 Europe
Europe  Türkiye
Türkiye 
CNC dik işleme en yaygın kullanılan talaşlı imalat yöntemlerinden biridir. Bu makalede CNC dik işleme süreçleri, avantajları, sınırlamaları ve CNC dikey işlenmiş parçaları sipariş ederken bilmeniz gereken tüm detaylar açıklanmaktadır.
18. yüzyıldaki sanayi devrimi, imalat açısından insan ve makine arasındaki iş birliğinin başlangıcını oluşturuyordu. Bu sanayi devriminden önce ana imalat yöntemi dökümdü. O dönemde mevcut olan diğer yöntemlerin yanı sıra bu da manuel, zahmetli ve hataya açık bir yöntemdi. Ancak günümüzde dijital teknolojinin gelişmesiyle birlikte çok karmaşık parçaları yüksek hız ve doğrulukla üretebilen üretim yöntemleri artık mevcut hale gelmiştir. Bunlardan biri de CNC (Bilgisayarlı Nümerik Kontrol) dik işleme yöntemidir.
CNC Dik İşleme Nedir?
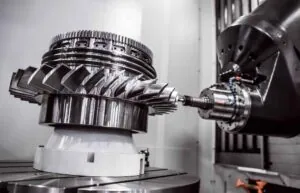
CNC dik işleme, bilgisayar kontrollü kesici takımların, istenen şekli veya nesneyi oluşturmak için iş parçasından talaşı aşamalı olarak çıkardığı, talaşlı bir üretim yöntemidir. Bu işlem, CNC freze makineleri veya CNC dik işleme olarak bilinen makineler kullanılarak gerçekleştirilir. Mekanik işleme proseslerinin en yaygın kullanılanı olup diğer yöntemler ise CNC tornalama ve CNC tel ve dalma erozyondur.
CNC Dik İşleme Makinesinin Parçaları
CNC dik işleme sürecini daha iyi anlamak için CNC dik işleme makinelerinin parçalarını iyi bilmek gerekir. Bu makinelerin kısımları üreticiye, parça türüne ve kapasiteye göre farklılık gösterir. Ancak her CNC dik işleme makinesi için temel olan kısımlar vardır:
- İş mili: İş parçasını tutan ve döndüren makine parçasıdır.
- Kontrol paneli: Operatör bu bileşeni makineyi kontrol etmek için kullanır. Bilgisayar arayüzünün bulunduğu yer burasıdır.
- Gövde: Makinenin ana çerçevesi ve desteğidir. Diğer bileşenleri yerinde tutar.
- Eyer: Makinenin kolonuna takılır. İş tablasını destekler.
- İş tablası: Eyerin üst kısmında bulunur. Operatörün iş parçasını yerleştirdiği ve bir parça bağlama fikstürü kullandığı yerdir.
- Taban: Taban, tüm makinenin zeminde desteklenmesini sağlayan kısımdır.
CNC Dik İşleme Nasıl Çalışır?
CNC’nin kullanılmaya başlanmasından önce dik işleme tezgahlarında kontrol manuel olarak yapılıyordu. Bu da çok fazla hataya sebebiyet verebiliyordu. Nihai parçanın durumu, bir sanatçının resim yapmasına benzer şekilde, sadece makine operatörünün zihnindeydi. Ancak CNC’nin dahil edilmesiyle dik işleme, adım adım programlanan son derece hassas ve doğru bir süreç haline geldi. CNC dik işleme ile bir parçanın işlenmesinde dört ardışık adım vardır:
- 3D modelin tasarlanması
- Modelin makine kodlarına dönüştürülmesi
- Dik işleme makinesinin ayarlanması
- Gerçek işleme süreci
3D Modelin Tasarlanması
CNC dik işlemenin ilk adımı, işlenecek parçanın CAD (Bilgisayar Destekli Tasarım) modelinin tasarlanmasıdır. Bu tasarım, mevcut CAD programları kullanılarak gerçekleştirilir. Nihai ürünün parçası olacak her türlü unsurun tasarımda belirtilmesi gerekmektedir. CNC dik işlemeyi doğru şekilde kurgulamak için her tasarımcının uyması gereken bazı standartlar ve yönergeler vardır.
