 Europe
Europe  Türkiye
Türkiye 


Direktes Metall-Lasersintern (DMLS), auch bekannt als Direktes Metall-Laserschmelzen (DMLM), ist eine Gruppe von Metall-3D-Druckverfahren die einen leistungsstarken Laser verwenden um Metallpulver Schicht für Schicht in feste Teile zu verschmelzen. DMLS erlaubt dabei die Erzeugung hochdetaillierter komplexer Metallkomponenten mit einer außergewöhnlichen Präzision, und ist somit ideal für komplizierte Geometrien und feine Details, die mit herkömmlichen Fertigungsmethoden nur sehr schwer zu realisieren sind.
Um die Möglichkeiten des DMLS vollständig auszuschöpfen, ist es entscheidend, häufig gemachte Fehler zu vermeiden, indem man bestimmte Konstruktionsrichtlinien und Best Practices befolgt. Wie zum Beispiel die Verwendung geeigneter Stützstrukturen, die Bestimmung der optimalen Wandstärke und die Einhaltung der angemessenen Abstände zwischen Elementen des Bauteils.
Diese Abwägungen werden, neben anderen, in diesem Leitfaden näher erläutert, um Ihnen dabei zu helfen, Ihre Entwürfe für den DMLS-3D-Druck zu optimieren.
#1 Falscher oder Übermäßiger Einsatz von Stützstrukturen
Beim Direkten Metall-Lasersintern (DMLS) stützt sich jede gedruckte Schicht, im wahrsten Sinne des Wortes, auf die darunter liegenden Schichten. Für geometrische Elemente wie Überhänge, Bögen und Oberflächen mit einem Winkel von mehr als 30° sind Stützstrukturen erforderlich um Verformungen zu vermeiden und das Teil mit der Bauplattform zu verbinden, und somit die Genauigkeit während des Drucks sicherzustellen. Diese Stützstrukturen tragen, obwohl sie entscheidend sind, zum Materialverbrauch bei, verlängern die Fertigungszeit, erhöhen die Fertigungskosten und müssen zudem bei der Nachbearbeitung entfernt werden.
Faustregeln:
- Entwerfen Sie selbsttragende Elemente mit Winkeln von 45° oder mehr, um den Bedarf an Stützstrukturen zu reduzieren.
- Minimieren Sie den Bedarf an Stützstrukturen, indem Sie Winkel von unter 30° verwenden, oder Fasen und Hohlkehlen einsetzen.
- Sorgen Sie für eine adäquate Abstützung von horizontalen Flächen, großen Löchern und Überhängen, um eine Bewegung des Teils während des Drucks zu verhindern, die ansonsten zu Ungenauigkeiten oder Abstürzen der Maschine führen kann.

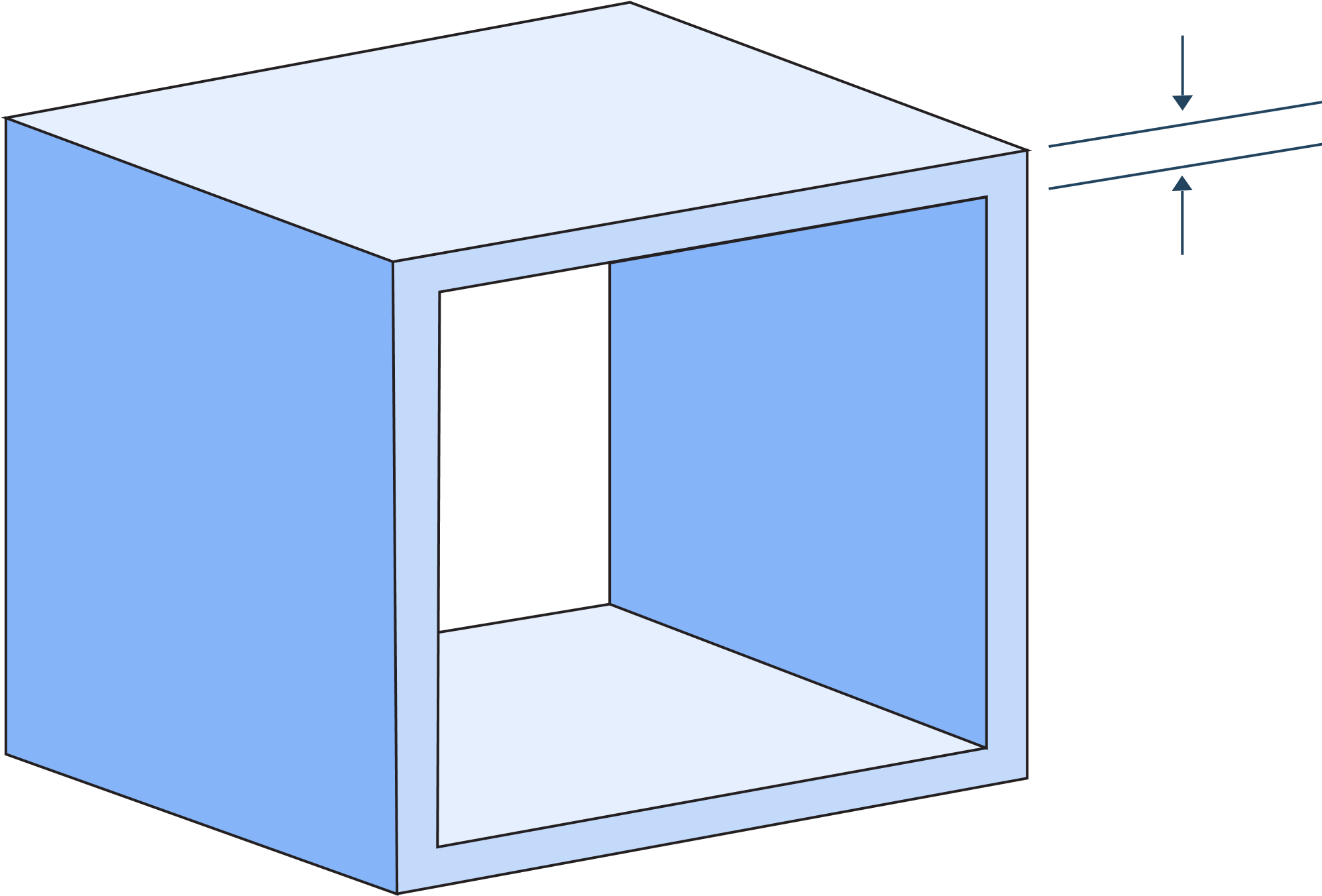
#2 Verwendung inkonsistenter oder unzureichender Wandstärken
Die Wandstärken im 3D-Metalldruck können je nach gewähltem Material, der Ausrichtung des Teiles und der gewünschten Auflösung variieren. Stärkere Wände verbessern die strukturelle Integrität des Teils und gelten bei den meisten Entwürfen als Best Practice.
Faustregeln:
- Halten Sie eine Mindestwandstärke von 0.8 mm aufrecht, um das Bruchrisiko für Entwürfe im Allgemeinen zu vermindern.
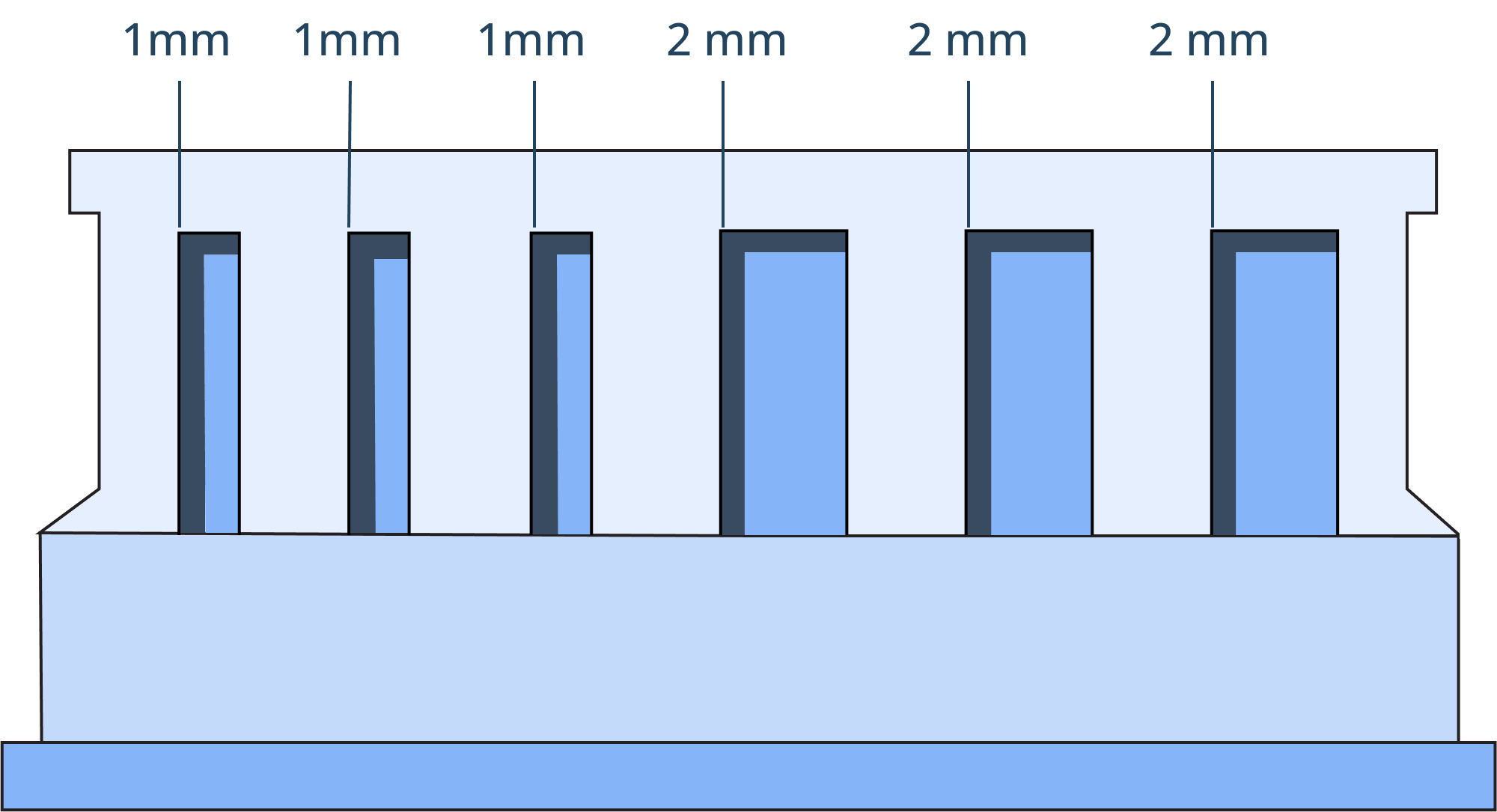
- Nutzen Sie eine Stärke von 1 mm für gestützte Wände (die an zwei oder mehr Seiten verbunden sind) und 1,2 mm für ungestützte Wände (die nur an einer Seite oder Ecke verbunden sind) um die strukturelle Stabilität und Genauigkeit des Drucks zu gewährleisten.
