 Europe
Europe  Türkiye
Türkiye 

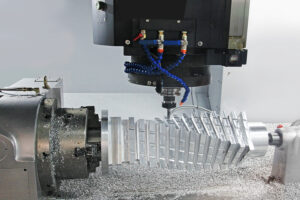
CNC machining excels at producing complex parts thanks to its advanced capabilities, including multi-axis operations, precise tooling, and integration with sophisticated software. These features allow for the machining of intricate geometries, internal cavities, and undercuts—design elements that would be difficult or impossible to achieve using conventional methods.
From turbine blades with intricate cooling channels in aerospace to custom orthopedic implants in the medical field and detailed enclosures for electronics, CNC machining supports innovation across industries by delivering precision and efficiency. The ability to switch seamlessly between cutting tools and leverage CAD/CAM systems ensures high accuracy and adaptability, making it an ideal solution for both prototyping and high-volume production.
This guide provides a comprehensive approach to tackling the challenges of machining complex parts. It will help you evaluate your design’s complexity, uncover optimisation opportunities, and implement strategies to streamline production. By following these steps, you can ensure your parts meet specifications efficiently while minimising costs and avoiding production delays.
Step 1. Is Your Design Really Complex?
Before diving into solutions, let’s first assess whether your part is truly complex or if there are opportunities to simplify it. Use this checklist to evaluate:
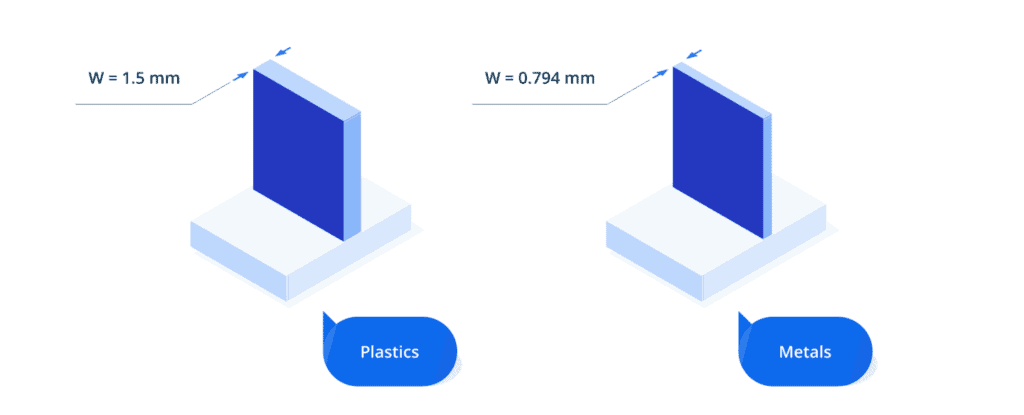
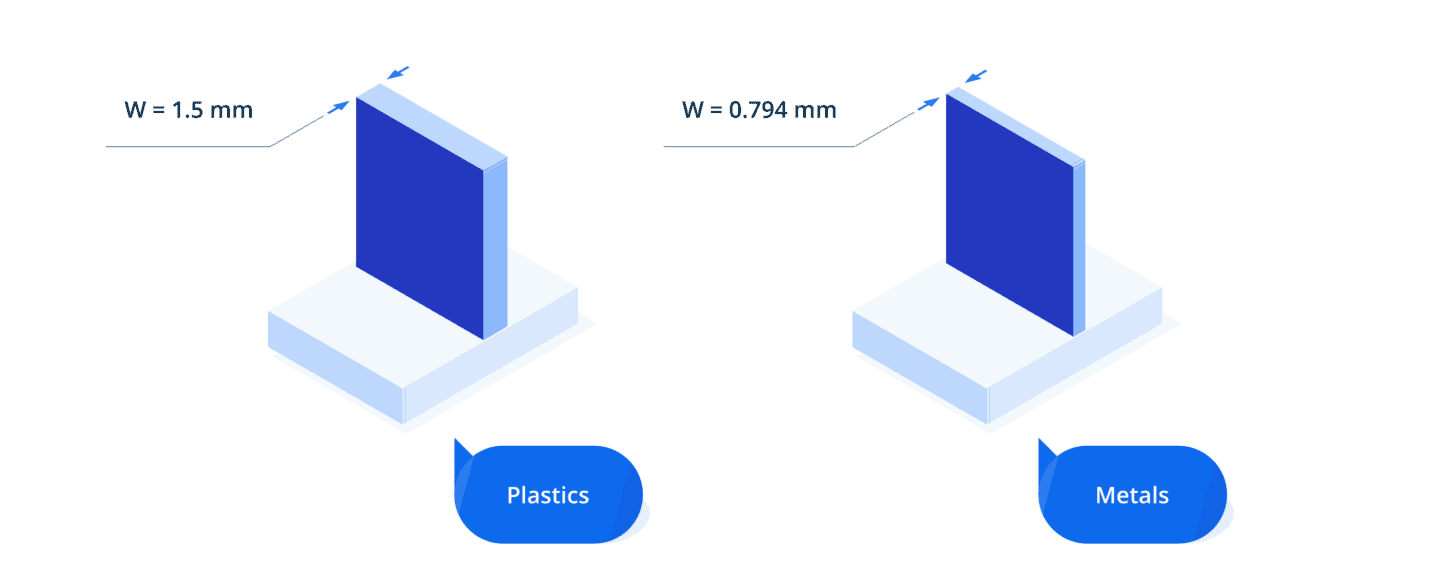
- Does the part have thin walls or tall, narrow structures?
