 Europe
Europe  Türkiye
Türkiye 


Il Direct Metal Laser Sintering (DMLS), noto anche come Direct Metal Laser Melting (DMLM), è un gruppo di tecnologie di stampa 3D in metallo che tramite un laser ad alta potenza fondono la polvere di metallo in parti solide strato per strato. Il DMLS consente la realizzazione di componenti metallici complessi e altamente dettagliati con una precisione eccezionale, ideali per produrre geometrie intricate e lavorazioni fini difficili da ottenere con i metodi di produzione tradizionali.
Per sfruttare appieno le capacità del DMLS, è fondamentale evitare errori comuni seguendo specifiche linee guida di progettazione e best practice, come l’incorporazione di strutture di supporto adeguate, la determinazione di spessori di parete ottimali e il mantenimento di distanze appropriate tra le caratteristiche.
Queste considerazioni, tra le altre, saranno discusse in dettaglio in questa guida per aiutarvi a ottimizzare i vostri progetti per una stampa 3D DMLS di successo.
#1 Uso improprio o eccessivo delle strutture di supporto
Nella sinterizzazione laser diretta dei metalli (DMLS), ogni strato stampato si basa su quelli precedenti per avere un supporto. Per geometrie come sporgenze, archi e superfici angolate maggiori di 30°, sono necessarie strutture di supporto aggiuntive per evitare deformazioni, fissare le parti alla piattaforma di stampa e mantenere la precisione durante la stampa. Questi supporti, sebbene fondamentali, aumentano l’utilizzo di materiale, i tempi di costruzione e i costi e devono essere rimossi in fase di post-elaborazione.
Regola empirica:
- Progettare lavorazioni autoportanti con angoli di 45° o maggiori per ridurre la necessità di strutture di supporto.
- Ridurre al minimo la necessità di supporti con angoli di 30° o meno e aggiungendo raccordi o smussi sugli angoli.
- Fornire un supporto adeguato per superfici orizzontali, fori grandi e sporgenze per impedire il movimento delle parti durante la stampa, che può causare imprecisioni o arresti anomali della macchina.

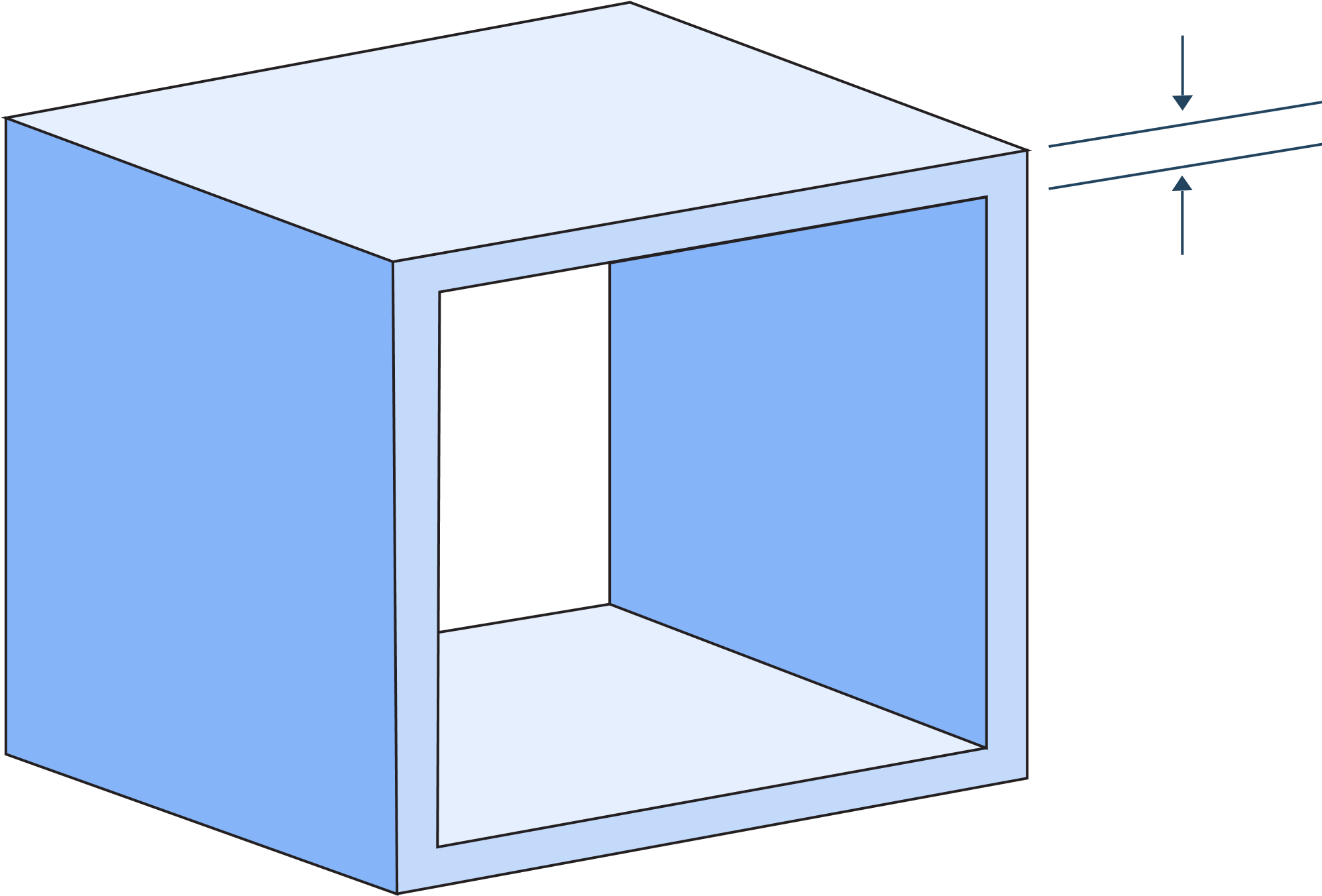
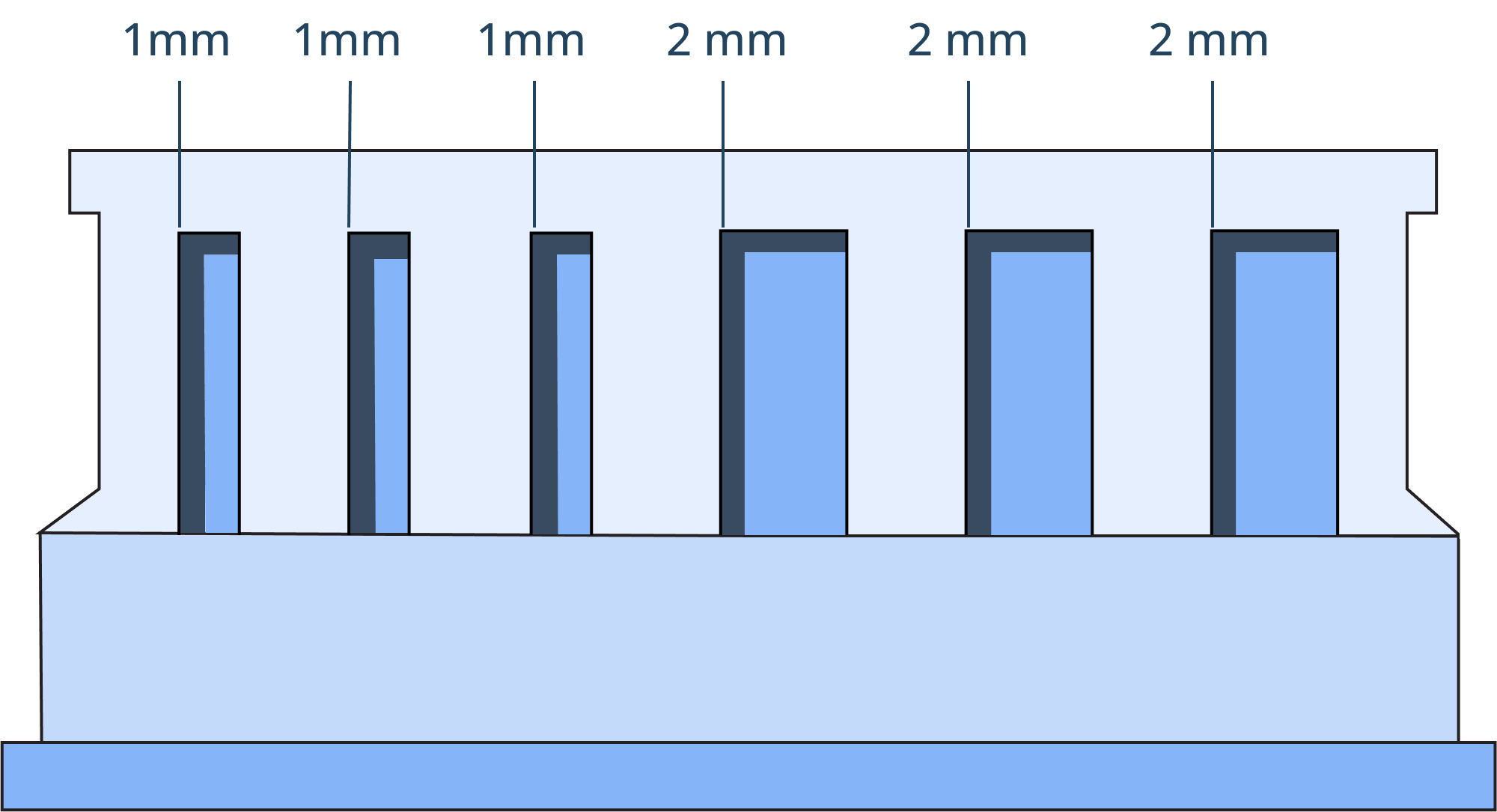
#2 Realizzare spessori di parete incoerenti o insufficienti
Gli spessori delle pareti nella stampa 3D in metallo possono variare in base alla scelta del materiale, all’orientamento della parte e alla risoluzione desiderata. Pareti più spesse migliorano l’integrità strutturale della parte e sono una buona pratica nella maggior parte dei progetti.
