 Europe
Europe  Türkiye
Türkiye 

Enjeksiyon kalıplamada doğru boyutlar ve sıkı toleranslar, tasarım ve üretim açısından en önemli faktörlerdir. Bir tasarımda bunlar doğru şekilde uygulanmazlarsa parça düşük performans gösterebilir, deforme olabilir ve başarısızlıkla sonuçlanabilir. Özellikle plastik enjeksiyon kalıplama ile üretilen kompleks parçalar için sıkı tolerans önemli bir özelliktir. Genel olarak, enjeksiyon kalıplama için tipik bir tolerans +/-0,1 mm iken çok sıkı bir tolerans +/- 0,025 mm’dir.
Parça Toleranslarını Etkileyen Faktörler
Çekme (Shrinkage)
Farklı malzemeler farklı çekme oranlarına sahiptir; çekme oranı ne kadar yüksekse, sıkı bir tolerans elde etme olasılığı o kadar düşüktür. Kristal malzemeler (ör. PEEK, PA, PP) genellikle amorf malzemelerden (ör. PE, PC, PS) daha geniş toleranslara sahiptir. Bunun nedeni, kristalin (crystalline) malzemelerin kristalin bir katıdan (yoğun doldurulmuş moleküler yapı) amorf bir ergimiş sıvıya (daha az yoğun moleküler yapı) faz değişimi geçirmeleri ve bunun sonucunda hacimlerinin değişmesidir.
Öte yandan, amorf malzemeler ergitildiklerinde bile amorf kalırlar ve hacimlerinde büyük değişiklik olmaz. Bu nedenle de daha az çekerler.
| Amorf plastikler | Yarı kristal plastikler | Maliyet |
| Yüksek Performans Plastiği
Polieterimid veya PEI
|
Yüksek Performans Plastiği
Polietereterketon veya PEEK
|
Yüksek |
| Mühendislik Plastiği
Polikarbonat veya Şeffaf PC
|
Mühendislik Plastiği
Polimid veya PA (Nylon)
|
Orta |
| Ticari Kullanım
Polistiren veya PS Saydam
|
Ticari Kullanım
Polipropilen veya PP
|
Düşük |
Plastik enjeksiyon kalıpları, tipik toleransları yaklaşık +/-0,1 ila 0,7 mm olacak şekilde, CNC işleme ile alüminyum veya çelikten üretilir. Plastik bir kalıbın içine enjekte edildiğinde soğur ve çeker. Çekme oranı, kullanılan reçine veya plastiğe bağlı olarak değişir. Malzemenin soğuma sırasında çekmesini telafi etmek için, her kalıp, üretilecek parçadan biraz daha büyük olacak şekilde işlenir.

Çekmeyi Nasıl Azaltabiliriz
Farklı malzemeler farklı çekme oranlarına sahip olduğundan, olabilecek çekmeyi önceden belirlemek için kullanmak istediğiniz plastiğin çekme oranını öğrenmek uygun olacaktır.
Bu çekme oranı oldukça öngörülebilir olsa da, reçinedeki küçük değişiklikler çekmeyi ve dolayısıyla nihai parça toleransını etkiler. Çekmedeki değişim, parça büyüdükçe büyür; bu nedenle malzemeye bağlı olarak çekme nedeniyle toleransın yaklaşık +/- 0,05 mm olmasını bekleyebiliriz. Sonuç olarak, örneğin, 100 mm’lik bir ABS parçanın yaklaşık +/- 0,28 mm’lik bir toleransı olacaktır. Parçadan parçaya, tekrarlanabilirlik çok tutarlıdır ve çok az sapma vardır veya hiç sapma yoktur.
Çarpılma (Warpage)
Reçine kalıpta soğudukça tüm parçalar çeker. Tekdüze (uniform) duvar (et) kalınlığına sahip parçalar homojen şekilde (her tarafı eşit miktarda) çeker ve çarpılma ve çöküntüler oluşmaz. Homojen olmayan et kalınlıkları farklı hızlarda soğuyacak ve çekecek ve bu da parça tasarımında bulunan bükülme miktarını artıracaktır.
Çarpılma Nasıl Azaltılır
Tekdüze olmayan bir et kalınlığı kullanılacaksa, kalınlıktaki değişim nominal et kalınlığının %15’ini geçmemeli ve başarılı bir kalıplama elde etmek için her zaman yumuşak (düz) veya konik bir geçiş kullanılmalıdır. Aşağıdaki tablo, çarpılmayı önlemek için önerilen et kalınlıklarını göstermektedir.
| Malzeme | Önerilen Duvar (Et) Kalınlığı |
| ABS | 1,1-3,5 mm |
| Asetal | 0,7-3,0 mm |
| Akrilik | 0,6-12 mm |
| Sıvı kristal polimer | 0,7-2,9 mm |
| Uzun elyaf takviyeli plastikler | 1,9-27 mm |
| Nylon | 0,7-2,9 mm |
| Polikarbonat | 1-3,8 mm |
| Polyester | 0,6-3,1 mm |
| Polietilen | 0,7-5 mm |
| Polifenilen Sülfür | 0,5-4,5 mm |
| Polipropilen | 0,88-3,8 mm |
| Polistiren | 0,88-3,8 mm |
| Poliüretan | 2-19 mm |
Isıl Genleşme
Sıcaklık, tasarım aşamasında dikkate alınması gereken bir diğer husustur. Çoğu reçine ve plastikteki yüksek ısıl genleşme oranları nedeniyle sıkı toleranslar sağlamak zor olabilir. Plastik parçalar kontrollü bir ortamda sıkı toleransları koruyabilse de, zamanla ve sıcaklık değiştikçe, (ör. gerçek yaşam koşullarında dış mekanlarda nihai ürünler olarak kullanıldığında) bu boyutları korumaları mümkün olmayabilir. Plastik parçalar, metaller gibi diğer malzeme türleriyle bir araya getirildiğinde ve parça, aşırı sıcaklık değişimlerinin olduğu bir ortamda kullanıldığında, bu özellik kritik önem kazanır.
Isıl Değişimlerin Etkisi Nasıl Azaltılır?
Çevre ve dış sıcaklık koşulları plastiğin davranışını etkilediğinden, mühendisler ideal olarak hangi enjeksiyon kalıplama malzemesinin kullanılması gerektiğini önceden belirlemelidir. Çevre koşullarına öngörülemez şekilde tepki veren yanlış bir malzeme seçilirse, sıkı toleranslar elde edilemez.
Plastiklerin genellikle yüksek ısıl genleşme katsayılarına sahip olduğu dikkate alınmalıdır. