 Europe
Europe  Türkiye
Türkiye 


CNC’yi diğer üretim teknolojilerinden ayıran en önemli özellik, otomasyon sayesinde elde edilen yüksek kontrol kabiliyetidir. Bu otomasyon, hem tek seferlik talebe özel prototipler hem de düşük ila orta hacimli seri üretim projeleri için CNC’yi maliyet açısından son derece rekabetçi hale getirir.
CNC İşleme Nedir?
CNC işleme; bilgisayar kontrollü takım tezgahlarının, malzeme kütüğü veya iş parçası olarak da bilinen yekpare bir malzeme bloğundan talaş (malzeme) kaldırarak nihai parçayı ürettiği bir talaşlı imalat (eksiltmeli üretim) prosesidir.
Kesme yolları, ilerleme hızları ve takım değişikliklerin tamamı bir program tarafından yönetilir ve bu sayede yüksek bir tekrarlanabilirlik elde edilir. Modern CNC sistemleri büyük ölçüde operatör müdahalesi olmadan çalışabilir; operatörün rolü kurulum, programlama ve kalite kontrolleri ile sınırlıdır.

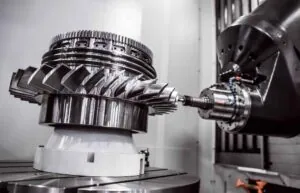
Çok eksenli tezgahlar; türbin rotorları, pompa pervaneleri (impeller) ve düzensiz biçimli yüzeyler gibi karmaşık geometrileri tek bir kurulumda üretebilir. Geçmişte bu tarz parçalar için birden fazla tezgah ve parçanın manuel olarak yeniden konumlandırılması gerekirdi.
CNC (Bilgisayarlı Nümerik Kontrol) Nedir?
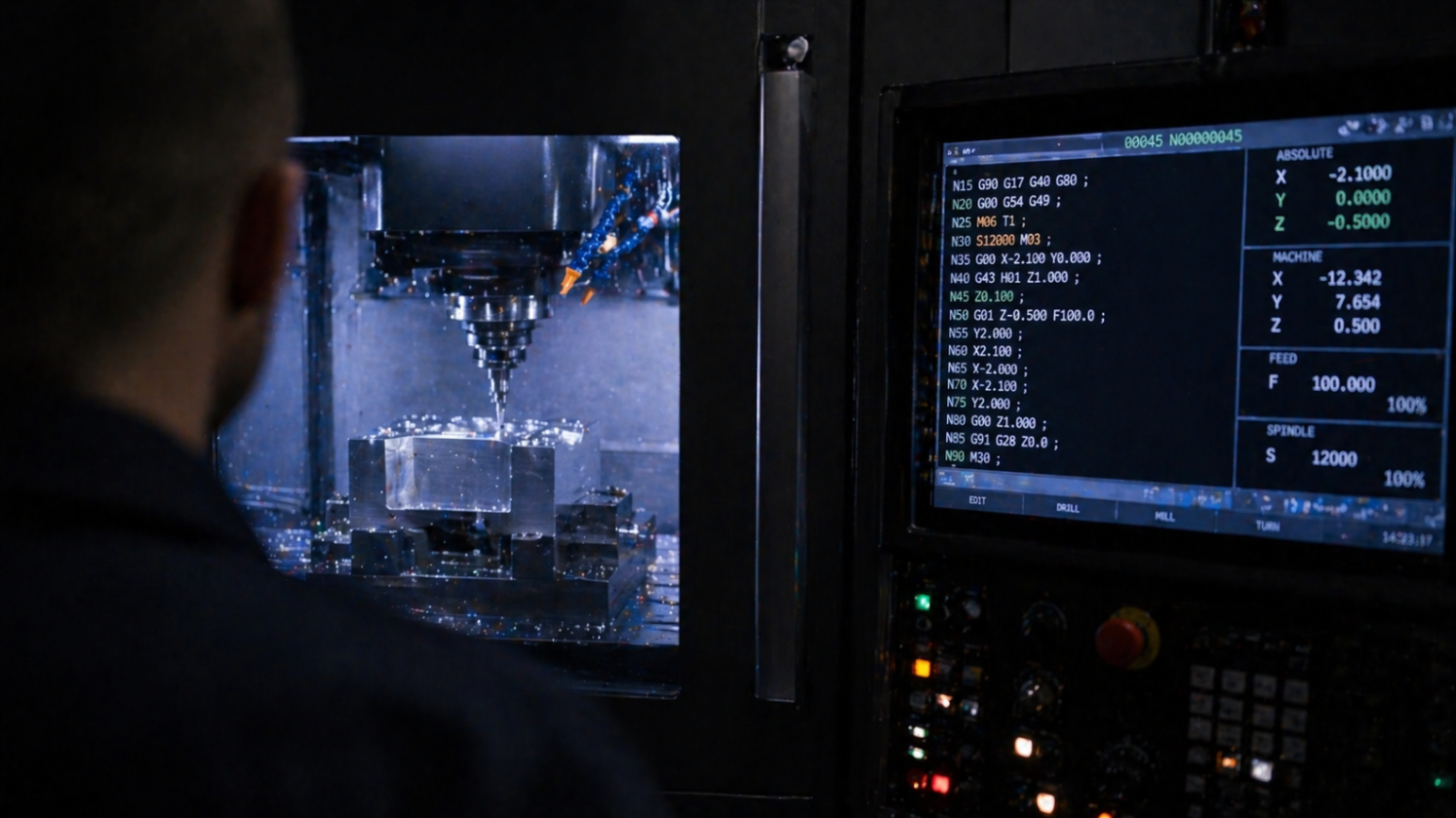
CNC, bilgisayarlı nümerik (sayısal) kontrol anlamına gelir. Tezgahı yönlendirmek ve komut vermek için kullanılan temel programlama dili G-code yardımıyla kesici takımı ve iş parçasını hareket ettiren otomatik bir sistemdir. G-code; iş mili (spindle) devri, ilerleme hızı ve yardımcı işlevler dahil olmak üzere tüm operasyonları detaylı olarak tanımlar.


CNC Tezgahı Nasıl Çalışır?
Temel olarak bir CNC tezgahı, önceden programlanmış komutları takip eden hareketli bir kesici takımdan veya platformdan oluşur. Modern tezgahlarda üretim hassasiyeti, hız, güvenlik ve tutarlılık sağlamak amacıyla kapalı döngü (closed-loop) kontrol sistemi kullanılır.


İş akışı titizlikle uygulanan 5 adımlı bir döngüden oluşur:
- CAD (Bilgisayar Destekli Tasarım): Süreç, tüm spesifikasyonları ve toleransları içeren bir teknik çizimin yanı sıra parçanın 3D CAD modeliyle başlar.
- CAM (Bilgisayar Destekli Üretim): 3D model, takım yollarına (toolpath) dönüştürülür.
- G-Code’un Oluşturulması: CAM yazılımı, parçayı işlemek için gereken tam alfanümerik G-code çıktısını verir.
- MCU (Tezgah Kontrol Ünitesi): Üretilen kod, tezgahın kontrol ünitesine yüklenir.
- Uygulama: Komutlar, doğrudan tahrikli step veya servo motorlar aracılığıyla uygulamaya geçirilir.
İşleme sırasında, kesme bölgesine yüksek basınçlı kesme sıvıları (soğutma sıvısı) püskürtülür. Bu sayede talaşlar bölgeden hızla uzaklaştırılarak ısı birikimi azaltılır, tıkanmalar önlenir, takım ömrü uzar ve daha yüksek ilerleme hızlarına ulaşılır.
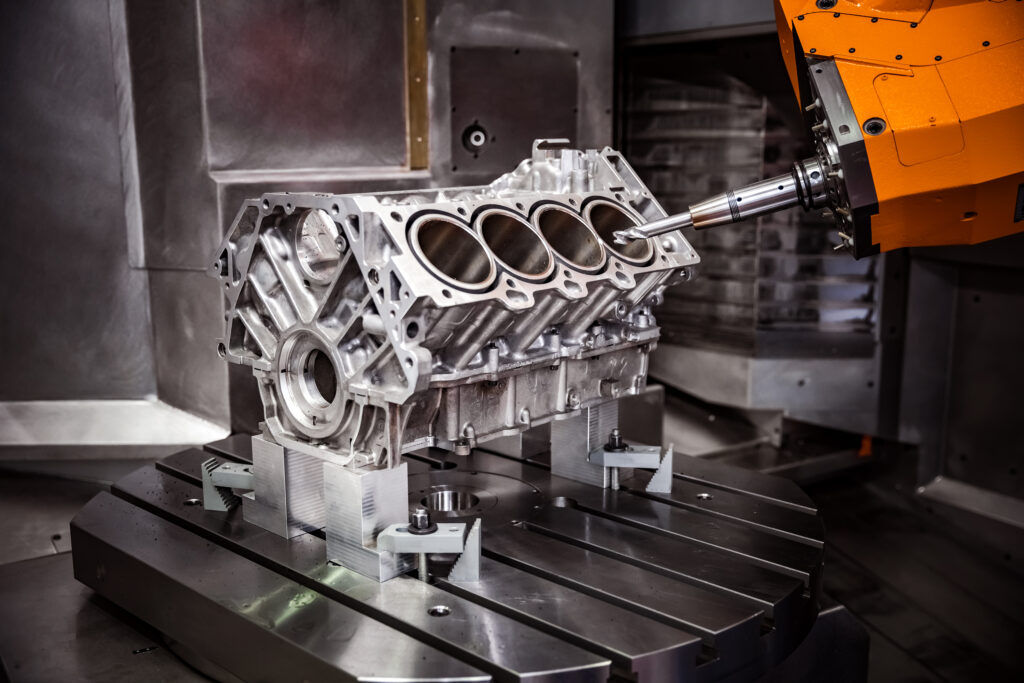
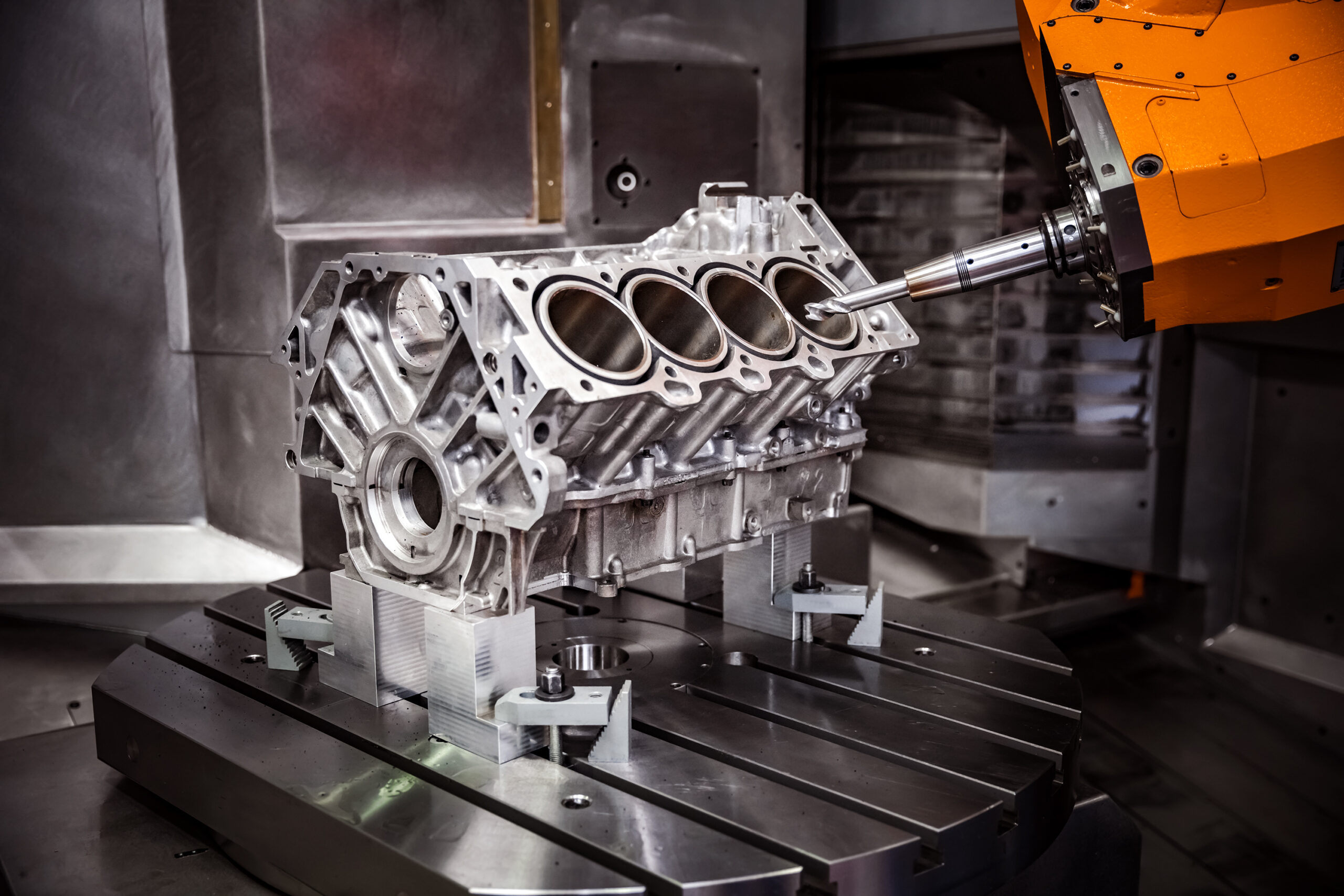
CNC Dik İşleme
CNC dik işleme, CNC işleme hizmetlerinin en önemli kollarından biridir.
CNC dik işleme; metaller, ahşap, plastik, taş ve seramik dahil olmak üzere çok geniş bir malzeme yelpazesini işleyebilen; yüksek hassasiyetli, çok yönlü ve güvenilir bir talaşlı imalat yöntemidir.set of CNC machining services.
İş istasyonu temel olarak iş parçasının sabitlendiği bir tabladan ve yüksek hızda dönen, çok ağızlı bir kesici takımı hareket ettiren iş mili kafasından (spindle) oluşur. Titanyum ve İnkonel gibi sert metallerin işlenmesinde gösterdiği üstün performans sayesinde havacılık ve uzay, otomotiv, medikal ve enerji sektörlerinde yaygın olarak tercih edilen bir teknolojidir.
Mühendisler farklı kesme stratejilerini bir araya getirerek son derece karmaşık parçalar üretebilirler. En yaygın işlemler şunlardır:
- Cep Boşaltma (Pocketing)
- Pah Kırma (Chamfering)
- Delik büyütme (Boring)
- Kanal Açma (Slotting)
- Alın Alma (Facing)
Eksen Sınıflandırması
Bir dik işleme tezgahının kabiliyeti, sahip olduğu eksen sayısıyla doğrudan ilişkilidir. Standart bir 3 eksenli sistemden gelişmiş çok eksenli bir sisteme geçildiğinde, üretilebilecek geometri sınırları tamamen değişir.
| Tezgah Kabiliyeti | Takım Hareketi ve Serbestlik Derecesi | En Uygun Endüstriyel Kullanım Alanları |
| 3 Eksenli Dik İşleme | Takım; X, Y ve Z eksenleri boyunca hareket eder. | 2D/2.5D parçalar, paneller ve muhafazalar için en yaygın yöntemdir. En düşük maliyete ve en kolay kuruluma sahiptir. Dezavantajı: Takım erişimi sınırlıdır. |
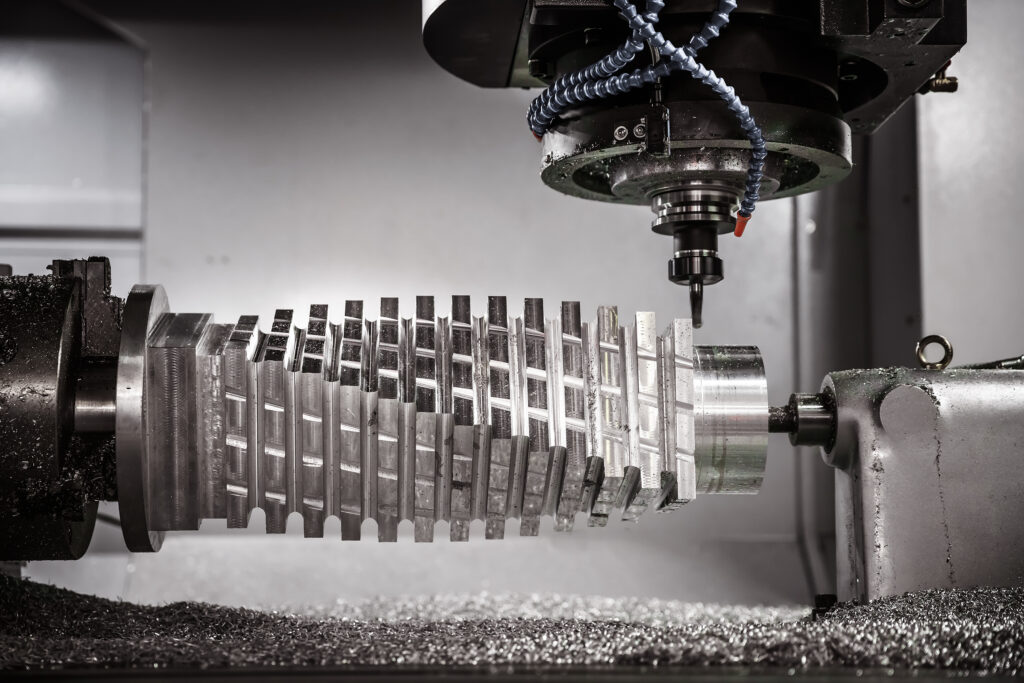
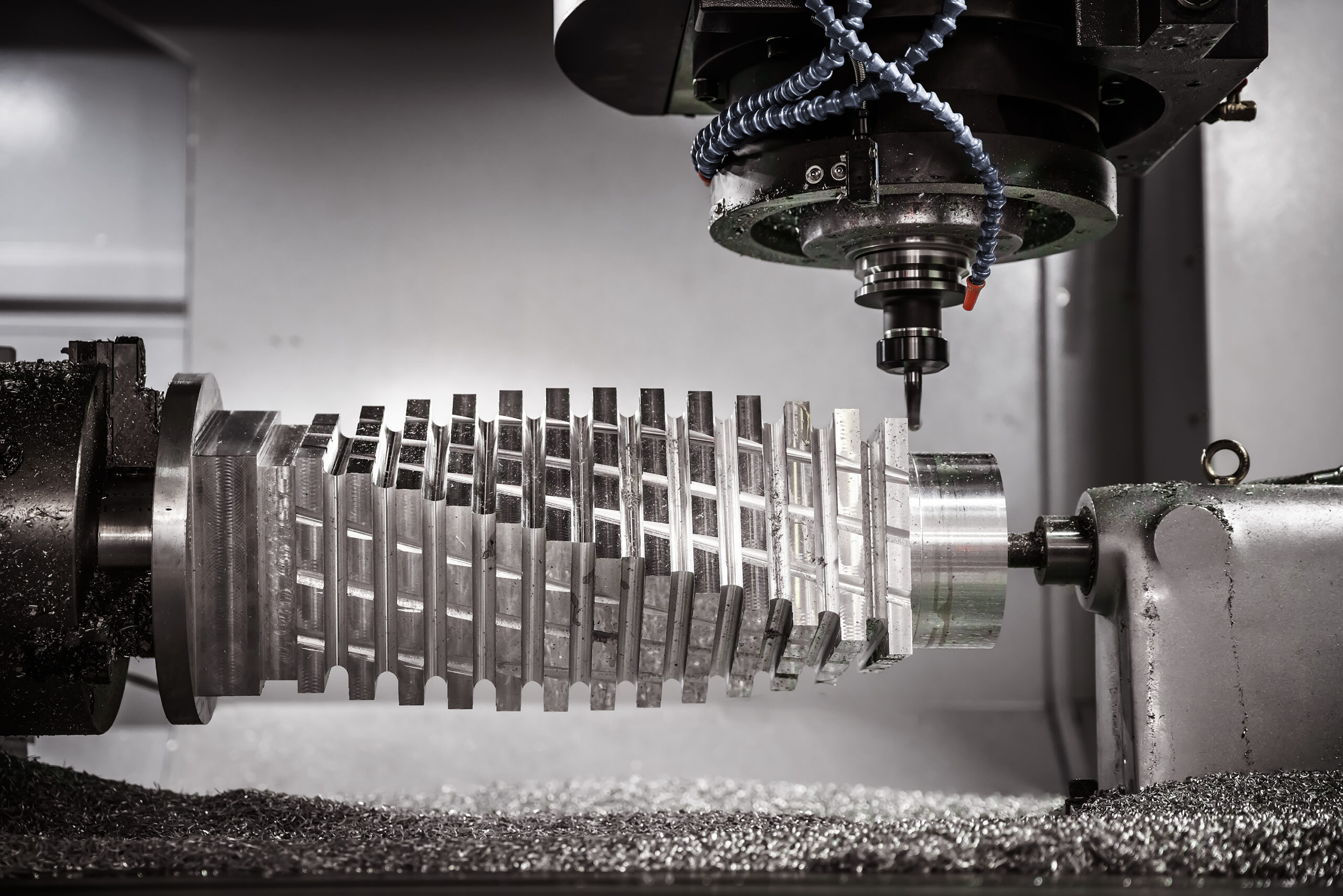
| 4 Eksenli Dik İşleme | Standart eksenlere bir adet dönüş ekseni (genellikle A ekseni) eklenir. | Manuel olarak yeniden konumlandırmaya gerek kalmadan açılı deliklerin delinmesi ve helisel yapıların (dişliler, medikal implantlar) üretilmesi için idealdir. |
| 5 Eksenli Dik İşleme | Standart XYZ hareketlerine iki adet dönüş ekseni eklenir. | Sürekli ve karmaşık eğrilerin (pervaneler, havacılık rotorları) işlenmesi için zorunludur. Genellikle bir parçanın 5 yüzünü tek seferde işlemek için “3+2” kurulumunda kullanılır. |
| 6 Eksenli Dik İşleme | XYZ eksenlerine üç adet dönüş ekseni eklenir. | Son derece nadir kullanılır. Çok zorlu ve bileşik eğrilerde kusursuz bir yüzey tutarlılığı sağlar ancak çoğu karmaşık iş için 5 eksen fazlasıyla yeterlidir. |
CNC Dik İşleme Tezgahı Tipleri
CNC dik işleme tezgahları, takım milinin (spindle) yönüne göre Dikey İşleme Merkezleri (VMC) ve Yatay İşleme Merkezleri (HMC) olarak ikiye ayrılır. Bu merkezler farklı üretim amaçları için kullanılır.