Regola empirica:
- Mantenere uno spessore minimo della parete di 0,8 mm per ridurre il rischio di rottura su progetti generici.
- Utilizzare uno spessore di 1 mm per pareti supportate (collegate a due o più lati) e 1,2 mm per pareti non supportate (collegate solo su un lato o bordo) per garantire stabilità strutturale e precisione di stampa.
- Mantenere uno spessore della parete uniforme

#3 Progettare grandi sporgenze non supportate
Le sporgenze sono bruschi cambiamenti nella geometria di una parte, diversi dagli angoli autoportanti, che hanno pendenze più uniformi. Sporgenze superiori a 0,5 mm in genere richiedono un supporto aggiuntivo per evitare danni o deformazioni durante la stampa. Si consiglia di non superare i limiti, poiché possono portare a una finitura superficiale più ruvida, una risoluzione ridotta o persino causare il fallimento dell’intera stampa.
Regola empirica:
- Aggiungere supporti per sporgenze superiori agli 0,5 mm di lunghezza o con angoli superiori ai 45 gradi per impedire la deformazione della parte e garantire una finitura più liscia.
- Incorporare smussi o raccordi alle geometrie sporgenti per renderle più autoportanti e ridurre la necessità di supporti aggiuntivi.

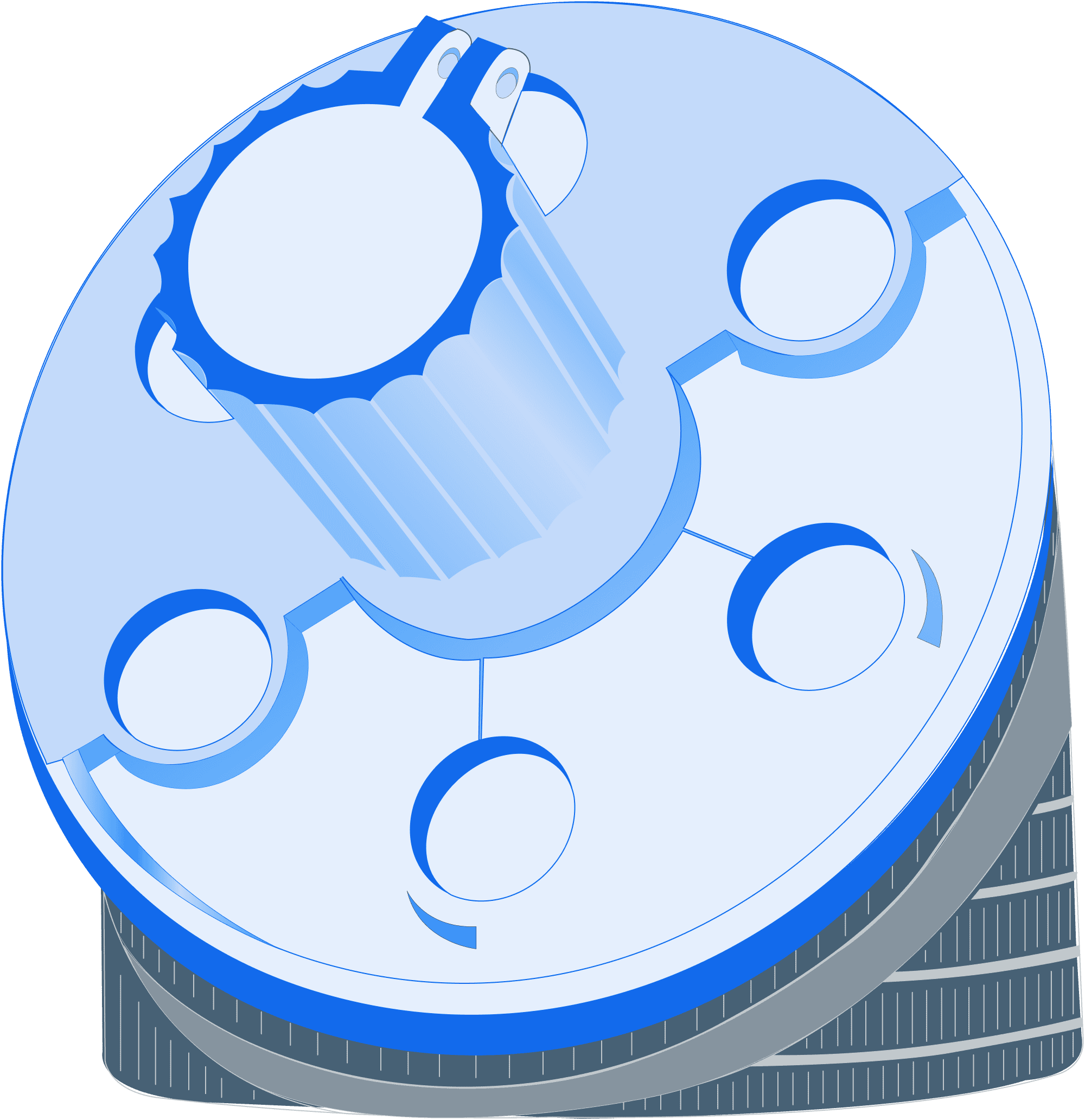
#4 Modellazione impropria dei canali e dei fori interni
Uno dei principali vantaggi della sinterizzazione laser diretta dei metalli (DMLS) è la capacità di creare canali e fori interni complessi, difficili o impossibili da ottenere con i metodi di produzione tradizionali. I canali conformi sono particolarmente vantaggiosi, poiché forniscono un raffreddamento uniforme in tutta la parte e ne riducono il peso complessivo.
