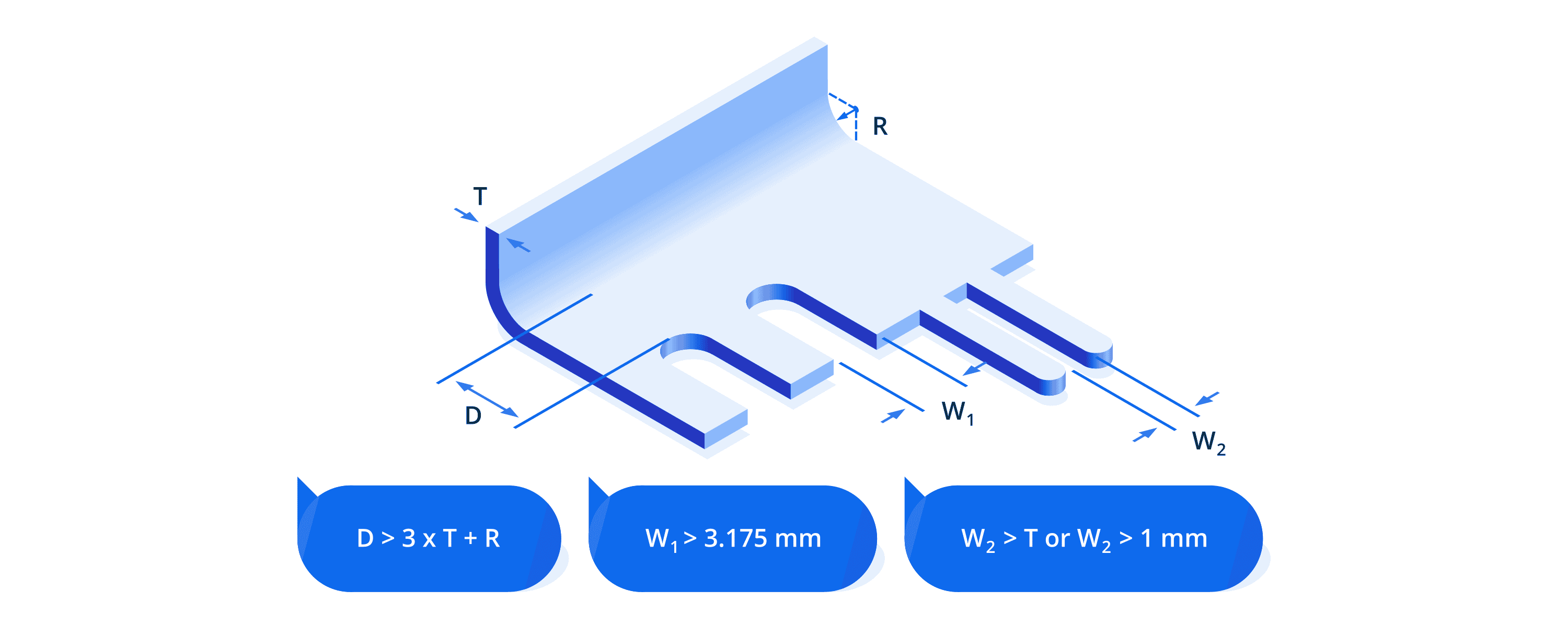
Lavorazioni attorno alle curve: fori, tacche e rilievi
Il posizionamento errato delle lavorazioni in prossimità delle linee di piega può portare a deformazioni, accumulo di stress o complicazioni nella lavorazione degli utensili. Questo vale anche per fori, asole, estrusioni e rilievi di piega. Una spaziatura e una geometria accurate sono essenziali per preservare la qualità del componente durante la formatura.
Suggerimenti di progettazione:
- Evitare di posizionare le lavorazioni troppo vicine alle pieghe. Durante la formatura potrebbero verificarsi distorsioni o strappi.