VMC ve HMC Hızlı Karşılaştırma Tablosu
| Özellik | Dikey İşleme Merkezi (VMC) | Yatay İşleme Merkezi (HMC) |
| Takım Mili Yönü | Dikey (Yukarıdan aşağıya) | Yatay (Yandan işleme) |
| Temel Kullanım Alanı | Genel amaçlı, çok yönlü atölye ve fabrika operasyonları. | Sert malzemelerin özel ve yüksek hacimli üretimi. |
| Maliyet ve Alan | İlk yatırım maliyeti düşüktür; daha az taban alanı gerektirir. | Maliyeti 3 kata kadar daha yüksek olabilir; çok büyük bir taban alanı gerektirir. |
| Kurulum ve Bağlama Aparatları/Fikstürler | Programlaması daha kolaydır; gereken bağlama aparatları (fikstürler) daha basittir. | Kurulum süreleri daha uzundur; takım maliyetleri yüksektir. |
| Üretim Hızı ve Otomasyon | Parçaları yeniden konumlandırmak için operatörün manuel müdahalesi gerekir. | Parçayı yeniden konumlandırmadan birden çok yüzeyi işler; otomasyona kolayca entegre edilir. |
| Talaş Tahliyesi | Talaşları temizlemek için basınçlı soğutma sıvısı kullanılır. | Yer çekimi sayesinde mükemmel, doğal bir talaş akışı mevcuttur. |
(Not: HMC’lerin 3, 4 ve 5 eksenli seçenekleri bulunmaktadır ancak 4 eksenli olanlar sektör standardı olarak kabul edilir).
Sık Kullanılan Dik İşleme Operasyonları için Hızlı Başvuru Tablosu
Dik işleme (milling) ile bir ürünü ham malzeme bloğundan alıp nihai formuna ulaştırmak için gereken tüm işlemler dizisi gerçekleştirilebilir. Başlıca CNC dik işleme işlemleri şunlardır:
| Dik İşleme İşlemi | Teknik Tanımı | En İyi Uygulama Alanı |
| Alın İşleme (Face Milling) | Takım eksenine dik, düzlemsel yüzeyler oluşturur. Kesici takım çapının büyük olması gerekir. | Başlangıç işlemi olarak ham malzemeden pürüzsüz ve nihai işlem olarak pürüzsüz bir yüzey elde etmek ve optimum yüzey pürüzsüzlüğü sağlamak için idealdir. |
| Parmak Freze (End Milling) | Kesici takımın yanlarındaki ve ucundaki kesici kenarları kullanarak, parça çeperi boyunca veya doğrudan iş parçasının gövdesinde derin kesimler yapar. | Dikey duvarlar, derin ve dar yapılar ile cep, kanal ve çeşitli profiller gibi 3D şekillerin üretimi için en uygun yöntemdir. |
| Çevresel/Düz Dik İşleme (Plain Milling) | Kesici takımın yönelimi yatay olup kesici kenar, takımın çevresi boyunca yer alır. | Büyük miktarda malzemeyi hızla çıkarıp almak ve geniş, düzlemsel, paralel yüzeyleri verimli bir şekilde oluşturmak için tasarlanmıştır. |
| Açılı Dik İşleme (Angular Milling) | Kesici kenar iş parçasına belirli bir açıda (45°, 60°, 90° gibi) dokunur veya çift kenarlı kesiciler kullanılır. | Tek bir pasoda (yaklaşımda) V yatakları gibi düzlemsel, açılı yüzeyler oluşturur. |
| Form/Profil Dik İşleme (Form Milling) | Birden fazla takım değiştirmeye gerek kalmadan, tek bir pasoda karmaşık profilleri işlemek için özel şekilli kesiciler kullanılır. | Dışbükey/içbükey yüzeyler, kalıp boşlukları, karmaşık dişliler, ergonomik şekiller ve dişler için kullanılır; toplam döngü sürelerini azaltırken üretim doğruluğunu ve tekrarlanabilirliği korur. |
(Bunların dışında CNC dik işleme; delik delme, delik büyütme, raybalama, diş açma/işleme, dişli işleme gibi daha birçok operasyonu da gerçekleştirebilir).
CNC Tornalama
CNC tornalama; iş parçasının dönen bir aynaya (hidrolik/güç aynası) bağlandığı ve sabit, tek noktalı bir kesici takıma karşı döndürülerek işlendiği bir prosestir. CNC torna tezgahları radyal olarak simetrik parçalar ürettiğinden, silindirik ve konik bileşenlerin üretimi için idealdir.
Canlı takım (live tooling) teknolojisine sahip modern CNC tornalama sistemleri, “CNC torna merkezleri” olarak da adlandırılır. Bu merkezler, parçayı ikinci bir tezgaha aktarmaya gerek kalmadan sınırlı dik işleme, delme, kanal açma ve kılavuz çekme işlemlerini gerçekleştirebilecek ilave takımlara sahiptir. Karşı iş millerinin (sub-spindle) eklenmesi, ikincil işlemlere veya proses ortasında parçanın manuel olarak yönünün değiştirilmesine olan ihtiyacı tamamen ortadan kaldırır ya da minimuma indirir.


CNC tornalamada da G-code (G kodu) kullanılır. Hızlı ve hassas kesimler yapılabilmesi sayesinde, manuel tornaya kıyasla gereken üretim süresi önemli ölçüde azaltılır. En yaygın CNC torna kurulumu iki eksene (X ve Z) sahiptir. Daha yeni CNC torna tezgahlarında ise genellikle üç, hatta beş eksen bulunur.
CNC Torna Tezgahı Tipleri
CNC tornalar çok farklı konfigürasyonlarda karşımıza çıkar. Bazılarında iki takım tareti, bazılarında iki iş mili (spindle) bulunur; hatta bazıları taşlama ve dik işleme işlemlerini aynı kurulumda birleştirir. İlk bakışta benzer görünen tezgahlar; motor gücü, işlenebilecek maksimum kütük boyutu ve takım tutma mekanizmaları açısından farklılık gösterebilir. Bu nedenle, CNC torna tezgahlarını sınıflandırmanın birçok yolu vardır.
