 Europe
Europe  Türkiye
Türkiye 


Gli inserti incrementano la resistenza e la durata delle parti in plastica fornendo: un rinforzo, dei punti di aggancio sicuri, resistenza all’usura, versatilità, consistenza ed efficienza in termini di costi. Integrando gli inserti all’interno di un progetto, i produttori possono realizzare componenti in plastica di alta qualità che soddisfino i requisiti prestazionali e resistano alle applicazioni in cui vengono impiegati.
Tipi di inserti per parti in plastica
Gli standard si riferiscono in genere a inserti comunemente utilizzati o facilmente disponibili conformi alle normative del settore in termini di dimensioni, materiali e design. Gli inserti filettati per parti stampate in 3D, stampa a iniezione e plastica lavorata al CNC vengono ampiamente utilizzati in diversi settori produttivi e sono spesso facilmente accessibili da fornitori e distributori.
Sul mercato sono disponibili diversi tipi di inserti standard. Quelli più comunemente utilizzati sono gli inserti a pressione, gli inserti di maschiatura, gli inserti termofissati, gli inserti elicoidali, gli inserti a stampo e quelli con spina di centraggio
Quando si scelgono le opzioni in plastica per gli inserti, i materiali termoplastici e termoindurenti offrono diversi vantaggi. I termoplastici (ad es. PMMA/acrilico, PC, ABS, PP, PEEK), che possono essere rimodellati più volte, funzionano bene con inserti termici e ad ultrasuoni. Al contrario, i termoindurenti (come resina epossidica, gomma vulcanizzata), che sono permanentemente rigidi dopo la stampa, richiedono inserti specializzati come quelli stampati, a pressione o autofilettanti.
 Guarda i nostri video tecnici sugli inserti filettati
Guarda i nostri video tecnici sugli inserti filettati Inserti a pressione
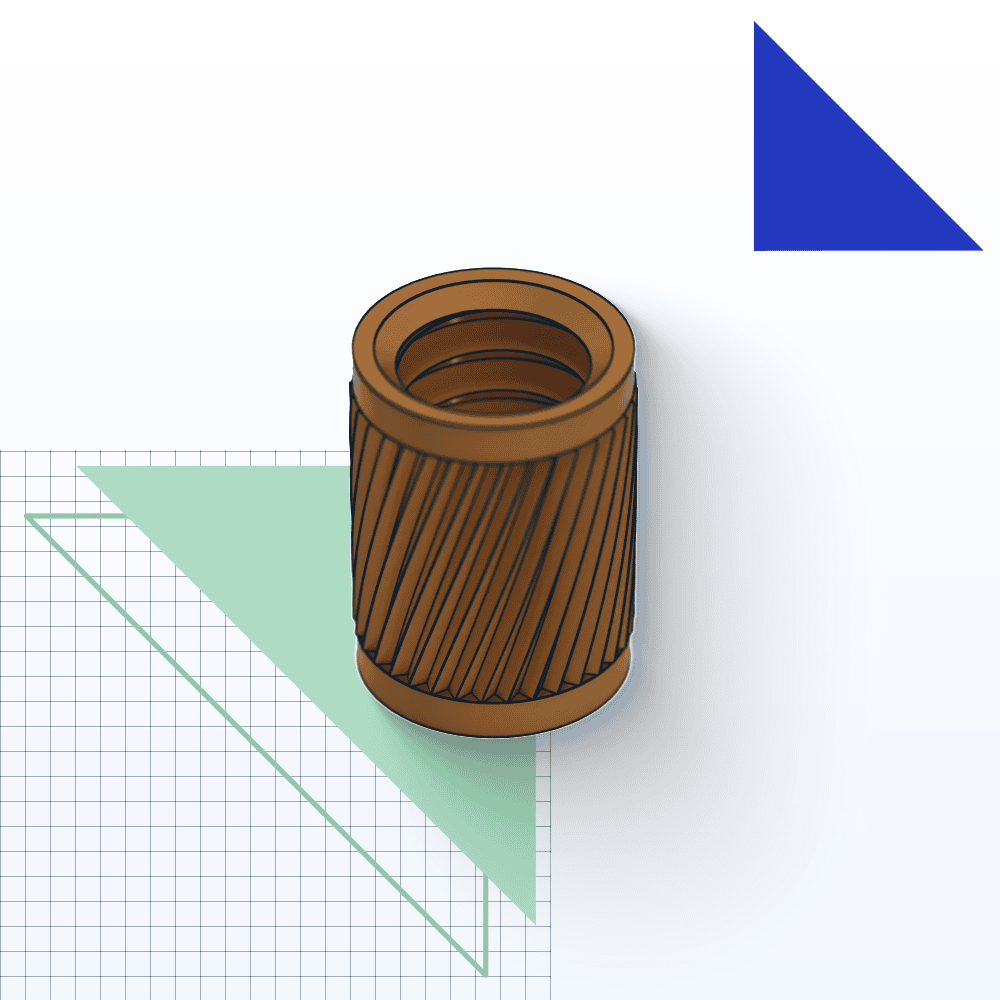
Gli inserti a pressione sono progettati per essere pressati in un foro dritto post-stampa senza ulteriore calore, rendendoli ideali per le plastiche più morbide. Sono dotati di zigrinature per fornire resistenza alla torsione e all’estrazione garantendo al tempo stesso un buon flusso della plastica durante l’inserimento. A seconda del tipo di inserto, le zigrinature possono essere elicoidali o a forma di diamante.
Gli inserti standard a pressione sono generalmente dotati di zigrinature elicoidali che erodono la plastica mentre vengono spinti, guidando l’inserto nel foro durante il serraggio. Questo design garantisce una coppia di installazione adeguata per mantenere la tensione necessaria tra le filettature.
Oltre agli inserti a pressione standard, quelli filettati a pressione ed espansione sono dotati di zigrinature diamantate. Questi inserti vengono spinti all’interno di un foro, quindi viene inserita una vite per espandere l’inserto, le zigrinature entrano così nella plastica circostante assicurando una tenuta salda.
Questo design consente un’installazione rapida senza strumenti specializzati, fornendo prestazioni dell’inserto affidabili.