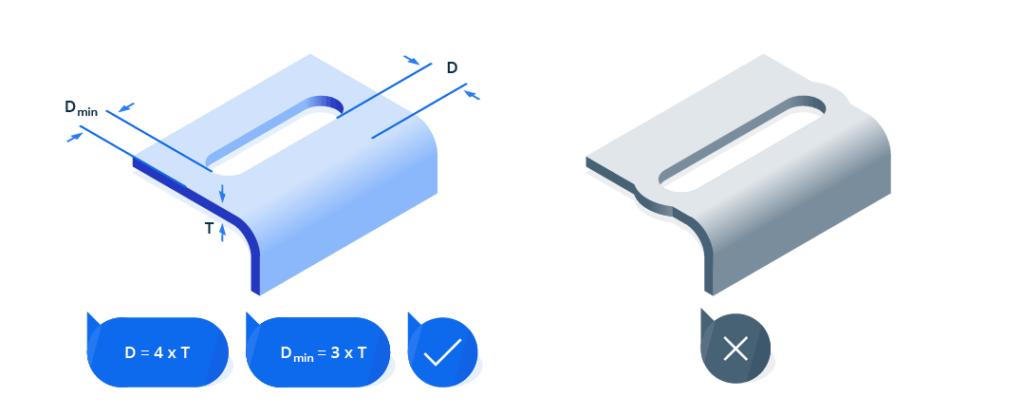
- Utilizzare fori asolati o a goccia anziché fori tondi in prossimità delle pieghe per ridurre al minimo le sollecitazioni.
- Aggiungere scarichi se la piega è più vicina di 2 volte lo spessore del materiale da qualsiasi bordo o ritaglio.
- Arrotondare tutti gli angoli dello scarico per evitare l’innesco di cricche.
- Aggiungere scarichi a fessura o a goccia per lamiere sottili al fine di ridurre le grinze.
- Distribuire le lavorazioni sul pezzo anziché raggrupparle in prossimità delle pieghe.
- Tenere conto del taglio laser e della bruciatura dei bordi quando si dimensionano scarichi o intagli.
| Tipo di lavorazione | Distanza min. dalla piega | Distanza min. dallo spigolo | Note |
| Foro (Standard) | ≥ 2.5 × T | ≥ 1.5 × T | Preferite forme rotonde |
| Scarico (Estremità arrotondate) | ≥ 4 × T | ≥ 2 × T | Utilizzare per alleviare lo stress in prossimità delle curve |
| Foro estruso | ≥ 3 × T | ≥ 2.5 × T | Rinforzare o allontanarsi dalla linea di piegatura |
| Asola/Goccia | ≥ 2 × T | ≥ 1.5 × T | Adatto per spazi ristretti attorno alla piega |
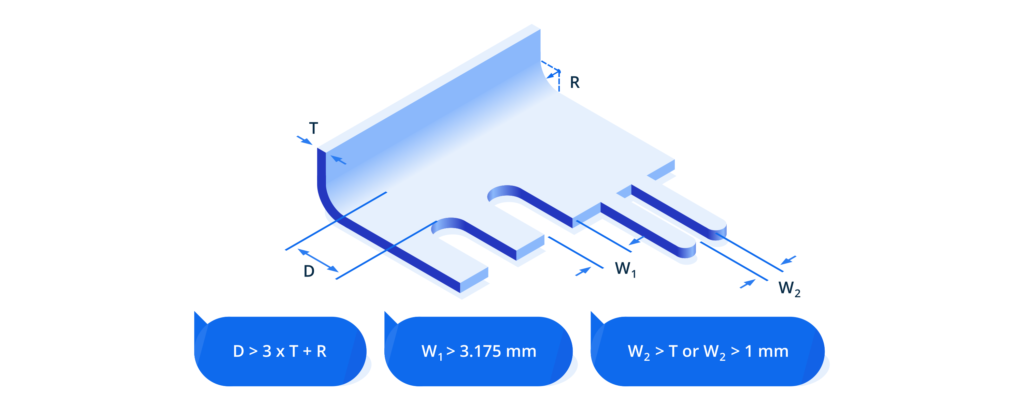
| Larghezza scarico di piega | ≥ 1 × T | — | Utilizzare scarichi di piega rettangolari o a forma di goccia |
| Lunghezza scarico di piega | ≥ R + 0.5 × T | — | Estendere leggermente oltre la linea di piegatura |
| Distanza tra tacca e piega | ≥ 3 × T + R | — | Prevenire lo stress nelle transizioni |
| Spaziatura delle tacche | ≥ 3.2 mm | — | Mantenerla tra le lavorazioni adiacenti |
Utilizzare angoli di piegatura standard
Gli angoli non standard richiedono utensili specializzati, con conseguente aumento dei costi e della complessità.