Thin walls below 0.8 mm (for metals) or 1.5 mm (for plastics) are prone to deflection and may require specialised fixturing or reduced cutting speeds. - Does it include deep holes?
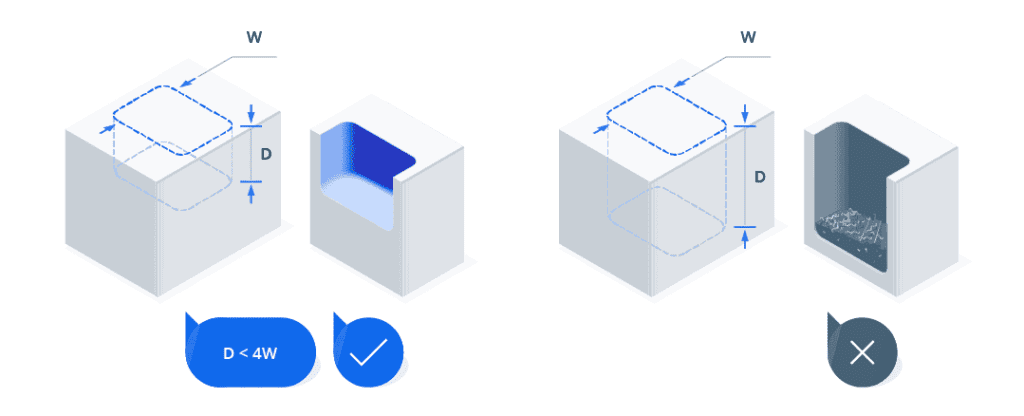
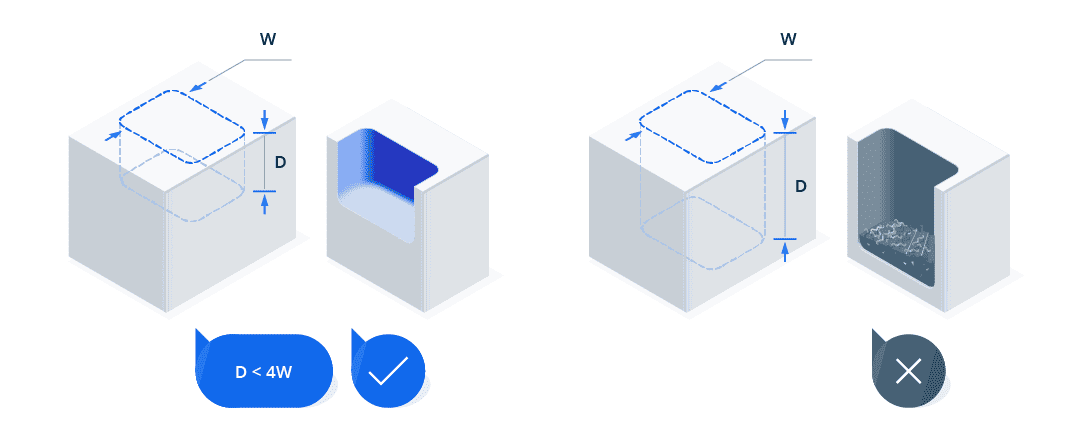
Features with a depth-to-width ratio greater than 3:1 can cause tool deflection, heat buildup, and chip removal issues. - Are there internal cavities or undercuts with limited access?
