 Europe
Europe  Türkiye
Türkiye 

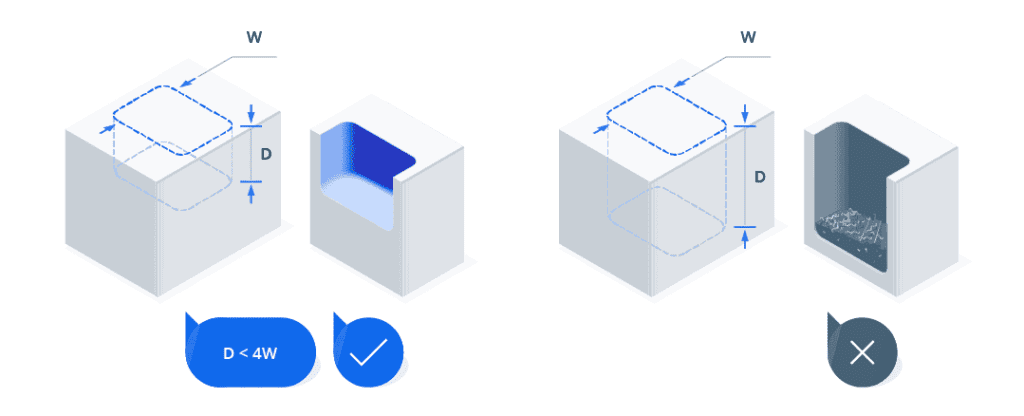
CNC işleme; çok eksenli işlemler, hassas kesici takımlar ve sofistike yazılımlarla entegrasyon gibi gelişmiş kabiliyetleri sayesinde kompleks parçalar üretmede oldukça başarılıdır. Bu özellikler, (geleneksel yöntemlerle elde edilmesi zor veya imkansız tasarım öğeleri olan) kompleks geometrilerin, iç boşlukların ve undercuts unsurlarının işlenmesine olanak tanır.
CNC işleme, havacılık ve uzay endüstrisindeki kompleks soğutma kanallarına sahip türbin kanatlarından medikal alandaki özel ortopedik implantlara ve elektronik cihazlar için detaylı dış kapaklara kadar farklı sektörlerde inovasyonu destekler ve üretimde hassasiyet ve verimlilik sunar. Kesici takımları arasında gecikmesiz geçiş yapma ve CAD/CAM sistemlerinden yararlanma imkanı, üretimde yüksek doğruluk ve uyarlanabilirlik sağlar; bu nedenle hem prototipleme hem de seri üretim için ideal bir çözümdür.
Bu kılavuz, kompleks bileşenleri talaşlı imalatta üretirken karşılaşılan zorluklarının üstesinden gelmek için kapsamlı bir yaklaşım sunulmaktadır. Kılavuz, tasarımınızın karmaşıklığını değerlendirmeye, optimizasyon fırsatlarını ortaya çıkarmaya ve üretimi kolaylaştırmak için stratejiler uygulamaya yardım edecektir. Buradaki adımları izleyerek, maliyetleri en aza indirip üretim gecikmelerinden kaçınabilir ve parçalarınızın spesifikasyonları verimli bir şekilde karşılamasını sağlayabilirsiniz.
Adım 1. Tasarımınız Gerçekten Karmaşık mı?
Çözümlerden bahsetmeden önce, parçanın gerçekten karmaşık olup olmadığını veya onu basitleştirme imkanı olup olmadığını belirleyelim. Değerlendirme için aşağıdaki kontrol listesini kullanın:
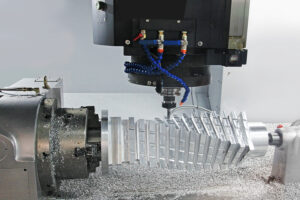
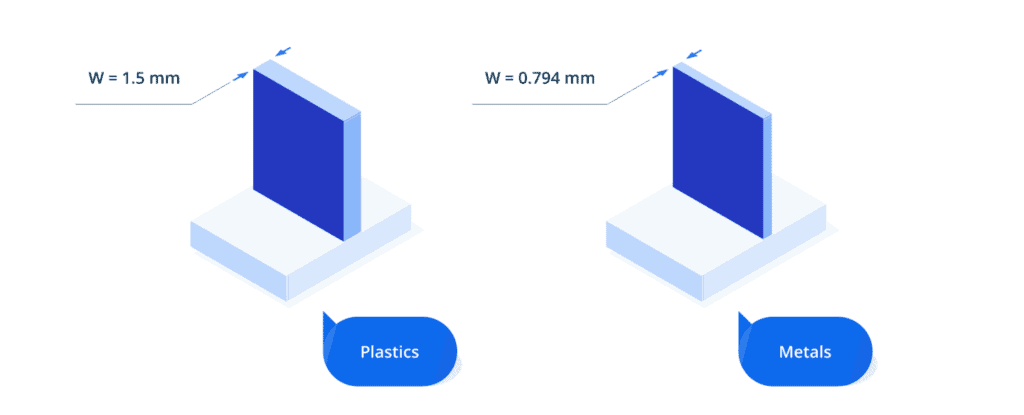
- Parçada ince et kalınlığı veya uzun, dar yapılar var mı?