Suggerimenti di progettazione:
- Preferire angoli di 30°, 45°, 60° e 90° ove possibile.
- Evitare angoli più acuti di 90° nei materiali ad alta resistenza per ridurre al minimo le cricche.
- Riutilizzare le stesse lavorazioni angolari su più componenti, ove possibile, per ridurre i cambi stampo e i tempi di lavorazione.
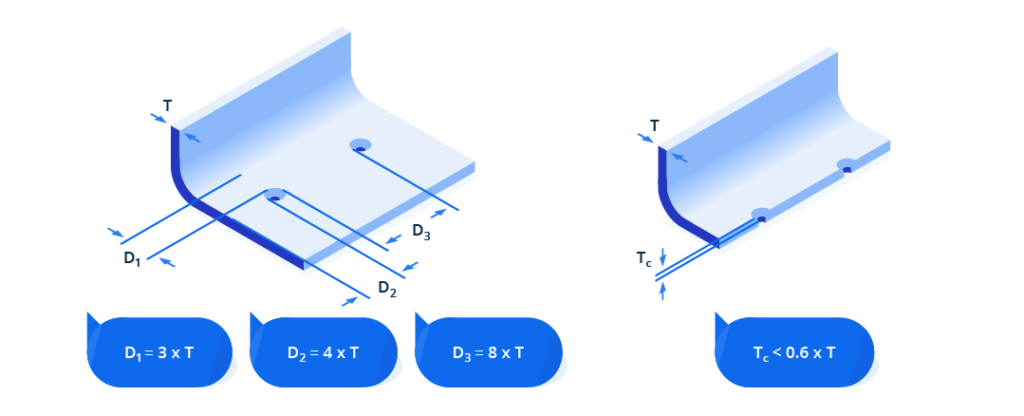
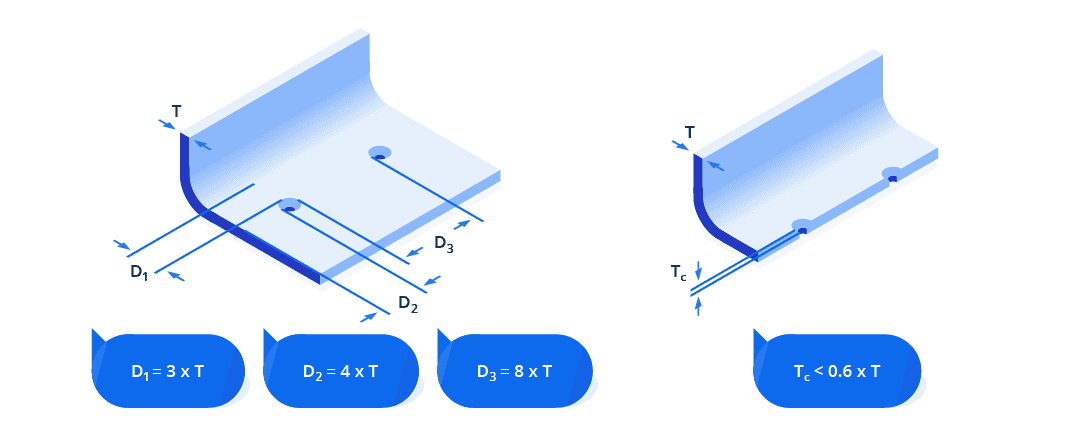
Svasature
Le svasature vengono utilizzate per incassare viti di fissaggio a testa piatta nella lamiera. Se posizionate troppo vicino a curve o bordi, possono causare deformazioni, disallineamenti o crepe, soprattutto in materiali sottili o duri.