These require long-reach tools, multi-axis machining, or alternative methods like EDM, which increase cost and time. - Does it feature complex surface geometry?
Curved or intricate surfaces often require advanced programming, 5-axis machines, and multiple setups, adding machining time and expense. - Does it include micro-scale features or very small radii?
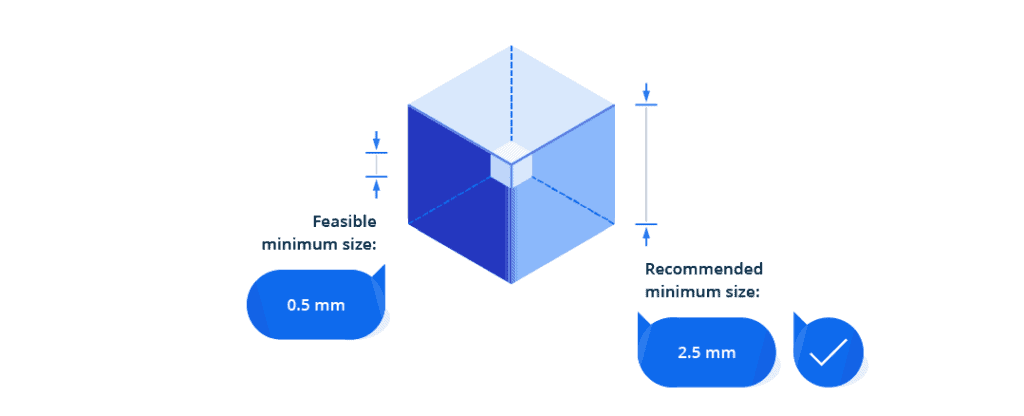
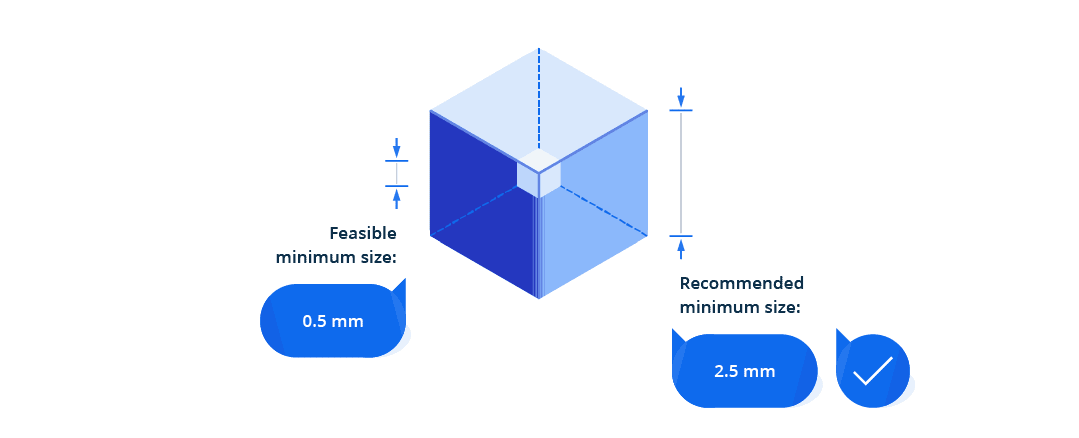
Features smaller than 2.5 mm or sharp internal corners demand specialised tooling and techniques, increasing complexity and tool wear. - Is the part large?
Large parts (typically >1000 mm or exceeding the typical work envelope of standard CNC machines) require specialised equipment, robust fixturing, and careful handling due to their weight. Thermal expansion and increased tool wear add complexity, often requiring temperature control and frequent tool changes. - Are there interrupted cuts or thin slots?
Uneven tool engagement or narrow grooves create additional challenges like tool wear and poor surface quality, requiring careful toolpath planning. - Are tight tolerances specified throughout the design?
Maintaining tight tolerances increases cost and machining time. Excessive precision requirements should be reserved for critical features.
If you’ve ticked multiple boxes, congratulations—you’ve got a complex part. But don’t worry! Let’s explore ways to optimise and simplify your design while keeping its functionality intact.


Step 2. Can Your Design Be Optimised?
Once you’ve confirmed your part is complex, the next step is to give a thought where it’s possible to optimise the design for easier manufacturability. Here are actionable tips and software recommendations to streamline production while maintaining functionality:
1. Simplify Wall Thickness and Deep Features
Thin walls below the recommended thickness are prone to deflection during machining due to cutting forces, which can result in inaccuracies and tool damage. Deep cavities, on the other hand, present challenges like limited tool access, chip removal issues, and heat buildup, all of which increase machining time and risk. Simplifying these features ensures better material stability and reduces tool wear, leading to more efficient production.