- • Case elettronici: gli inserti a pressione sono ampiamente utilizzati nella produzione di involucri elettronici, chassis e componenti di alloggiamenti. Forniscono punti di fissaggio sicuri per le viti, distanziali o altri elementi di fissaggio, garantendo l’integrità e la durata dei dispositivi e delle apparecchiature elettroniche.
- • Componenti automotive: gli inserti a pressione vengono utilizzati nell’industria automobilistica per fissare pannelli di plastica, finiture, componenti interni e gruppi di cruscotti. Rinforzano le connessioni filettate nelle parti in plastica e resistono a vibrazioni, urti e variazioni di temperatura negli ambienti automotive.
- • Attrezzature industriali: gli inserti a pressione sono integrati nei componenti in plastica utilizzati in macchinari, attrezzature e strumenti industriali per fornire punti di montaggio sicuri per gli accessori e garantire stabilità, durata e funzionalità delle apparecchiature industriali in ambienti di produzione difficili.
Dimensioni standard degli inserti a pressione
Di seguito è riportata una tabella dati della ditta Spirol che evidenzia le diverse dimensioni per l’inserto a pressione Serie 50. Per un dimensionamento accurato dell’inserto, fare riferimento alle schede tecniche del produttore che si è selezionato e utilizzare la tabella seguente come esempio dei parametri forniti. Inoltre l’immagine sotto indica a cosa si riferiscono le misure presenti in tabella.

| Dimensione filettatura (Metrico) | A
Diametro zigrinatura (mm) |
P
Diametro foro pilota (mm) |
L
Lunghezza (mm) |
Diametro del foro
consigliato (mm) |
| Tolleranza > | Rif. | +-0,08 | +-0,13 | +0,08 |
| M2 x 0,4 | 3,40 | 3,07 | 3,18 | 3,15 |
| M2.5 x 0,45 | 4,19 | 3,86 | 3,56 | 3,94 |
| M3 x 0,5 | 4,19 | 3,86 | 3,56 | 3,94 |
| M3.5 x 0,6 | 4,98 | 4,65 | 3,81 | 4,72 |
| M4 x 0,7 | 5,77 | 5,44 | 7,06 | 5,51 |
| M5 x 0,8 | 6,58 | 6,25 | 7,87 | 6,32 |
| M6 x 1,0 | 8,15 | 7,82 | 9,45 | 7,90 |
| M8 x 1,25 | 9,75 | 9,42 | 11,05 | 9,50 |
Inserti filettati
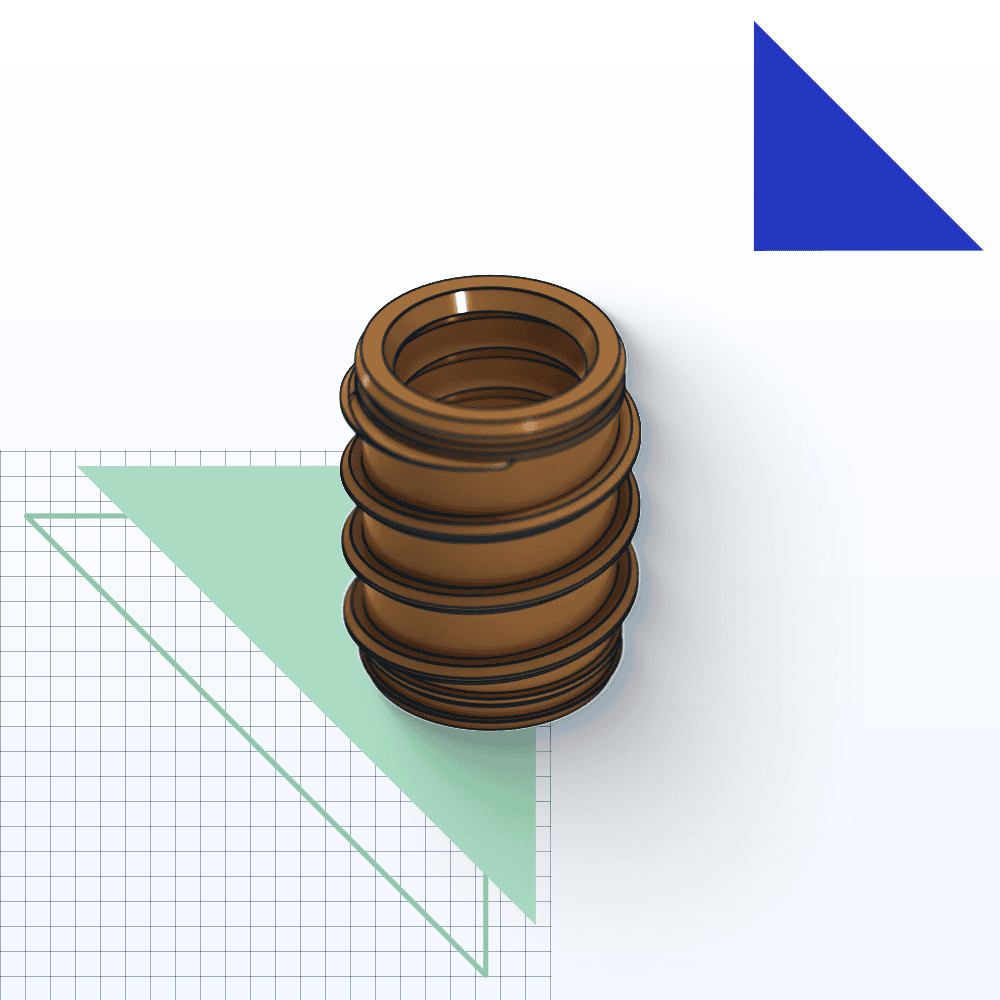
Gli inserti autofilettanti sono progettati per l’installazione post-stampo e sono quelli che garantiscono la maggiore resistenza allo sfilamento. Le filettature esterne hanno un profilo sottile per ridurre al minimo lo stress sulla plastica, abbinato a un passo relativamente grosso per massimizzare la superficie di taglio della plastica e prevenire l’estrazione. Questi inserti sono generalmente consigliati per materiali termoplastici o termoindurenti più morbidi per evitare le cricche.
La questione della coppia di installazione non è un problema in quanto il serraggio della connessione aumenta l’attrito tra plastica e filettature. Inoltre, il diametro maggiore della filettatura esterna dell’inserto incrementa la superficie di attrito. Inoltre, le prestazioni di coppia dipendono dalla maggiore area superficiale della filettatura esterna dell’inserto e dalla tensione tra la filettatura e la plastica.