Suggerimenti di progettazione:
- Posizionare le svasature a una distanza ≥ 3 × T dalle linee di piegatura.
- Mantenere una distanza ≥ 4 × T dai bordi della lamiera.
- Lasciare ≥ 8 × T tra le svasature adiacenti.
- Limitare la profondità della svasatura a ≤ 0,6 × T.
- Utilizzare un angolo standard di 82° (US) o 90° (metrico) in base alle specifiche della vite.
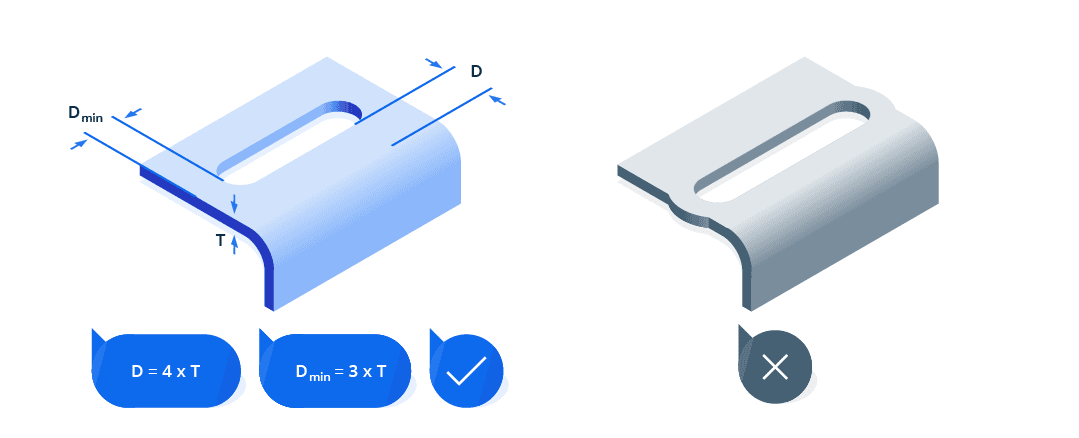
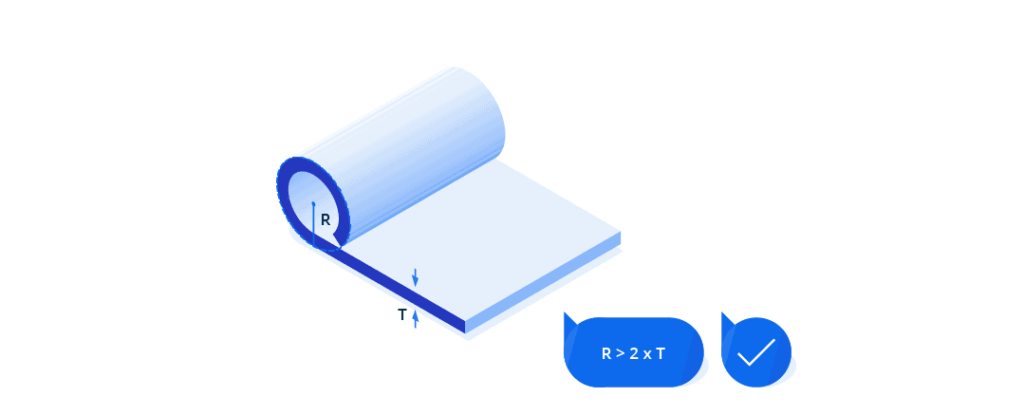
Riccioli
I bordi arricciati migliorano la sicurezza dei componenti eliminando gli spigoli vivi e aumentando la rigidità strutturale. Sono comunemente utilizzati in involucri, coperture o componenti maneggiati dagli operatori.