- Bewahren Sie eine gleichbleibende Wandstärke.

#3 Zu große Überhänge ohne Stützstrukturen
Überhänge sind abrupte Änderungen in der Geometrie eines Teils, die sich von selbsttragenden Winkeln insofern unterscheiden, dass diese sanftere Steigungen aufweisen. Überhänge von mehr als 0,5 mm erfordern in der Regel zusätzliche Stützen, um eine Beschädigung oder Verformung während des Druckens zu vermeiden. Es ist dabei ratsam, bei großen Überhängen nicht bis an die Grenze des Möglichen zu gehen, da dies dennoch zu raueren Oberflächen, einer verringerten Auflösung oder sogar zum Versagen des gesamten Fertigungsprozesses führen kann.
Faustregeln:
- Fügen Sie Stützstrukturen für Überhänge mit mehr als 0,5 mm Länge hinzu oder falls diese Winkel von mehr als 45° aufweisen, um die Verformung des Teils zu vermeiden und eine glattere Oberfläche zu gewährleisten.
- Arbeiten Sie Fasen oder Kehlen in die überhängende Geometrie ein, um ihre selbsttragenden Eigenschaften zu verbessern und die Notwendigkeit von Stützen zu vermindern.

#4 Unpassend geformte innere Kanäle oder Löcher
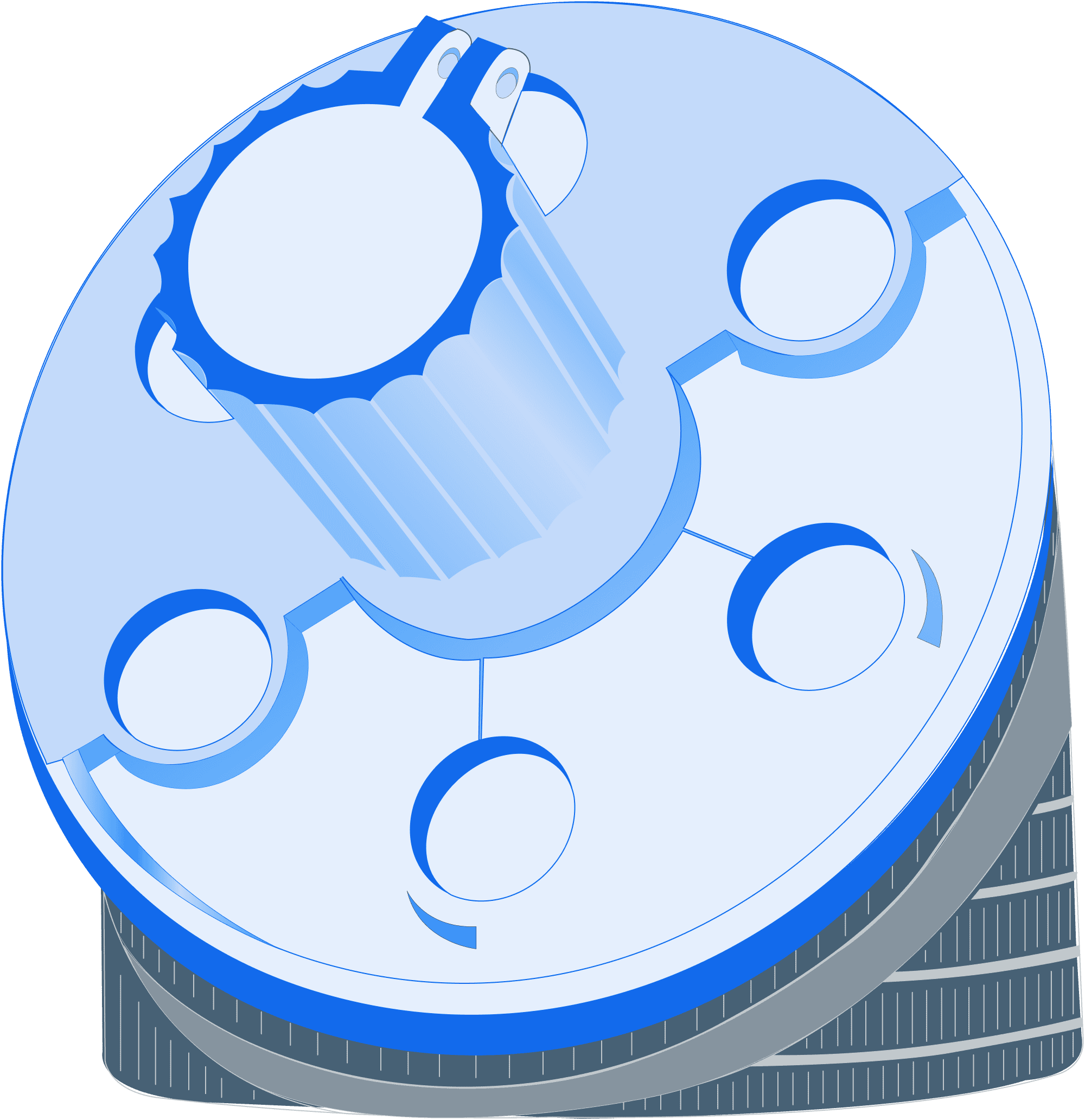
Eine der entscheidenden Vorteile des Direkten Metall-Lasersinterns (DMLS) ist die Fähigkeit komplexe innenliegende Kanäle und Löcher zu erzeugen, die mit anderen Verfahren nur sehr schwer oder gar nicht zu realisieren wären. An die Oberflächenkontur angepasste Kanäle sind dabei besonders nützlich, da sie eine gleichmäßige Kühlung des gesamten Teils erlauben und gleichzeitig das Gesamtgewicht reduzieren.