Torna konfigürasyonlarını sınıflandırırken taret yönü (dikey ve yatay), hassasiyet düzeyi (İsviçre tipi) ve çok eksenli konfigürasyonlar (2, 3, 4, 5+ eksen) en popüler kriterlerdir:
| Torna Tezgahı Konfigürasyonu | Temel Özellikler ve Kullanım Alanları |
| Yatay Taretli Torna (HTL) | CNC torna tezgahlarının büyük çoğunluğunu temsil eder. Yüksek üretim hassasiyeti ve tekrarlanabilirliğe sahiptir; büyük üretim serilerinde mikron düzeyindeki sıkı CNC işleme toleranslarını korur. En basit iki eksenli kurulumlarda, basit parçalar hızlı ve güvenilir bir şekilde işlenir. |
| Dikey Taretli Torna (VTL) | Dikey bir taretten (takım taşıyıcısı) oluşur. Yer çekimine karşı çalışmak yerine yer çekiminin gücünden yararlanarak parçayı sabitlediği için ağır bileşenler için en iyi seçenektir. |
| Çok Eksenli CNC Torna | Bağımsız olarak kontrol edilebilen eksen sayısına göre (2, 3, 4, 5 ve 6 eksenli sistemler) sınıflandırılır. Eksenlerin eş zamanlı hareketi, karmaşık parçaları tek bir kurulumda üretmek için daha fazla özgürlük sunar. |
| İsviçre Tipi (Kayar Otomat) CNC Torna | Yüksek derecede hassasiyete sahip küçük bileşenlerin üretimine özel bir tezgah türüdür. Kısa üretim süreleri sayesinde karmaşık parçaların yüksek hacimli seri üretimi için mükemmeldir. |
Sık Kullanılan Tornalama İşlemleri
CNC tornalama, radyal simetriye sahip parçalarla sınırlı olsa da, parçaları ham kütükten nihai ürüne tek bir oturumda getirmek için çok sayıda operasyonu gerçekleştirebilir. Bu popüler işlemlerden bazılarına göz atalım:
| Tornalama İşlemi | Uygulama ve Takım Hareketi | Amaç ve Kullanım Alanı |
| Tornalama (Düz ve Konik) | Düz tornalamada takım, iş parçasının eksenine paralel hareket eder. Konik tornalamada ise takım, iş parçasının eksenine belirli bir açıyla hareket eder. | Yuvarlak parçalar üzerinde düz silindirik şekiller veya açılı konik dış yüzeyler oluşturur. |
| Alın Tornalama (Facing) | Takımın hareketi, dönme eksenine dik yöndedir. | İş parçasının ucunda düzlemsel bir yüzey oluşturur. Parça boyunu istenen ölçülere getirmek ve uç kısma pürüzsüz bir yüzey kalitesi vermek için kullanışlıdır. |
| Delik Delme ve Delik Genişletme | İş parçasının uç yüzeyinde eksenle aynı hizada ve hassas bir merkez delik açılmasını sağlar. Delikler eş merkezli (konsentrik) ve iş parçasının yüzeyine diktir | Açılan delikler, daha sonra delik genişletme olarak bilinen bir sonraki işlemde büyütülerek istenen çapa ulaşılır. |
| Kılavuz Çekme ve Diş Açma | Takımlar, malzeme üzerinde belirli geometrilerde helisel kanallar açar. | Her iki işlem de iş parçası üzerinde vida dişleri oluşturur ancak konumları farklıdır: Kılavuz çekme (tapping) iç kısımda dişler oluştururken, diş açma (threading) dış dişler için kullanılır. |
| Tırtıl Çekme (Knurling) | Sertleştirilmiş makaraların düşük hız ve yüksek ilerlemede, metal yüzeye bastırıldığı bir soğuk şekillendirme işlemidir. | Kavramayı/tutuşu artırmak (ör. spor salonundaki halter barları) ve/veya estetik bir görünüm kazandırmak için metal yüzeyde doku (desenler) oluşturur. Isı birikimini kontrol etmek için yeterli yağlama gerekir. |
CNC Torna-Dik İşleme
Hem dik işleme hem de tornalama kabiliyetine sahip CNC tezgahları, CNC Mill-Turn veya CNC Torna-Dik İşleme Merkezleri olarak bilinir. Bu işleme merkezleri, iki prosesi tek bir yapıda birleştirdikleri için hem standart CNC tornalardan hem de CNC dik işleme tezgahlarından daha çok yönlüdür. Bunların, canlı takıma (live tooling) sahip standart CNC torna merkezleriyle aynı şey olmadığını belirtmek gerekir.
CNC torna-dik işleme merkezleri; tornalama ve dik işleme için eşit derecede tasarlanmış, gerçek anlamda çok işlevli (multi-tasking) tezgahlardır. Tam donanımlı standart bir Y ekseni, çift iş mili, gelişmiş C ekseni kontrolü ve çoklu taret gibi özelliklere sahiptirler. Ayrıca dört eksenli ve beş eksenli alternatifleri de mevcuttur. Sonuç olarak daha iyi rijitlik (deformasyon direnci), yüksek dik işleme performansı ve üstün eksen kontrolü gibi avantajları nedeniyle karmaşık profilli parçaların üretimi için daha uygundurlar.
CNC Torna-Dik İşleme Operasyonları
CNC torna-dik işlemedeki yaygın uygulamalar, CNC dik işleme ve CNC torna tezgahlarında görülenlerle aynıdır. Ancak torna-dik işlemelerin benzersiz konfigürasyonu, mühendislerin karmaşık işlemleri tek bir kurulumda tamamlamasına olanak tanır. Ayrıca, standart CNC dik işleme veya CNC torna tezgahlarıyla yapılması mümkün olmayan gelişmiş uygulamaları da gerçekleştirebilirler:
| Torna-Dik İşleme Operasyonu | Teknik Uygulama | Mühendislik Avantajları ve Kullanım Alanı |
| Senkronize Karşılıklı İşleme (Pinch Machining) | İki kesici takım, parçaya aynı anda karşılıklı iki taraftan işler. | Kesme kuvvetleri birbirini sönümleyecek şekilde dengelenir. Uzun ve ince millerin basınç altında esnemesini veya kırılmasını önler. |
| Y-Ekseni Eksen Dışı (Off-Center) İşleme | Merkez hattına paralel olan ancak merkezden kaçık (offsetli) yapıları dik işlemek için Y eksenini kullanır. | Bir silindirin çevresinde kama kanalları, düzlükler ve eksen dışı delikler için son derece hassas konumlandırma sağlar. |
| B Eksenli Açılı Dik İşleme | İş parçası dönerken dik işleme mili de istenen bir açıda kesim yapmak üzere döner. | Özel ve karmaşık fikstürler gerekmeden konik delikleri veya açılı cepleri işler. |
| Arka Yüzey İşleme | Parça, ana iş milinden karşı iş miline otomatik olarak aktarılır. | Operatörün parçayı manuel olarak ters çevirmesine gerek kalmadan, parçanın hem ön hem de arka yüzünün işlenmesine olanak sağlar. |
| Poligon (Çokgen) Tornalama | İş parçası dönüşü ile dik işleme çakısının dönüşü arasında kesin (tam) oranlı senkronizasyon sağlanır. | İkincil bir broşlama (boşluk boşaltma) işlemine gerek kalmadan altıgen miller, kare cıvata başları ve anahtar ağızları oluşturur. |
CNC Taşlama
CNC taşlama tezgahları bağımsız makineler olarak da mevcuttur. Bu tezgahlar, birkaç mikronluk hassasiyet sınırları içinde, malzemeyi son derece yüksek hassasiyetle çıkarmak ve ultra pürüzsüz yüzey kaliteleri elde etmek için aşındırıcı taş diskler (zımpara taşları) kullanırlar. Pürüzsüz yüzeyler aynı zamanda homojen aşınma sağlar ve sürtünmeyi azaltarak parçanın kullanım ömrünü ve uygulamalardaki verimliliği artırır.
Bu özel taşlama tezgahları insan hatasını minimuma indirir; havacılık ve uzay, otomotiv ve medikal gibi hassas sektörlerde sıkı CNC işleme toleranslarını karşılamak için gereken yüksek tekrarlanabilirliğe sahip sonuçlar sunar. CNC taşlama tezgahları; çok eksenli kontrol, gerçek zamanlı (canlı) ayarlamalar ve otomatik operasyonlar sayesinde daha yüksek üretkenlik sağlar.
CNC Taşlama Tezgahı Tipleri ve Operasyonları
Tüm taşlama tezgahları malzemeyi hassas bir şekilde uzaklaştırma (kaldırma) konusunda aynı temel işlevi görse de; taşlanan yüzey tipine (iç veya dış), parçayı tutma yöntemine (punta arası veya puntasız) ve yüzey profiline (düzlemsel veya yuvarlak) göre çeşitlilik gösterirler.
| Taşlama Yöntemi | Hedef Geometri | Teknik Uygulama ve En İyi Kullanım Alanı |
| Yüzey Taşlama | Düz ve düzlemsel yüzeyler | Düzlemsel profilleri pürüzsüzleştirir ve aynı seviyeye getirir. ±0,002 mm’ye (0,00008 inç) varan yüksek doğruluk seviyelerine ulaşabilir. |
| Silindirik Taşlama | Dış ve iç silindirler | Parçayı aynalar arasında tutar; yüksek hızlı malzeme uzaklaştırma için hem parçayı hem de taşlama diskini zıt yönlerde döndürür. |
| Puntasız (Centerless) Taşlama | Pimler, çubuklar ve uzun miller | Silindirik iş parçalarını bir aynaya bağlamadan taşlayabilir. Yüksek hacimli, sürekli üretim işlemleri için idealdir. |
| Takım ve Kesici Taşlama | Kesici takım ağızları ve helis kanalları | Yalnızca CNC kesici takımlarının imalatı ve yeniden keskinleştirilmesi için kullanılan özel bir prosestir. |
CNC Delme
Bir delme (drilling) operasyonu CNC dik işleme ve torna sistemlerine entegre edilebilse de, bağımsız bir CNC Delme Tezgahı olarak da sunulabilir. Bu, özellikle seri üretim ortamlarında delme, kılavuz çekme, raybalama ve havşa açma gibi işlemleri yoğun şekilde gerektiren ürünler için oldukça kullanışlıdır.
Otomotiv ve ilişkili sektörlerdeki sac metal parçaların işlenmesinde, genellikle bağımsız CNC delme tezgahları tercih edilir çünkü minimum karmaşıklıkla çok sayıda deliğe ihtiyaç duyulduğunda, bu tezgahlar hızlı ve daha verimlidir.
Kesici Takım Tertibatı (Tooling)
Kesici takım tertibatı; CNC sistemlerinde ham malzemeleri tutmak ve keserek nihai parçalara dönüştürmek için kullanılan kesici aletleri, tutucuları ve iş parçası bağlama aksesuarlarını ifade eder. CNC tezgahının tipine bağlı olarak pek çok çeşidi vardır ve parçalar üzerinde farklı yapılar oluşturmak için spesifik ihtiyaçlara göre seçilirler.


CNC Dik İşleme Takımları
- Parmak Freze (End Mill): En yaygın takım tipidir ve genellikle 3 yönde de kesim yapabilir. Düz, köşe radyuslu, kaba talaş (roughing), küresel uçlu ve konik gibi çeşitli formları mevcuttur. Bu takımlar; kanal (ağız) sayıları, helis açıları, gövde malzemesi ve kaplama malzemesine göre değişiklik gösterirler.