0,8 mm’den (metaller için) veya 1,5 mm’den (plastikler için) daha ince et kalınlıkları, eğilmeye (deflection) meyillidir ve bunları üretirken özel fikstürler veya düşük kesme hızları kullanılması gerekebilir.
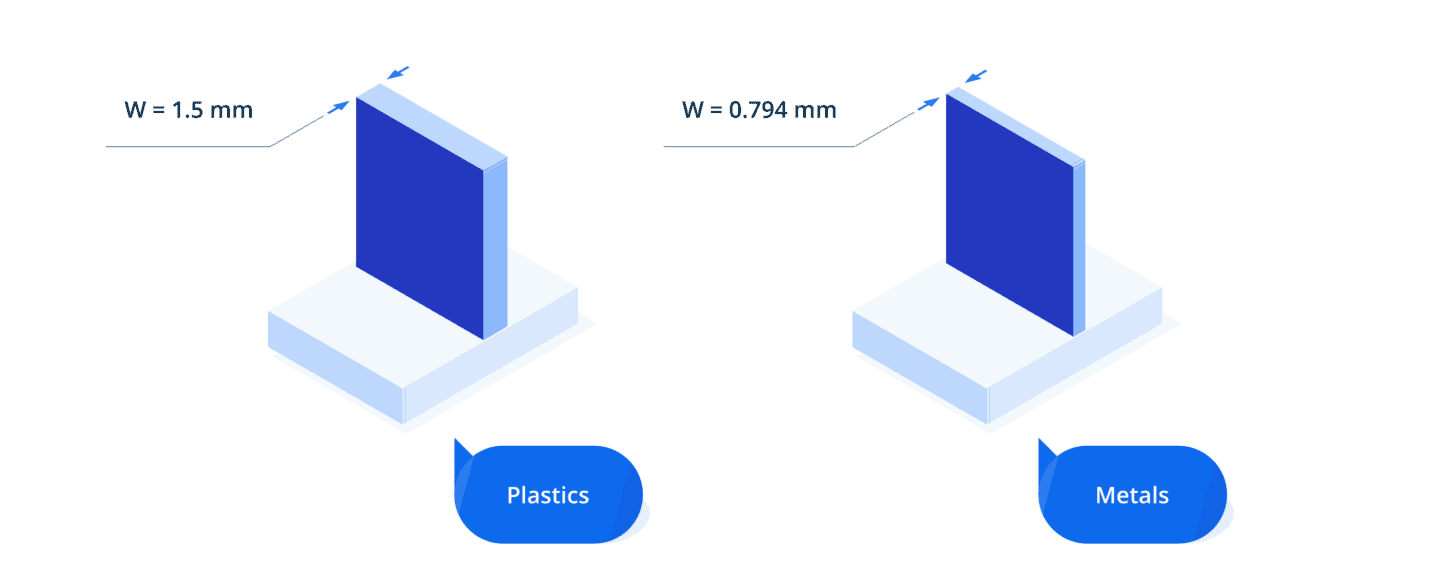
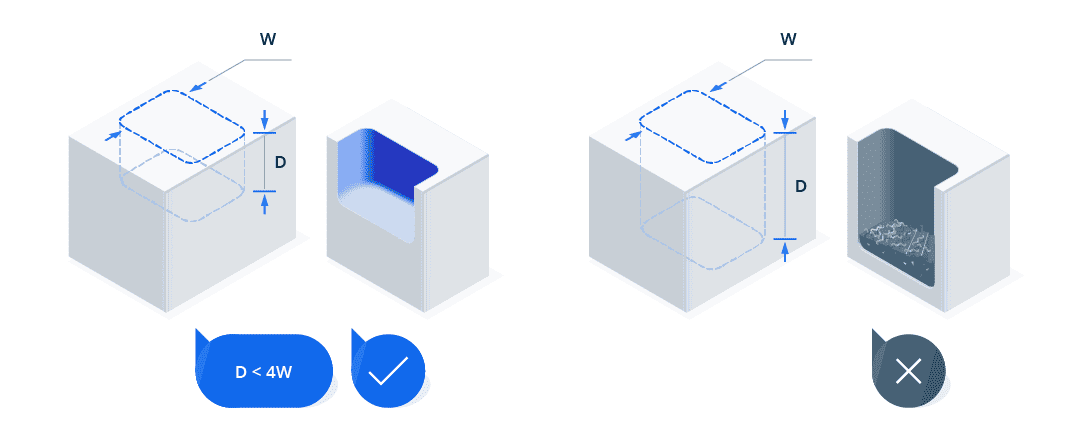
- Derin delikler var mı?
