 Europe
Europe  Türkiye
Türkiye 


CNC işleme, çeşitli malzemeler kullanılarak çok çeşitli karmaşıklık ve boyutlarda bileşenlerin üretildiği, çok yönlü ve hassas bir üretim prosesidir. Ancak, bu proseste çeşitli faktörler nedeniyle ortaya çıkan boyut sınırlamaları da mevcuttur. Tasarımları optimize etmek ve tasarımların üretilebilirliğini sağlamak için bu sınırlamaların farkında olmak büyük önem taşır.
CNC İşlemede Genel Boyut Sınırlamaları
Bu bölümde, maliyeti ve teslim süresini optimize ederken parça üretilebilirliğini artırabilecek çeşitli tasarım ipuçları ve hususları ele alınmaktadır. Ayrıca parça karmaşıklığından ve radyuslar, delikler, cepler, dişler ve alttan kesmeler gibi CNC üretim kısıtlamalarından bahsedilmektedir.
Paylı Malzeme Ölçüsü
Bitmiş parçayı oluşturmak için kullanılan ham malzemenin boyutunu ifade eder. Paylı malzeme, sapmaları (değişkenlikleri) hesaba katmak ve ham malzemenin kaba yüzeylerini kesip almak için genellikle bitmiş parçanın ölçülerinden biraz daha büyük olmalıdır.
Örneğin, nihai boyutlar 50 x 50 x 50 mm olacaksa, buna uygun bir malzeme yaklaşık olarak 53 x 53 x 53 mm ebatlarında olacaktır. Tasarım yaparken bu dikkate alınmalı ve parçanın X, Y ve Z boyutlarına ekleme yapılarak bunlar aşağıdaki parça boyutu sınırlarına uygun hale getirilmelidir.
Dikey İşlenmiş, Tornalanmış ve Delinmiş Parçalar İçin Sınırlamalar
| Parça/Özellik | CNC Dikey işleme | CNC Tornalama | CNC Delme |
| Maksimum boyut | SNK HF-7VM dikey köprülü freze gibi en büyük boyuttaki CNC dikey işleme (freze) makineleri; 11000 mm X ekseni hareketi, 4700 mm Y ekseni hareketi ve 2450 mm Z ekseni hareketi ile 3500 mm x 10000 mm palet boyutuna sahiptir. | SL 603 gibi en büyük boyuttaki CNC tornalama merkezlerinde, 930 mm’ye kadar çap ve 4000 mm’ye kadar uzunluklardaki parçalar işlenebilir. | Voortman V200 gibi en büyük boyuttaki CNC delme makinelerinde, 2400 mm uzunluğa, 1000 mm genişliğe ve 60 mm kalınlığa kadar, maksimum 600 kg ağırlığa sahip plakalar işlenebilir. |
| Minimum boyut | Genellikle, en uygun küçük yapı boyutu 0,5 mm’dir. Basitçe söylemek gerekirse, çapı 2,5 mm’den küçük olan yapıların işlenmesi mikro işleme olarak kabul edilir ve gerekli olmadıkça genellikle bundan kaçınılır. | Tornalanmış parçalar için en küçük uygulanabilir çap yaklaşık 0,5 mm’dir ve yaygın uygulama yaklaşık 1 mm’den başlar. | Çoğu delme uygulaması için standart uygulama, üretim kolaylığı ve doğruluğu için 2,5 mm çapından başlar. Bununla birlikte, kullanılan en küçük standart matkap ucu boyutu yaklaşık 1 mm’dir. Çok küçük yapılar için, 0,05 mm (50 mikron) kadar küçük delikler delinebilir; ancak bu, özel ekipman ve teknikler gerektiren mikro delme alanına girer. |
| Daha büyük (maksimumdan büyük) parçalar için daha iyi alternatifler | • Enjeksiyon kalıplama (plastikler)
• Basınçlı döküm, metal ekstrüzyon (metaller) |
• Enjeksiyon kalıplama (plastikler)
• Dövme, döküm (metaller) |
– |
| Daha küçük (minimumdan küçük) parçalar için daha iyi alternatifler | • Enjeksiyon kalıplama, mikro enjeksiyon kalıplama, 3D baskı, mikro işleme (plastikler)
• Mikro işleme, elektro-kaplama (electroforming), lazerli kesim, mikro EDM, metal enjeksiyon kalıplama (metaller) |
• Enjeksiyon kalıplama, mikro enjeksiyon kalıplama, 3D baskı, mikro işleme (plastikler)
• Mikro işleme, elektro-kaplama (electroforming), lazerli kesim, mikro EDM, metal enjeksiyon kalıplama (metaller) |
– |
Özellik Boyut Sınırlamaları: Referans Tablosu
Aşağıdaki tabloda, CNC kullanılarak üretilebilecek çeşitli özelliklerle ilişkili tasarım kuralları özetlenmiştir. Tablonun kullanım amacı, tasarımcıların bileşenleri üretilebilirlik için optimize etmelerine yardımcı olmaktır.