Regola empirica:
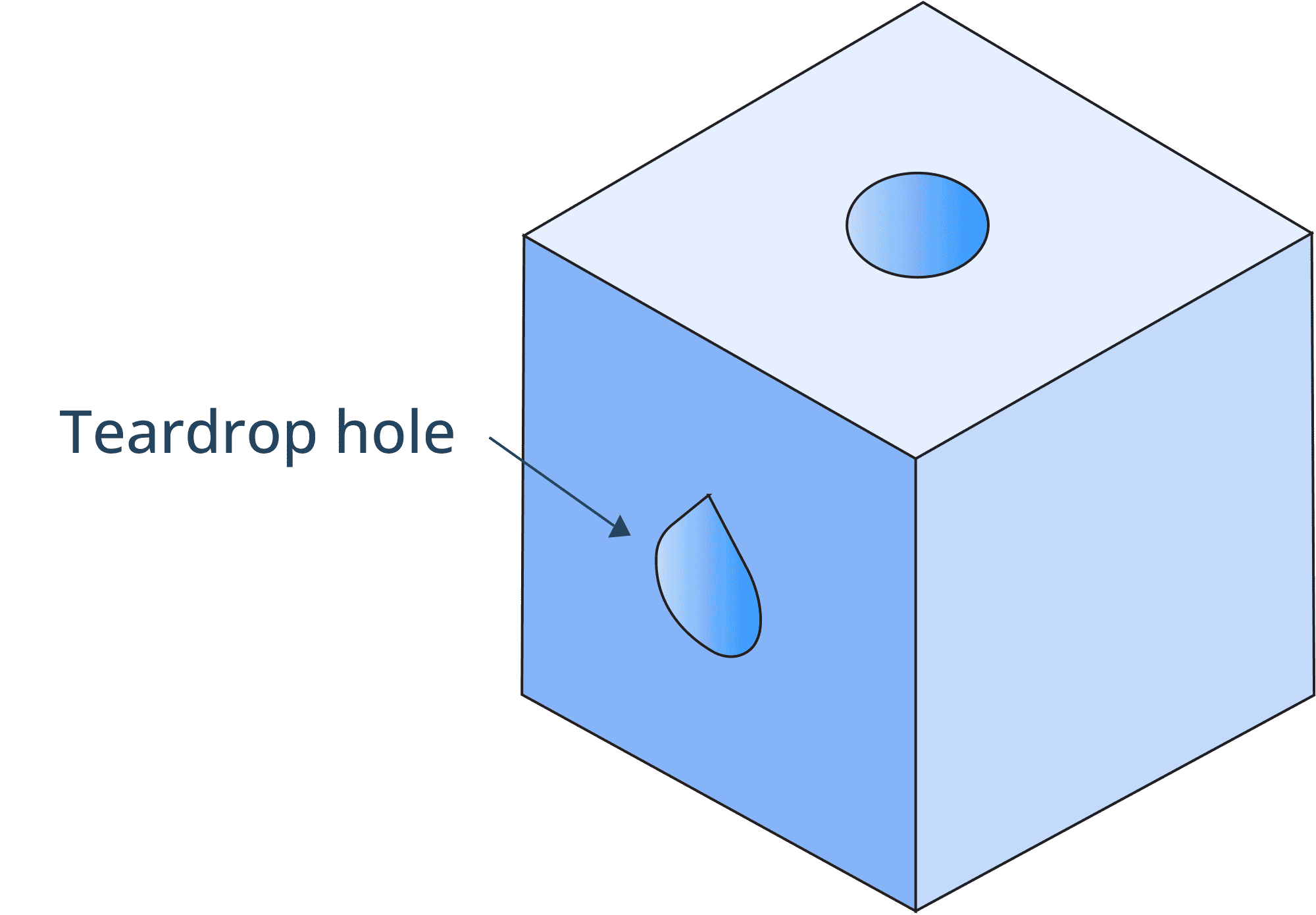
- Limitare i diametri dei canali a 8 mm e utilizzare forme a goccia o a diamante per ridurre al minimo la distorsione e migliorare la finitura superficiale.
- Progettare fori con un diametro minimo di 1 mm per evitare la fusione e utilizzare forme a goccia per i fori non allineati con la direzione di stampa per ridurre la necessità di supporti.
- Garantire una stampa senza supporto per fori tra 0,5 mm e 6 mm, mentre diametri superiori a 6 mm potrebbero richiedere regolazioni dell’orientamento o supporti.