3:1’den daha büyük derinlik-genişlik oranına sahip yapılarda, kesici takım eğilmesi, ısı birikmesi ve talaş kaldırma sorunları oluşabilir.
- Sınırlı erişime sahip iç boşluklar (oyuklar) veya alttan kesmeler (undercuts) var mı?
Bu yapılar, maliyeti ve üretim süresini artıran uzun erişimli araç takımları, çok eksenli işleme veya EDM (tel ve dalma erozyon) gibi alternatif yöntemler gerektirir.
- Karmaşık yüzey geometrisine sahip mi?
Kavisli veya düz olmayan yüzeyler genellikle gelişmiş programlama, 5 eksenli işleme merkezleri ve birden fazla bağlama operasyonu gerektirir ve bu da işleme süresi ve masrafı artırır.
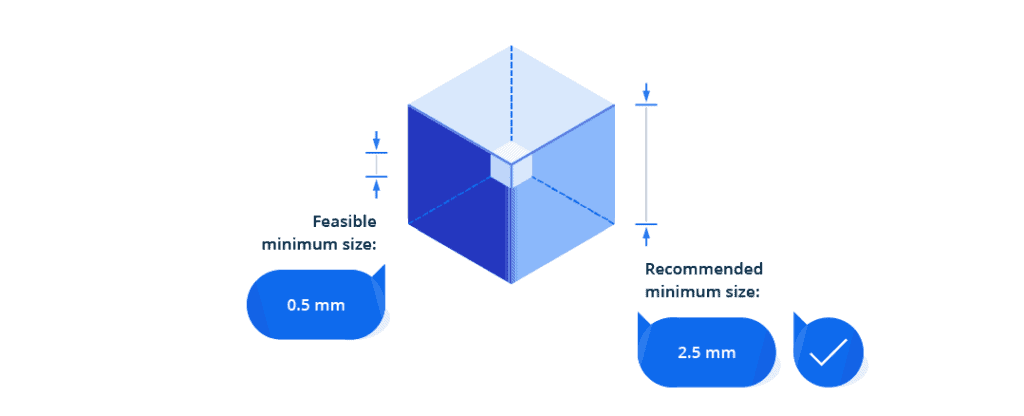
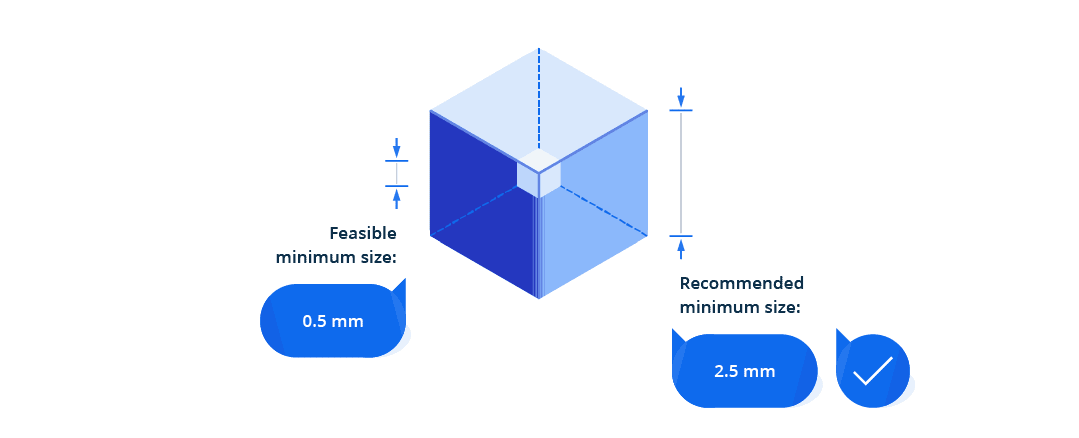
- Mikro ölçekli yapılar veya çok küçük yarıçaplar içeriyor mu?