Ardıl İşlemler İçin Boyut Sınırlamaları
Bir parça üzerinde gerçekleştirilebilecek ardıl işlemler, parçanın boyutuna bağlı olarak değişir. Örneğin, büyük parçalar genellikle kumlama kabinlerine sığmaz; bu nedenle bu tür parçalara kumlama yapılamaz. Başka bir örnek ise, eloksal, elektrolizle kaplama veya toz boya kaplama uygulanması gereken 3 metreden büyük parçalar için özel raf sistemleri gerekebilir.
| Proses | Maksimum parça boyutu | Notlar |
| CNC Tornalama | Çap 500 mm’ye kadar ve uzunluk 4500 mm’ye kadar | Xometry, dikey işlenmiş veya karmaşık özelliklere sahip parçalar üretmek için; standart 2 eksenli torna tezgahları, canlı takım sistemleri, çok milli makineler ve İsviçre torna tezgahları dahil olmak üzere özel araçlar kullanmaktadır. |
| CNC Dikey İşleme | Xometry’nin iş ortakları ağı genellikle X-2000 mm, Y-750 mm ve Z-600 mm’ye kadar parçaları dikey işleyebilir. | Parçanızın işlenebilir yüksekliği 600 mm’yi aşarsa, özel araçlar ve üretilebilirlik için ek bir manuel inceleme gerekecektir. |
| CNC Dalma Erozyon | Ekipmanlar arasında dik, tezgah ve radyal matkap presleri bulunur ve bunlar sayesinde Xometry, basit ve karmaşık desenlerde 7 cm çapa kadar delikler açabilmektedir. | Delme deseninin ve malzemenin karmaşıklığı, teslim sürelerini ve maliyetleri etkileyebilir. |
Genel Üretim Standartları
Aksi belirtilmediği sürece, Xometry, CNC ile işlenmiş bileşenleri aşağıdaki standartlara uygun olarak üretir:
- Yüzey Kalitesi: İşlenmiş haliyle yüzey kalitesi, Ra 3.2 veya daha iyidir ve CNC takım tezgahı izleri muhtemelen sarmal bir desen bırakabilir.
- Kenar İşlemleri: Keskin kenarlar varsayılan olarak kırılır ve çapakları alınır. Kritik kenarların keskin kalması gerekiyorsa, bu CAD çiziminde belirtilmeli ve gösterilmelidir.
- Plastik Bileşenler: Şeffaf veya saydam plastiklerin işlenmiş yüzeylerinde mat bir yüzey bitişi veya yarı saydam sarmal izler olacaktır. Kumlama uygulandığında, şeffaf plastiklerde buzlu bir yüzey elde edilecektir.
- Toleranslar: Köpük veya benzeri sıkıştırılabilir malzemelerde toleransların sağlanacağı garanti edilemez.
Genel Toleranslar
Tasarımcı tarafından özel olarak belirtilmediği sürece, Xometry aşağıda listelenen endüstri standardı ISO 2768 ve ISO 286 toleranslarına uyacaktır:

CNC işleme için genel toleranslar ±0,1 mm’den başlar. Genel standarttan daha küçük olarak tanımlanan daha sıkı toleranslar, CNC işleme ile elde edilebilir ve ±0,01 mm’ye kadar ulaşabilir.
Özel kurulumlar, raybalama ve taşlama gibi ek işlemler ile malzemeye ve parça geometrisine de bağlı olarak daha sıkı toleranslar elde edilebilir. Geometrik toleranslar (GD&T) çizime uygulanabilir, ancak bunlar kontrol için gereken araçlar ve zaman nedeniyle denetleme sürelerini artırabilir.
Daha sıkı toleranslar bir parçanın tasarım, uyum ve işlevselliğini iyileştirse de dezavantajları da olabilir. Daha yüksek hurda oranlarına, ilave sabitleme ve özel ölçüm araçları ihtiyacına ve düşük kesme hızlarından kaynaklanan daha uzun döngü sürelerine yol açabilirler. Bu faktörler fiyatları ve teslim sürelerini yükseltebilir. Toleransa ve geometriye bağlı olarak, parça maliyeti standart bir toleransa kıyasla iki katından fazla artabilir.
CNC Makinelerinde Genel Boyut Sınırlamaları
CNC makinelerinin işleme alanlarının fiziksel boyutları, parça boyut kabiliyetlerini sınırlayan ana faktördür. Bu kısıtlama, tornalama, dik işleme ve dalma erozyon dahil olmak üzere tüm CNC makinelerini etkiler. Diğer sınırlayıcı faktörler arasında makinenin eksen hareketi ve eksen sayısı bulunur.
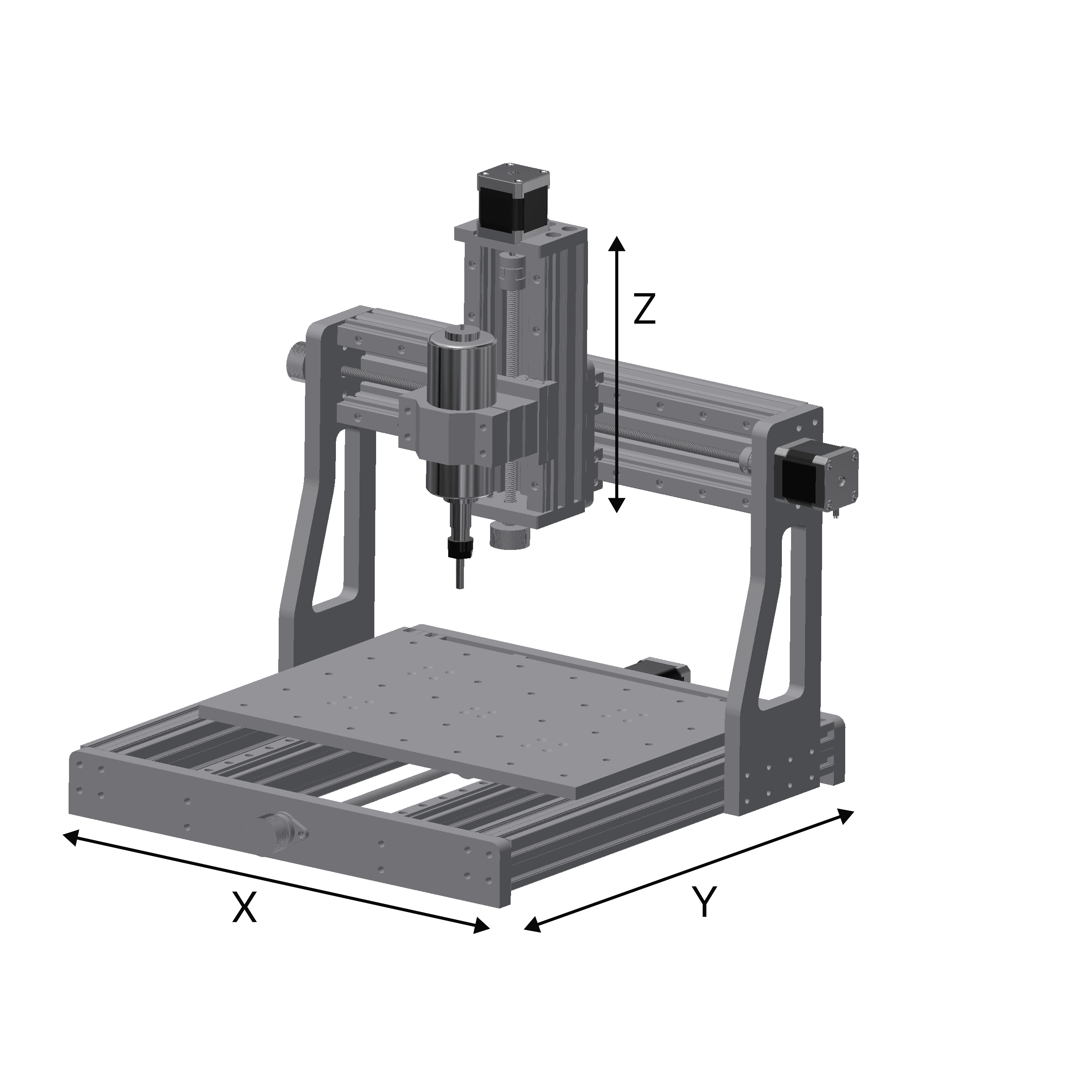
CNC İşlemede Çalışma Alanı
CNC işlemede çalışma alanı, makinenin içinde çalıştığı 3D alanı ifade eder. Farklı makinelerin her birinin kendi işleme alanı vardır ve bu, makine kullanılarak üretilebilecek bileşenlerin boyutunu sınırlar.
Makinenin fiziksel boyutu ve daha spesifik olarak, makinenin hareket edebileceği X, Y ve Z yönleri, çalışma alanı belirler.