Suggerimenti di progettazione:
- Raggio esterno minimo: ≥ 2 × T
- Distanza tra i fori (dal ricciolo): ≥ (raggio della curvatura + T)
- Distanza dalle altre pieghe: ≥ 6 × T + raggio della curvatura
- Apertura del ricciolo: per curve aperte, mantenere almeno 1,5 × T
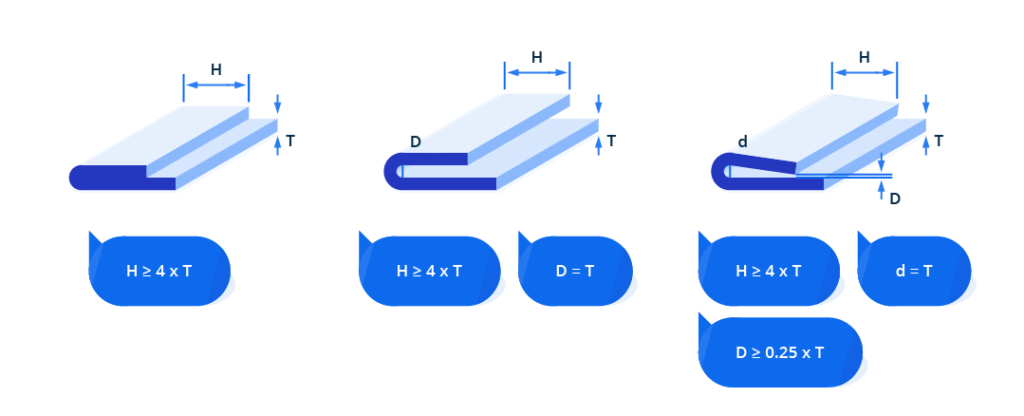
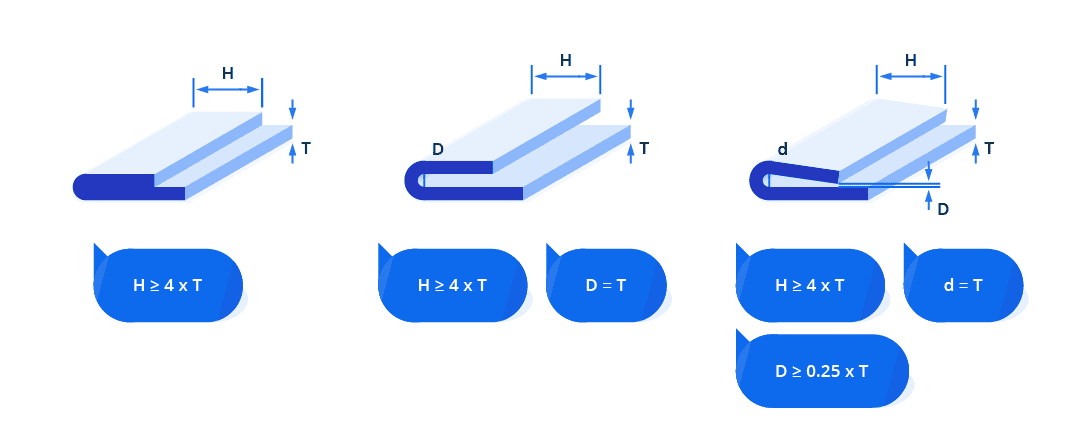
Orli
Gli orli sono bordi ripiegati utilizzati per rinforzare gli spigoli dei componenti o eliminare i bordi taglienti. Possono essere aperti, a goccia o chiusi, a seconda dell’utilizzo. Gli orli aperti e a goccia sono più facili da realizzare, mentre quelli chiusi possono presentare problemi di compatibilità con vernici o materiali.
Suggerimenti di progettazione:
- Per funzioni simili a cerniere, meglio preferire orli aperti o a goccia rispetto a quelli chiusi.
- Evitare orli chiusi in modelli con tolleranze strette o rivestimenti complessi.
- Tenere presente che gli orli chiusi possono aumentare il rischio di ritorno elastico a causa della loro geometria di formatura netta.
| Tipo d’orlo | Diametro interno dell’orlo | Raccomandazione sulla lunghezza della flangia |
| Aperto | ≥ 1 × T | ≥ 4 × T |
| A goccia | = 1 × T | ≥ 4 × T |
| Chiuso | ≤ 1 × T | ≥ 4 × T |
Limitazioni di flessione dati dalla geometria
Rispettare le altezze minime delle pieghe a Z
Una piega a Z ne prevede due parallele in direzioni opposte, creando un profilo a Z.