2,5 mm’den küçük yapılar veya keskin iç köşeler, özel kesici takımlar ve teknikler gerektirir; bu da karmaşıklığı ve takımların aşınmasını artırır.
- Parça büyük mü?
Büyük parçalar (genellikle >1000 mm olan veya standart CNC işleme merkezlerinin genel çalışma menzilini aşanlar) ağırlıkları nedeniyle özel ekipman, sağlam fikstürler ve dikkatli işleme gerektirir. Isıl genleşme ve kesici takımlarının aşınmasının artması da karmaşıklığı artırır, genellikle sıcaklık kontrolü ve sık takım değişimi gerekir.
- Tamamlanmamış kesim yolları veya ince yuvalar var mı?
Düzensiz takım hareketleri veya dar oluklar, takım aşınması ve düşük yüzey kalitesi gibi ek zorluklar yaratır; bu nedenle takım yolunun (toolpath) dikkatle planlanması gerekir.
- Tasarım boyunca sıkı toleranslar belirtilmiş mi?
Sıkı toleransların korunması maliyeti ve işleme süresini artırır. Üretimde aşırı hassasiyet gereklilikleri sadece kritik özellikler için uygulanmalıdır.
Birden fazla soruya evet cevabı verdiyseniz, tebrikler. Parçanız kompleks bir parça. Ama endişelenmeyin! Tasarımınızın işlevselliğini korurken, aynı zamanda optimize etmenin ve basitleştirmenin yollarını keşfedelim.


Adım 2. Tasarımınız Optimize Edilebilir mi?
Parçanızın karmaşık olduğunu doğruladıktan sonraki adım, daha kolay üretilebilirlik için tasarımı optimize etmenin mümkün olduğu yerleri belirlemektir. İşlevselliği korurken üretimi de optimize etmek için uygulanabilir ipuçları ve yazılım önerileri aşağıda verilmiştir:
1. Duvar (Et) Kalınlığını ve Derin Yapıları Basitleştirin
Önerilen kalınlıktan daha ince duvarlar, kesme kuvvetleri nedeniyle işleme sırasında eğilmeye meyillidir; bu durum hatalara ve araç takımında hasara neden olabilir. Öte yandan derin oyuklar; sınırlı takım erişimi, talaş giderme sorunları ve ısı birikmesi gibi zorluklar oluşturur; bunların hepsi işleme süresini ve riskini artırır. Bu yapıları basitleştirmek daha yüksek malzeme kararlılığı sağlar ve kesici takımlardaki aşınmayı azaltarak daha verimli üretimi sonuç verir.
Ne yapılmalı:
- Deformasyonu önlemek için metallerde 0,8 mm ve plastiklerde 1,5 mm’lik minimum duvar (et) kalınlığı belirleyin.
- Daha iyi kesici takım erişebilirliği ve talaş temizliği için oyuk derinliklerini 3:1 derinlik-genişlik oranıyla sınırlayın.
- SolidWorks veya Autodesk Fusion 360 gibi CAD yazılımlarını kullanarak ayarlamaları simüle edin ve test edin.
2. Kompleks Geometrileri ve Yüzey Özelliklerini Optimize Edin
Düzensiz biçimli (free-form) yüzeyler ve kavisli geometriler gibi kompleks geometriler için gelişmiş 5 eksenli işleme veya çoklu parça bağlama operasyonu gerekir; bu da zaman ve masrafları önemli miktarda yükseltir. Ek olarak, bu yapıların işlenmesi sırasında genellikle takımların aşınması daha yüksek olur ve özel programlamaya ihtiyaç duyulur; bu nedenle maliyetleri yüksektir.
Ne yapılmalı:
- Mümkün olan her yerde aşırı kompleks yapıların yerine daha basit geometriler kullanın.