- Alın Frezesi (Face Mill): Geniş bir yüzey alanı boyunca kesim yapmak, yani alın dik işleme için tasarlanmıştır. Kesici ağızlar genellikle takımın kenarındadır ve dişleri genellikle değiştirilebilir karbür uçlardan oluşur.
- Diş Dik İşleme (Thread Mill): Vida dişi oluşturmak için tasarlanmıştır. Diş biçiminde kesmek için mil etrafında helisel bir modelde dönerek çalışır.
- T-Kanal Çakısı (Slotting Cutter): Parça boyunca T-kanalları oluşturmak için kullanılır. Geometrisi nedeniyle takım, malzemeye açık bir kenarından girmeli ve yine açık bir kenarından çıkmalıdır.


Torna Takımları
- Tornalama Uçları/Takımları: Parçanın dış çapını kesmek için kullanılır. Şekil verilmiş yekpare takımlar olarak veya daha yaygın şekilde bir takım tutucuya (kater) monte edilmiş değiştirilebilir karbür uçlar (elmaslar) olarak piyasada bulunurlar.
- Delik Baraları (Boring Bars): Açılmış bir deliğin içine ulaşarak onu hassas bir çapa ve yüzey kalitesine ulaştırmak için genişleten uzun, ince takımlardır. İç kanal açma ve iç diş açma için de kullanılırlar.
- Ayırma Takımları (Parting Tools): Son işlem olarak, bitmiş parçayı kalan dolu çubuk malzemeden (kütükten) kesip ayırmak için kullanılan dar, bıçak benzeri takımlardır.
- Matkaplar: İş parçasının alın yüzeyinde eksenel delikler açmak için kullanılır. Açılan delikler, nihai toleranslara ulaşmak için genellikle daha sonra delik genişletme (boring) veya raybalama ile büyütülür.
Takım Malzemeleri
Farklı takım tipleri, yapıldıkları ana malzemelere göre alt gruplara ayrılabilir. Takım tertibatında yaygın olarak kullanılan malzemeler aşağıda listelenmiştir:
| Takım Malzemesi | Özellikleri ve Performansı |
| Yüksek Karbonlu Çelik | En ucuz tezgah takımı tipidir ancak takım ömürleri uzun değildir. Yaklaşık 200 °C civarında sertliklerini kaybederler. |
| Yüksek Hız Çeliği (HSS) | Karbon çelik takımlara kıyasla daha yaygındırlar; takım ömürleri daha uzundur ve ancak 600 °C’de sertliklerini kaybederler, bu nedenle daha yüksek hızlarda kesim yapabilirler. |
| Karbür Uçlar | Semente (sinterlenmiş) karbür takımlar HSS’den daha serttir ancak daha kırılgandır; doğru kullanılmazlarsa çatlayabilirler. Kaplamasız karbür 900 °C’ye kadar sıcaklıklara dayanabilirken, kaplamalı sınıflar (TiAlN vb.) daha da yüksek sıcaklıklara dayanabilir. |
| Seramikler | Bu kesici takımlar son derece serttir ve genellikle sertleştirilmiş çelikler veya dökme demir gibi sert malzemeleri çok yüksek sıcaklıklarda kesmek için kullanılırlar. Alümina ve silikon nitrür olmak üzere iki yaygın varyantı vardır. |
| Kübik Bor Nitrür (CBN) | Sertleştirilmiş çelikler ve süper alaşımlar için ideal olan bu takımlar, mükemmel aşınma ve ısıl dirence sahiptir. |


Üretim Kabiliyetleri
CNC işleme, farklı üretim senaryolarına verimli bir şekilde yanıt verebilen çok yönlü bir prosestir. Prototipleme ile düşük ila orta hacimli seri üretimler için mükemmeldir. Belirli koşullar sağlandığında, yüksek hacimli seri üretim projelerinde de başarılı sonuçlar verebilir.
Prototipleme
CNC işleme, prototiplemede yaygın olarak kullanılır çünkü üretilen prototip, gerçek mekanik özelliklere, hassas boyutlara ve iyi bir yüzey kalitesine sahip gerçek üretim malzemesinden üretilir. Bu nedenle prototip, sadece montaj/uygunluk kontrolleri için değil işlevsel testler için de uygundur.
Ayrıca işleme (talaşlı imalat) çok esnektir ve çok geniş bir geometri yelpazesinde üretime olanak tanır. Geometride, işlenmesi pratikte mümkün olmayacak iç kanallar veya karmaşık profiller bulunuyorsa ya da malzeme özelliklerinin kritik olmadığı durumlarda 3D baskı daha iyi ve daha ucuz bir seçenek olabilir.
Düşük Hacimli Üretim
Düşük hacimli üretimler (10 – 1.000 adet) için bir üretim teknolojisi seçerken dikkat edilmesi gereken en önemli hususlar; düşük başlangıç takım maliyetleri, yüksek tasarım esnekliği ve hızlı ürün teslimatıdır. CNC işleme, özel olarak üretilmiş kalıplara ihtiyaç duymadığı için başlangıç üretim maliyetleri düşüktür. Ayrıca programlanabilir otomasyon sayesinde hızlı teslimat ve yüksek tasarım esnekliği sağlar.
Bununla birlikte, parça geometrisi aşırı karmaşıksa, kurulum (setup) maliyetleri çok yüksekse veya aşırı malzeme firesi varsa (parçanızın kütük hacmini düşünün, nihai şeklin dışındaki her şey atık/talaş olacaktır) CNC işleme en iyi seçenek olmayabilir. Bu gibi durumlarda, 3D baskı veya döküm/kalıplama gibi alternatifleri değerlendirmek daha mantıklıdır.
Yüksek Hacimli Üretim
Yüksek hacimli üretime (>1.000 adet) geçildiğinde öncelik; kalite tutarlılığı, birim maliyet ve üretim hızı arasındaki hassas dengeye kayar. Uzun proses süreleri ve parça başına düşen yüksek maliyet nedeniyle CNC genellikle bu gereklilikleri sağlamakta güçlü bir aday değildir. Karmaşık iç yapılar, aşırı malzeme firesi ve çok yüksek hacimler gibi faktörler CNC’nin rekabet gücünü daha da azaltır.
Özellikle ham maddelerin de ucuz olduğu senaryolarda, çok basit tasarımlar için; döküm, sac metal damgalama (stamping) ve enjeksiyon kalıplama gibi daha basit ve hızlı üretim prosesleri daha iyi sonuçlar verir. Yüksek hacimli üretimde CNC işlemenin daha iyi bir maliyet-fayda oranı sağladığı tek senaryo; sıkı toleransların, sert ham malzemelerin, sık tasarım değişikliklerinin olması ve farklı ürünlerin (farklı boyutların) bir arada bulunmasıdır.
CNC İşlemenin Avantajları ve Dezavantajları
Yukarıda senaryolar, CNC işlemenin farklı üretim hacimlerine olan uygunluğunu ana hatlarıyla ortaya koymaktadır. Bu uygunluk, doğrudan CNC teknolojisinin sunduğu avantajlar ve beraberinde getirdiği dezavantajlarla ilişkilidir. Prosesin bu yönlerini iyi kavramak; üretim yöntemi seçimlerinde daha doğru kararlar vermenizi ve projenizde CNC’nin tercih edilip edilmemesi gerektiğini netleştirmenizi sağlar.
CNC İşlemenin Avantajları
CNC işlemenin üretim sektöründe merkezi bir rol oynaması, sektöre kazandırdığı benzersiz avantajların doğrudan bir sonucudur:
- Yüksek seviyede hassasiyet ve sıkı toleranslar: Standart CNC işleme proseslerinde rutin olarak ±0,005 inç (±0,127 mm) değerine kadar toleranslar yakalanabilirken, hassas uygulamalarda CNC işleme toleransları kullanılarak bu değer ±0.0005 inç (±0,0127 mm) seviyelerine kadar inebilir. Özel ultra hassas işleme proseslerinde ise ortam koşullarının sıkı kontrol edilmesiyle, mikron mertebesinde toleranslara ulaşılabilir.
- Karmaşık geometriler: Gelişmiş 4 eksenli ve 5 eksenli sistemler; türbin kanatları, pervaneler (impeller) ve organik profiller gibi son derece karmaşık geometrileri olağanüstü bir doğrulukla üretebilir.
- Geniş malzeme seçenekleri: CNC işleme; birçok metal, plastik ve kompozit malzeme grubuyla kusursuz çalışır. Özellikle geleneksel yöntemlerle işlenmesi çok zor olan titanyum ve İnkonel gibi sert metallerin işlenmesinde son derece etkilidir. Alüminyum, pirinç, paslanmaz çelik, PEEK ve ABS; CNC işlemede en yaygın kullanılan malzemeler arasında yer alır.
- Yüksek tekrarlanabilirlik: Otomatik işleme süreci insan hatasını ve buna bağlı olarak nihai ürünlerde oluşabilecek farklılıkları ortadan kaldırır. Program bir kez oluşturulduktan sonra, üretilen tüm parçalar boyutsal olarak birbiriyle tamamen aynı (tutarlı) olur.
- Yüksek üretkenlik: Tam otomatik bir CNC işleme sistemi, minimum operatör müdahalesiyle kesintisiz çalışabilir. CNC sistemleri, kısa sürede güvenilir bir şekilde yüksek sayıda parça üretmek için “karanlık fabrika” (lights-out) kurulumunda (insansız fabrika) dahi çalıştırılabilmektedir.
- Yüksek kaliteli nihai yüzey: CNC işleme, tek bir pasoda/geçişte bile mükemmel bir yüzey kalitesi elde ederek yüzey ardıl işlemlere olan ihtiyacı azaltır.