Le pieghe a Z (pieghe sfalsate) richiedono un’altezza minima del gradino verticale per accogliere l’utensile inferiore durante la piegatura. Dipende da fattori come lo spessore del materiale, la larghezza della scanalatura dello stampo e lo specifico processo di piegatura utilizzato, ed evita collisioni tra utensili o distorsioni del materiale.
Suggerimenti di progettazione:
- Per la producibilità, l’altezza minima della piega a Z deve essere ≥ 2,5 volte lo spessore della lamiera (T), garantendo un gioco sufficiente per l’utensile e l’integrità strutturale.
- Mantenere una lunghezza della flangia ≥ 1,5 volte T per garantire un corretto innesto dell’utensile.
- Evitare piegature a Z strette in leghe ad alta resistenza come l’acciaio inox 316L o l’alluminio 7075.
- Valutare l’aumento dell’altezza del gradino oltre i minimi per tolleranze ristrette o superfici estetiche.
- Utilizzare le linee guida specifiche per il materiale nelle tabelle di riferimento seguenti per determinare altezze di gradino sicure.
Altezza gradino piega a Z – Acciaio e alluminio
| Spessore del materiale (T) | Altezza gradino ≥ X (≥ 90°) | Altezza gradino ≥ X (< 90°) |
| 1.0 mm | 8.5 mm | 18.5 mm |
| 1.5 mm | 10.5 mm | 19.5 mm |
| 2.0 mm | 14 mm | 20.5 mm |
| 2.5 mm | 19 mm | 26 mm |
| 3.0 mm | 20 mm | 35 mm |
| 4.0 mm | 26 mm | 35.5 mm |
| 5.0 mm | 34 mm | 34 mm |
| 6.0 mm | 42.5 mm | 42.5 mm |
