 Europe
Europe  Türkiye
Türkiye 


Die Evolution: Wenn das Desktop-Format nicht mehr ausreicht
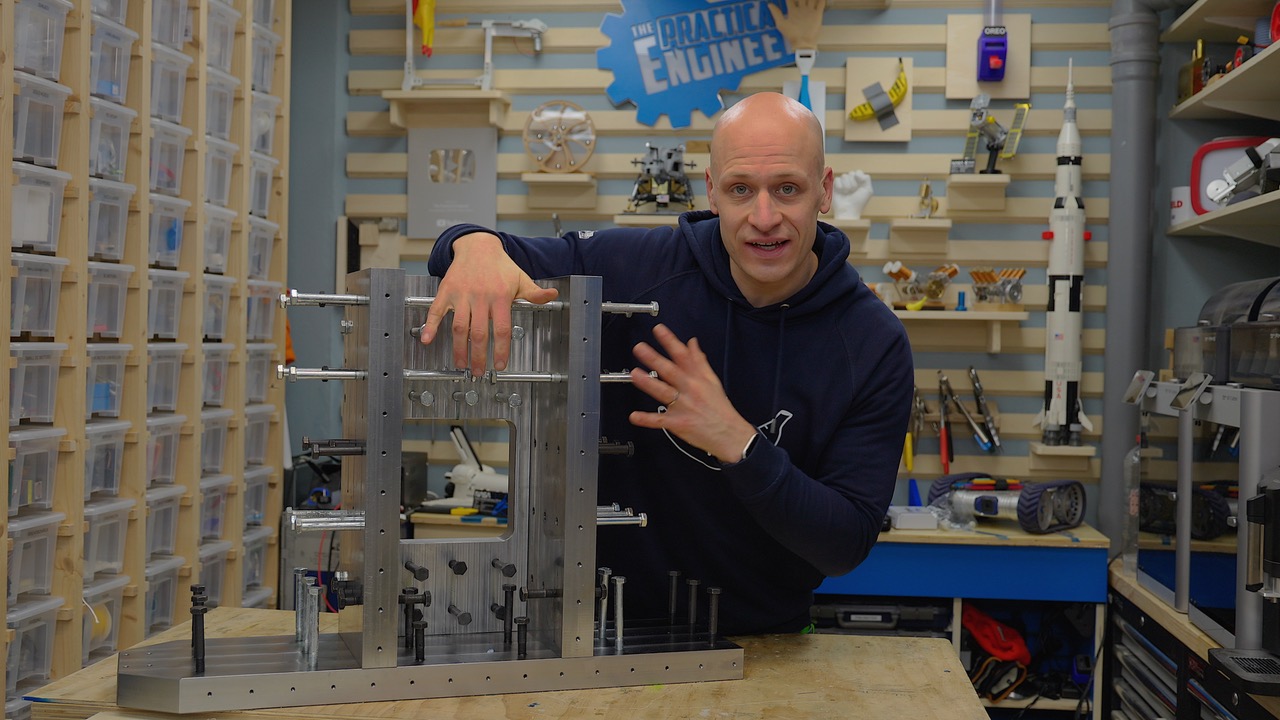
Am Anfang stand ein vergleichsweise bescheidenes Ziel: eine kompakte Tischmaschine, die Aluminium zuverlässig zerspanen kann. Doch je weiter die Konstruktion in Fusion 360 voranschritt, desto deutlicher zeigte sich die technische Realität der Stahlbearbeitung: Stabilität erfordert Masse.
Was als leichtes Desktop-Konzept begann, entwickelte sich zu einem 400 kg schweren Kraftpaket. Das Fundament der Maschine bildet heute eine geschlossene Rahmenkonstruktion mit folgenden Merkmalen:
- Baustahl S355: ausgewählt wegen seiner Zuverlässigkeit, Festigkeit und guten Verfügbarkeit.
- 40 mm dicke Stahlplatten: dimensioniert, um hohe Steifigkeit unter mehrachsigen Schnittkräften zu gewährleisten.
- UHPC-Füllung (ultrahochfester Beton): ergänzt den Stahlrahmen, erhöht die Gesamtmasse und verbessert die strukturelle Schwingungsdämpfung.
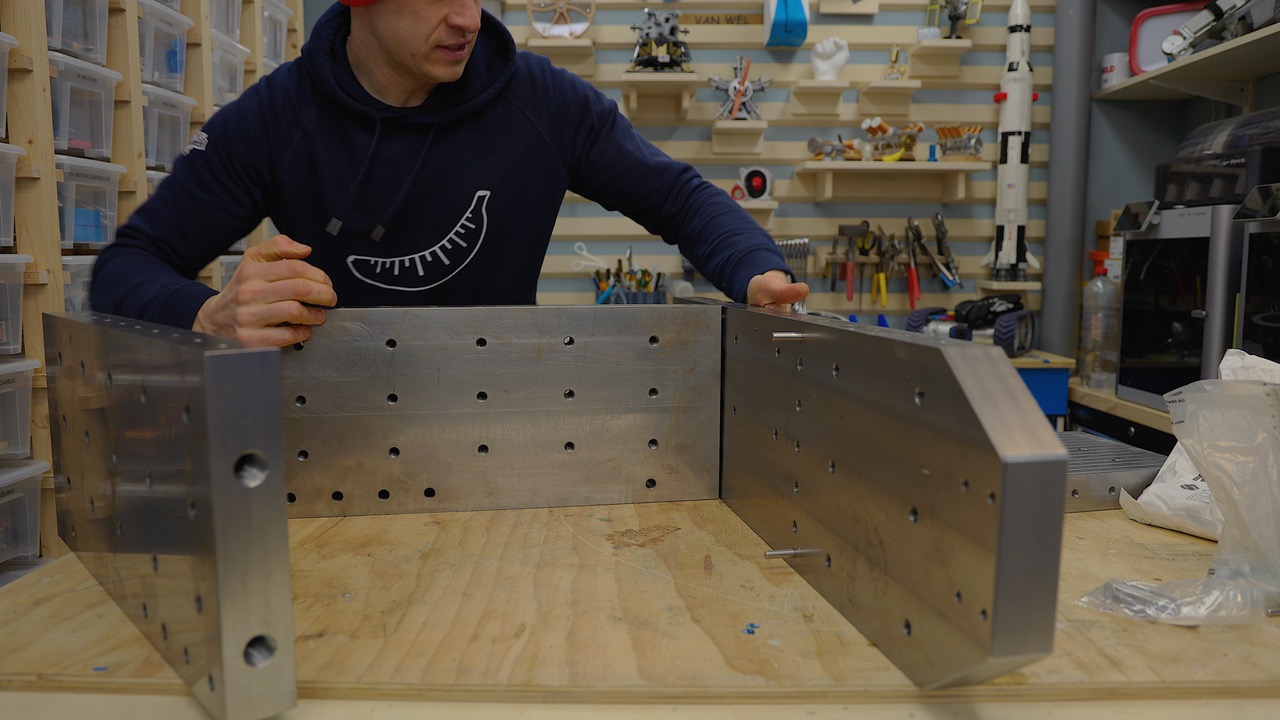
Konstruktionsstrategie: Frästeile statt Schweißkonstruktion
Thermischer Verzug durch Schweißen ist eine typische Herausforderung bei großen Stahlrahmen. Um meine angestrebte Positioniergenauigkeit von 0,01 mm zu erreichen, entschied ich mich deshalb für einen kontrollierteren Ansatz: den Aufbau der Konstruktion aus präzisionsgefrästen Stahlplatten.
Indem ich alle kritischen Oberflächen selbst bearbeitete – darunter die Montageflächen für die Linearführungen und die Referenzebenen –, reduzierte ich die Unbekannten, die bei Schweißbaugruppen häufig auftreten. Diese pragmatische Entscheidung verschaffte mir eine berechenbare Basis. So konnte ich sicherstellen, dass die Führungsschienen parallel bleiben und sich die Achsen nicht ungewollt verspannen.