Ancak, bileşenleri tasarlarken çalışma alanının takım boyutuna bağlı olarak küçülebileceğini unutmamak önemlidir. Örneğin, yukarıda gösterildiği gibi, kesme ucu daha uzun olsaydı, CNC çalışma menzili Z yönünde daha küçük olurdu.
CNC Eksen Hareket Mesafesi
CNC eksen hareket mesafesi, kesme takımının veya iş parçasının X, Y ve Z eksenleri boyunca hareket edebileceği aralıktır. Bunun, işlenebilecek bileşenlerin boyutu üzerinde doğrudan etkisi vardır. Aşağıda 3 eksenli bir CNC dik işleme makinesi örneği verilmiştir. Bu örnekte, ray uzunlukları işleme ucunun her yönde hareket edebileceği mesafeyi belirler.

CNC Eksen Türleri
CNC makineleri genellikle 3 ila 5 eksene sahiptir. Üç eksenli CNC makineleri kesme takımını X, Y ve Z eksenleri boyunca hareket ettirir. Dört eksenli CNC makineleri ek olarak bir dönüş ekseni ekler ve bu da daha karmaşık parçaların üretilebilmesine olanak tanır.
Son olarak, beş eksenli CNC makinelerinde X, Y ve Z hareketlerine ek olarak iki adet dönüş ekseni bulunur. Eksen sayısı, üretilebilecek bileşenlerin boyutunu ve karmaşıklığını önemli ölçüde etkiler.

CNC Tornalamada Boyut Sınırlamaları
CNC tornalamada, iş parçası dönerken, tek noktalı bir kesme takımı malzemeyi keserek çıkarır. Bir CNC torna tezgahının fiziksel geometrisi, boyut sınırlamalarını belirler. CNC torna makineleri merkez mesafeleri, salınım mesafeleri ve iş parçasının nasıl monte edildiği ile sınırlanır.
Merkezler Arası Mesafe
Bir CNC Torna tezgahı için merkezler arasındaki mesafe, torna başlığı ile punta başlığı arasındaki mesafeye eşittir. Bu, işlenebilen bileşenin toplam maksimum işlenebilir uzunluğunu sınırlar.

Yatak Üzerinde, Çapraz Kızak Üzerinde ve Boşluk Üzerinde Dönme Çapı
“Swing Over Bed”, “Swing Over Cross Slide” ve “Swing Over Gap” terimleri bir torna tezgahında farklı boşluk ölçümlerini tanımlar. Swing Over Bed (Yatak Üzerinde Dönme Çapı), yatağın uzunlamasına kılavuz yolu üzerinde işlenebilecek maksimum çapı belirtir.
Swing Over Cross Slide (Çapraz Kızak Üzerinde Dönme Çapı), çapraz kızağın üzerinden çap uzunluğudur ve Swing Over Bed’den daha küçüktür. Swing Over Gap (Boşluk Üzerinde Dönme Çapı), flanşlar gibi daha büyük çaplı parçaların işlenmesine izin veren küçük bir boşluğu belirtir.

