 Europe
Europe  Türkiye
Türkiye 

3D baskı teknolojisi, son derece dayanıklı plastik ve metal parçalar üretebilir. Bununla birlikte, 3D baskı ile üretilen parçaların birtakım uygulamaları çok daha fazla güç gerektirebilir. Tasarım ve malzeme seçimi, 3D baskıyla üretilmiş bir parçanın sağlamlığını belirleyen en kritik faktörlerdir. Ancak iyi tasarlanmış bir parça bile, diğer basit ama önemli dayanım arttırma teknikleri göz ardı edildiğinde zayıflık gösterebilir ve performans yetersiz kalabilir.
3D baskı ile üretilen parçaları güçlendirmek için çeşitli teknikler vardır. Bunlar üç geniş kategoride gruplandırılabilir: parça geometrisi, baskı ayarları ve ardıl işlemler.
Parça Geometrisi
Parça geometrisi, 3D baskıyla üretilmiş bir parçanın dayanımını belirlemede hayati bir rol oynar. Radyus ve pahlar yapısal stabilite sağlarken, destek ve federlerin kullanımı kenarların mekanik mukavemetini artırır.
- Radyus ve Pah Kullanın: Radyus eklemek veya pah kırmak, parçalardaki daha ince kısımlar için güçlü bir temel sağlar ve nozulların baskı esnasında hassas bölümlere çarpmasını önler.
- Feder ve Destekler: Feder ve destek yapıları, bir duvardan veya düzlemden dik olarak uzanan ince unsurlardır. Bunlar, parçaya destek sağlar ve mukavemetini arttırırlar. Federlerin kalınlığı et kalınlığının yarısı kadar olmalı ve et kalınlığının en az iki katı kadar aralıklarla yerleştirilmelidir. Büyük ve uzun federlerden kaçınılmalıdır; bunun yerine birden fazla küçük feder kullanılmalıdır.