- • Dispositivi di illuminazione e display: gli inserti filettati vengono utilizzati per produrre apparecchi di illuminazione, display e segnaletica per realizzare connessioni filettate in alloggiamenti in plastica, staffe di montaggio e componenti strutturali. Forniscono punti di attacco saldi per componenti elettrici, LED ed elementi di segnaletica, garantendo integrità strutturale e sicurezza.
- • Mobili e impianti: gli inserti filettati vengono comunemente utilizzati nel settore dei mobili e degli impianti per assemblare parti in plastica, come componenti di sedie, guide per cassetti e sistemi di mobili modulari. Semplificano il montaggio e smontaggio fornendo allo stesso tempo connessioni filettate robuste e durevoli.
- • Prodotti di consumo: gli inserti filettati trovano applicazione in vari prodotti di consumo, tra cui elettrodomestici, giocattoli, articoli per la casa e attrezzature ricreative. Forniscono soluzioni di fissaggio affidabili per l’assemblaggio di componenti in plastica, come maniglie, pomelli, cerniere e staffe di montaggio, garantendo durata e prestazioni del prodotto.
- • Automotive e aerospaziale: vengono utilizzati anche nell’industria automobilistica e aerospaziale per unire finiture e componenti in plastica.
Dimensioni standard degli inserti filettati
Di seguito è riportata una tabella dei dati di riferimento dell’azienda McMaster che evidenzia diverse dimensioni per i loro inserti filettati in plastica. Per un dimensionamento accurato dell’inserto, fare riferimento alle schede tecniche del produttore selezionato e utilizzare la tabella seguente come esempio dei parametri forniti.
| Dimensione del filetto (Metrico) | Lunghezza inserto (mm) | Diametro inserto (mm) | Dimensione foro consigliata (mm): -0.00+0.10 |
| M2.5 | 6 | 4.5 | 4 |
| M3 | 6 | 5 | 4.5 |
| M3.5 | 8 | 6 | 5.3 |
| M4 | 8 | 6.5 | 5.8 |
| M5 | 10 | 8 | 7.1 |
| M6 | 14 | 10 | 8.6 |
| M8 | 15 | 12 | 10.6 |
| M10 | 18 | 14 | 12.6 |
| M12 | 22 | 16 | 14.6 |
Inserti termoindurenti
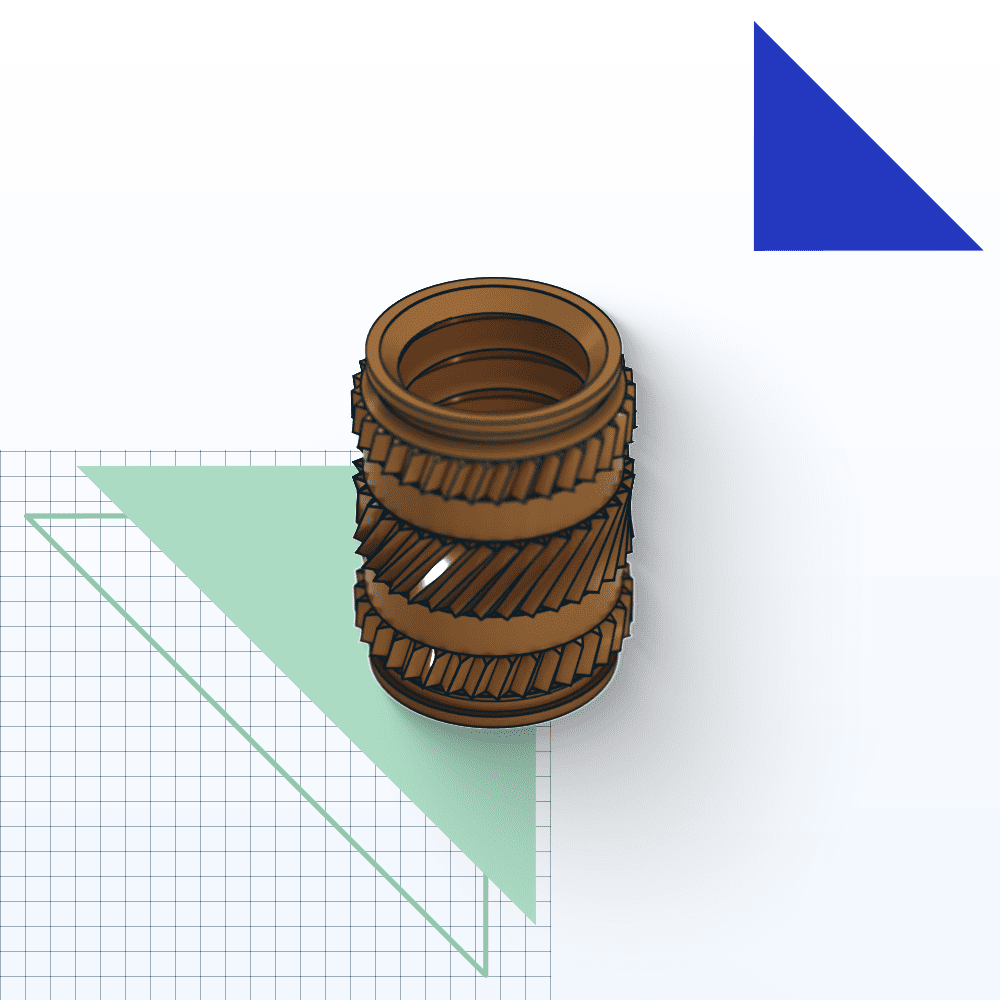
Gli inserti termoindurenti, detti anche inserti termofissati, vengono riscaldati e pressati in fori prestampati nelle parti in plastica. Quando l’inserto si raffredda, crea un forte legame con la plastica circostante, formando un punto di aggancio sicuro per gli elementi di fissaggio.
Gli inserti termoindurenti sono adatti per i materiali termoplastici nella stampa 3D poiché, al momento dell’installazione, il materiale termoplastico subisce una fusione e una rifusione attorno all’inserto. Questo processo rende la plastica che circonda l’inserto più resistente in quella zona, garantendo una salda connessione tra l’inserto metallico e il materiale termoplastico.