Faustregeln:
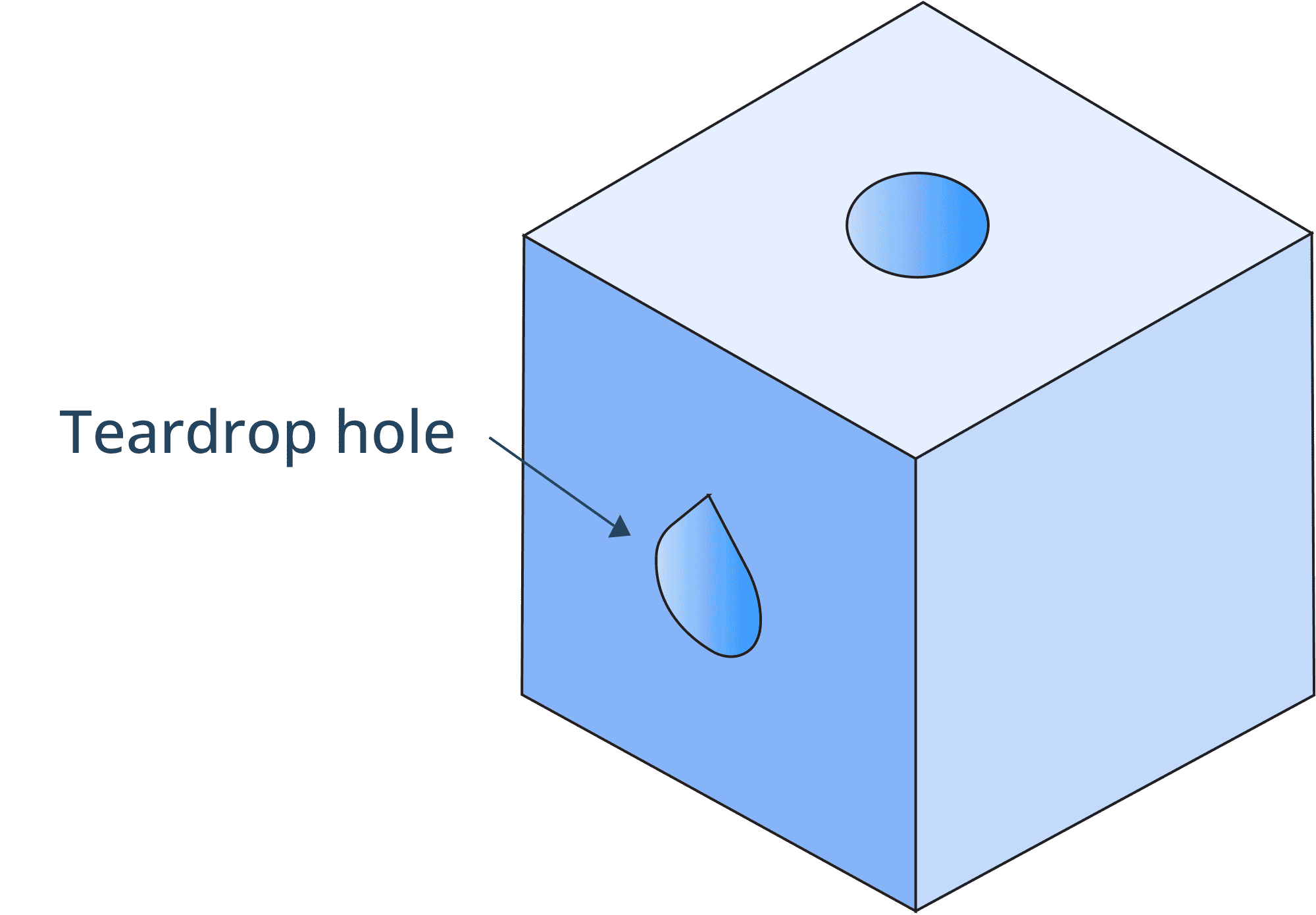
- Begrenzen Sie den Durchmesser von Kanälen auf 8 mm und nutzen Sie eine tränen- oder rautenförmige Form, um die Verformung zu minimieren und die Oberflächengüte zu verbessern.
- Konstruieren Sie Löcher mit einem Mindestdurchmesser von 1 mm, um ein Verschmelzen zu vermeiden, und setzen tränenförmigen Löcher ein, wenn die Öffnung nicht in Baurichtung liegt, um die Notwendigkeit von Stützstrukturen zu vermindern.