- Kabartma logolar veya estetik kısımlar gibi özelliklerden erken aşamalarda kaçının; bunlar daha sonra ardıl işlemler ile eklenerek talaş kaldırma ve işleme süresi azaltılır.
- Bağlama gerekliliklerini en aza indiren ve işleme hassasiyetini artıran verimli takım yolları oluşturmak için HyperMill veya Mastercam gibi özel CAM yazılımları kullanın.
3. İç Boşlukları ve Sınırlı Erişimli Yapıları Azaltın
İç oyuklar (cavities) ve alttan kesmeler (undercuts), kesici takımların hareketini sınırlar; bu nedenle standart kesici takımlarla işlenmeleri zordur. Bu yapılar genellikle özel takımlar, ek kurulumlar veya Elektroerozyon ile İşleme (Tel veya Dalma Erozyon , EDM) gibi alternatif prosesler gerektirir ve bunların hepsi işleme maliyetlerini ve süresini artırır.
Ne yapılmalı:
- Parçayı ayrı ayrı işleyip daha sonra montajlanabilecek modüler bölümlere ayırın.
- İptal edilemeyen delikler için uzun erişimli takımlar kullanın ve Fusion 360 gibi yazılımlarla takım yollarını simüle ederek işleme stratejilerini optimize edin.
- Erişilmesi zor olan yapılar için EDM gibi alternatif yöntemler kullanılabilir.
4. Aşırı Küçük Yapılardan Kaçının
2,5 mm’den küçük yapıların standart CNC kesici takımları ile işlenmesi zordur ve çabuk aşınan ve düşük mil hızlarında çalışan mikro takımlar kullanılması gerekir. Ek olarak, mikro yapılarda yüksek hassasiyet için genellikle ileri düzey ölçüm ve doğrulama gerekir; bu da üretim karmaşıklığını daha da artırır.
Ne yapılmalı:
- Mümkün olduğunda parçaları yeniden tasarlayarak 2,5 mm’den küçük yapıları tasarımdan çıkarın.
- Tasarım yenilendiğinde işlevselliğin korunduğundan emin olmak için Siemens NX veya SolidWorks gibi simülasyon araçlarını kullanın.
- İptal edilemeyen mikro yapılar için mikro-EDM veya lazer kesim gibi alternatif yöntemleri göz önünde bulundurun.