Bu farklı dönme çapı parametreleri, CNC tornalama çapı sınırlarını ve bileşen uzunluğunu etkiler. Aşağıda daha ayrıntılı bir açıklama verilmiştir:
- Yatak Üzerinde Dönme Çapı: Yatak Üzerinde Dönme Çapı parametresi, monte edilebilecek iş parçasının mutlak maksimum çapını temsil eder. Ayrıca, iş parçasının yatak üzerinde dönme çapından biraz daha küçük olması gerektiği bilinmelidir.
- Çapraz Kızak Üzerinde Dönme Çapı: Çapraz Kızak Üzerinde Dönme Çapı, çapraz kızak (takım direğini tutan torna tezgahının parçası) dikkate alındığında işlenebilecek iş parçasının maksimum çapıdır. Çapraz Kızak Üzerinde Dönme Çapı, çapraz kızağın hareket mesafesinin tamamı kullanılarak işlenebilecek bir parçanın maksimum çapını belirleyen sınırlayıcı faktördür. Örneğin, torna tezgahına 200 mm çapında bir çelik mil monte edilmişse ve milin merkezini 100 mm çapa kadar işlemek istiyorsanız, Çapraz Kızak Üzerinde Dönme Çapınız 200 mm’yi alabilecek kadar büyük olmalıdır. Çapraz Kızak Üzerinde Dönme Çapı 200 mm’den küçükse, çapraz kızak muhtemelen mile çarpacaktır. Bu nedenle Yatak Üzerinde Dönme Çapı 200 mm mile izin verse bile, Çapraz Kızak Üzerinde Dönme Çapı 200 mm’ye izin vermiyorsa, bu örnekteki mil işlenemez.
- Boşluk Üzerinde Dönme Çapı: Boşluk Üzerinde Dönme Çapı, daha büyük çaplı iş parçalarına olanak tanır ancak bileşenin uzunluğunu ve takımın kesebileceği açıları önemli ölçüde sınırlar. Bu, bazı CNC makinelerinde torna tezgahındaki bir boşluk bloğu kaldırılarak elde edilebilir. Ancak, bunun makineden makineye farklılık gösterdiği ve tüm CNC makinelerinde bu imkanın bulunmadığı unutulmamalıdır.
İş Parçasının Sabitlenme Yöntemi
Tipik CNC torna işlemlerinde, iş parçası torna başlığına sabitlenir ve punta başlığı tarafından desteklenir. Ancak, belirli görevler için iş parçası yalnızca torna başlığına sabitlenir. Bu durumlarda, malzeme türü ve kalınlığı, iş parçasının izin verilen uzunluğunu belirler; çünkü aşırı uzunluk esnemeye ve olası sorunlara neden olabilir.