CAD’in G-Kodlarına Dönüştürülmesi
CNC dik işleme makineleri CAD dosyalarını kendi formatlarında algılamaz. Bunun yerine, makineye kartezyen koordinat takımında 3 boyutlu alanda nasıl hareket edeceğini tanımlayan, G Kodu olarak bilinen dijital talimatların oluşturulması gerekir. Bu nedenle CAD modelleri G Koduna dönüştürülür. Bilgisayar destekli üretim (CAM) programlarının devreye girdiği yer burasıdır. Bir CAD modelini tamamladıktan sonra tasarımcı, CAD dosyasını okuyan ve parçayı ilgili G Koduna dönüştüren bir CAM programına aktarır.
CNC Dik İşleme Makinesini Ayarlamak
Sonraki adım ise makinenin kurulumudur. CNC programını çalıştırmadan önce operatörün iş parçasını makinenin tablasına bağlayarak CNC dik işleme makinesini kurması gerekir. Yani bunlar; uygun kesici takımın iş miline takılması ve gerekli kesme sıvısının hazırlanmasıdır.
İşlemenin Gerçekleştirilmesi
Makineyi ayarladıktan sonra operatör, makine arayüzü üzerinden talaşlı imalat işlemini başlatır. Makine, kesici takımı kendi ekseni etrafında binlerce RPM’ye (dakika başına devir) varan çok yüksek bir hızda döndürerek parçayı işlemeye başlar. Dik işleme makinesinin yapısına bağlı olarak iş parçası üzerinde kesme işlemi aşağıdaki hareketlerden biriyle gerçekleştirilir:
- Kesici takım sabit bir iş parçası üzerinde hareket eder
- İş parçası, olduğu yerinde dönen kesici takıma beslenir
- Hem iş parçası hem de kesici takım birbirine göre hareket eder
Makine istenen parçayı üretene kadar her seferinde küçük pasolarla talaş kaldırarak devam eder. Takım iş parçasıyla temas ettiğinde kesici kenarları tekrar tekrar iş parçasının yüzeyine girip çıkar ve kesme kuvveti yoluyla talaşları iş parçasından etkili bir şekilde kaldırır.
CNC Dik İşleme Terminolojisi
CNC dik işlemede kullanılan bazı terimler, başka bağlamlarda başka anlamlara gelebilir. Bu terimlerin anlaşılması, CNC makine operatörünüzü veya tasarımcınızı daha iyi anlamanıza yardımcı olacaktır.
Kesici Takım
Kesici takım, CNC dik işleme makinelerinin kesme işlemini gerçekleştiren sökülebilir bir bileşenidir. CNC dik işleme için kesici takımlar genellikle birden fazla kesme noktasına sahiptir. Bunun nedeni, dikey işleme esnasında takımın dönme eksenine dik olarak hareket etmesidir. Malzemeye, şekle, kanal sayısına ve kesici kenarların yerleşimine göre değişen kesici takım türleri vardır. Dik işleme için seçilen takım, işlenecek malzemeye bağlıdır.
Hız
CNC dik işlemede hız, kesici takımın dönme hızını ifade eder. Dakika başına devir (RPM) cinsinden ölçülür. Hız programlanabilirdir ve kesilecek malzemeye bağlıdır. Örneğin alüminyumu çelikten çok daha yüksek hızlarda işleyebilirsiniz.
İlerleme
İlerleme, iş parçasının veya kesici takımının, takımın devri başına hareket ettiği mesafedir. Hız gibi ilerlemeyi de programlayabilirsiniz. İlerleme aynı zamanda işlemek istediğiniz malzemeye de bağlıdır.
Kesme Derinliği
Kesme derinliği, kesici takımın iş parçasının yüzeyine doğru hareket ettiği mesafedir. Talaş kaldırılan parçanın malzemesi aynı zamanda bu parametreyi de belirler.
Kesme Sıvısı
Dik işleme genellikle yüksek hızlı bir işlem olduğundan, iş parçası ile kesici takım arasındaki sürtünmenin bir sonucu olarak genellikle çok fazla ısı açığa çıkarır. Bu nedenle işleme sırasında kesme sıvısı olarak bilinen maddeler kullanılarak parçaların ve kesici takımların soğutulması gereklidir.


Yaygın CNC Dik İşleme Operasyonları
Kesici takımın tipine ve makine konfigürasyonuna bağlı olarak CNC dik işleme makinelerinin gerçekleştirebileceği çok sayıda işleme çeşidi vardır. Dört ana CNC dik işleme türü şunlardır:
Yüzey Frezeleme
Yüzey işlemede kesici takımın dönme ekseni iş parçası yüzeyine diktir. Bu işlem düz yüzeyler oluşturur ve uçlarında kesme kenarları bulunan parmak freze takımlarını gerektirir.