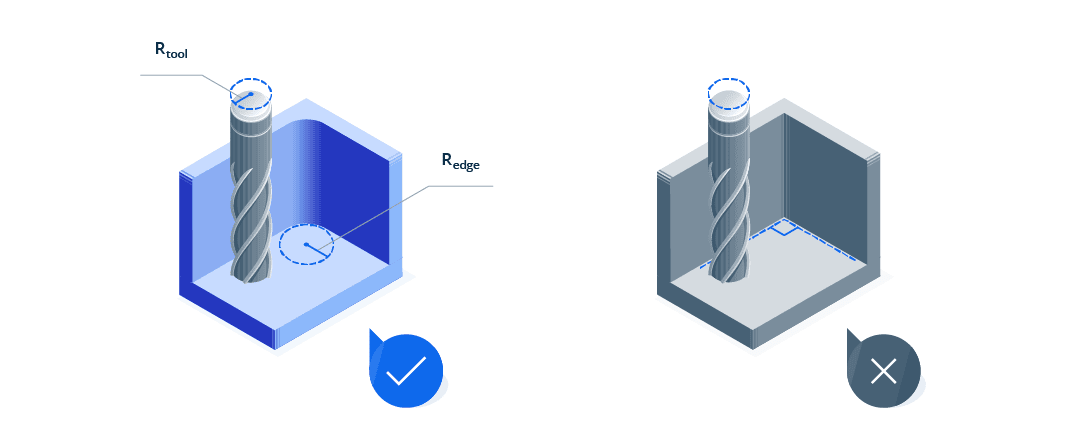
5. İç Köşelerin Yarıçaplarında Tutarlılığı Koruyun
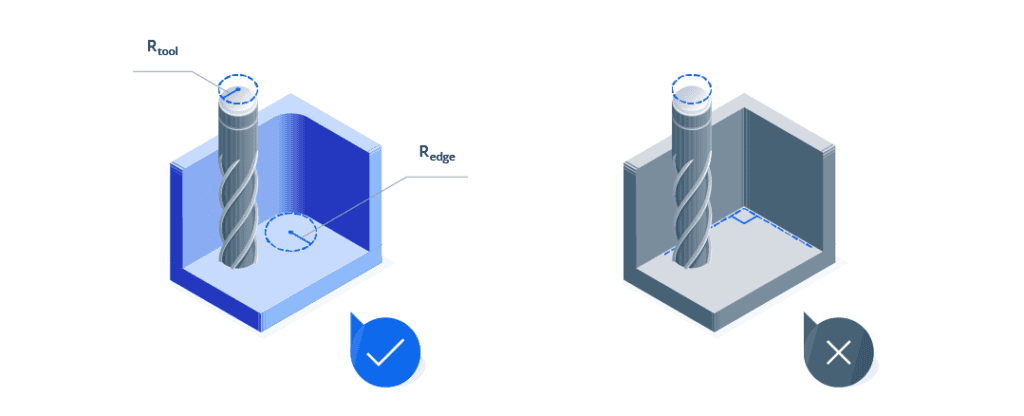
Keskin iç köşeler için küçük kesici takımlarının kullanılması gerekir; bu takımlar kırılmaya ve aşınmaya meyillidir. Yarıçaplarda uyumsuzluk, parçada gerilim yığılmalarına neden olabilir ve bu da yapısal zayıflıklara yol açabilir. Yarıçaplarda tutarlılığı korumak daha pürüzsüz kesimlere olanak sağlar ve takımlardaki aşınmayı azaltarak hem işleme verimliliğini hem de parça dayanıklılığını artırır.
Ne Yapmalı:
- Tasarımınızdaki köşelerin yarıçapları en az, dik işleme takımının yarıçapının %130’u kadar olmalıdır.
- Üretilebilirlik için köşe yarıçaplarını otomatik olarak ayarlamak üzere Fusion 360’taki yerleşik tasarım kurallarını kullanın.
6. Standart Delik Boyutları, Diş Uzunlukları ve Yerleşim Yerleri Seçin
Standart dışı delik boyutları, aşırı uzun dişler ve hatalı delik yerleştirme, işleme süresini ve karmaşıklığı artırır. Doğru hizalama ve standartlara uyum, kesici takım gerekliliklerini kolaylaştırır, erişimi artırır ve maliyetleri düşürür.
Ne Yapmalı:
- Standart delik çapları ve dişler kullanın; optimum verimlilik için diş uzunlukları çapın 1,5 katından küçük olmalıdır.
- Kesici takım erişimini artırmak ve bükülmeleri en aza indirmek için delikleri makine eksenleriyle hizalayın.
- İşleme sırasında deformasyonu önlemek için delikleri kenarlara veya ince duvarlara yakın yerleştirmekten kaçının.


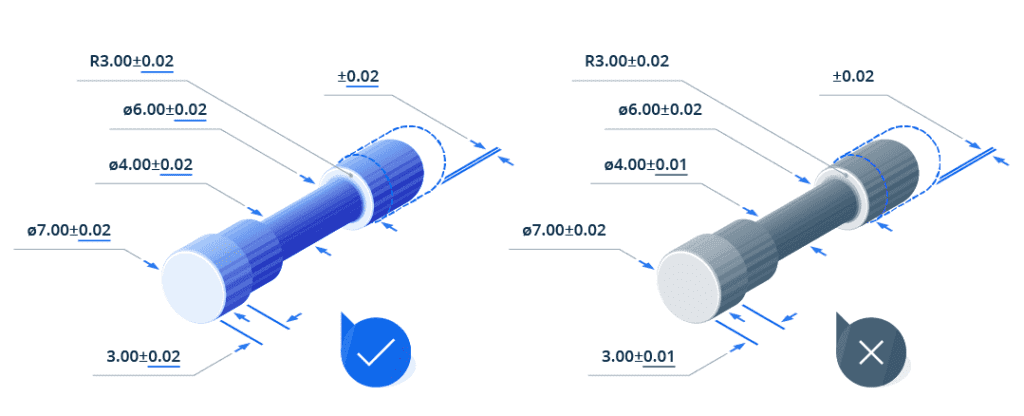
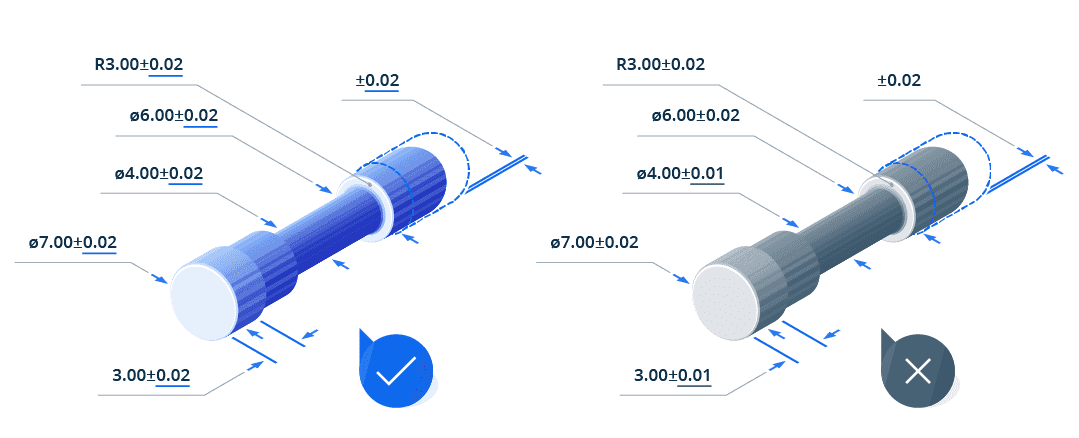
7. Toleransları Uygularken Seçici Olun