How:
- Set a minimum wall thickness of 0.8 mm for metals and 1.5 mm for plastics to avoid deflection.
- Keep cavity depths within a 3:1 depth-to-width ratio for better access and chip clearance.
- Simulate and test adjustments using CAD software like SolidWorks or Autodesk Fusion 360.
2. Optimise Complex Geometries and Surface Features
Complex shapes, such as free-form surfaces or curved geometries, require advanced 5-axis machining and multiple setups, which add significant time and expense. Additionally, machining these features often involves higher tool wear and the need for specialised programming, making them less cost-effective.
How:
- Replace overly intricate features with simpler geometries wherever possible.
- Avoid features like embossed logos or aesthetic elements in early stages—these can be added later through post-processing to reduce material removal and machining time.
- Use specialised CAM software like HyperMill or Mastercam to generate efficient toolpaths that minimise setup changes and improve machining precision.
3. Reduce Internal Cavities and Limited-Access Features
Internal cavities and undercuts limit tool movement, making them difficult to machine with standard tooling. These features often require custom tools, additional setups, or alternative processes like Electrical Discharge Machining (EDM), all of which increase machining costs and time.
How:
- Break the part into modular sections that can be machined separately and assembled later.
- For unavoidable cavities, use long-reach tools and simulate toolpaths with software like Fusion 360 to optimise machining strategies.
- Consider non-traditional methods such as EDM for features that are highly inaccessible.
4. Avoid Extremely Small Features
Features smaller than 2.5 mm are challenging for standard CNC tools, requiring micro-tools that wear quickly and operate at reduced spindle speeds. Additionally, extreme precision in micro-features often calls for advanced inspection and validation, further increasing production complexity.
How:
- Redesign parts to eliminate features smaller than 2.5 mm where possible.
- Use simulation tools like Siemens NX or SolidWorks to ensure the redesign maintains functionality.
- For unavoidable micro-features, consider alternative methods like micro-EDM or laser cutting.
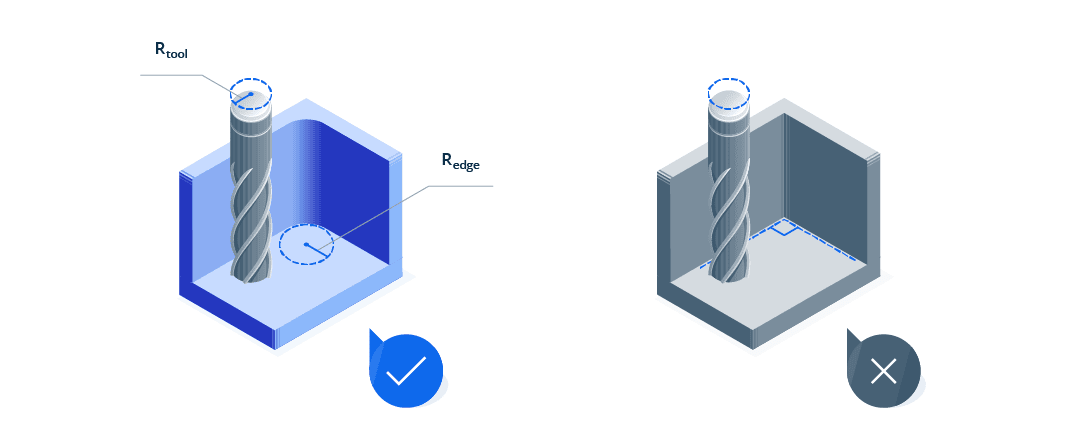
5. Maintain Consistent Radii for Internal Corners
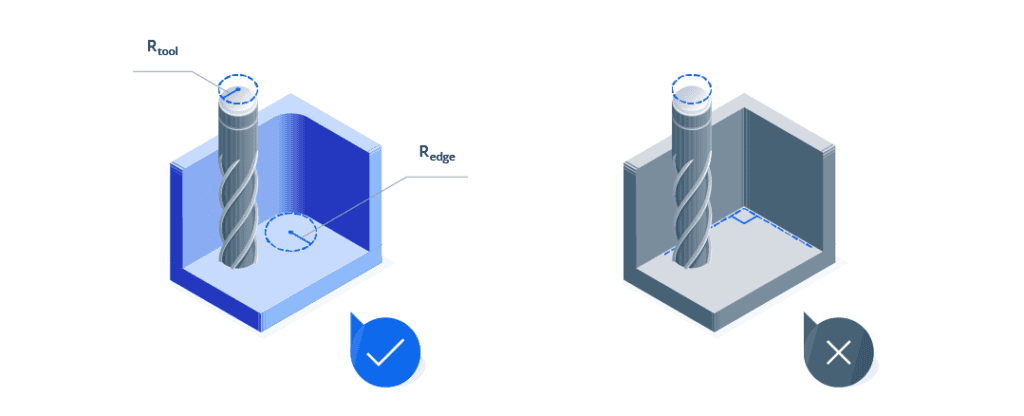
Sharp internal corners require smaller tools that are prone to breakage and wear. Inconsistent radii can also create stress concentrations in the part, potentially leading to structural weaknesses. Maintaining consistent radii allows for smoother cuts and reduces tool wear, improving both machining efficiency and part durability.