Due metodi principali per l’installazione di questi inserti sono il fissaggio a caldo e quello a ultrasuoni:
- Fissaggio a caldo: questo processo prevede il riscaldamento dell’inserto con una pressa termica. Quando l’inserto viene premuto nella parte in plastica, scioglie una piccola porzione della plastica circostante. Questa resina ammorbidita scorre nella zigrinatura dell’inserto e si indurisce una volta rimossa la pressa termica, formando un legame forte.
- Fissaggio ad ultrasuoni: questo metodo utilizza vibrazioni ad alta frequenza per generare calore e sciogliere la plastica attorno al foro. Tuttavia, è usato meno comunemente perché richiede un controllo preciso ed è più difficile da automatizzare rispetto al fissaggio termico.
I due principali tipi di inserti zigrinati per fissaggio a caldo/ultrasuoni, diritti e conici, offrono flessibilità a seconda dell’applicazione. Gli inserti conici sono particolarmente vantaggiosi in quanto sono autoallineanti, rendendo l’installazione più semplice e veloce.
- • Elettrodomestici: gli inserti in plastica termofissata vengono utilizzati per realizzare elettrodomestici come frigoriferi, lavatrici e lavastoviglie. Forniscono punti di montaggio sicuri per diversi componenti, tra cui maniglie, cerniere e pannelli di controllo, garantendone funzionalità e longevità.
- • Automotive e aerospaziale: vengono utilizzati anche nell’industria automotive e aerospaziale per unire finiture e componenti in plastica.
- • Dispositivi medicali: gli inserti a pressione vengono utilizzati per realizzare dispositivi e apparecchiature mediche, realizzando punti di attacco sterili e puliti in alloggiamenti in plastica, pannelli di strumenti e involucri. Soddisfano severi requisiti normativi per i processi di assemblaggio e sterilizzazione dei dispositivi medici, garantendo la sicurezza e l’affidabilità del prodotto.
Dimensioni standard degli inserti termoindurenti
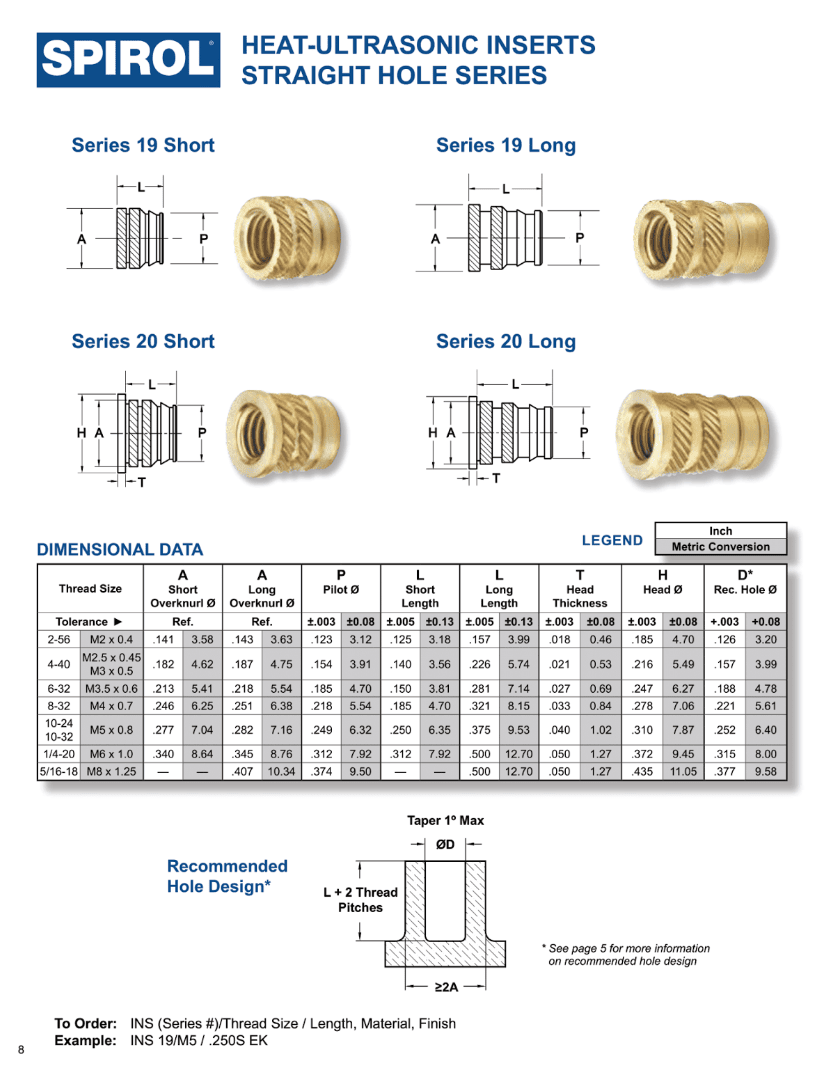
Di seguito è riportata una tabella dati dell’azienda Spirol che evidenzia le diverse dimensioni dei loro inserti filettati a caldo/ultrasuoni (Series 19 short). Per un dimensionamento accurato dell’inserto, fare riferimento alle schede tecniche del produttore che si è selezionato e utilizzare la tabella seguente come esempio dei parametri forniti.