- Post-elaborare qualsiasi foro inferiore a 1 mm per una migliore precisione.

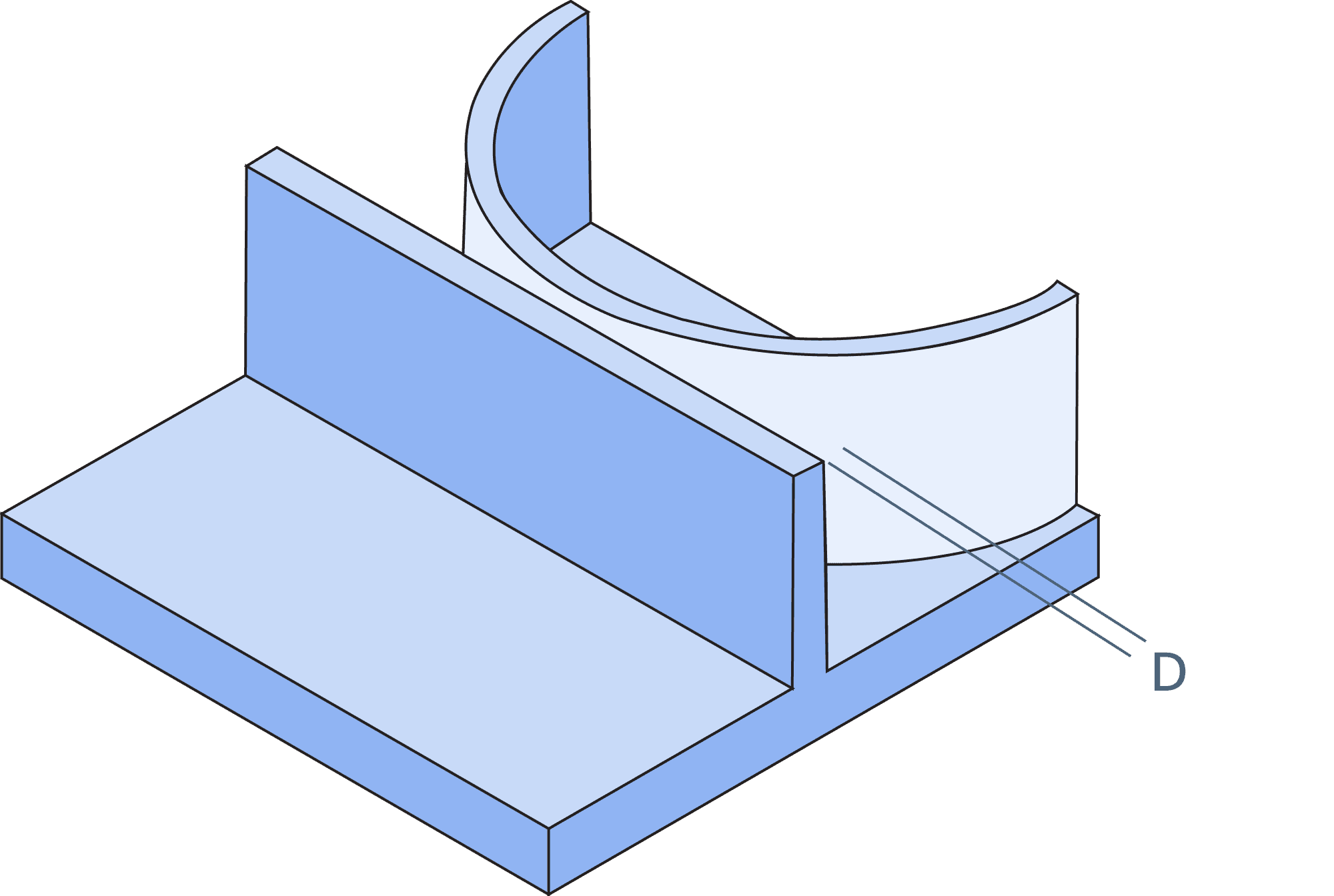
#5 Prevedere ponti con campate eccessivamente lunghe
Un ponte nel DMLS è una superficie piana rivolta verso il basso supportata da due o più elementi. A causa delle sollecitazioni derivanti dal rapido riscaldamento e raffreddamento di questo processo di stampa, se la distanza non supportata per un ponte è troppo lunga, può causare una scarsa qualità sulle superfici rivolte verso il basso e compromettere l’integrità strutturale.
Regola empirica:
- Limitare le campate non supportate a 2 mm per preservare la solidità strutturale e la qualità della superficie.
- Per campate più lunghe, si può prendere in considerazione l’aggiunta di ulteriori supporti o la riprogettazione del ponte con una leggera curvatura per ridurre le sollecitazioni.