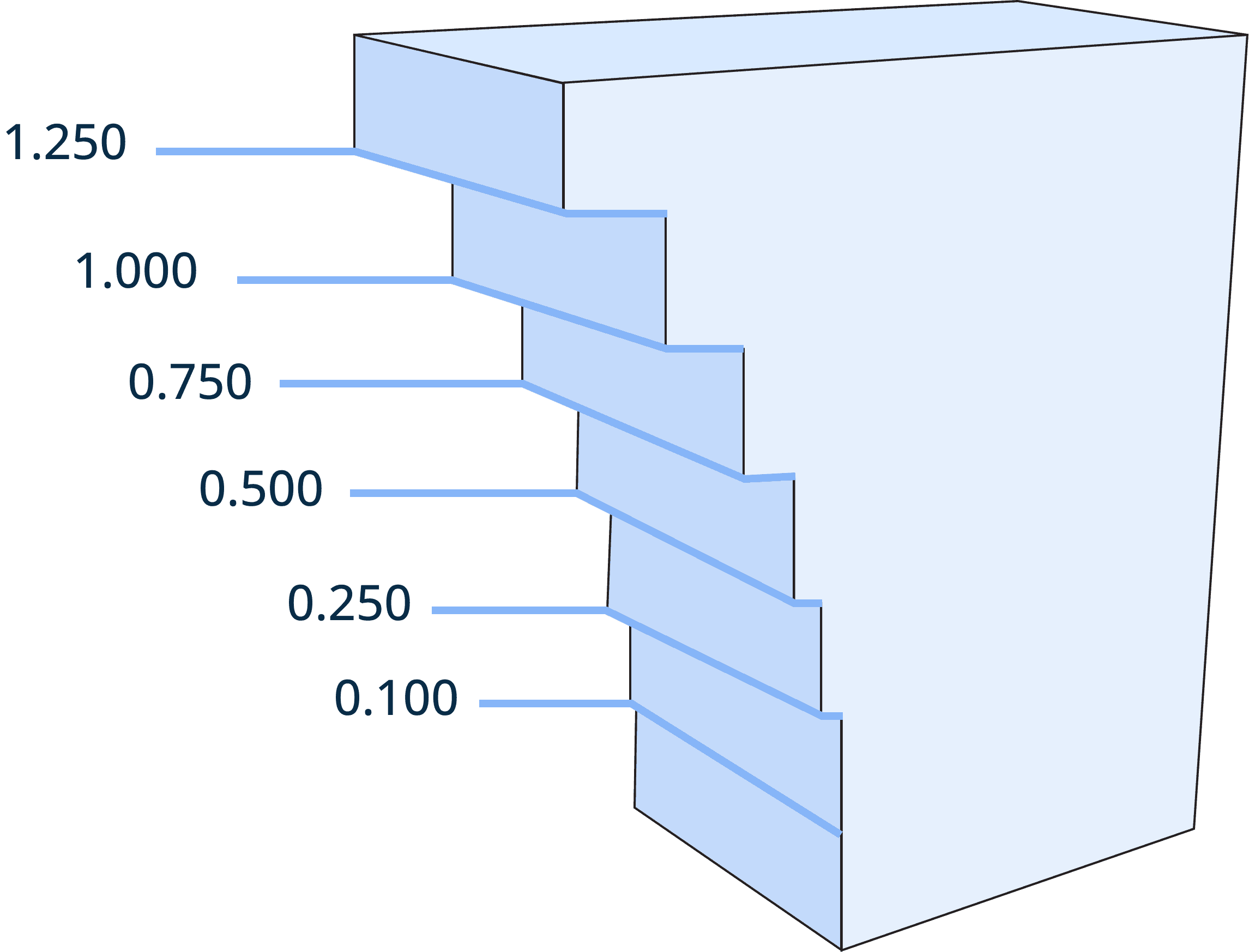
- Stellen Sie sicher, dass Löcher zwischen 0,5 mm und 6 mm ohne Stützen gedruckt werden, während Löcher über 6 mm eine Anpassung der Ausrichtung und der Stützen erfordern.
- Löcher unter 1 mm sollten für eine bessere Präzision nachbearbeitet werden.