| Dimensione del filetto (Metrico) | A Diametro zigrinatura (mm) | P Diametro pilota (mm) | L Lunghezza(mm) | Dimensione foro consigliata (mm) |
| Tolleranza > | Rif. | +-0,08 | +-0,13 | +0,08 |
| M2 x 0,4 | 3,58 | 3,12 | 3,99 | 3,20 |
| M2.5 x 0,45 M3 x 0,5 |
4,62 | 3,91 | 5,74 | 3,99 |
| M3.5 x 0,6 | 5,41 | 4,70 | 7,14 | 4,78 |
| M4 x 0,7 | 6,25 | 5,54 | 8,15 | 5,61 |
| M5 x 0,8 | 7,04 | 6,32 | 9,53 | 6,40 |
| M6 x 1,0 | 8,64 | 7,92 | 12,70 | 8,00 |
| M8 x 1,25 | – | 9,50 | 12,70 | 9,58 |
Inserti elicoidali (Helicoil®)
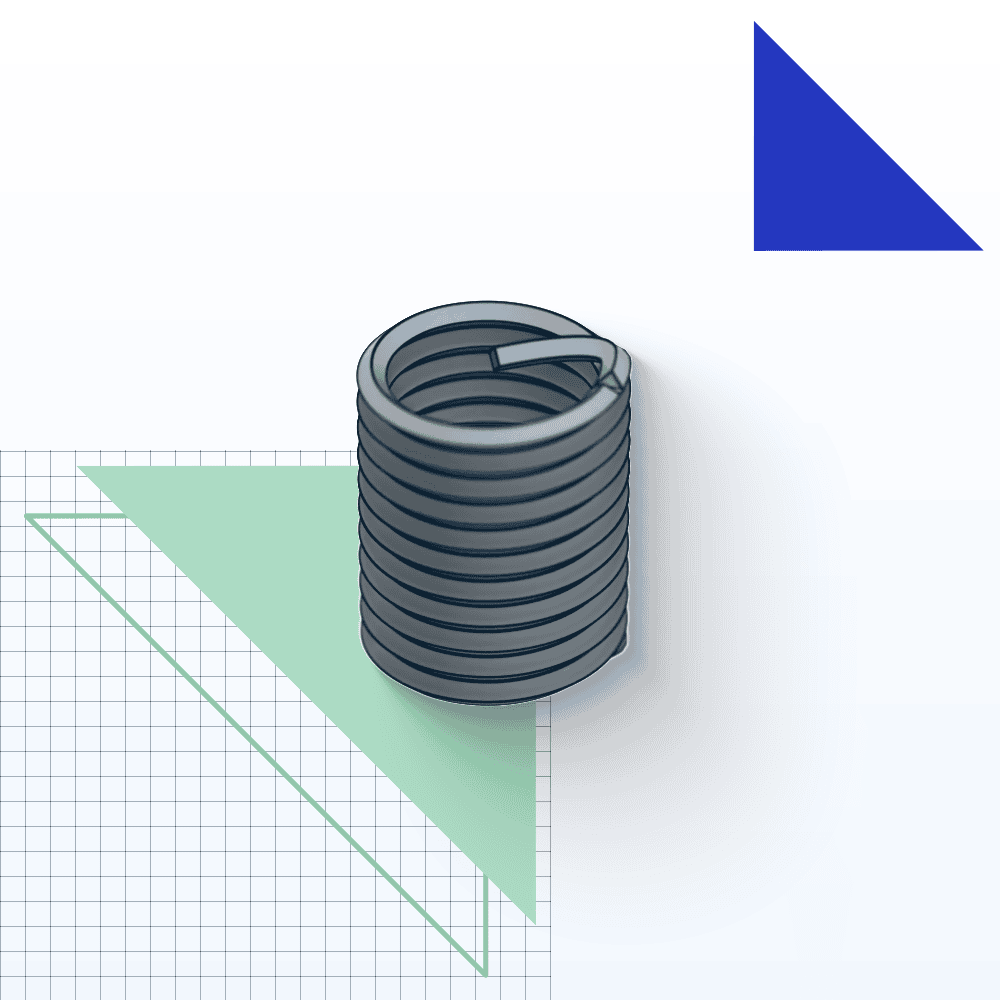
Gli inserti elicoidali, spesso chiamati inserti a spirale o inserti filettati, sono elementi di fissaggio a forma di spirale realizzati in acciaio inox o ottone. Sono utilizzati per rinforzare o riparare fori filettati in componenti in plastica che sono stati strappati o danneggiati. Gli inserti elicoidali forniscono una soluzione durevole per ripristinare l’integrità delle connessioni filettate in varie applicazioni.
Come installare un inserto elicoidale
L’installazione di un inserto elicoidale richiede del lavoro aggiuntivo rispetto ad altri inserti, poiché è necessario aggiungere una filettatura per poter avvitare tale inserto.
Ecco i passaggi fondamentali:
- Praticare un foro nel componente in plastica. Assicurarsi che la dimensione del foro corrisponda alla scheda tecnica del produttore.
- Filettare il foro utilizzando uno strumento di maschiatura (venduto presso la maggior parte dei produttori di inserti o negozi di ferramenta).
- Avvitare l’inserto nel foro utilizzando uno strumento di installazione (anch’esso venduto presso la maggior parte dei produttori di inserti).
- Spezzare la punta dell’inserto utilizzando un punzone o spingendo un cacciavite dentro l’inserto.
- • Riparazione di filettature danneggiate: una delle applicazioni principali degli inserti elicoidali è la riparazione di filettature rotte o danneggiate in componenti metallici o plastici. Inserendo un inserto elicoidale nel foro danneggiato, viene ripristinato il profilo della filettatura originale, consentendo una connessione sicura e affidabile con viti o bulloni.
- • Prevenzione dell’usura della filettatura: nelle applicazioni in cui i componenti vengono frequentemente assemblati e smontati, come nella manutenzione di macchinari o apparecchiature, gli inserti elicoidali possono aiutare a prevenire l’usura e il danneggiamento dei fori filettati. Fornendo una superficie filettata più resistente, gli inserti elicoidali prolungano la durata dei componenti e riducono la necessità di costose riparazioni o sostituzioni.
- • Miglioramento della capacità di carico: gli inserti elicoidali possono aumentare la capacità di carico delle connessioni filettate distribuendo la sollecitazione in modo più uniforme sul dispositivo di fissaggio e sul materiale circostante. Ciò è particolarmente utile nelle applicazioni in cui i componenti sono soggetti a carichi o vibrazioni elevati, come nei macchinari aerospaziali, automobilistici o industriali.
Dimensioni standard degli inserti elicoidali
Di seguito è riportata una tabella dei dati di riferimento del fornitore McMaster che evidenzia diverse dimensioni per il loro inserto elicoidale in acciaio inox. Per un dimensionamento accurato dell’inserto, fare riferimento alle schede tecniche del produttore che si è selezionato e utilizzare la tabella seguente come esempio dei parametri forniti.
| Dimensione del filetto (Metrico) | Lunghezza (mm) | Dimensione punta foratura (mm) | Diametro Max. del foro (mm) |
| M3 x 0,5 | 3 | 3,2 | 3,2 |
| M4 x 0,7 | 12 | 4,2 | 4,2 |
| M5 x 0,8 | 12,5 | 5,3 | 5,3 |
| M6 x 1,0 | 15 | 6,3 | 6,3 |
| M8 x 1,25 | 16 | 8,4 | 8,4 |
| M10 x 1,5 | 20 | 10,5 | 10,5 |
Inserti stampati
Gli inserti stampati e filettati vengono utilizzati nel processo di stampa a iniezione, in cui i perni vengono lavorati o inseriti nel nucleo dello stampo. Durante il processo di stampa, gli inserti vengono completamente incapsulati con la resina, garantendo un’elevata qualità di adesione ed eliminando la necessità di ulteriori fasi di inserimento post-stampaggio.