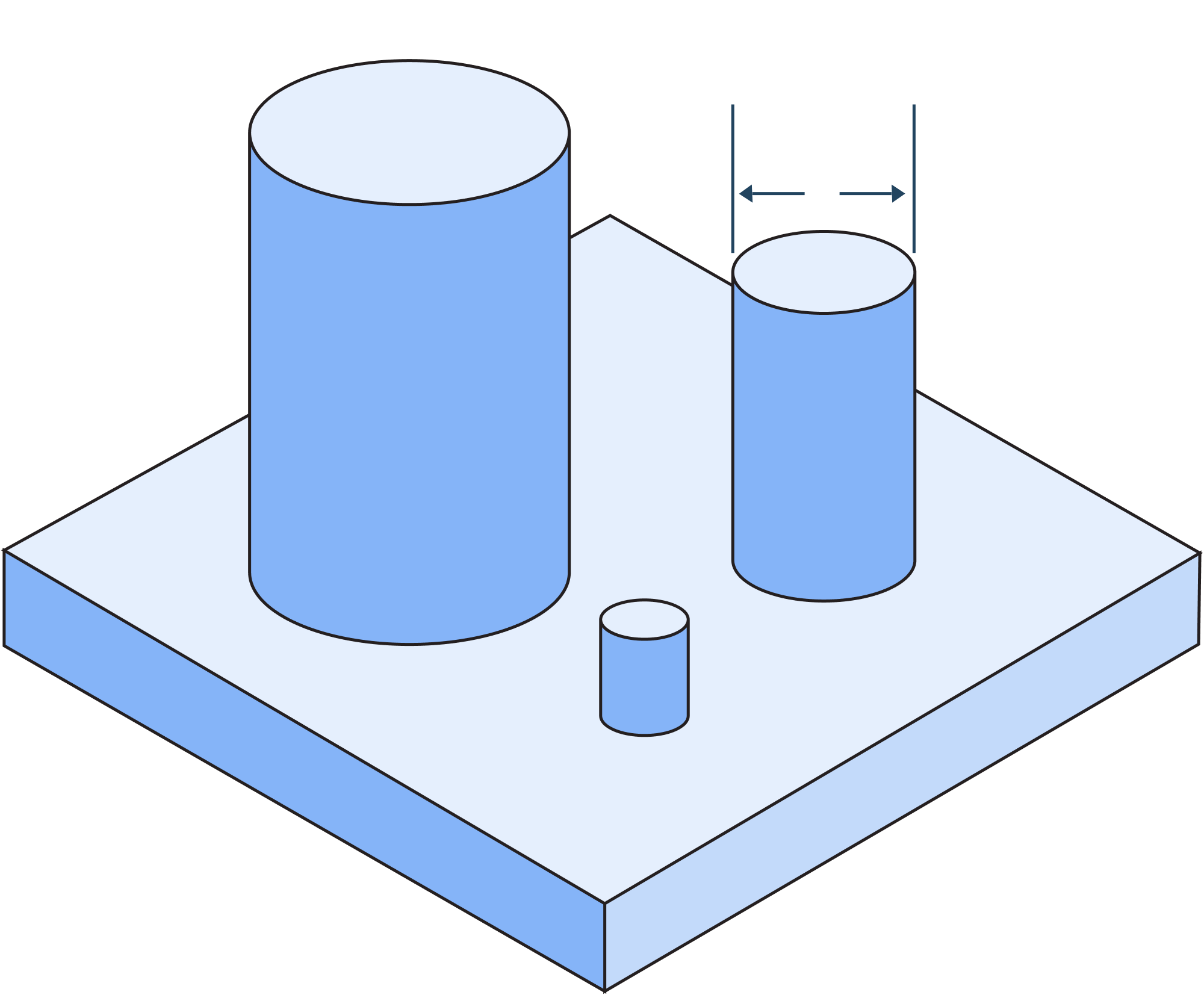
#6 Realizzare perni stretti e piccoli dettagli
I perni, o colonne, sono elementi alti e sottili con una sezione trasversale circolare.
Regola empirica:
- Progettare perni con un diametro minimo di 1 mm per garantire la stabilità strutturale e ridurre il rischio di rottura.
- Evitare di utilizzare diametri inferiori agli 0,8 mm a meno che non sia previsto un rinforzo post-elaborazione.