How:
- Design corners with radii that are at least 130% of the milling tool’s radius.
- Use built-in design rules in Fusion 360 to automatically adjust corner radii for manufacturability.
6. Choose Standard Hole Sizes, Thread Lengths, and Placement
Non-standard hole sizes, overly long threads, and poor hole placement increase machining time and complexity. Proper alignment and adherence to standards simplify tooling requirements, improve access, and reduce costs.
How:
- Use standard hole diameters and threads, keeping thread lengths within 1.5 times the diameter for optimal efficiency.
- Align holes with machine axes to improve tool access and minimise deflection.
- Avoid placing holes near edges or thin walls to prevent deformation during machining.


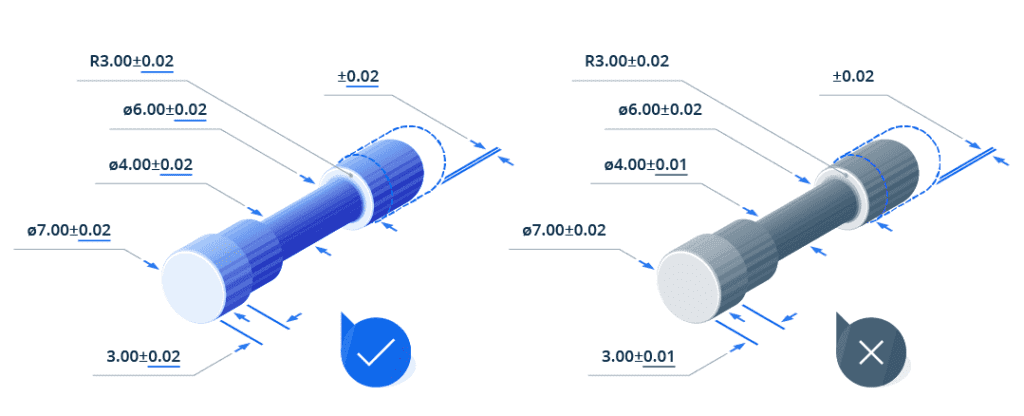
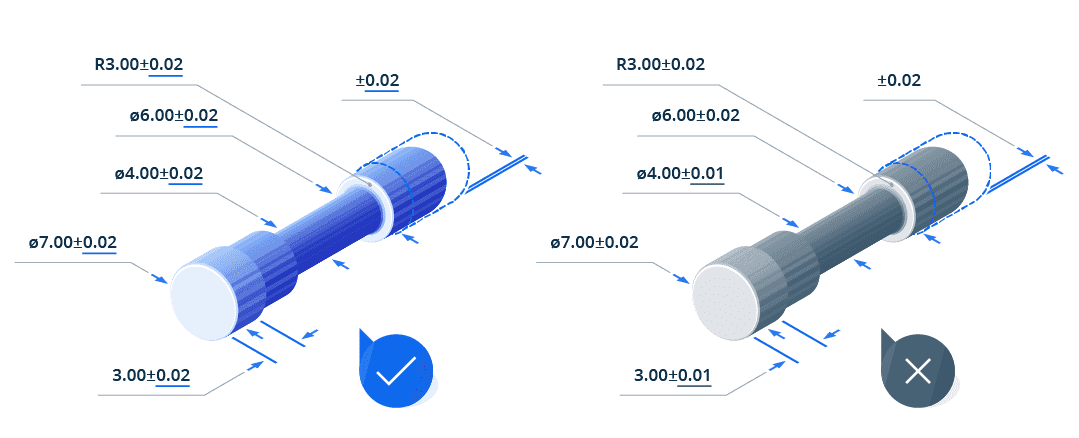
7. Apply Tolerances Selectively
Specifying tight tolerances across the entire part increases machining time, tool wear, and inspection requirements, even for non-critical features. This significantly drives up production costs. By limiting tight tolerances to functional or critical areas, you can achieve the required precision where it matters while saving time and cost on less critical areas.