Die X-, Y- und Z-Achsen: Steifigkeit hat Priorität
Viele Tischmaschinen setzen darauf, die bewegte Masse möglichst stark zu reduzieren, um höhere Geschwindigkeiten zu erreichen. Ich habe bewusst den entgegengesetzten Weg gewählt: Schlittenplatten, Tragstrukturen und Motorhalterungen wurden konservativ dimensioniert, statt aggressiv auf Leichtbau getrimmt.
Der Leistungskompromiss:
- Eilganggeschwindigkeit: angestrebte 10.000 bis 15.000 mm/min
- Beschleunigung: angestrebte 1.000 bis 2.500 mm/s²
Die Logik dahinter ist einfach: Ich bevorzuge mehr Masse und eine etwas geringere dynamische Leistung gegenüber einer Leichtbauweise, die Steifigkeit opfert.


Lektionen aus der Werkstatt
Der Übergang zum schweren Maschinenbau brachte einige wichtige Erkenntnisse mit sich – insbesondere für Entwickler, die Sondermaschinen beschaffen oder selbst bauen möchten.
- Toleranzsumme: Das direkte Einfräsen von Montageflächen in dicke Platten reduziert Fehler, die bei der Verbindung mehrerer Bauteile über Schnittstellen entstehen können.
- Thermische Kompatibilität: Die Kombination aus Stahl und UHPC ist besonders effektiv, da die Wärmeausdehnungskoeffizienten beider Materialien eng beieinanderliegen. Dadurch lassen sich innere Spannungen bei Temperaturschwankungen deutlich reduzieren.
- Vorbereitung ist alles: Kleine Nachlässigkeiten, etwa nicht abgedichtete Gewindebohrungen vor dem Betongießen, führen später zu erheblichem und vermeidbarem Reinigungsaufwand.