#5 Brücken mit zu großen Spannweiten
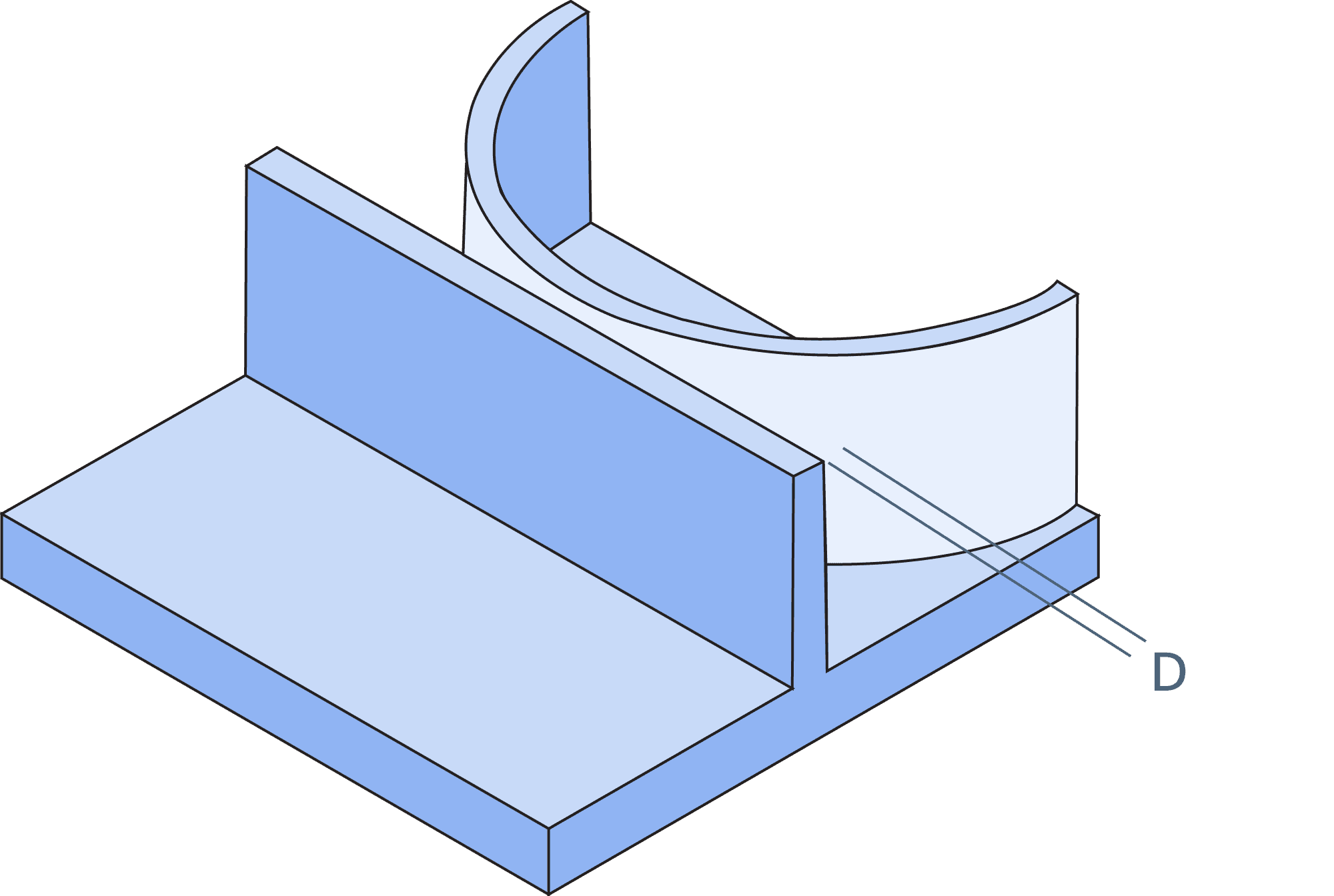
Eine Brücke ist im DMLS eine flache, nach unten gerichtete Oberfläche, die von zwei oder mehreren Merkmalen getragen wird. Aufgrund der Belastungen durch das schnelle Erhitzen und Abkühlen im DMLS-Prozess kann ein langer, nicht gestützter Abstand einer Brücke dazu führen, dass die nach unten gerichtete Fläche von geringer Qualität sein kann und die strukturelle Integrität beeinträchtigt wird.
Faustregeln:
- Begrenzen Sie die Spanne von Brücken auf 2 mm, um die strukturelle Sicherheit und Oberflächengüte zu erhalten.
- Erwägen Sie bei längeren Spannweiten weitere Stützen oder passen Sie die Brücke mit einer leichten Biegung an, um die Lasten und Spannungen zu reduzieren.

#6 Schmale Stife und zu kleine Details
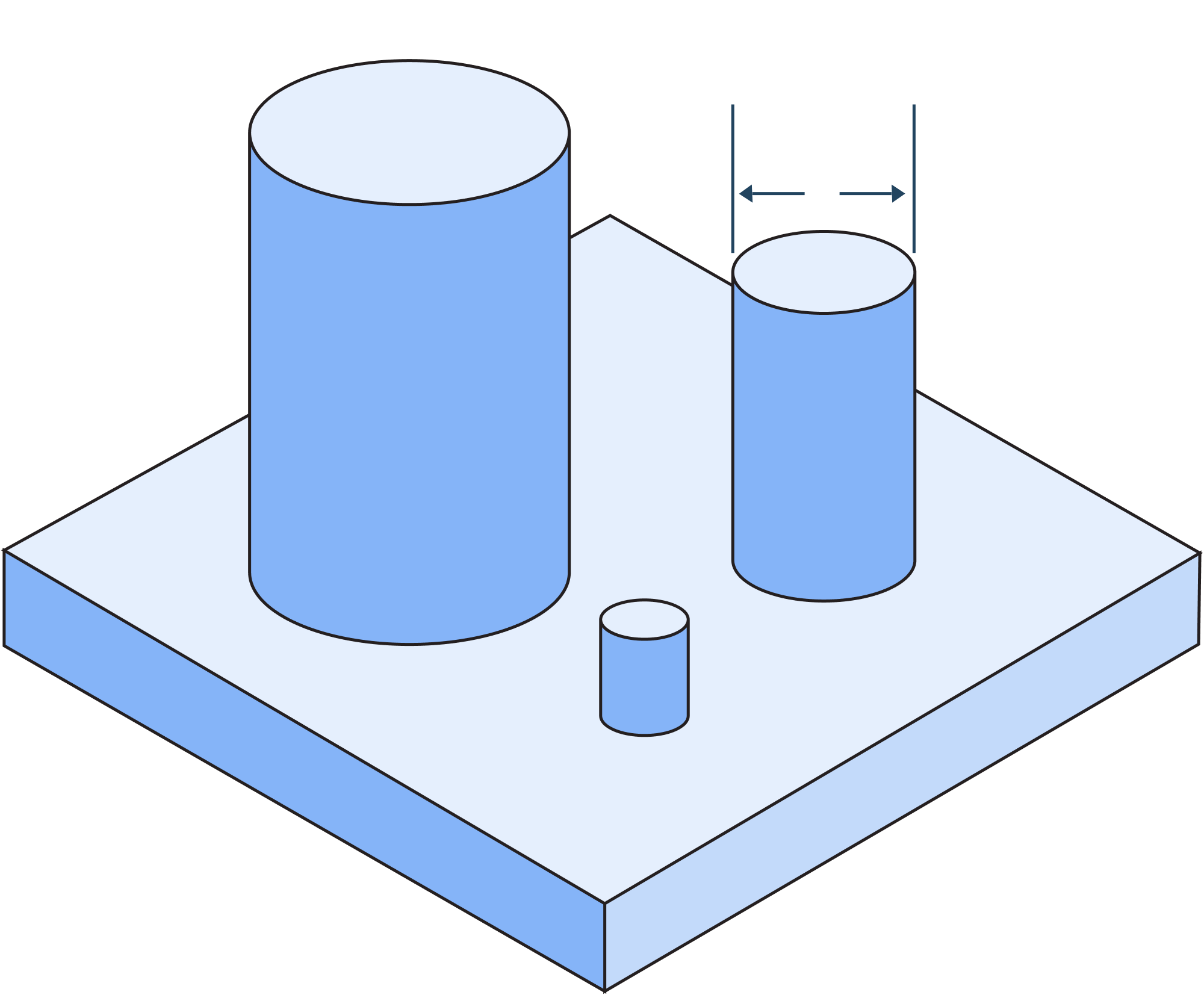
Stifte oder Säulen sind hohe, schlanke Elemente mit einem kreisförmigen Querschnitt.
Faustregeln:
- Entwerfen Sie Stifte mit einem Mindestdurchmesser von 1 mm, um die strukturelle Stabilität sicherzustellen und das Bruchrisiko zu verringern.
- Vermeiden Sie Durchmesser von unter 0,8 mm solange keine Verstärkung in einem Nachbearbeitungsschritt geplant ist.

#7 Elemente sind zu nah beieinander