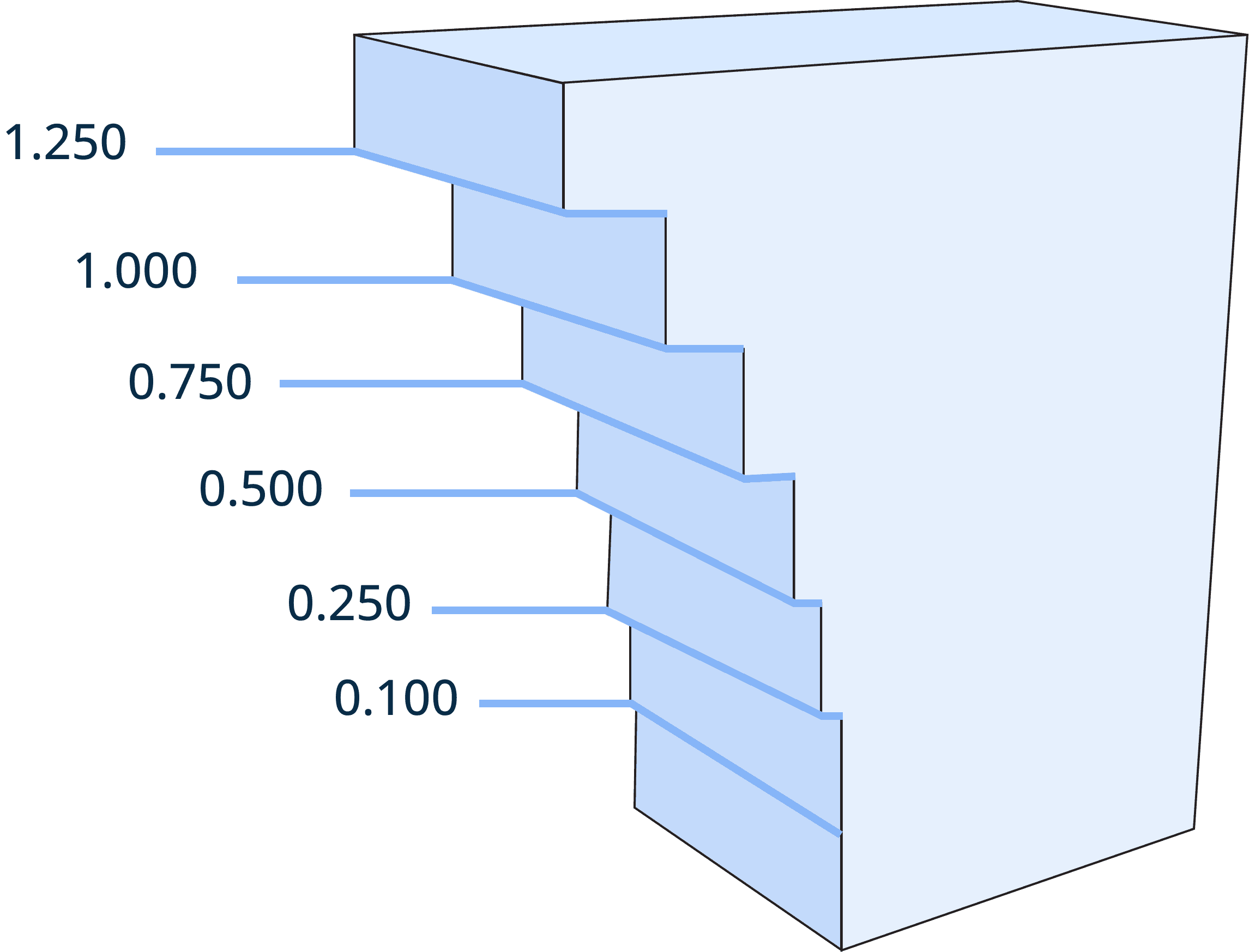
#7 Posizionare lavorazioni troppo vicine tra loro
Nel DMLS, il calore del laser crea una pozza di fusione leggermente più grande del diametro del laser, che può portare ad annegare tra loro lavorazioni troppo vicine o intrappolare polvere non sinterizzata tra le aree sinterizzate.
Regola empirica:
- Mantenere almeno 0,5 mm di spaziatura tra le lavorazioni per evitare la fusione e garantire la corretta formazione delle parti.
- Garantire una distanza minima di 0,5 mm per le parti mobili e 0,3 mm per gli accoppiamenti a pressione per evitare l’incollaggio e garantire la funzionalità.
- Garantire uno spazio di almeno 0,6 mm per i collegamenti stampati evitando l’incollaggio e consentire un funzionamento regolare.

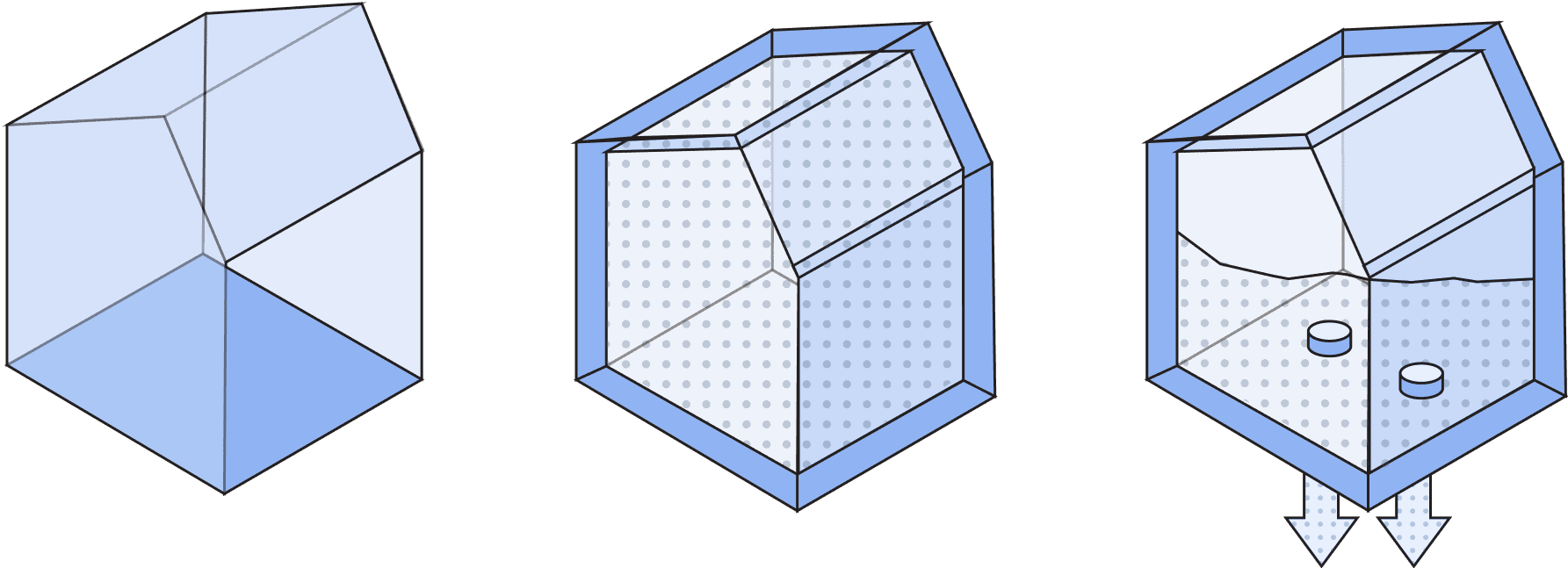
#8 Dimenticare i fori di scarico nelle parti cave
Progettare parti cave può ridurre significativamente l’uso di materiale e il peso del prodotto finale senza comprometterne la funzionalità. Tuttavia, per le parti cave, è essenziale includere fori di scarico per consentire la rimozione della polvere residua non sinterizzata dalle cavità interne.
Regola empirica:
- Progettare fori di scarico con un diametro di 2-5 mm per garantire un’efficace rimozione della polvere non sinterizzata dalle parti cave.
- Posizionare i fori di fuga su superfici non visibili e distanziarli per facilitare la circolazione e la rimozione della polvere.
- Evitare di raggruppare i fori di scarico; posizionarli invece vicino ai bordi o sui lati opposti della parte per una rimozione ottimale della polvere.

#9 Sottodimensionare dettagli in rilievo e incisioni
Per garantire visibilità e chiarezza nella stampa DMLS, sia i dettagli in rilievo che quelli incisi devono essere disegnati con dimensioni sufficienti. Le lavorazioni in rilievo troppo piccole potrebbero non essere stampate correttamente o non essere definite, mentre i dettagli incisi potrebbero chiudersi e diventare invisibili a causa della dissipazione del calore nella polvere circostante. Per ottenere risultati ottimali, progettare caratteristiche in rilievo più grandi delle dimensioni minime e assicurarsi che i dettagli incisi siano sufficientemente profondi e ampi da mantenere la loro visibilità e definizione.