3D Baskı Ayarları
Daha dayanıklı parçalar üretmek için 3D baskı sürecinin en elverişli şekilde ayarlanması gerekir. Bu ayarlar aşağıdaki gibidir.
3D Baskıda İç Dolgu
Dolgu, en temel tanımıyla, parçanın dış duvarlarının içindeki malzeme miktarını ifade eder. Bu teknik, dayanımı arttırmak için FDM 3D baskı teknolojisinde yaygın olarak kullanılır. İç dolgu ayarı, dolgu deseni ve dolgu yoğunluğu olmak üzere iki şekilde yapılır.
Dolgu Deseni
Dolgu deseni, 3D baskılı bir parçanın içindeki boşluğu dolduran tekrarlı bir yapıdır ve genelde görünmeyecek şekilde gizlenir. Üçgen, archi, dikdörtgen, altıgen veya eş merkezli gibi çok sayıda dolgu deseni stili vardır.
Archi dolgu deseni dairesel veya yuvarlak parçalar için en uygunudur. Dikdörtgen dolgu deseni, paralel ve dik ızgarası nedeniyle %100 yoğun bir parça oluşturabilir. Altıgen dolgu deseni en ideal mukavemet/ağırlık oranını sağlar, ancak baskı süreci en uzun süren desendir.
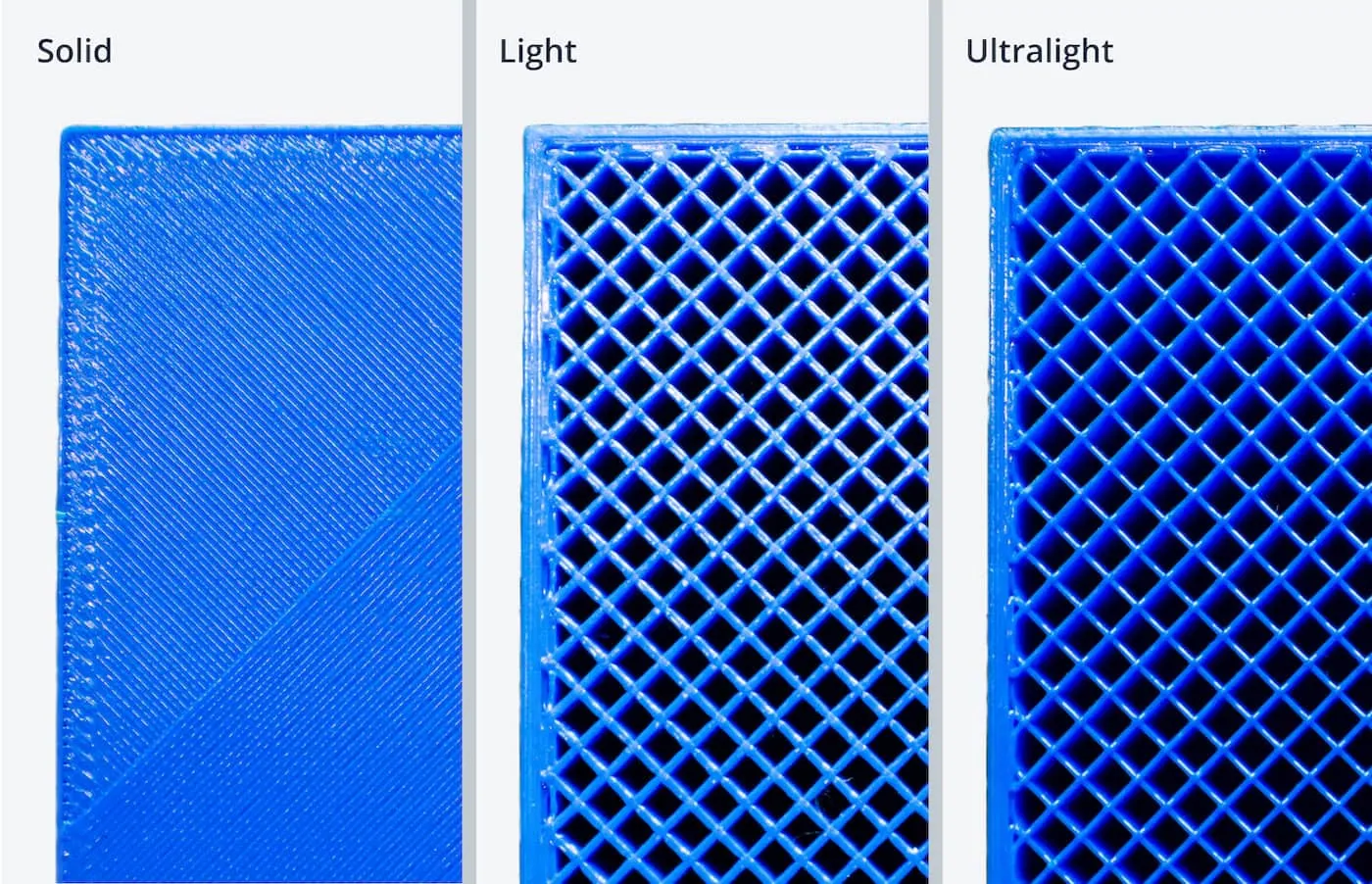
Dolgu Yoğunluğu
%0 yoğunluğunda hiç dolgu bulunmaz ve %100’lük bir dolgu tamamen sağlam bir parça ortaya çıkarır. %100 dolgulu parçalar en dayanıklı parçalardır. Ancak, birçok durumda, ağırlığı ve maliyeti artıran bir faktördür ve ekstra malzeme kullanımına sebep olur. Bal peteği deseni %50’nin altındaki dolgular için en idealiyken, doğrusal desen %50’nin üzerindeki oranlar için en idealidir. Genel dolgu yoğunlukları %20 ile %25 oranları arasındadır.

Parça Oryantasyonu
3D baskı ile üretilmiş parçalar, yapı gövdesine paralel düzlemlerde daha güçlüdür çünkü bir katmandaki moleküler bağ, katmanlar arasındaki yapıştırıcı bağlardan çok daha fazladır. Bunlar X ve Y düzlemleri olarak ifade edilir. Bu teknik FDM 3D baskı için yaygın olsa da, dayanıklılığı artırmak için SLA ve SLS gibi diğer teknolojilerde de kullanılabilir. Parça oryantasyonu, parçada yüklenme ve basıncın nerede gerçekleşeceğine bağlıdır.

