 Europe
Europe  Türkiye
Türkiye 

La colata sottovuoto, anche nota come colata di uretano, è un metodo di produzione di attrezzature morbide e parti in volumi ridotti che offre risultati di qualità simile allo stampaggio a iniezione, ma con tempi di realizzazione molto più brevi. Si tratta di un processo ideale per la creazione di piccole serie di parti in plastica o gomma a partire da un’ampia gamma di termoplastiche, gomme e resine.
Processo e caratteristiche della colata sottovuoto
Come funziona la colata sottovuoto?
Il processo di colata sottovuoto in silicone prevede tre passaggi principali:
- Creare un modello master tramite stampa 3D (SLA o SLS) o lavorazione CNC.
- Creare lo strumento in silicone versando della gomma siliconica liquida attorno al modello master e polimerizzando all’interno di una camera sottovuoto.
- Versare la resina nella cavità per creare una replica simile al componente di produzione. Il processo offre libertà e flessibilità maggiori nella produzione delle parti rispetto ad altre tecnologie di produzione.
Caratteristiche della colata sottovuoto
| Dimensioni massime | Fino a 2000 x 1000 mm |
| Materiali per la colata sottovuoto |
|
| Superficie | Praticamente tutti i tipi di superficie VDI |
| Spessore delle pareti | Non superiore a 3,5 mm per risultati ottimali |
| Vita utile media dello stampo | 10-20 cicli |
Considerazioni sul processo di colata sottovuoto
Ulteriori aspetti da considerare riguardo al processo di produzione tramite colata sottovuoto:
- Finitura superficiale. Lo stampo in silicone è in grado di replicare ogni minimo dettaglio. Per ottenere parti impeccabili con una finitura perfettamente liscia è quindi essenziale eliminare eventuali difetti superficiali presenti sul modello master.