CNC İşlemenin Dezavantajları
CNC teknolojisinin üretiminiz için gerçekten en iyi seçenek olup olmadığına karar verirken göz önünde bulundurulması gereken bazı sınırlamalar da mevcuttur:
- Yüksek ilk yatırım maliyeti: CNC tezgahı yüksek maliyetli bir ekipmandır. Sert malzemeleri işleyebilen standart bir 5 eksenli CNC tezgahının satın alma maliyeti genellikle yüz binlerce doları bulabilir. Buna ek olarak; yazılım lisansları, takım tertibatı, periyodik bakım ve kalifiye personel istihdamı gibi operasyonel giderler de söz konusudur.
- Kalifiye operatör ihtiyacı: Modern CNC tezgahlar için programları yazacak, çalıştıracak ve süreci izleyecek yüksek vasıflı uzmanlar gerekir. Deneyimsiz bir CNC operatörü; takım kırılması, tezgah hasarı ve parça firesi gibi pahalıya mal olan hatalara yol açabilir.
- Parça boyutu sınırlamaları: CNC işlemedeki boyut sınırlamaları, tezgahın çalışma menzili/eksen hareket limitleri (working envelope) ile belirlenir. Çok büyük parçalar standart tezgahlarda üretilemez ve bunların üretimi için özel “büyük formatlı” CNC tezgahları gerekir.
- Malzeme firesi/israfı (talaş): CNC işleme eksiltmeli (talaşlı) bir üretim prosesi olduğundan, belirli bir miktarda malzeme firesi kaçınılmazdır. Çok yoğun malzeme boşaltılması gereken parçalar için döküm veya eklemeli üretim (3D baskı) gibi alternatif yöntemler daha az malzeme firesi sunar.
- Tasarım geometrisi kısıtlamaları: Kesici takımın işleme alanına fiziksel olarak erişmesi gerektiğinden, kapalı iç kanallar ve iç boşluklar gibi bazı unsurların geleneksel CNC işleme ile üretilmesi zordur veya pratikte uygulanabilir değildir. Ayrıca takımın dairesel kesitinden dolayı iç köşelerde sıfır radyuslu (keskin) dik açılar elde edilemez. İç köşelerde her zaman bir iç radyus kalacaktır. Bu radyus küçük takımlarla küçültülebilir ancak tamamen yok edilemez.
- Yüksek hacimli seri üretime uygun olmaması: Yüksek adetli üretim serilerinde CNC’nin verimliliği düşer. Enjeksiyon kalıplama ve döküm gibi alternatifler, büyük partiler için daha hızlı üretim ve daha düşük malzeme firesi sağlar.
CNC İşleme Malzemeleri
CNC işleme; metaller, metal dışı malzemeler ve kompozitler dahil olmak üzere çok geniş bir malzeme yelpazesini destekler. Her kategoride, geniş ölçüde değişen özelliklere sahip malzemeler yer alır. Bu bölümde, CNC işlemede farklı gruplardaki en popüler malzemeleri inceleyeceğiz.


Metaller
Birçok metal CNC işleme ile harika sonuçlar verse de; yüksek işlenebilirlik, mükemmel mekanik özellikler, korozyon direnci, kolay bulunabilirlik ve düşük ham malzeme maliyeti sunanlar üretimde daha büyük katma değer yaratır. Bu nedenlerle, aşağıdaki metaller CNC işleme için en uygun seçeneklerdir:
| Metal Tipi | İşleme Özellikleri ve Uygulama Alanları |
| Alüminyum | Yüksek işlenebilirlik, düşük maliyet ve mükemmel mukavemet-ağırlık oranı gibi avantajlarından dolayı, alüminyum parçalar için CNC işleme bir endüstri standardıdır. Alüminyum ve alaşımları, genel amaçlı uygulamaların yanı sıra hızlı prototipleme süreçlerinin de varsayılan malzemesidir. |
| Çelik / Paslanmaz Çelik | Yumuşak çelikler ve paslanmaz çelikler (304, 316), CNC işleme yoluyla yapısal parçaların imalatında sıklıkla kullanılır. Bunun temel nedenleri yüksek mukavemetleri, uzun ömürleri, aşınma dirençleri ve güvenilir olmalarıdır. |
| Titanyum | Titanyum, işleme esnasında sertleşme/soğuk sertleşme (work hardening) eğilimindedir ve hızlı takım aşınmasına neden olur. CNC işleme; kesme parametrelerini optimize ederek, ısı dağılımını artırarak ve keskin takımlar kullanarak bu durumu dengeler. Bu adımlar titanyumun yapışmasını önler ve temiz bir şekilde kesilmesini sağlar. |
| Pirinç | Kolay işlenebilir bir malzeme olduğu için pirinç, CNC işleme ile mükemmel sonuçlar verir. Düşük sürtünme gerektiren uygulamalar ve elektriksel bileşenler için idealdir. |
| Bakır / Gümüş | Bakır ve gümüş, yüksek elektriksel ve ısıl iletkenliğin bir zorunluluk olduğu projelerde tercih edilen uygun CNC işleme malzemeleridir. |
(CNC ile sıklıkla işlenen diğer metaller arasında bronz ve süper alaşımlar yer alır).


Metal Dışı Malzemeler
CNC, metallerden daha yumuşak oldukları için, metal dışı malzemelerin işlenmesinde üstün performans gösterebilir. Tezgahlar daha yüksek hızlarda ve ilerlemelerde çalışarak üstün bir yüzey kalitesi elde edebilir. Ayrıca, azalan aşınma nedeniyle takımlar daha uzun ömürlü olur.
Ahşap
Sert ağaçlar, yumuşak ağaçlar ve kontrplak gibi malzemeler CNC sistemleriyle işlenerek; mobilya bileşenleri, mimari doğramalar, karmaşık dolap sistemleri ve 3 boyutlu oyma işleri oluşturulur.
Plastikler
CNC işleme, plastik malzemelerden yüksek hassasiyetli parçalar üretmek için yaygın olarak kullanılır.


Proses son derece etkili ve ekonomiktir; genellikle prototipleme, işlevsel testler ve düşük ila orta hacimli üretimler için tercih edilir.
| Plastik Malzeme | İşleme Özellikleri ve Malzeme Özellikleri | Tipik CNC Uygulamaları |
| ABS | Uygun maliyetli, darbeye dayanıklı ve işlenebilirliği son derece yüksektir. | Elektronik cihaz muhafazaları, hızlı prototipleme ve yapısal bileşenler. |
| Akrilik / PMMA | Rijit, kırılgandır ve optik olarak şeffaftır; çapaklanmayı/çatlamayı önlemek için keskin takımlar gerektirir. | Işık tüpleri, şeffaf ekran lensleri ve akışkan cihazları. |
| Nylon 6 / PA 6 | Mukavemetli ve aşınmaya karşı oldukça dirençlidir; nem emme özelliği olduğundan çok sıkı toleranslara ulaşılması olumsuz etkilenebilir. | Dişliler, mil yatakları, aşınma pedleri ve ağır hizmet tipi silindirler/makaralar. |
| PC (Polikarbonat) | Yüksek darbe mukavemeti ile son derece dayanıklıdır; neredeyse optik şeffaflık elde etmek için buharlı polisaj uygulanabilir. | Akışkan manifoldları, şeffaf koruyucu kapaklar ve darbeye dayanıklı muhafazalar. |
| PEEK | Yüksek performanslı termoplastiktir; olağanüstü ısıl, kimyasal ve mekanik kararlılık sunur. | Havacılık ve uzay bileşenleri, medikal implantlar ve yüksek sıcaklık vanaları. |
| Cam Dolgulu PEEK | Son derece rijittir ve kesici takımlara karşı aşındırıcıdır; yüksek sıcaklıklarda üstün yapısal mukavemet sağlar. | Yüksek gerilimli elektrik izolatörleri ve yapısal havacılık-uzay bağlantı elemanları. |
| POM / Delrin Asetal | İşlenebilirliği en yüksek plastiktir; boyutsal olarak kararlıdır ve doğal olarak düşük sürtünmeye sahiptir. | Hassas dişliler, burçlar, kayar mekanizmalar ve özel aparatlar/fikstürler. |
| Polipropilen (PP) | Mükemmel kimyasal dirence ve yorulma mukavemetine sahiptir; yumuşaktır, ilerleme/hız ayarları hatalıysa ergimeye eğilimlidir. | Kimyasal tanklar, medikal cihaz bileşenleri ve hareketli menteşeler. |
| PTFE / Teflon | Çok düşük sürtünmeli yüzey ve kimyasal direnç sunar; çok yumuşak olduğundan sıkı toleransları korumak zordur. | Contalar, kimyasallara dayanıklı sızdırmazlık elemanları ve elektrik izolatörleri. |
| UHMW PE | İnanılmaz aşınma direnci ile son derece zorlu şartlara uygundur; yüksek sıkıştırma basıncı altında kolayca deforme olabilir. | Konveyör kılavuz rayları, şut (akış kanalı) kaplamaları ve endüstriyel aşınma şeritleri. |
Köpük
Köpük de CNC işleme için mükemmel bir ham malzemedir. Genellikle detaylı modeller ve hızlı prototipleme parçaları oluşturmak için kullanılır. CNC işlemede yaygın olarak kullanılan köpükler HDU, EPS, PU, EVA ve polietilendir.
Kompozit Malzemeler
Kompozit malzemeler, özel uygulamalar için yüksek mukavemetli bir yapı oluşturmak amacıyla genellikle takviye fiberleri (elyaf) ile bir matris malzemesi olmak üzere iki veya daha fazla malzemenin birleştirilmesiyle elde edilir. CNC tabanlı kompozit parçalar, yüksek mukavemet-ağırlık oranının bir ön koşul olduğu havacılık-uzay ve otomotiv gibi sektörlerde sıklıkla görülür.
Kompozit malzemeler aşındırıcı, kırılgan ve katmanlı bir yapıya sahiptir. Karbon fiber takviyeli polimer (CFRP), cam elyaf takviyeli polimer (GFRP), aramid fiber takviyeli polimer (AFRP) ve metal matrisli/seramik kompozitler gibi popüler kompozit malzemeleri işlemek için CNC operasyonlarında; sertleştirilmiş kesici takımlar, yüksek hızlı çalışma ve sıkı talaş kontrolü gibi spesifik teknikler uygulanır.