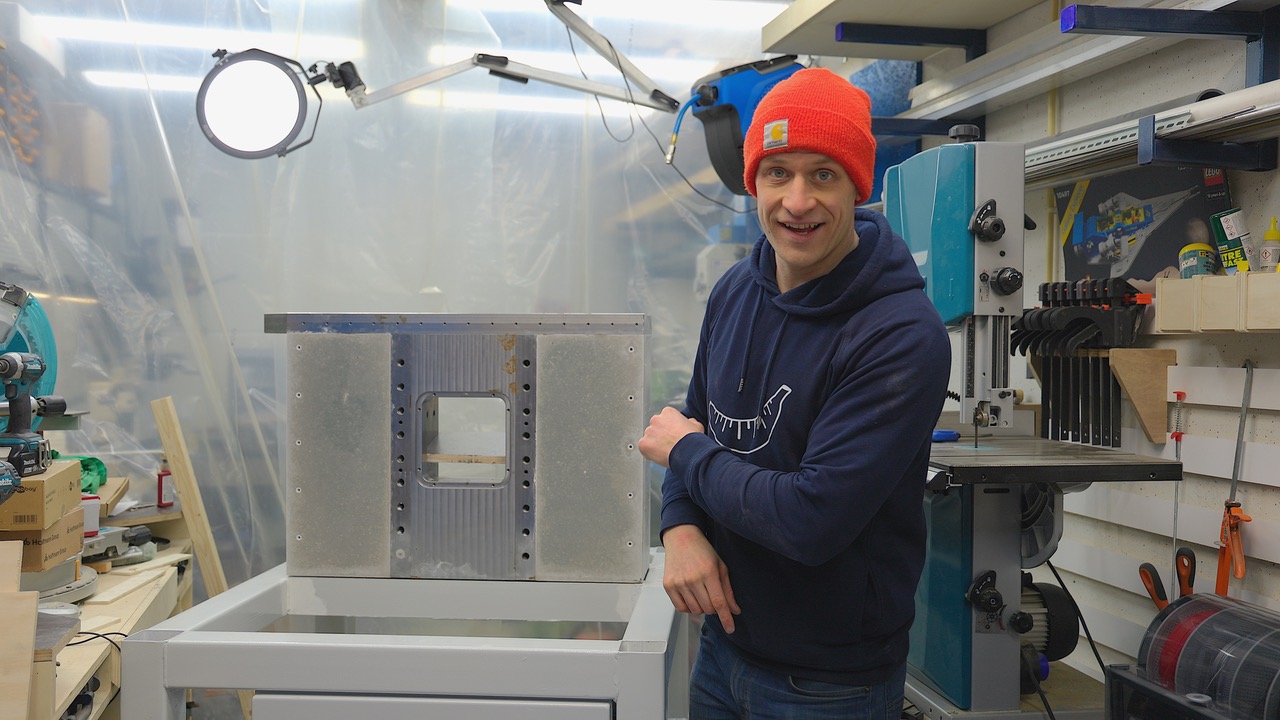
Vom stabilen Fundament zur Inbetriebnahme
Nachdem der 400-kg-schwere Rahmen ausgehärtet ist und die robusten Achskomponenten gefräst sind, steht mir nun eine mechanisch solide Plattform zur Verfügung. Der nächste Schritt ist die Abstimmung der Servomotoren – und damit der Realitätsabgleich zwischen theoretischen Geschwindigkeiten, tatsächlichen Vibrationen und möglichen Resonanzen.
Für mich geht es bei diesem Projekt nicht darum, bloß Spitzenwerte zu jagen. Es geht vielmehr darum, ein Fundament zu schaffen, auf dem theoretische Berechnungen und die physikalische Realität miteinander im Einklang stehen.
Teilen Sie Ihre Konstruktions- oder Produktdesign- Story

Teilen Sie Ihre Story!
Lassen Sie uns an Ihrem Weg der Entwicklung und des Produktdesigns teilhaben und erhalten Sie eine Prämie von 300 €! Zeigen Sie unserer Community Ihre innovativen Lösungen und bewährten Verfahren.
Teilen Sie Ihre Story zum Thema Ingenieurwesen oder Produktdesign
- Wir sind auf der Suche nach Storys über innovative Maschinenbaulösungen, die Konstruktion und Entwicklung mechanischer Komponenten oder die Entwicklung innovativer Hardware.
- Unser Team unterstützt Sie bei der Vorbereitung Ihrer Story und der Übersetzung in mehrere Sprachen.
- Außerdem erhalten Sie eine Prämie von 300 EUR, die Sie bei Xometry einlösen können, nachdem Ihre Story veröffentlicht wurde*.





Comment(0)