| 8.0 mm | 61 mm | 61 mm |
Altezza gradino piega a Z – Acciaio inox
| Spessore del materiale (T) | Altezza gradino ≥ X (≥ 90°) | Altezza gradino ≥ X (< 90°) |
| 1.0 | 9.0 | 19.0 |
| 1.5 | 11.0 | 20.0 |
| 2.0 | 14.5 | 21.5 |
| 2.5 | 20.0 | 26.5 |
| 3.0 | 25.0 | 36.0 |
| 4.0 | 27.5 | 38.0 |
| 5.0 | 43.5 | 44.0 |
| 6.0 | 63.5 | 63.5 |
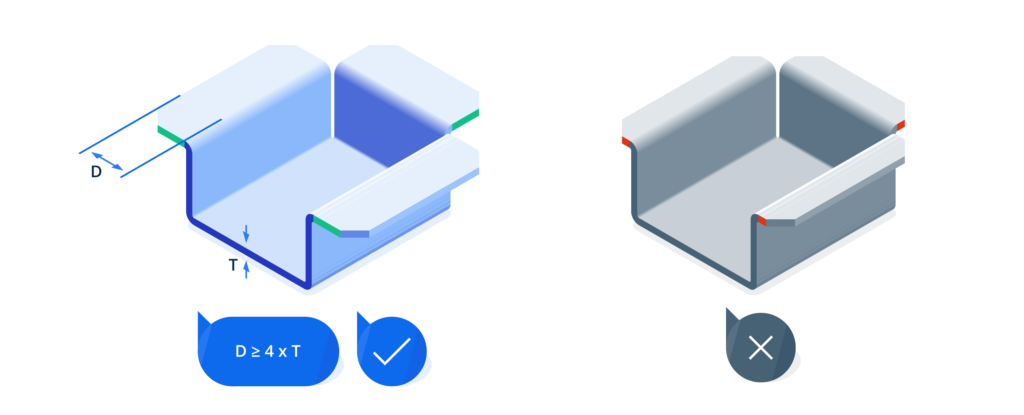
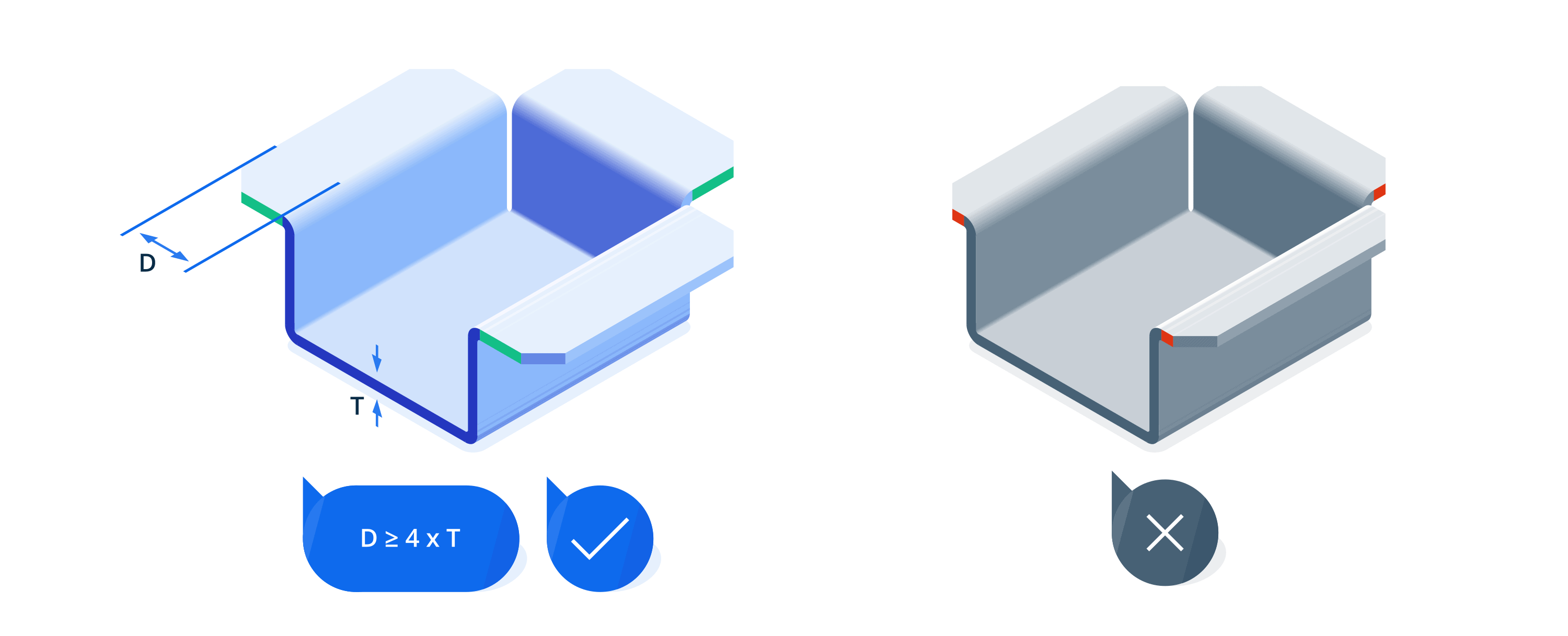
Ottimizzare i profili a U per la producibilità
I profili a U (anche detti canali) sono comuni in staffe, involucri e componenti strutturali. Tuttavia, profili eccessivamente stretti o profondi possono causare problemi di formatura, come grinze, ritorno elastico o interferenze con gli utensili.
Suggerimenti di progettazione:
- Larghezza interna ≥ 4 × T per consentire l’accesso all’utensile ed evitare grinze.
- Altezza flangia ≥ 2 × T per mantenere la rigidità del pezzo ed evitare deformazioni.
- Raggio di curvatura interno ≥ 1,5 × T per ridurre il rischio di cricche, soprattutto nelle leghe ad alta resistenza.
- Aggiungere intagli di scarico alle intersezioni flangia-base per ridurre la concentrazione di sollecitazioni.
- Per canali a U profondi o lunghi:
- Suddividere la piegatura in più operazioni.
- Aggiungere nervature o rinforzi interni per supportare flange lunghe.
- Valutare la possibilità di accorciare i gambi o allargare la base per una migliore formabilità.