Regola empirica:
- Progettare lavorazioni in rilievo con un’altezza minima di 0,3 mm per garantire che siano visibili e ben definite.
- Utilizzare una dimensione del testo di almeno 14 pt per una goffratura chiara e leggibile.
- Progettare dettagli incisi con una profondità e una larghezza minime di 0,5 mm per mantenere visibilità e definizione.


Guida di riferimento alle specifiche tecnologiche DMLS
Di seguito è riportata una guida di riferimento rapido che riassume le specifiche e le limitazioni principali della tecnologia DMLS.
| Specifica | Dettagli |
| Volume massimo di stampa | 250 x 250 x 325 mm |
| Dimensione della lavorazione minima |
1.5 mm (lavorazioni strutturali)
0.75 mm (lavorazioni estetiche) |
| Spessore del layer | 0.02 – 0.08 mm (dipendente dal materiale) |
| Tolleranze generiche | ±0.2% (0.1 – 0.2 mm)* |
| Struttura superficiale | Porosa |
| Struttura di supporto | Richiesta |
*Produrre tolleranze strette aumenta i costi di produzione, quindi è meglio applicarle solo a lavorazioni critiche, come superfici di accoppiamento o componenti progettati per adattarsi ad altre parti. Inoltre, fattori come sollecitazioni interne durante la stampa, la necessità di strutture di supporto e la geometria delle parti possono causare deviazioni nelle tolleranze e influenzare la planarità. Se il vostro progetto richiede una planarità rigorosa, il DMLS potrebbe non essere l’opzione più adatta.
Realizza pezzi stampati in 3D in metallo personalizzati con Xometry
In Xometry, offriamo servizi di stampa 3D DMLS on-demand su una gamma di leghe metalliche attraverso la nostra vasta rete di produttori. Dopo aver ottimizzato il vostro modello utilizzando i suggerimenti di progettazione forniti in questa guida, basta caricare il file sul nostro Motore di Quotazione Istantaneo per ricevere una valutazione in pochi secondi. Che abbiate bisogno di prototipi ad alta precisione o di parti metalliche di livello di produzione, le nostre avanzate capacità DMLS possono dare vita ai vostri progetti con qualità e precisione.
Avete altre esperienze di progettazione per DMLS? Condividetele nei commenti!





Comment(1)