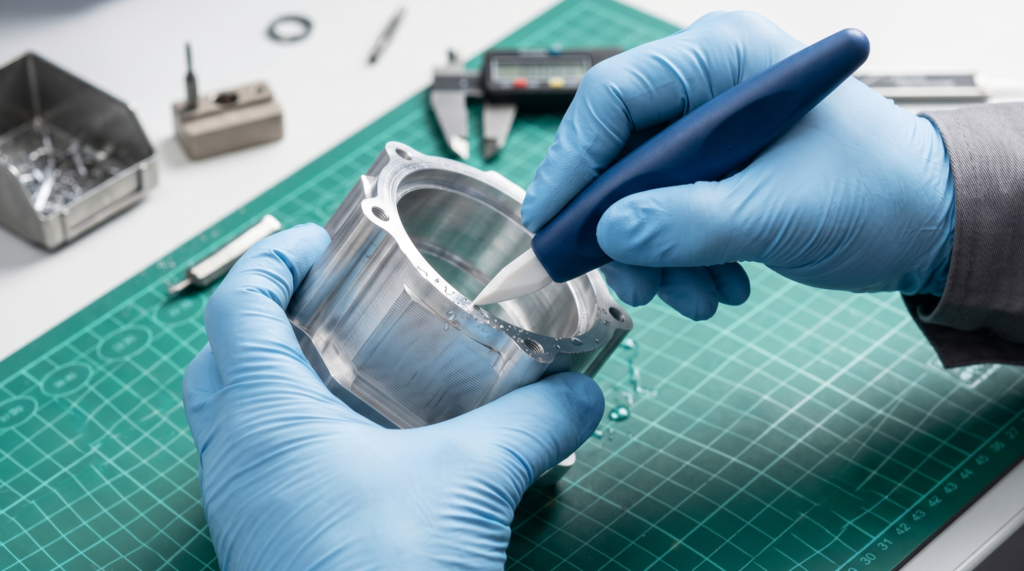
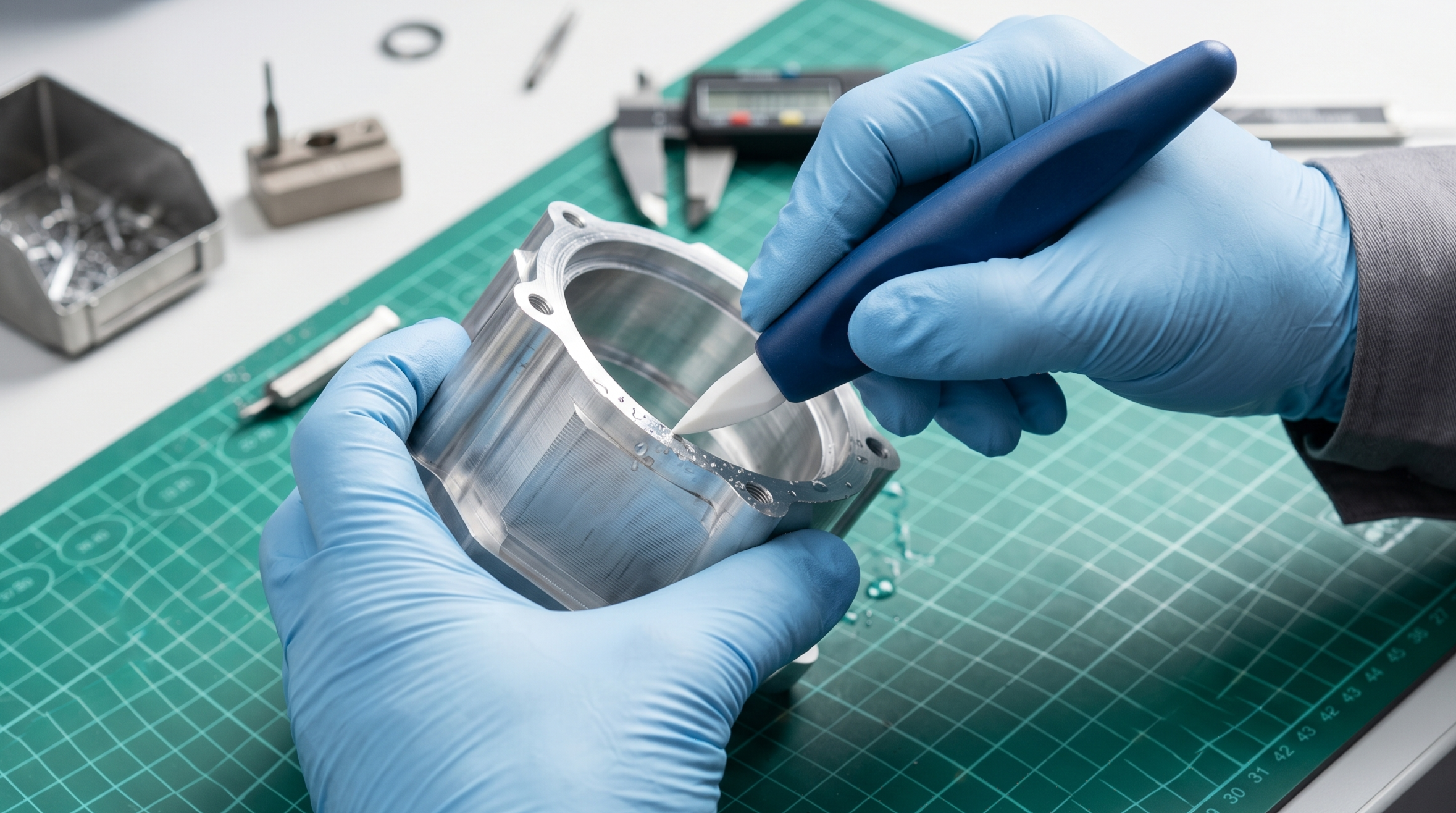
CNC Toleransları
CNC işlemede toleranslar hayati bir rol oynar. Genel amaçlı CNC tezgahları tipik olarak 0,005 ila 0,01 inç (0,125 mm ila 0,25 mm) aralığındaki toleransları karşılayabilir. Ancak özel ekipmanlar; yüksek rijitliğe sahip gövde yapıları, ortam şartlarının kontrolü, mikron altı doğrusal cetveller, titreşim izolasyonu ve gelişmiş takım izleme sistemlerinin bir kombinasyonu sayesinde 0,00008 inç (0,002 mm) kadar hassasiyete ulaşabilir. Bu tür ultra hassasiyet, havacılık-uzay ve medikal bileşenlerinde yaygın olarak aranır.

Bu kabiliyetlerden en iyi şekilde yararlanmak için, CNC işlemeye yönelik tasarımlarda GD&T (Geometrik Ölçülendirme ve Toleranslandırma) sistemleri yaygın olarak kullanılır. GD&T; mühendisler ve imalatçılar arasında tasarım amacını net bir şekilde aktarmak, hataları ve yeniden işlemeyi (rework) önlemek için kullanılan evrensel bir tasarım dilidir. Özellikle karmaşık, yüksek hassasiyetli ve birbirinin yerine kullanılabilir (interchangeable) parçaların montajda birbirine sorunsuz uymasını sağlar. GD&T’nin yetkin kullanımı, bir parçanın özelliklerinin şekil, konum ve yönelimindeki izin verilen sapma sınırlarını netleştirir.
Bir parça için doğru tolerans sınırı; parçanın işlevsel gerekliliklerine, malzeme özelliklerine, seçilen CNC prosesine ve maliyet ile hassasiyet arasındaki dengeye bağlıdır.
CNC işlemede genellikle üç tolerans seviyesi görülür:
| Tolerans Seviyesi | Tipik Aralık | Uygulama ve Maliyete Etkisi |
| Standart | ±0,005 inç (±0,125 mm) | Kritik olmayan çoğu parça için temel seviyedir. Üretim veya muayene maliyetlerini şişirmeden işlevsel ihtiyaçları karşılar. |
| Sıkı | ±0,001 inç (±0,025 mm) | Yüksek hızlı dönen montaj grupları, sızdırmazlık kanalları ve rulman yuvaları gibi kritik geçmeler için gereklidir. Maliyet 5 kata kadar artabilir. |
| Yüksek Hassasiyet | 0,000004 inç’e kadar (0,1 µm) | Ultra hassas optikler ve uydu aynaları için kullanılır. Ortam şartlarının sıkı kontrolü, taşlama ve laplama gerektirir. Tipik örnekler arasında teleskop aynaları, lazer optikleri ve uydu görüntüleme aynaları yer alır. Bu prosesler sıcaklık değişimlerine karşı son derece hassastır ve bu kadar hassas sonuçlar elde etmek için genellikle taşlama veya laplama işlemlerinden yararlanırlar. |
Yüzey İşlemleri ve Ardıl İşlemler
Yüzey kalitesi (surface finish), bir parçanın dış yüzeyinin durumunu ifade eder. Yüzeyin pürüzlülüğü, görünümü, dokusu ve kaplaması gibi birçok farklı yönünü kapsayan geniş bir terimdir. Ardıl işlemler ise, makineyle işlenmiş bir yüzeyin şeklini, boyutlarını ve görünümünü istenen spesifikasyonlara getirmek için yapılan tüm ikincil işlemleri ifade eder.
CNC ile işlenmiş parçalarda çeşitli yüzey kalitelerini elde etmek için kullanılan yaygın yöntemler; mekanik ardıl işlemler, kimyasal/elektrokimyasal ardıl işlemler ve kaplamalardır.