How:
- Apply tight tolerances (e.g., ±0.01 mm) only to features like mating/critical surfaces or alignment points.
- For less critical areas, use standard tolerances such as ISO 2768 medium or fine.
- Use GD&T tools in Creo or SolidWorks to analyse and optimise tolerance placements.
Step 3. How Can You Help the Manufacturer?
By ensuring your designs are well-documented and manufacturable, you reduce the likelihood of errors and delays. Additionally, understanding how manufacturers operate—such as their capabilities with different materials and machine types—empowers you to make more informed design decisions. This approach not only improves the efficiency of your projects but also ensures that the final parts meet your exact specifications.
Provide Comprehensive CAD Models
The CAD model serves as the blueprint for manufacturing your part. If dimensions, tolerances, or annotations are unclear or missing, the manufacturer must make assumptions, which could result in errors or delays. To ensure accuracy and efficiency, follow these best practices:
- Include all relevant details such as tolerances, material thickness, and surface finishes.
- Clearly annotate critical features like threads, mating surfaces, or areas requiring post-processing.
- Use compatible formats like STEP or IGES files for easier import into CNC programming software.


Use Standard Features Where Possible
Complex CNC machined parts feature intricate geometries, tight tolerances, multi-material compositions, and sometimes large sizes, often demanding multi-axis machining and advanced processes. The table below provides an overview of key complexity factors in CNC machining, outlining their impact on design, manufacturability, costs, and overall machining difficulty.

Step 4. What Are the Best Alternatives to CNC Machining for Complex Parts?
While CNC machining is a versatile and highly effective manufacturing method, certain complex parts or geometries can prove difficult or inefficient to produce with CNC alone. In such cases, it is worth considering alternative technologies that may be better suited for the specific challenges. Below are some key alternatives that can be leveraged when CNC machining reaches its limits.
| Technology | Description | Advantages |
|---|---|---|
| Additive Manufacturing (3D printing) | Builds parts layer by layer, ideal for intricate and highly complex parts. | Ideal for complex internal structures, lightweight parts, and quick prototyping. Comes in a variety of different technologies (MJF, SLA, etc.) each with their own strengths. |
| Electrical Discharge Machining (EDM) | Uses electrical discharges to erode the material, which is effective for hard materials and intricate details. | Effective for sharp corners, deep cavities, and difficult-to-reach features. |
| Casting | Involves pouring molten material into a mould to create the desired shape. | Cost-effective for high-volume production, and allows for intricate internal cavities. |
| Hybrid Manufacturing (e.g. CNC Machining and cutting) | Combines CNC machining with laser or plasma cutting to create complex parts with precise geometries and intricate cutouts. CNC machining handles milling and shaping, while laser/plasma cutting is used for high-precision cuts or profiles. | Offers enhanced flexibility by combining high-precision machining with efficient cutting for intricate profiles and shapes. Reduces manufacturing steps and lead times by integrating multiple processes in a single workflow. Ideal for parts requiring detailed cuts and precise machining. |
| Note: At Xometry we offer casting services for aluminium and plastics, but not for steel. |
Based on the above table, additive manufacturing excels in creating intricate internal structures, while EDM and laser cutting are better suited for precise, hard-to-reach features. Casting is ideal for high-volume production of intricate parts, and hybrid manufacturing offers the flexibility to combine the benefits of multiple technologies. By understanding the strengths and limitations of these alternative manufacturing methods, engineers can select the best approach to produce complex components effectively.
Ensuring Success in Manufacturing Complex Parts
If you’re not sure where to start, getting an instant quote is a great first step. If the manufacturing cost surprises you, it’s often a sign there’s room for optimisation. However, if the intricate lines, holes, threads, and edges in your model suggest it’s meant to be expensive, then it’s worth letting the most advanced machines bring your ideas to life.
Just be sure that every detail is clearly reflected in your models, drawings, and additional requirements for the manufacturers.




Comment(2)