- Stampo. Gli stampi in silicone si deteriorano con l’utilizzo. In base a fattori come la complessità della parte e la scelta dei materiali, uno stampo può durare in media circa 10-20 cicli.
Consigli di progettazione per la colata sottovuoto
Per sfruttare al meglio questa tecnologia, è importante che il modello 3D rispetti tutta una serie di linee guida geometriche.
Spessore delle pareti
Per una colata sottovuoto ottimale è fondamentale mantenere uno spessore delle pareti costante. Se sono presenti variazioni di spessore significative, alcune sezioni della parte potrebbero raffreddarsi e polimerizzarsi in tempi differenti, producendo deformità o punti deboli.

In generale consigliamo di utilizzare uno spessore delle pareti minimo compreso tra 0,75 mm e 1,5 mm per le parti di piccole e medie dimensioni e uno maggiore per le parti più grandi. Tuttavia, lo spessore ottimale può variare in base al progetto e al materiale scelto.
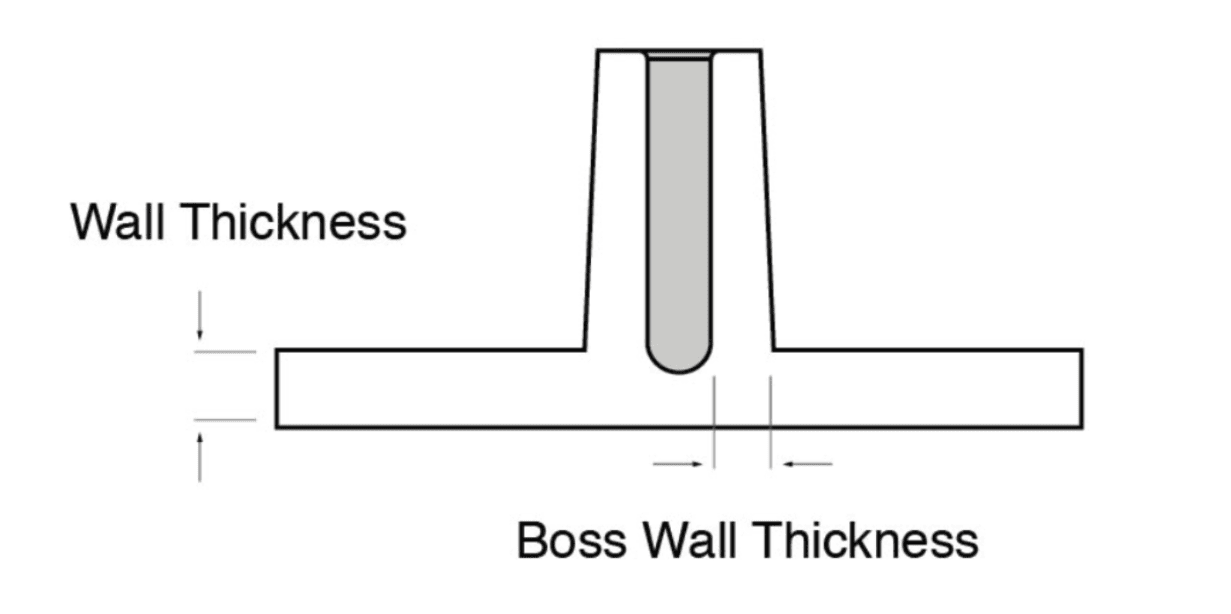
Estrusioni
Le estrusioni devono avere un’altezza e un diametro minimi di 1 mm, mentre lo spessore delle pareti non deve superare il 60% dello spessore nominale per ridurre al minimo il cedimento.

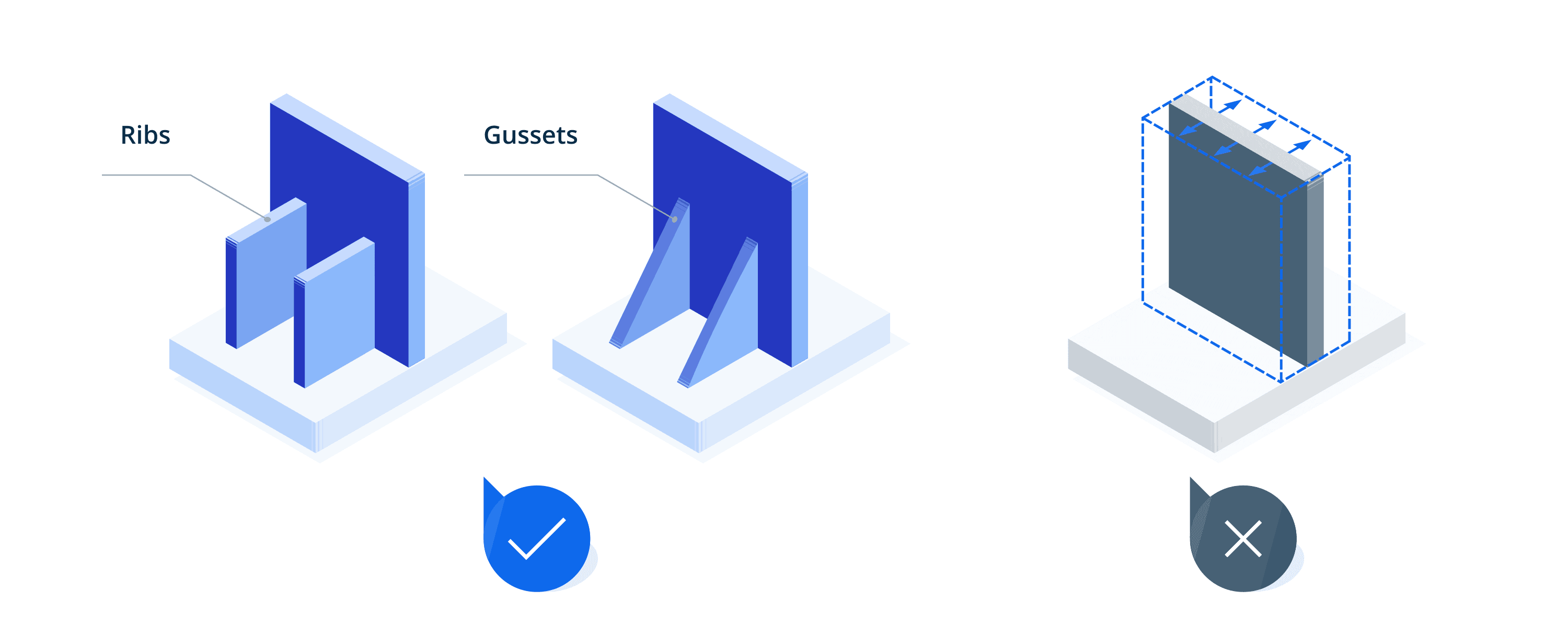
Nervature
Per aumentare la resistenza e ridurre la deformazione, è possibile aggiungere delle nervature alle aree piatte di grandi dimensioni. Lo spessore delle nervature deve essere inferiore allo spessore delle pareti per ridurre al minimo gli effetti di restringimento e cedimento. Secondo gli esperti, lo spessore delle nervature non deve superare il 60% dello spessore nominale delle pareti, mentre l’altezza delle nervature deve essere limitata a meno di tre volte il loro spessore.