Kritik olmayan yapılar dahil parçanın tümünde sıkı toleranslar belirlemek, işleme süresini, takımların aşınmasını ve ölçüm gerekliliklerini artırır. Bu da üretim maliyetlerini önemli ölçüde yükseltir. Sıkı toleranslar uygulanmasını işlevsel veya kritik alanlarla sınırlayarak, hem önemli olan yerlerde gereken hassasiyeti elde edebilir hem de daha az kritik yerlerde zamandan ve maliyetten tasarruf edebilirsiniz.
Ne Yapmalı:
- Sıkı toleransları (ör. ±0,01 mm) yalnızca uyumlu/kritik yüzeyler veya hizalama noktaları gibi özelliklere uygulayın.
- Daha az kritik alanlar için ISO 2768 orta veya ince gibi standart toleranslar kullanın.
- Tolerans belirleme analizi ve optimizasyonu için Creo veya SolidWorks’te GD&T (Geometrik Boyutlandırma ve Toleranslandırma) araçlarını kullanın.
Adım 3. Üreticiye Nasıl Yardımcı Olabilirsiniz?
Tasarımlarınızın yeterince detaylı olarak hazırlanmış ve üretilebilir olmasını sağlayarak, hata ve gecikme olasılığını azaltabilirsiniz. Ayrıca, üreticilerin nasıl çalıştığını anlamak (örneğin farklı malzemeler ve makine tipleriyle ilgili kabiliyetleri) daha bilinçli tasarım kararları almanızı sağlar. Bu yaklaşım yalnızca projelerinizin verimliliğini artırmakla kalmaz, aynı zamanda nihai parçaların spesifikasyonlarınızı tam olarak karşılamasını da sağlar.
Kapsamlı CAD Modelleri Hazırlayın
CAD modeli, parçanızın üretimi için bir kılavuz görevi görür. Boyutlar, toleranslar veya açıklamalar net değilse veya eksikse, üretici varsayımlarda bulunmak zorunda kalır; bu da hatalara veya gecikmelere yol açabilir. Üretimde doğruluk ve verimliliği sağlamak için aşağıdaki en iyi uygulamalara uyun:
- Toleranslar, malzeme kalınlığı ve yüzey ardıl işlemleri gibi tüm ilgili bilgileri ekleyin.
- Kılavuzlar, birleşen yüzeyler veya ardıl işlem gerektiren alanlar gibi kritik yapılarda açık notlar ekleyin.
- Dosyaları CNC programlama yazılımının içine daha kolay aktarmak için STEP veya IGES gibi uyumlu formatları kullanın.