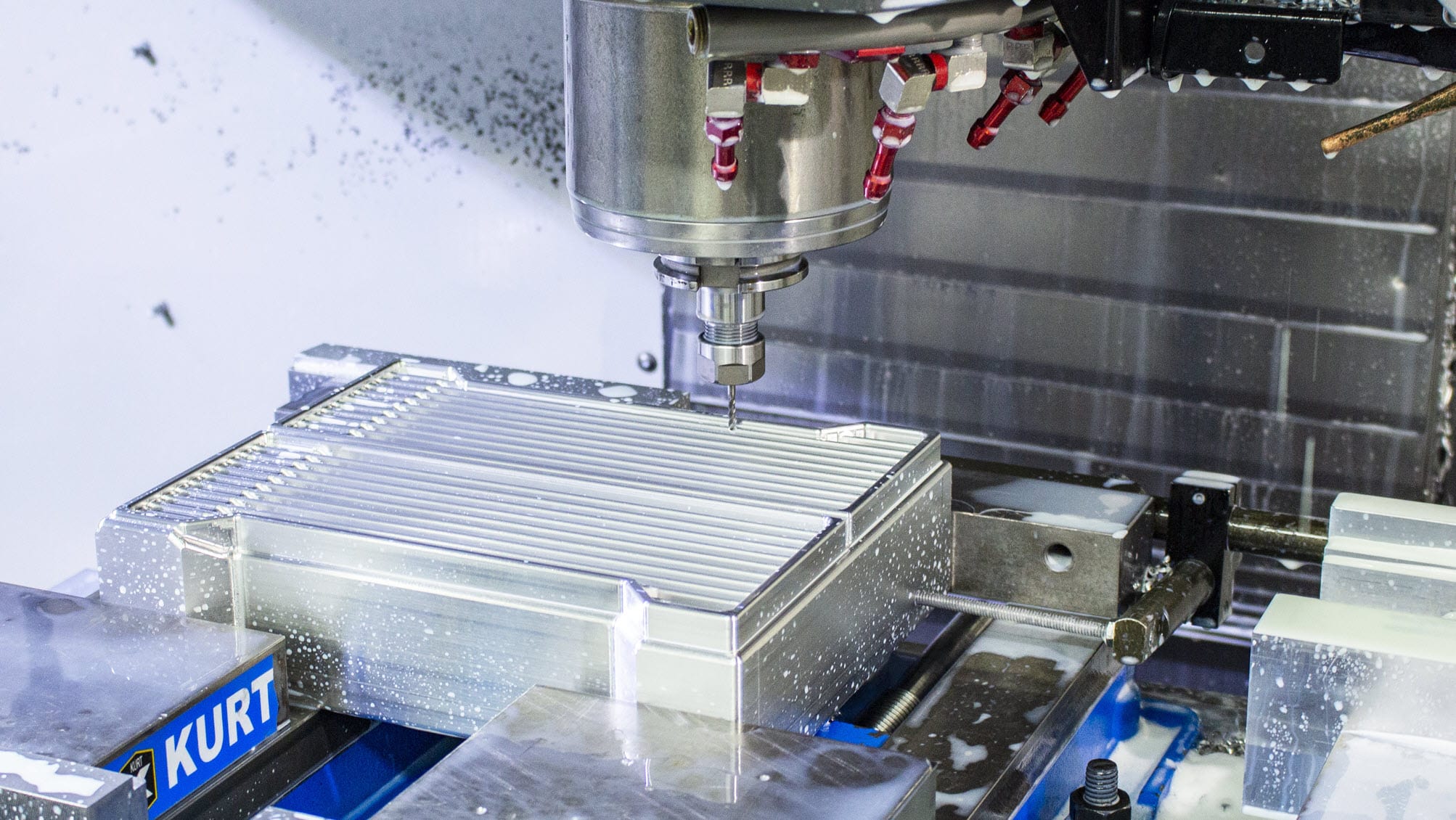
CNC Dik İşlemede Boyut Sınırlamaları
CNC dik işleme makineleri, bir iş parçasından malzeme çıkarıp almak için döner kesme takımı kullanır. Dik işleme makinesi boyut sınırlamaları, CNC işlemenin çalışma alanı ve takımların alanı tarafından belirlenir.
CNC İşlemede Çalışma Alanı
Dik işleme makinesi tablasının (X ve Y) fiziksel boyutu ve maksimum eksen (Z) hareket mesafesi, işlenebilecek iş parçası boyutunu sınırlar. Çalışma alanının, iş parçası için nihai maksimum boyutu belirtmediği ve iş parçasının takım tarafından daha da sınırlanabileceği bilinmelidir.
Takım Çalışma Alanı
Kesici takımın uzunluğu ve engelleme olmadan farklı alanlara ulaşabilme kabiliyeti, iş parçasında bir boyut sınırlaması oluşturur. Örneğin, parçadaki derin yapılar genellikle takımın hareket mesafesinden ziyade takım uzunluğu ile sınırlanabilir.
Bunu daha da açıklamak gerekirse, aşağıdaki resimde olduğu gibi dar oluklara sahip bir parçanız varsa, takım uzunluğu sınırlayıcı faktör olacaktır çünkü olukların derinliği takımın uzunluğunu aşarsa, takım tutucu, bileşenin üst yüzeyinden içeriye giremez.
Hassasiyet açısından bakarsak, Kern Microtechnik tarafından üretilen makineler ±2 mikron (±0,00007 inç) kadar sıkı toleranslara ulaşabilir.

CNC Dalma Erozyon Boyut Sınırlamaları
CNC dalma erozyon, bir iş parçasında delikler açmak için kullanılır ve boyut sınırlamaları öncelikle makinenin Z ekseninde hareketinden ve matkap uçlarının uzunluğundan etkilenir. Bu nedenle, matkap ucu uzunluğunun ve eksen hareket mesafesinin delinmesi gereken iş parçasının kalınlığını/yüksekliğini aşmasını sağlamak önemlidir. Başka bir boyut sınırı, delinebilecek iş parçasının maksimum uzunluğunu ve genişliğini belirleyen CNC dalma makinesinin yatak boyutudur.
Hemen CNC İşleme ile Parça Üretimi Siparişi Verin
CNC işleme prosesindeki boyut sınırlamalarını anlamak, tasarımlarınızı optimize etmek ve üretimde başarı sağlamak için önemlidir. Çalışma alanı, eksen hareket mesafesi, malzemeyle ilgili hususlar ve ardıl işlem seçenekleri hakkında net bilgilere sahip olduğunuzda, CNC işleme için çok uygun parçalar ortaya çıkarabilirsiniz. Hemen bir CNC işleme anlık fiyat teklifi alın ve üretiminize başlayın!






Comment(0)