Beim DMLS erzeugt die Wärme des Lasers ein Schmelzbad das etwas größer ist als der Durchmesser des Laserstrahls, was bei einigen Elementen dazu führen kann, dass sie, wenn sie zu nah beieinander liegen, dazu führen können, dass es zusammengeschmolzen wird oder dass ungesintertes Pulver zwischen gesinterten Bereichen eingeschlossen wird.
Faustregeln:
- Einen Mindestabstand von 0,5 mm einhalten, um zwischen Merkmalen eine Verschmelzung zu vermeiden und eine ordnungsgemäße Ausarbeitung des Teils zu gewährleisten.
- Achten Sie auf einen Mindestabstand von 0,5 mm bei beweglichen Teilen und 0,3 mm für Pressfassungen, um ein Verbinden zu vermeiden und die Funktionalität zu gewährleisten.
- Stellen Sie einen Spalt von mindestens 0,6 mm sicher, wenn Sie Gestänge drucken, um ein Verschmelzen zu verhindern und einen reibungslosen Betrieb zu gewährleisten.

#8 Fluchtlöcher in hohlen Bauteilen vergessen
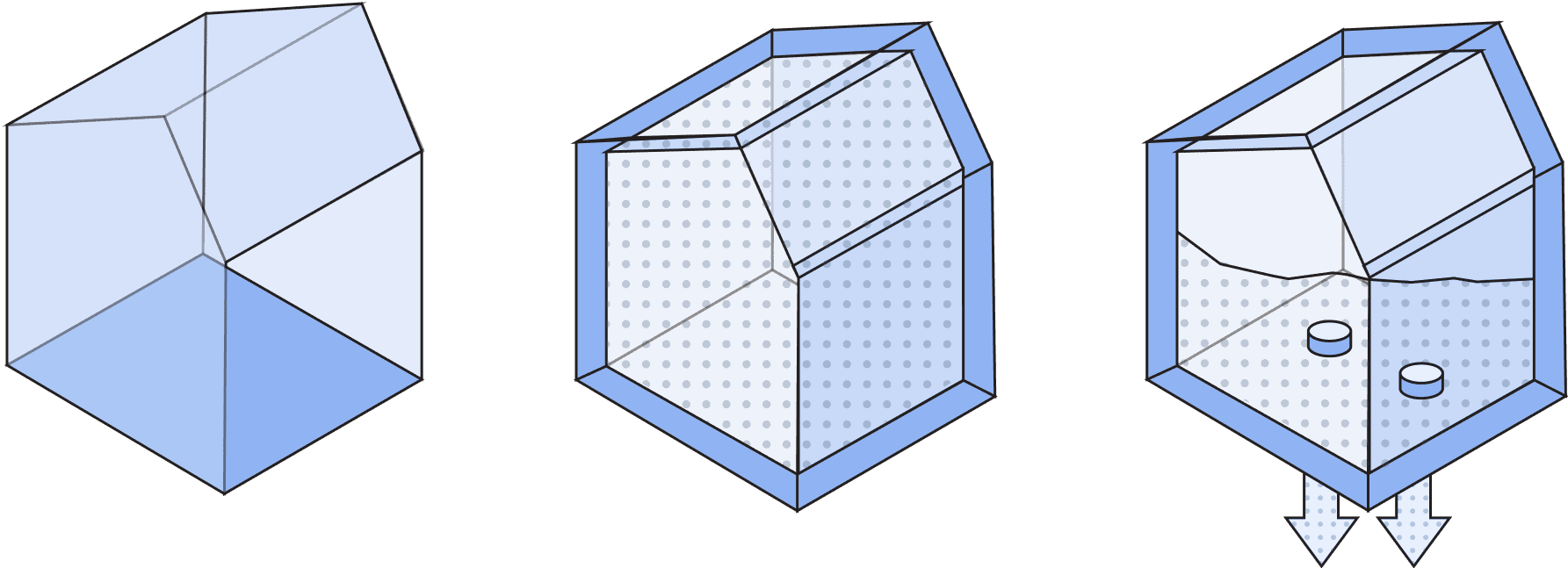
Der Entwurf hohler Bauteile kann den Materialverbrauch signifikant verringern und das Gewicht des Endprodukts reduzieren, ohne dass die Funktionalität beeinträchtigt wird. Es ist jedoch bei hohlen Teilen essenziell darauf zu achten, dass ausreichende Fluchtlöcher eingebaut werden, damit das übrig bleibende ungesinterte Pulver aus den innenliegenden Hohlräumen entfernt werden kann.