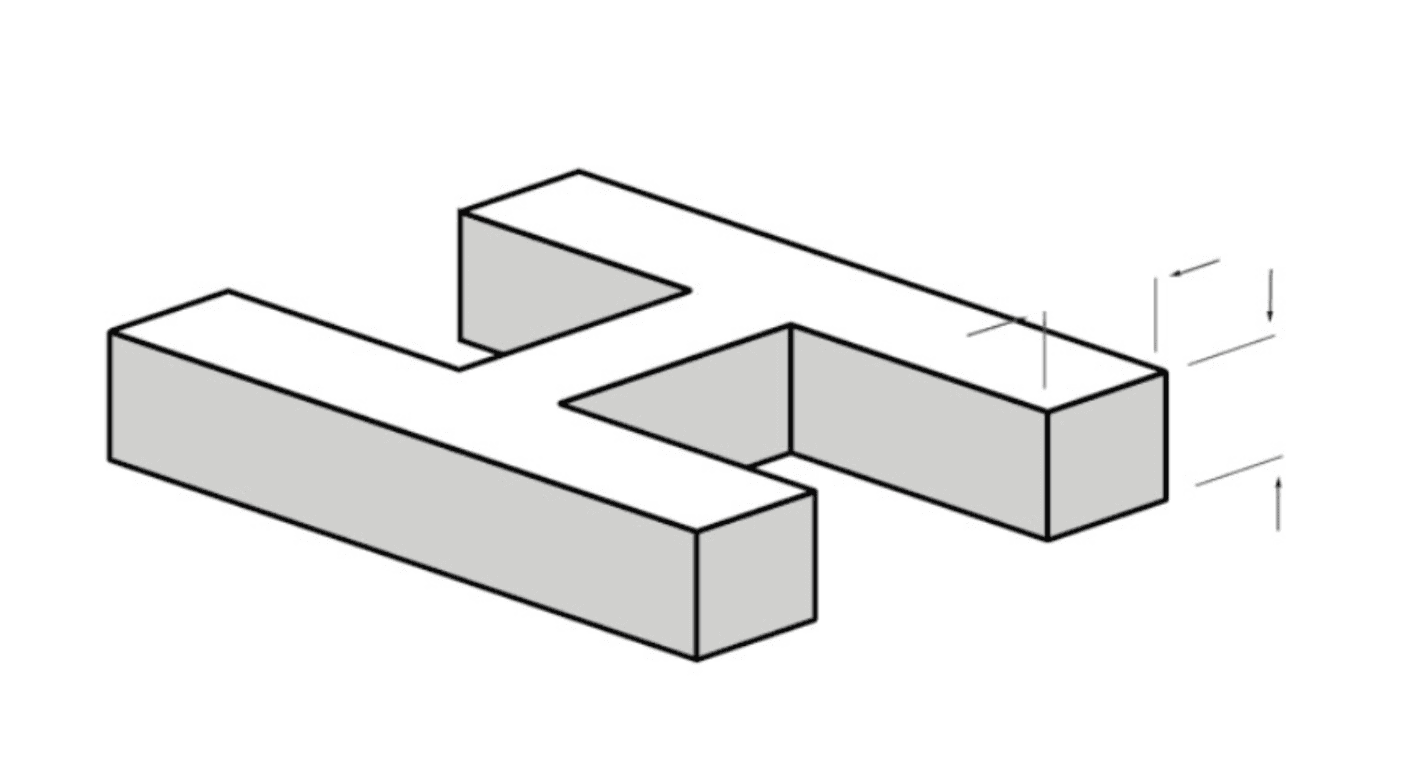
Sottosquadri
I sottosquadri e le sporgenze sono elementi di una parte che sono nascosti o si estendono al di sopra di una cavità, il che li rende difficili da realizzare tramite stampaggio a iniezione e colata. Tuttavia, uno dei vantaggi della colata sottovuoto è la sua capacità di gestire sottosquadri e sporgenze in modo più efficiente rispetto ad altri metodi di produzione.