Kabuk Kalınlığı
Bu, 3D parçaların güçlendirilmesinde önemli bir rol oynar. Daha kalın bir kabuk, parçayı daha dayanıklı hale getirir. FDM baskı için, nozul çapının 3 ila 4 katı olan bir kabuk kalınlığı, ağır ve sürekli yüke maruz kalacak parçalar için en uygunudur. Çoğu 3D baskı işlemi standart olarak minimum 1 mm kalınlık kullanır. Ancak bunun arttırılması gerilme ve darbe mukavemetini artıracaktır. Diğer 3D baskı teknolojileri için önerilen kalınlık hakkında ayrıntılı bilgi için lütfen tasarım kılavuzlarımızı inceleyin.
Ardıl İşlemler
Basılmış parçaların gücünü daha da artırmak için ardıl işlem seçeneklerini göz önünde bulundurabilirsiniz. Aşağıdaki ardıl işlemler 3D baskı üretilmiş parçaların dayanımını büyük ölçüde artırabilmektedir.
Tavlama
Tavlama, temel olarak 3D baskılı bir parçanın ısıtılması ve iç gerilimleri azaltmak için kademeli olarak soğumaya bırakılması işlemidir ve bu işlemler sonucunda daha sert bir parça elde edilir. Metaller ve camlar tavlanabilir ancak tüm plastik malzemeler tavlama işlemi için uygun değildir. Tavlamaya elverişli malzemelerden bazıları PLA, PET ve PA 12’dir.
Elektro Kaplama
Elektro kaplama, parçanın su ve metal tuzlarından oluşan bir çözeltiye daldırılmasını içeren bir ardıl işlem uygulamasıdır. Akım çözeltiden geçirildiğinde, metal katyonlar parçanın etrafında ince bir kaplama oluşturur. Bu teknik FDM, SLS, SLA veya SCM yazıcılarla üretilen parçalara uygulanabilir. Parçanın metal parçalarla neredeyse aynı mekanik özelliğe sahip olmasını sağlar ve bu yönüyle çeşitli uygulamalar için metal 3D baskıya göre çok daha ucuz bir alternatiftir.
Ancak, elektrolizle kaplanan parçaların içi hala plastiktir ve bu nedenle iç plastiğin yumuşama sıcaklığından daha yüksek bir sıcaklığa ısıtılırlarsa, dış metal erimese bile iç mukavemet kaybolur. Elektro kaplama için çinko, krom, nikel, bakır vb. çeşitli metaller kullanılabilir. Elektro kaplamadan önce, metalin yapışmasına uygun iletken bir yüzey oluşturmak için parçayı astarlamak önemlidir. Astarlama için yaygın olarak grafit kullanılır.
Reçine Kaplama
3D baskılı parçaları kaplamak için epoksi reçineler veya polyester reçineler kullanılabilir. Epoksi kaplama, epoksi boya ile yapılan çözünmeyen bir yüzey kaplamasıdır. Boya, epoksi reçine ve sertleştirici olmak üzere iki adet kimyasal içerir. Ortaya çıkan kaplama genellikle kaplanmamış parçalardan daha dayanıklı ve daha serttir. Ancak, parça geometrisinde yüksek hassasiyet ve keskin kenarlar gerekiyorsa epoksi kaplama uygun bir seçenek olmayabilir. Polyester reçineler ise incedir ve kompleks geometrideki parçaların üzerine yayılabilir. Reçine, uygulamadan 5 dakika sonra sertleşmeye başlar ve tamamen kuruması genellikle 24 saat sürer. Reçine kaplama, herhangi bir 3D yazıcıdan çıkan herhangi bir parçaya uygulanabilir.
Karbon Fiber Takviyesi
Karbon veya cam elyaflar da 3D baskı ile üretilen parçaları güçlendirmek için kullanılabilir. Karbon elyaf mükemmel bir mukavemet/ağırlık oranına sahiptir ve sürekli yüklenmeye maruz kalan parçalar için en iyi seçenektir. Karbonun aksine, cam elyaflar kırılana kadar bükülür. Elyaflar iki şekilde lamine edilebilir:
- Kısa elyaf takviyesi
Bu yöntemde, mukavemet ve sertliği artırmak için elyaflar doğranır ve termoplastik ile karıştırılır:
- Sürekli elyaf takviyesi
Bu teknikte, elyaf ekstrüze edilirken ve biriktirilirken termoplastik içine sürekli olarak entegre edilmelidir. Bu teknik, aynı anda baskı yapan iki nozul gerektirir.
Sonuç
Xometry Türkiye olarak, müşterilerimizin talepleri doğrultusunda 3D baskı parçaları için çeşitli güçlendirme seçenekleri sunuyoruz. Anlık Fiyat Motoru’na gidin, modellerinizi yükleyin, parça özelliklerini düzenleyin ve yüksek mukavemete sahip parçalarınız sadece birkaç gün içinde size teslim edilsin.





Comment(0)