Faustregeln:
- Entwerfen Sie Fluchtlöcher mit einem Durchmesser von 2 bis 5 mm um eine effektive Entfernung von ungesintertem Pulver aus dem hohlen Bauteil sicherzustellen.
- Positionieren Sie Fluchtlöcher auf nicht sichtbaren Oberflächen und verteilen Sie sie um edie Pulverzirkulation und -entfernung zu gewährleisten.
- Vermeiden Sie Gruppierungen von Fluchtlöchern; platzieren Sie sie stattdessen in der Nähe von Kanten oder auf gegenüberliegenden Seitens des Teils um eine optimale Pulverabfuhr zu gewährleisten.

#9 Zu kleine erhabene oder gravierte Details
Um die Sichtbarkeit und Klarheit im DMLS sicherzustellen, sollten sowohl erhabene als auch eingravierte Details in einer ausreichenden Größe entworfen werden. Erhabene Elemente, die zu klein sind, werden ggf. nicht korrekt gedruckt oder sind danach nicht definiert genug, während gravierte Details sich aufgrund des Wärmeeintrags aus dem umgebenden geschmolzenen Material ebenfalls zuschmelzen können oder eingeschlossen werden. Achten Sie beim Entwurf erhabener oder gravierter Elemente also darauf, dass Sie die Mindestmaße einhalten und sicherstellen, dass gravierte Details tief und breit genug sind, damit ihre Sichtbarkeit und Definierung ausreichend erhalten bleibt.
Faustregeln:
- Entwerfen Sie erhabene Elemente mit einer Mindeshöhe von 0,3 mm, um sicherzustellen, dass sie sichtbar und ausreichend definiert sind.
- Verwenden Sie eine Textgröße von mindestens 14pt für klare, lesbare Prägungen.
- Entwerfen sie gravierte Details mit einer Mindesttiefe von 0,5 mm, um die Sichtbarkeit und Definition zu bewahren.


Referenzleitfaden für das DMLS – Verfahren
Es folgt ein kurzer Leitfaden, in dem die Schlüsselspezifikationen und Einschränkungen des DMLS – Verfahrens zusammengefasst werden.
| Spezifikation | Details |
| Maximales Bauvolumen | 250 x 250 x 325 mm |
| Minimale Größe von Merkmalen | 1,5 mm (strukturelle Elemente)
0,75 mm (kosmetische Elemente) |
| Schichtdicke | 0,02 – 0,08 mm (materialabhängig) |
| Allgemeine Toleranzen | ±0,2% (±0,1 – 0,2 mm)* |
| Oberflächenstruktur | Porös |
| Stützstrukturen | Erforderlich |
*Die Produktion enger Toleranzen erhöht die Fertigungskosten, weshalb es am besten ist, sie nur auf kritische Merkmale anzuwenden, wie z.B. Passflächen oder Komponenten, die so konstruiert werden, dass sie zu anderen Teilen passen. Darüber hinaus können Faktoren wie innere Spannungen während des Drucks die Notwendigkeit von Stützstrukturen sowie die Teilgeometrie dazu führen, dass Abweichungen in den Toleranzen auftreten und die Ebenheit beeinträchtigen. Falls für Ihren Entwurf eine strikte Ebenheit erforderlich ist, ist DMLS möglicherweise nicht das ideale Verfahren für Ihr Projekt.
Erhalten Sie Ihre Maßgefertigten Teile aus dem 3D-Metalldruck bei Xometry
Bei Xometry bieten wir Ihnen einen On-Demand DMLS 3D-Druckservice mit einer breiten Palette an Metalllegierungen aus unserem umfangreichen Netzwerk aus Lieferanten an. Nachdem Sie Ihr Modell unter Anwendung der Designtipps aus diesem Leitfaden optimiert haben, laden Sie die Datei einfach in unsere Instant Quoting Engine hoch und erhalten Sie innerhalb von Sekunden ein Angebot. Ganz egal, ob sie hochpräzise Prototypen oder Metallteile in Produktionsqualität benötigen, unsere fortschrittlichen DMLS Kapazitäten erwecken Ihre Entwürfe mit Qualität und Präzision zum Leben.
Haben Sie weitere Erfahrungen beim Design für DMLS machen können? Teilen Sie sie doch bitte mit uns in den Kommentaren!






Comment(1)