Quando si progettano parti con sottosquadri o sporgenze per la colata sottovuoto, questi elementi aumentano la complessità dello stampo e possono quindi richiedere ulteriori considerazioni o modifiche.
Trattandosi di caratteristiche che sporgono dalla superficie, o verso la superficie, dello strumento, impediscono in alcune situazioni di estrarre il componente. Per evitare che ciò accada, sono consigliabili sottosquadri che non superino i 15 mm di profondità.
Dettagli goffrati
Per garantire la visibilità di testi e loghi incisi o goffrati, occorre progettarli con una profondità/altezza minima di 1 mm e una larghezza di 1 mm. Per risultati ottimali, lascia uno spazio di 1 mm tra una lettera e l’altra.

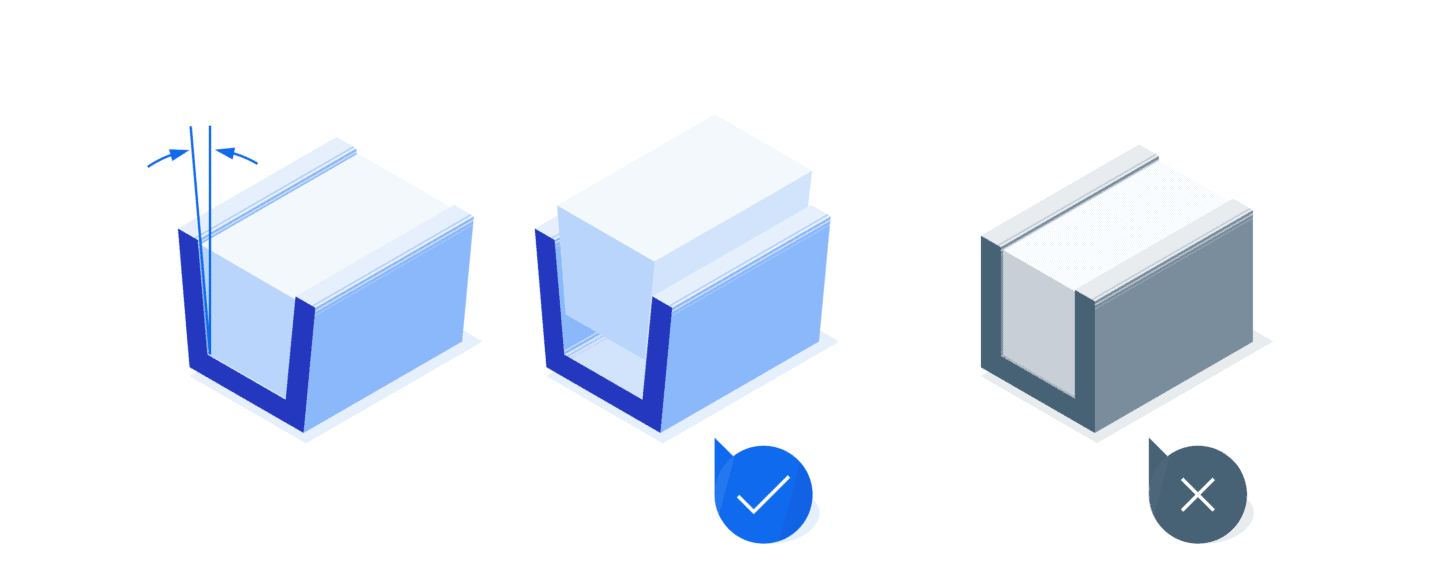
Angoli di sformo
Nella colata sottovuoto, il concetto di angolo di sformo è di fondamentale importanza. Un angolo di sformo è una lieve rastremazione sulle pareti verticali del design che rende l’apertura dello stampo leggermente più ampia rispetto alla base.