Strategia di tolleranza e adattamento
La parte successiva dell’articolo evidenzia le linee guida pratiche per determinare le dimensioni ottimali dei componenti, le tolleranze precise e le strategie di adattamento, fondamentali per una fabbricazione e un assemblaggio di successo.
Considerare le limitazioni dimensionali dei componenti
I componenti in lamiera devono rispettare i vincoli imposti dalla macchina e dal materiale. Le parti sovradimensionate possono deformarsi o causare warping durante la movimentazione, mentre quelle sottodimensionate possono essere difficili da piegare con precisione o da trattenere saldamente negli utensili.
Suggerimenti di progettazione:
- Mantenere le dimensioni dei pezzi entro i formati standard dei fogli per ridurre sprechi e costi.
- Utilizzare flange o nervature di rinforzo per ridurre al minimo la distorsione nei pannelli di grandi dimensioni.
- Rispettare i limiti standard della macchina:
- Dimension massima: ~3000 × 1500 mm
- Dimensioni minime (in base allo spessore):
- Fino a 5 mm: ≥ 10 × 10 mm
- 6–15 mm: ≥ 20 × 20 mm
- 16–20 mm: ≥ 25 × 25 mm
Tolleranze e strategie di adattamento
Una tolleranza precisa è essenziale per garantire una produzione affidabile, soprattutto quando si ha a che fare con il ritorno elastico, variazioni degli utensili o formatura in più fasi.
Raccomandazioni sulla tolleranza:
- La tolleranza generale raccomandata è di ±0,5 mm per le dimensioni non critiche. Utilizzare ±0,25 mm per le lavorazioni che richiedono un adattamento più stretto, come l’altezza delle flange o il posizionamento dei fori.
- Applicare tolleranze più ristrette solo dove essenziale, ad esempio per l’allineamento dei fori o le interfacce di accoppiamento.
- Utilizzare GD&T (ad esempio, posizione reale) anziché quote concatenate per componenti multipiega.
- Consentire tolleranze per le fasi di saldatura, rivestimento o post-lavorazione.
Suggerimenti per l’ottimizzazione dell’adattamento
- Preferire accoppiamenti con gioco (tipicamente 0,1-0,3 mm) per facilitare il montaggio.
- Aggiungere elementi di allineamento come linguette, tacche o fessure per controllare la posizione dei componenti.
- Progettare flange/staffe integrate per ridurre il numero di componenti e le fasi di assemblaggio.
- Lasciare spazio per gli utensili di fissaggio (avvitatori, rivettatrici, punte per saldatura).
Linee guida generali sulle tolleranze
| Lavorazione | Tolleranza consigliata | Note |
| Angolo di piega (piega ad aria) | ±1° | Piega a fondo: ±0,5°, Coniatura: ±0,25° |
| Dimensioni del modello piatto | ±0.25 mm | Per le lavorazioni non critiche |
| Diametri dei fori (taglio laser) | ±0.1 mm | ±0.2 mm per la punzonatura |
| Posizionamento dei fori | ±0.2–0.3 mm | Più stretto se l’allineamento è critico |
| Altezze delle flange | ±0.25 mm | Dipende dal ritorno elastico e dal metodo di piegatura |
| Distanza tra le linguette | ≥ 1 mm o 1 × T | Qualunque sia maggiore |
| Distanza tra le tacche | ≥ 3.175 mm | Dal bordo o dalla piega |
La piega finale: mettere in pratica il DFM
Che stiate prototipando una semplice staffa o aumentando la produzione di componenti aerospaziali, il successo nella piegatura della lamiera inizia con una progettazione informata. Questa guida ha illustrato i principi chiave, dai raggi di curvatura e dal ritorno elastico alla progettazione delle flange e alla pianificazione delle tolleranze. Pronti a portare i vostri progetti a un livello superiore? Connettetevi con gli ingegneri della Xometry Pro Community per ricevere feedback, scambiare informazioni tecniche o condividere la vostra soluzione alternativa più ingegnosa. Ogni progetto smart migliora quello successivo.





Comment(1)