Tuttavia, il processo richiede una progettazione del nucleo più complessa con tolleranze precise tra perni ed inserti. Inoltre, il posizionamento degli inserti per ciascun ciclo può richiedere molto tempo.
Nonostante i costi iniziali più elevati rispetto ai processi di installazione post-stampa, gli inserti stampati offrono prestazioni superiori. Il loro design influisce in modo significativo sulla resistenza all’estrazione e sulla coppia, in particolare sulla lunghezza e sul diametro. Le zigrinature elicoidali sono spesso preferibili per massimizzare la resistenza alla torsione per un determinato diametro. Un adeguato incapsulamento in plastica nei sottosquadri dell’inserto è essenziale per ottenere la necessaria resistenza allo sfilamento durante l’impiego.
- • Fissaggio dei componenti negli assemblaggi in plastica: una delle applicazioni principali degli inserti stampati è quella di fornire collegamenti filettati robusti e durevoli negli assemblaggi in plastica. Incorporando l’inserto durante il processo di stampa, il componente in plastica può trattenere saldamente viti o bulloni, impedendo lo sfilamento e l’allentamento della filettatura. Questa applicazione è fondamentale nell’elettronica di consumo, negli interni automobilistici e negli elettrodomestici dove sono essenziali fissaggi affidabili.
- • Miglioramento della resistenza meccanica e della durata: gli inserti stampati migliorano la resistenza meccanica e la durata delle parti in plastica fornendo connessioni metallo-metallo. Ciò è particolarmente importante nelle applicazioni che richiedono frequenti operazioni di montaggio e smontaggio o dove le parti sono soggette a sollecitazioni e carichi elevati. Settori come quello aerospaziale, automobilistico e dei dispositivi medici utilizzano inserti stampati per garantire che i componenti possano resistere a un uso rigoroso senza degradare il materiale plastico.
- • Fornire conduttività elettrica e termica: gli inserti stampati possono anche fornire conduttività elettrica e termica nei componenti in plastica. Integrando degli inserti conduttivi, le parti in plastica possono essere progettate per facilitare la messa a terra, la schermatura o la dissipazione del calore. Questa applicazione è particolarmente utile nei settori dell’elettronica e delle telecomunicazioni, dove il mantenimento delle prestazioni elettriche e la gestione del calore sono fondamentali per la funzionalità e la longevità dei dispositivi.
Dimensioni standard degli inserti stampati
Di seguito è riportata una tabella dei dati di riferimento dell’azienda Spirol che evidenzia le diverse dimensioni degli inserti stampati con foro passante in alluminio (Serie 63). Per un dimensionamento accurato dell’inserto, fare riferimento alle schede tecniche del produttore che si è selezionato e utilizzare la tabella seguente come esempio dei parametri forniti.
| Dimensione del filetto (Metrico) | A Diametro esterno (mm) | L Lunghezza (mm) | L Diametro Min.(mm) |
| Tolleranza > | Rif. | +-0,13 | – |
| M4 x 0,7 | 6,90 | 6,50 | 3,289 |
| M5 x 0,8 | 7,85 | 8,25 | 4,229 |
| M6 x 1,0 | 9,33 | 10,00 | 4,991 |
| M8 x 1,25 | 11,75 | 11,75 | 6,769 |
Come scegliere l’inserto corretto
Ecco alcune considerazioni chiave da considerare quando si seleziona un tipo di inserto per le proprie parti:
Requisiti di forza (Estrazione e coppia)
I fattori chiave di resistenza degli inserti sono la resistenza all’estrazione dalla parte (forza di estrazione) e alla torsione interna quando il dispositivo di fissaggio accoppiato viene serrato (forza di torsione). Un inserto più lungo aumenta la resistenza allo sfilamento, mentre un inserto di diametro maggiore migliora la capacità di coppia.

Per via della complessità di progettazione dei componenti e dell’ampia varietà di opzioni, può essere difficile calcolare le esatte forze di estrazione e coppia per un’applicazione specifica. Ciò richiederebbe di effettuare dei test. Tuttavia, con una buona approssimazione, può essere calcolata utilizzando il criterio di snervamento di von Mises.
Materiali
A seconda dell’applicazione contano sia il materiale plastico che quello dell’inserto. Gli inserti per fissaggio a caldo e ad ultrasuoni funzionano solo con materiali termoplastici. Per i materiali termoindurenti, le opzioni sono lo stampaggio nell’inserto o la successiva pressatura a freddo dell’inserto, dove l’elasticità del materiale in resina diventa fondamentale.
Il materiale più comune per gli inserti filettati è l’ottone. Tuttavia, le alternative senza piombo come l’acciaio inox o l’alluminio stanno diventando sempre più comuni a causa dei crescenti requisiti di sostenibilità. L’acciaio inox offre una migliore robustezza e resistenza alla corrosione e gli inserti in alluminio sono circa il 70% più leggeri dell’ottone.