Ma perché è un elemento importante? La risposta è nel processo di rimozione della parte. Se un design include angoli di sformo, la parte colata potrà essere rimossa più facilmente dallo stampo, riducendo il rischio di danni.
Idealmente, un design dovrebbe includere angoli di sformo di almeno 1-2 gradi. Tuttavia, l’angolo di sformo ottimale può dipendere dalla geometria della parte e dal materiale usato. Questo elemento semplice ma efficace può migliorare notevolmente la longevità degli stampi e la qualità complessiva delle parti colate.

Riassunto delle buone pratiche di progettazione
| Spessore delle pareti | Almeno 0,75-1,0 mm |
| Estrusioni | Altezza minima di 1,0 mm; diametro minimo di 1,0 mm |
| Spessore delle pareti per le estrusioni | Non superiore al 60% dello spessore delle pareti |
| Spessore delle nervature | Non superiore al 60% dello spessore delle pareti |
| Altezza delle nervature | Non superiore a tre volte lo spessore delle nervature |
| Dettagli incisi e goffrati | Profondità minima di 1,0 mm; larghezza minima di 1,0 mm |
| Angoli di sformo | Almeno 1-2 gradi |
L’importanza delle proprietà dei materiali nella progettazione
Nella colata sottovuoto, la scelta del materiale può influire significativamente sul design di una parte. Ogni materiale ha vari livelli di flessibilità, robustezza e resistenza alle alte temperature, pertanto è fondamentale considerare attentamente questi fattori in fase di progettazione.
Ad esempio, se stai utilizzando un materiale ad alta flessibilità, verifica se il design è in grado di tollerare potenziali flessioni senza compromettere la funzionalità della parte. Al contrario, se il materiale presenta un alto livello di rigidità, assicurati che il design non venga sottoposto a sollecitazioni concentrate che potrebbero provocare fessurazioni o rotture.
Tieni presente che la funzionalità di un design non dipende solo dalla geometria della parte ma anche da come questa geometria interagisce con le proprietà del materiale scelto.
Stampaggio con inserti di hardware
Esempi di applicazioni includono impugnature con finitura soft-touch per prodotti come spazzole per capelli o controller portatili. Questo processo è molto diffuso anche nello sviluppo di dispositivi medici e per la somministrazione di farmaci, beni di consumo e finiture per automobili.
Poiché i materiali dei due strati sono di tipo poliuretanico e il sovrastampaggio viene eseguito prima della completa polimerizzazione del componente base stampato a iniezione, il legame tra essi risulta molto forte e la parte prodotta può essere usata nelle prove di manipolazione.
Cosa può essere sovrastampato con la colata sottovuoto?
Si ottengono i migliori risultati quando il sovrastampaggio viene eseguito su una parte colata in poliuretano. Tuttavia, è possibile eseguire il sovrastampaggio anche su parti in plastica o metallo realizzate tramite lavorazione CNC e su parti di produzione modificate.
Normalmente, noi utilizziamo lo stampaggio con inserti per aggiungere a una parte componenti acquistati da terzi, come inserti filettati o contatti elettrici, o realizzati tramite lavorazione CNC in-house nei casi in cui i dettagli devono avere tolleranze ridotte. Quando sono richiesti più inserti, possiamo realizzare un fissaggio tramite lavorazione CNC per garantire che siano posizionati in modo preciso l’uno rispetto all’altro e rispetto alla cavità dello stampo.


Conclusioni
In conclusione, saper eseguire la colata sottovuoto a regola d’arte è fondamentale per ottenere parti di qualità superiore, ottimizzare l’efficienza di produzione e garantire la buona riuscita dei progetti. Applicando le considerazioni e le buone pratiche qui presentate, i team di ingegneria e design potranno sfruttare al meglio il potenziale della tecnologia di colata sottovuoto.





Comment(0)