Yüzey Pürüzlülüğü
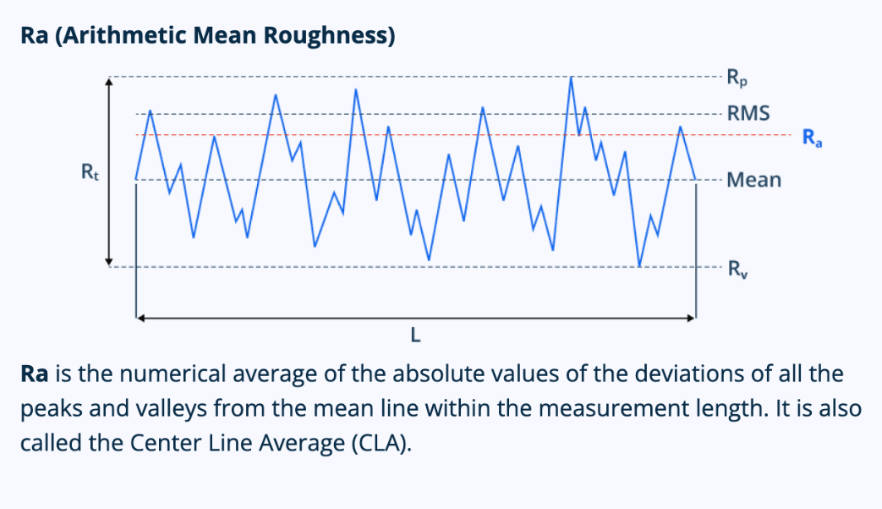
Yüzey pürüzlülüğünün kalitesi, “ortalama yüzey pürüzlülüğü” (Ra) olarak adlandırılan değerle ölçülür. Ra, yüzey profilinin merkez hattından olan ortalama sapmasını ölçer. Daha düşük bir değer, daha pürüzsüz bir yüzeyi temsil eder.
Endüstride genellikle dört yaygın yüzey pürüzlülüğü değeri ile karşılaşılır: 3,2 µm (125 µinç), 1,6 µm ( 63 µinç), 0,8 µm (31,5 µinç) ve 0,4 µm (15,75 µinç). Daha pürüzlü bir Ra değerinden daha pürüzsüz bir değere doğru gidildikçe, parça üretiminin maliyeti ve harcanan zaman artar.
Tezgahtan çıktığı gibi (işlendiği haliyle) yüzey pürüzlülüğü, parçaların CNC işleme prosesinden çıktıkları andaki standart pürüzlülük durumunu ifade eder. Bu parçaların Ra değeri tipik olarak 3,2 µm (125 µinç)’tir ve parçaların üzerinde kesici takımlarla temastan kaynaklanan işleme izleri (takım yolları) hala belirgindir. Ekstra yüzey işleme pasoları/geçişleri ile Ra değerini 1,6 µm, 0,8 µm veya 0,4 µm seviyelerine düşürmek mümkündür.
Tezgahtan çıktığı gibi (işlendiği haliyle) yüzeyin avantajları; parça boyutlarında tutarlılık ve daha sıkı toleranslar sağlaması ve ekstra bir maliyet getirmemesidir. Dezavantajları ise görünür takım izleri, düşük korozyon direnci ve sınırlı aşınma direncidir. Bu tür parçalar, görünümün birinci öncelik olmadığı yapısal veya sıkı toleranslı parçalar gerektiğinde önerilir.
Isıl İşlem Seçenekleri
CNC ile işlenmiş birçok parça, kullanıma alınmadan önce ısıl işleme tabi tutulur. Bu parçalar için uygulanan bazı yaygın ısıl işlem prosesleri şunlardır:
| Proses | Teknik Uygulama ve Kullanım Alanı |
| Suverme / Sertleştirme | Malzemeyi yüksek bir sıcaklığa ısıttıktan sonra hava, yağ veya suda hızla soğutarak takım çeliklerinin ve dişlilerin sertliğini büyük oranda artırma işlemidir. |
| Sementasyon / Yüzey Sertleştirme | Parçanın yalnızca dış kabuğunu sertleştirir; iç çekirdek sünek ve darbeye dayanıklı kalırken, dış yüzeyde aşınmaya dirençli bir tabaka oluşturur. |
| Temperleme | Malzemeyi kritik sıcaklığın altındaki bir sıcaklığa kadar ısıtıp birkaç saat bu sıcaklıkta tutarak ardından havada soğutma işlemidir. Suverme prosesinden kaynaklanan kırılganlığı ve iç gerilmeleri giderir, kaybedilen tokluğu (dayanıklılığı) geri kazandırır. |
| Tavlama | İç gerilmeleri gidermek ve malzemeye sünekliğini yeniden kazandırmak için malzemeyi belirli bir sıcaklığa kadar ısıtıp ardından fırın içinde soğutma işlemidir. |
| Normalizasyon | Nihai parça mukavemetini artırmak amacıyla malzemeyi belirli bir sıcaklığa kadar ısıtıp ardından oda sıcaklığındaki havada soğutma işlemidir. |
Kaplama
CNC ile işlenmiş parçalara; korozyon direnci, aşınma direnci, estetik görünüm, yüzey pürüzsüzlüğü gibi özellikleri geliştirmek ve dayanıklılığı artırmak amacıyla sıklıkla kaplama işlemleri uygulanır.
Popüler kaplama yöntemleri şunlardır:
| Kaplama Yöntemi | Teknik Proses | Temel Avantajlar ve Uygulama Alanları |
| Eloksal | Dış metal yüzeyi dayanıklı, dekoratif ve anodik bir oksit tabakasına dönüştüren elektrokimyasal bir reaksiyondur. | İnce, sert ve koruyucu bir tabaka oluşturur. Öncelikle alüminyum ve titanyum parçalar için kullanılır. |
| Elektrolizle Kaplama | Farklı bir metalden (ör. nikel, krom, altın) ince bir tabakayı parça yüzeyine çökertmek için elektrik akımı kullanılır. | Parçaya yüksek korozyon direnci, elektriksel iletkenlik veya premium bir estetik görünüm gibi spesifik özellikler kazandırır. |
| Toz Boya Kaplama | Kuru, serbest akışlı ve ince öğütülmüş termoset (ısıyla sertleşen) tozun uygulanması ve ardından ısı altında kürlenmesi işlemidir. | Kalın ve son derece dayanıklı bir koruyucu tabaka oluşturur. Binlerce farklı özel renk seçeneği mevcuttur. |




Akılda Tutulması Gereken 5 Tasarım Kuralı
Yukarıda bahsettiğimiz gibi makineyle işleme (talaşlı imalat), çok hassas bileşenler üretebilen ve tasarımda büyük bir esneklik sağlayan son derece kullanışlı bir prosestir. Ancak bu olanakların sınırlarını sonuna kadar zorlamak üretimi aşırı maliyetli hale getirebilir. Bu nedenle, maliyetleri gereksiz yere artıran tasarım tuzaklarının farkında olmak en iyisidir.
CNC Tezgahına Uygun Tasarım Yapın
CNC işleme için tasarım ilkelerinde, bu tezgahların kabiliyetleri ve sınırlamaları göz önünde bulundurulmalıdır. Örneğin; içteki keskin köşeler, çok ince duvarlar, karmaşık iç yapılar ve kavisli deliklerin standart CNC tezgahlarıyla üretilmesi zordur veya pratikte uygulanabilir değildir. Yüksek/uzun yapılar, derin oyuklar (havuzlar) ve aşırı küçük yapılar minimize edilmelidir çünkü bunlar titreşime ve esnemeye eğilimli uzun ve hassas takımların kullanılmasını gerektirir. Maliyetleri kontrol altında tutmak için, işlevsel olarak zorunlu olmadıkça dekoratif pahlar ve radyuslar gibi sıradan yapılardan bile kaçınılmalıdır. Tasarımcılar CNC işlemeyi; karmaşık 5 eksenli geometrilere, mikron düzeyinde toleranslara, hassas geçme yüzeylerine (birleşen yüzeylere) ve yüksek yüzey kalitelerine ihtiyaç duyan parçalar için kullanarak bir avantaja dönüştürmelidir.
Gereksiz Toleranslandırmadan (Aşırı Hassasiyetten) Kaçının
Tüm kritik unsurları işlevine uygun şekilde toleranslandırın ancak bu toleransları gereğinden daha sıkı değerlerde seçmeyin. Aksi belirtilmedikçe, standart olarak ±0,005 inç (±0,125 mm) tolerans sınırları geçerli olacaktır.
Estetik Beklentileri Makul Seviyede Tutun
Sadece estetiğe odaklanmak, CNC parçaların maliyetlerini şişirmenin en hızlı yollarından biridir. Buna parçanın üzerine işlenen aşırı sayıda numara, logo veya yazı karakteri de dahildir. Derin kazıma işlemelerini yalnızca gerçekten gerekli olduğunda kullanın çünkü bu tarz markalama işlemleri ardıl işlem aşamasında çok daha verimli bir şekilde gerçekleştirilebilir. Varsayılan seçiminiz olarak her zaman standart yüzey kalitesini (işlendiği haliyle) kullanın.
Minimum Kurulum (Setup) Gerektirecek Şekilde Tasarlayın
İdealde, parça üzerindeki yapılar tek bir takım erişim yönünden (tek bir bağlamada) işlenebilecek şekilde tasarlanmalıdır. Bu yaklaşım; birden fazla kuruluma, parçanın yönünü değiştirmeye ve yeniden fikstürlemeye (bağlamaya) olan ihtiyacı en aza indirir. Bunlar işleme süresini, karmaşıklığını ve boyutsal hatalı hizalama (eksen kaçıklığı) riskini önemli ölçüde artıran etkenlerdir. Tasarımcılar işleme yönünü bu şekilde sınırlayamadığında, imalatçılar çok eksenli CNC tezgahları kullanmak zorunda kalır ve bu da imalat karmaşıklığını ve maliyetini gereksiz yere artırır.
Standart Delik ve Diş Ölçüleri Kullanın
Özel ve standart dışı takımların kullanılmasını önlemek için piyasada kolayca bulunabilen standart matkap ve kılavuz (tap) boyutlarını tercih edin. Ayrıca diş derinliğini makul sınırlarda tutun.
CNC ile Üretimin Değeri ve Geleceği
CNC işleme; günümüzde hala hassas, yüksek performanslı parçalar üretebilen son derece etkili ve modern bir teknolojidir.
Yüksek hacimli üretim için en ekonomik seçenek olmasa da; prototipleme, düşük ila orta hacimli üretim ve yüksek performanslı mühendislik ihtiyaçları söz konusu olduğunda imalat sektörünün birinci tercihi olmaya devam etmektedir.






Comment(0)