Düz Frezeleme
Bu işleme için kullanılan kesici takımın tüm kesme çevresi boyunca kesici kenarları vardır. Dönme ekseni iş parçası yüzeyine paraleldir. Düz işleme yöntemi ile cepler, yuvalar ve slotlar gibi unsurlar oluşturulabilir.
Açılı Frezeleme
Açılı işlemede kesici takımların dönme eksenleri iş parçasının yüzeyine belli bir açıdadır. Tek açılı dik işleme takımları olarak bilinirler. Açısal dik işleme ile kırlangıç kuyruğu, pah, oluk vb. unsurlar üretilir.
Form Frezeleme
Form işleme ile düzensiz yüzeyler, konturlar, yarı dairesel boşluklar, küreler ve kavisli yüzeyler işlenir. Bu işlemde, kesici takımlar ve şekillendirilmiş freze çakıları gibi kesici takımlar kullanılır.
Diğer dik işleme yöntemleri şunları içerir:
- Dişli çakıları kullanılarak dişli çark dişlerinin üretimi
- İki veya daha fazla kesicinin tek bir iş parçası üzerinde aynı veya farklı işlemleri aynı anda gerçekleştirdiği grup frezeleme işlemi. En hızlı dik işleme yöntemidir.
- Bir iş parçasının paralel yüzeylerini tek bir kesimde aynı anda işlemek için iki kesici takım kullanan Straddle dik işleme yöntemi.
CNC Dik İşleme Makinelerinin Türleri
CNC dik işleme makineleri iş milinin yönüne göre dikey ve yatay işleme makineleri olarak sınıflandırılabilir. Bir dik işleme projesi için bu iki tip freze arasında seçim yapmadan önce operatörün, parçanın şekli ve boyutu ve işlenecek yüzey sayısı gibi projenin taleplerini dikkate alması gerekir. Örneğin dikey makineler daha çok yönlü işleme seçenekleri sunarken, yatay işleme tezgahları ağır ve uzun iş parçaları için daha uygundur.
CNC dik işleme makinelerinin bir diğer önemli sınıflandırması eksen sayısına ve eksen konfigürasyonuna göredir. CNC dik işlemede eksen, bir iş parçasının veya kesici takımın hareket yönünü ifade eder. Ağımızda 3 eksenli, 4 eksenli ve 5 eksenli işleme olmak üzere çok eksenli dik işleme operasyonları gerçekleştirmekteyiz. Bunlar, basit şekillerden karmaşık geometrilere kadar tasarımlarınızdan parçaları hızlı ve doğru bir şekilde üretmemize olanak tanımaktadır. 3 eksenli ve 5 eksenli tezgahlar, CNC dik işleme makinelerinin en popüler türleridir.

3 Eksenli CNC Dik İşleme Makineleri
3 eksen CNC dik işleme tezgahlarında kesici takım veya iş parçası üç serbestlik derecesine sahiptir. Bu, tezgahta X ekseni yönünde (sol ve sağ), Y ekseni yönünde (ileri ve geri) ve Z ekseni yönünde (yukarı ve aşağı) üç doğrusal yönde hareket edilebileceğini ifade eder. Kesici takımın iş parçasının belirli bölgelerine ulaşabilmesini sağlamak için iş parçasının tezgah üzerinde manuel olarak yeniden konumlandırılması gerekir.
3 Eksenli CNC Dik İşlemenin Yararları
- Prosesin programlanması kolaydır ve basit geometriye sahip parçaları yüksek doğrulukla üretebilir.
- Yüksek üretim kapasitelerine sahiptir.
- Parça başına işleme maliyeti nispeten düşüktür.
- 3 eksenli CNC makineler 5 eksenli muadillerine göre daha ucuzdur.
3 Eksenli CNC Dik İşlemenin Sınırlamaları
- Kesici takıma daha fazla erişim gerektiren belirli işlemler için, iş parçasının sürekli olarak yeniden konumlandırılması ihtiyacı oluşur ve bu durum ölçüsel doğruluğu azaltır.
- Takım, iş parçasının belirli bölgelerine erişemez.
- Karmaşık geometrilerin işlenmesi hususunda 3 eksenli CNC dik işleme makineleri, 5 eksenli CNC freze makinelerinden daha zordur.