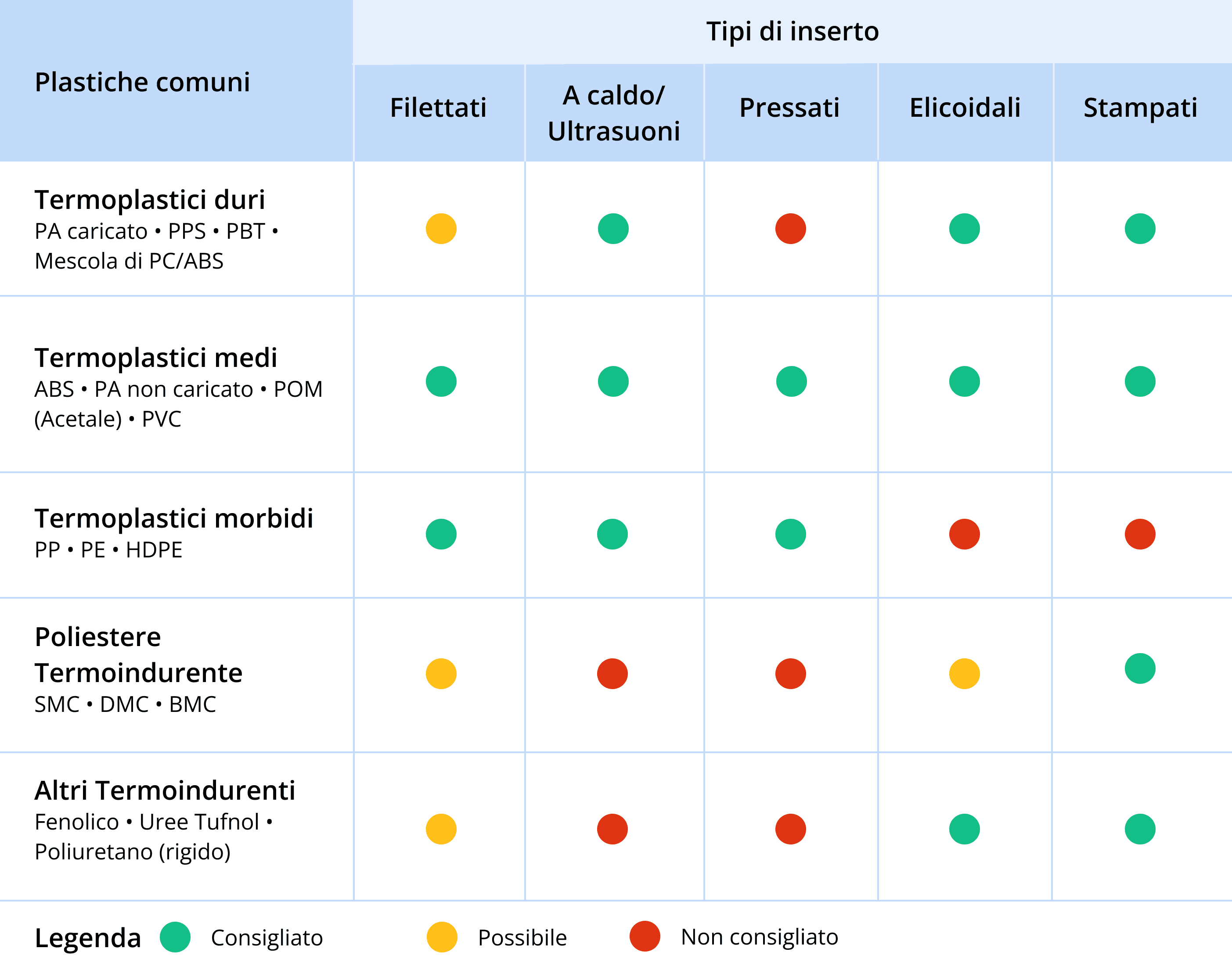
Utilizzate la tabella seguente come riferimento, ma assicuratevi di verificare con il vostro produttore preferito la migliore plastica da utilizzare per una serie di inserti specifica. Inoltre, si consiglia di determinare la resistenza al taglio del materiale per sapere se è in grado di gestire la coppia o la resistenza allo strappo data dalla sua applicazione.

Costo
Siccome gli inserti filettati possono essere modellati all’inizio o pressati successivamente nella parte, il costo totale dell’operazione va considerato. Ciò include tempi e costi di stampa, gestione dei componenti e assemblaggio. Ad esempio, optare per inserti stampati potrebbe non essere l’opzione più conveniente se si realizzano prototipi solo per testare la funzionalità di base.
Tecnologia di produzione
Quando si aggiungono inserti filettati per una particolare applicazione è necessario considerare la tecnologia di produzione utilizzata per realizzare una parte in plastica.
Tecnologia |
Metodi di fissaggio degli inserti |
Considerazioni speciali sugli inserti |
Stampa a iniezione |
Inserti stampati posizionati prima dell’iniezione |
Garantisce legami forti e un posizionamento preciso |
Lavorazione CNC |
Post-stampaggio: pressatura, maschiatura, termofissaggio |
Adatto per tolleranze ristrette |
Stampa 3D |
Durante la stampa o la post-stampa: termosaldatura, inserimento a pressione |
Richiede uno riempimento maggiore attorno alla posizione dell’inserto per garantire maggiore resistenza |
Inserti filettati nella Stampa 3D
Tecnologia di stampa 3D |
Metodi di fissaggio degli inserti |
Considerazioni speciali sugli inserti |
MJF |
Post stampa: termofissato, pressatura |
È necessario uno riempimento più elevato attorno agli inserti per maggiore resistenza |
FDM |
Durante o Post-stampa: termofissato, pressatura |
Le linee dei layer possono influire sulla precisione, è necessario uno riempimento maggiore attorno agli inserti |
SLS |
Post-stampa: termofissato, pressatura |
Parti resistenti, è necessario uno riempimento maggiore attorno agli inserti |
SLA |
Post-stampa: termofissato, pressatura |
Finitura superficiale liscia, è necessario uno riempimento maggiore attorno agli inserti |
DMLS |
Post-stampa: termofissato, pressatura |
Adatto per parti metalliche, è necessario uno riempimento maggiore attorno agli inserti |
Carbon DLS |
Post-stampa: termofissato, pressatura |
Produzione rapida, strong parts, è necessario uno riempimento maggiore attorno agli inserti |
Polyjet |
Post-stampa: termofissato, pressatura |
Elevata risoluzione, è necessario uno riempimento maggiore attorno agli inserti |
A cosa prestare attenzione quando si leggono le tabelle delle specifiche del produttore
Le dimensioni standard degli inserti dipendono dal produttore e possono variare in modo significativo. Ecco alcuni dati chiave a cui prestare attenzione quando si legge una tabella delle specifiche.
Materiale
Le opzioni di materiale per gli inserti includono inserti in ottone realizzati con piombo, in lega di ottone, in alluminio e in inox 303:
- Gli inserti in alluminio sono più leggeri del 70% rispetto ai loro corrispettivi in ottone e inox, offrono una buona resistenza alla corrosione e sono privi di piombo. La loro composizione senza piombo consente inoltre un riciclo efficiente.