Mümkün Olan Her Yerde Standart Yapılar Kullanın
CNC işleme ile üretilen karmaşık parçalarda karmaşık geometriler, sıkı toleranslar, çok malzemeli bileşenler ve bazen de büyük boyutlar bulunur ve bunlar için genellikle çok eksenli işleme ve gelişmiş prosesler gerekir. Aşağıdaki tabloda, CNC işlemedeki temel karmaşıklık etkenlerine genel bir bakış sunularak bunların tasarım, üretilebilirlik, maliyetler ve genel işleme zorluğu üzerindeki etkileri ana hatlarıyla belirtilmektedir.

Adım 4. Kompleks Parçaların Üretiminde Talaşlı İmalat Alternatifleri Nelerdir?
Talaşlı imalat (CNC işleme) çok yönlü ve oldukça etkili bir üretim yöntemi olsa da, bazı karmaşık parçaların veya geometrilerin yalnızca talaşlı imalat ile üretilmesi zor veya verimsiz olabilir. Bu gibi durumlarda, belirli zorlukları aşmak için daha uygun olabilecek alternatif teknolojiler değerlendirilebilir. Aşağıda, talaşlı imalat yetersiz kaldığında kullanılabilecek bazı ana alternatifler verilmiştir.
| Teknoloji | Açıklama | Avantajları |
| Eklemeli Üretim (3D baskı) | Parçalar katman katman oluşturulur, detaylı ve çok karmaşık parçalar için idealdir. | Kompleks iç yapılar, hafif parçalar ve hızlı prototipleme için idealdir. Her biri kendine özgü güçlü yönlere sahip farklı teknolojilerin (MJF, SLA, vb.) genel adıdır. |
| Tel ve Dalma Erozyon (EDM) | Malzemeyi aşındırmak için elektriksel boşalmalar (discharges) kullanır; bu yöntem, sert malzemeler ve karmaşık detaylar için etkilidir. | Keskin köşeler, derin oyuklar ve ulaşılması zor yapılar için etkilidir. |
| Döküm | Ergiyik malzemenin bir kalıba dökülerek istenen şeklin oluşturulmasıdır. | Yüksek hacimli üretim için uygun maliyetlidir ve karmaşık iç boşluklara imkan verir. |
| Hibrit Üretim (ör. CNC İşleme ve lazey kesim) | CNC işleme lazer veya plazma kesimle birleştirilerek, detaylı geometriler ve detaylı tasarımlara sahip kompleks bileşenler oluşturulur. CNC işleme ile dik işleme ve şekillendirme yapılırken, lazer/plazma kesim ise yüksek hassasiyetli kesimler veya profiller için kullanılır. | Yüksek hassasiyetli işlemeyi verimli kesimle birleştirerek karmaşık profiller ve şekiller için artırılmış esneklik sunar. Birden fazla prosesi tek bir iş akışında birleştirerek, üretim adım sayısını ve ürün teslim sürelerini azaltır. Ayrıntılı kesimler ve hassas işleme gerektiren parçalar için idealdir. |
| Not: Xometry olarak alüminyum ve plastikler için döküm hizmetleri sunuyoruz, ancak çelik için değil. |
Yukarıdaki tabloya göre, eklemeli üretim karmaşık iç yapılar oluşturmada mükemmeldir; EDM ve lazer kesim ise hassas, ulaşılması zor yapılar için daha uygundur. Kompleks endüstriyel parçaların seri üretimi için döküm (kalıplama) yöntemleri idealdir; hibrit üretim ise birden fazla teknolojinin avantajlarını birleştirme esnekliği sunar. Mühendisler bu alternatif imalat yöntemlerinin güçlü ve zayıf yönlerini öğrenerek, karmaşık bileşenleri etkili bir şekilde üretmek için en iyi yaklaşımı seçebilirler.
Kompleks Parçaların Üretiminde Başarıyı Yakalamak
Nereden başlayacağınızdan emin değilseniz, anlık bir fiyat teklifi almak harika bir ilk adım olabilir. Üretim maliyetinin yüksekliği sizi şaşırtıyorsa, bu genellikle optimizasyon yapılabileceğinin bir işaretidir. Ancak, modelinizdeki kompleks şekiller, delikler, kılavuzlar bulunuyor ve kenarlarda pah kırılmış olması gerektiğini gösteriyorsa, o zaman fikirlerinizi hayata geçirmek için en gelişmiş teknolojileri kullanmak doğru olacaktır.
Sadece her ayrıntının modellerinizde, teknik çizimlerde ve imalatçılar için ek gerekliliklerin açıkça belirtildiğinden emin olun.





Comment(2)