5 Eksenli CNC Dik İşleme Makineleri
3 eksenli muadilinde elde edilebilen üç doğrusal eksene ek olarak, 5 eksenli CNC dik işleme tezgahlarında iki tane de döner eksen bulunur. Çoğu dik işleme makinesi konfigürasyonunda kesici takım yalnızca üç doğrusal eksen boyunca hareket edebilir. İş parçası kalan iki dönme hareketini gerçekleştirerek kesici takımın işlenen parça üzerinde başka alanlara erişebilmesini sağlar.
5 eksenli CNC dik işleme tezgahları ayrıca endeksli ve sürekli tezgah olarak sınıflandırılabilir. Endeksli 5 eksenli tezgahta, iş parçası dönerken kesici takımın hareketinin anlık olarak durması gerekir. Ancak sürekli 5 eksenli frezelerde kesici takımın durmasına gerek yoktur. Kesici takım hareket ettikçe iş parçası da aynı anda dönebilir.
5 Eksenli CNC Dik İşlemenin Yararları
- İş parçasının tezgah üzerinde manuel olarak yeniden konumlandırma ihtiyacını ortadan kaldırır.
- Oldukça karmaşık geometrilere sahip parçaları çok yüksek doğrulukla üretebilir.
- 5 eksenli CNC dik işleme ile işlenmiş parçanın yüzeyi çok düzgündür. Parça üzerinde işleme izleri neredeyse yoktur.
5 Eksenli CNC Dik İşlemenin Dezavantajları
- Endeksli 5 eksenli CNC tezgahında ve sürekli 5 eksenli CNC tezgahında parça başına işleme maliyeti, 3 eksenli tezgaha göre sırasıyla %60 ve %100 daha yüksektir.
- 5 eksenli CNC dik işleme makineleri, 3 eksenli muadillerine göre daha hacimlidir ve daha pahalıdır.
CNC Dik İşleme ile İşlenebilecek Malzemeler
Dik işleme, çok sayıda malzemeye uygulanabilen çok yönlü bir yöntemdir. CNC dik işleme için malzeme seçerken maliyet ve malzeme özellikleri gibi dikkate almanız gereken birçok faktör vardır. Malzeme özellikleri arasında çekme dayanımı, termal direnç, sertlik, kimyasal direnç ve kesme dayanımı bulunur.
Benzer şekilde seçtiğiniz malzeme, parçanın tasarımı, kesici takım, kesme hızı ve ilerlemesi, kesme sıvısı ve kesme derinliği dahil olmak üzere dik işlemenin birçok yönünü belirler. CNC dik işlemede en çok kullanılan bazı malzemeler vardır:
Metaller
Metaller ve metal alaşımları en sık dik işleme tabii tutulan malzemelerdir. Bunun nedeni, çeşitli endüstrilerdeki geniş kullanım alanlarıdır. Yaygın olarak işlenen metal türleri; alüminyum ve alaşımları, çelik türleri, pirinç, bakır, titanyum ve bronzdur.
Plastikler
CNC dik işlemede popülerlik açısından plastikler ikinci sırada yer alır. Plastikler de arzu edilen özelliklere sahiptirler ve yaygın olarak kullanılırlar. ABS, PEEK, polikarbonat ve naylon gibi polimerler düzenli olarak CNC dik işlemeye tabii tutulan plastiklerden bazılarıdır.
Diğer Malzemeler
Ahşap, cam ve elastomerler de CNC dik işleme için uygun malzemelerdir.


CNC Dik İşlemenin Faydaları ve Uygulamaları
CNC dik işlemeyi parça üretiminiz için mükemmel bir seçenek haline getiren avantajlardan bazıları şunlardır.
Ölçeklenebilirlik
CNC dik işleme, ister tek seferlik özel bir projede, ister küçükten büyüğe ölçekli bir üretim çalışmasında çok çeşitli üretim miktarları için tercih edilebilmektedir. Tekrarlanabilirliği ve hızıyla birlikte CNC dik işlemenin ölçeklenebilirliği, prototip oluşturma veya seri üretim için mükemmel bir özelliktir. CNC dik işleme, aynı parçaların büyük ölçekli üretimi için mükemmeldir, çünkü üretim maliyetleri birim sayısındaki artışla katlanarak azalır.
Hızlı Geri Dönüş Süresi
CAD ve CAM programının CNC dik işleme makinelerine dahil edilmesi, sipariş verme aşamasından doğru şekilde işlenmiş parçaların teslim alınmasına kadar geçen süreyi büyük ölçüde azaltmıştır. Yararlanılan bu yüksek hıza rağmen parçadaki hassasiyet de korunabilmektedir.