- Gli inserti in acciaio inox 303 sono i più resistenti rispetto alle opzioni in ottone e alluminio. Hanno una buona resistenza alla corrosione e sono privi di piombo, il che li rende sicuri per il riciclaggio.
- Gli inserti in ottone realizzati con piombo offrono una resistenza maggiore rispetto all’alluminio e ad altre leghe di ottone, sebbene non siano resistenti quanto quelli in inox 303. Forniscono inoltre una buona resistenza alla corrosione.

Punta del trapano e dimensione del foro
Le tabelle delle specifiche degli inserti forniranno la dimensione corretta della punta e il diametro consigliato massimo del foro per evitare prestazioni ridotte. Tuttavia, un foro troppo piccolo causerà sollecitazioni indesiderate e potenziali crepe nella plastica. Alcuni produttori includono una tolleranza entro la quale lavorare per ottenere prestazioni ottimali dell’inserto.
Anche il diametro del foro passante nel componente di accoppiamento è importante. L’inserto, non la plastica, deve sostenere il carico. Il foro nel componente di accoppiamento deve essere più grande del diametro esterno della vite ma più piccolo del diametro pilota o frontale dell’inserto. Ciò impedisce problematiche sull’accoppiamento.


Foro conico o dritto
Gli inserti diritti devono essere utilizzati nei fori diritti, mentre gli inserti conici devono essere utilizzati per i fori conici. Il produttore indica che grado di conicità dovrebbe avere un foro per uno specifico inserto. Tuttavia, la raccomandazione standard è una rastremazione non superiore a 1 grado per i fori diritti e 8 gradi per quelli rastremati.
Lunghezza del foro
I fori devono essere sempre più profondi della lunghezza dell’inserto e la vite di montaggio non deve mai raggiungere il fondo del foro poiché ne risulterebbe un distacco (cioè l’inserto rischierebbe di strappare il foro).
I produttori forniscono inserti di diversa lunghezza, occorre quindi assicurarsi di annotare la lunghezza installata. Come regola generale, gli inserti autofilettanti devono essere inseriti in un foro con una profondità minima di 1,2 volte la lunghezza dell’inserto. La profondità minima del foro per gli altri inserti dovrebbe essere pari alla lunghezza dell’inserto più 2 passi di filettatura.
Diametro del corpo
Il diametro del corpo (o spessore della parete) si riferisce alla sezione rialzata attorno al foro in cui verrà installato l’inserto. Questa dimensione è fondamentale per evitare rigonfiamenti durante l’installazione. Se non è possibile ottenere una parete più spessa attorno al foro, l’aggiunta di nervature è un’opzione per garantire prestazioni ottimali dell’inserto.
Quando si visualizza la scheda delle specifiche del produttore, a volte viene incluso un diametro del corpo consigliato. In caso contrario, progettare questo diametro da 2 a 3 volte il diametro dell’ inserto (a volte chiamato diametro della sovrazigrinatura).
Dimensione del filetto
La dimensione del filetto si riferisce alla filettatura interna dell’inserto, che determina quale vite di montaggio verrà utilizzata. Sono disponibili le misure metriche, UNC (Unified National Coarse) e UNF (Unified National Fine). La UNC/UNF è utilizzata principalmente negli Stati Uniti.
Le dimensioni metriche dei filetti sono indicate con la lettera “M” seguita dal diametro nominale in millimetri. Il passo (distanza tra le filettature) può essere specificato ma talvolta viene omesso per i passi grossi.
- M10 x 1.25 – diametro nominale di 10 mm con un passo di 1.25 mm.
- M4 – diametro nominale di 4 mm con passo standard (0.7 mm se a passo grosso).
Design della zigrinatura
Le zigrinature sono essenziali per migliorare la resistenza alla torsione in varie applicazioni e sono comuni sugli inserti filettati, a pressione e termofissati. Le zigrinature diritte sono generalmente preferibili rispetto a quelle diamantate grazie al loro design superiore. Zigrinature più grossolane, pur aumentando la resistenza alla torsione, inducono una maggiore sollecitazione sui materiali plastici. Pertanto, selezionare la grossolanità della zigrinatura appropriata è fondamentale per bilanciare prestazioni e integrità del materiale.
La circonferenza dell’inserto è un fattore chiave nel determinare il passo della zigrinatura, il che impone limitazioni pratiche alla progettazione delle zigrinature. Le zigrinature elicoidali, a differenza di quelle diritte, offrono diversi vantaggi. Oltre a ridurre la resistenza alla torsione, aumentano significativamente la resistenza allo sfilamento assiale. Angoli di zigrinatura compresi tra 30° e 45° influiscono positivamente sulla resistenza allo sfilamento con una perdita di coppia minima.
In pratica, sullo stesso inserto possono essere combinate più fasce di zigrinatura con diversi angoli dell’elica per ottenere una combinazione ottimale di coppia e resistenza allo sfilamento. Questo approccio multiplo consente di ottimizzare le caratteristiche prestazionali per soddisfare requisiti applicativi specifici.
Come ricevere parti in plastica con inserti ordinati su Xometry
Sulla Piattaforma di fornitura di Xometry’s, abbiamo la capacità di produrre stampe 3D di alta qualità in una varietà di plastiche e di preforare i fori pronti per qualsiasi inserto standard. Avete bisogno di inserti filettati per plastica selezionati da voi? Faremo anche questo per soddisfare i requisiti specifici di resistenza delle parti.
Se avete bisogno di componenti realizzati tramite lavorazione CNC, stampa 3D, o stampa a iniezione, la nostra piattaforma offre quotazioni istantanee e manuali per una selezione di materiali termoplastici e termoindurenti.
Impostazione di inserti filettati sul motore di quotazione istantanea di Xometry


Nota: Se saltate la fase di caricamento di un disegno e procedete con l’ordine della vostra parte, i nostri tecnici commerciali vi contatteranno in seguito per chiarire le informazioni sui vostri inserti.
Dubbi sul processo e sul materiale? Date un’occhiata alla nostra libreria di materiali e i nostri strumento decisionale per i materiali di stampa 3D. Quindi, caricate semplicemente i vostri file CAD sul nostro Motore di quotazoone Istantaneo e ricevete un’offerta in pochi click.






Comment(0)