Keskinlik
CNC dik işleme çok yüksek boyutsal doğrulukta parçalar üretebilir. 0,025 mm kadar dar tolerans aralıkları mümkündür. Bu yüksek hassasiyet, havacılık ve otomotiv endüstrileri için çok önemlidir.
Malzeme Seçimi
Doğru kesici takımı ve kesme hızını kullandığınız sürece CNC dik işlemeye tabi tutulabilecek 50’den fazla mühendislik malzemesi vardır. Malzemeniz ister metal, ister plastik, ahşap, cam olsun; bunun için doğru bir uygulamanız varsa, büyük olasılıkla CNC işlemesi mümkün olur. Ayrıca CNC dik işlemenin malzeme özellikleri üzerinde neredeyse hiçbir etkisi yoktur.
Çok Yönlülük
Çeşitli şekiller üretebilmenin yanı sıra, CNC dik işleme makineleri dişler, pahlar, yuvalar, slotlar vb. gibi çeşitli unsurları doğru bir şekilde işleyebilir.
CNC Dik İşlemede Sınırlamalar
Kompleks Geometrilerin Maliyeti
CNC dik işleme gibi talaşlı imalat süreçlerinde, makinenin kaldırması gereken talaş miktarı arttıkça maliyet de artar. Bu nedenle, çok fazla talaş çıkarılmasını gerektiren karmaşık geometrilerin işleme maliyeti, karmaşıklık düzeyiyle birlikte artar.
Parça Bağlama ve Takımın Erişim Kısıtlamaları
İş parçasının tablaya sabitlenmesi CNC dik işleme süreçlerinde çok önemlidir. Ancak kesici takım iş parçasının fikstürlere tutturulduğu kısımlarına erişemediğinden bu durum bazı kısıtlamalar meydana getirir. Bu gibi durumlarda iş parçasının manuel olarak yeniden konumlandırılması gerekir. Bu da işleme süresini ve aynı zamanda hata olasılığını artırır.
Dik İşleme ile İşlenemeyecek Unsurlar
Dik işleme tezgahlarıyla işlenemeyecek kavisli delikler, düz iç kenarlar ve 0,5 mm’den ince et kalınlıkları gibi belirli unsurlar vardır. CNC dik işleme için tasarım yaparken bu tür özelliklerden kaçınmanızı tavsiye etsek de bazen bir parçanın çalışması için bu unsurlar gerekli de olabilir. Bu gibi durumlarda başka işleme yöntemleri de kullanılabilir.
Malzeme israfı
Biçimlendirici ve katmanlı imalat yöntemleri ile karşılaştırıldığında, CNC dik işleme yöntemi talaş olarak çok fazla atık malzeme oluşturur. Bu atık malzemeleri geri dönüştüremezseniz, ciddi çevresel ve mali etkileri olabilir.
CNC Dik İşlemenin Gerektiği Endüstriler
Birçok endüstri, parça üretimi için CNC dik işlemeye oldukça bağımlıdır. Aynı şekilde bireyler de düzenli olarak bu sürece için ihtiyaç duymaktadır. Yüksek hızı ve hassasiyetinin yanı sıra, CNC dik işlemenin ölçeklenebilirliği ve çok yönlülüğü onu aşağıdaki endüstriler için neredeyse vazgeçilmez kılmaktadır.
- Havacılık ve Uzay
- Elektrik- Elektronik
- Otomotiv
- Makine İmalat
- Spor
- Robotik
- Yapı
- Mobilya
- Medikal
- Gıda
- Takım İmalatı
CNC Dik İşlemeye Alternatifler
CNC dik işleme çok yönlü ve her yerde bulunan bir yöntem olsa da her üretim uygulaması için uygun olmayabilir. Diğer işleme yöntemleri projeniz için daha uygun maliyetli ve doğru yöntem olabilir. Bu yöntemlerden bazıları şu şekildedir:
- Takım tezgahlarını içeren mekanik işlemler – Delme ve tornalama
- Takım tezgahı gerektirmeyen mekanik işlemler – Aşındırıcı jet işleme, ultrasonik işleme ve su jeti ile kesme.
- Mekanik olmayan işlemler – Elektroerozyon ile İşleme (EDM), plazma kesme, elektrokimyasal çapak alma ve lazerle kesme.





Comment(0)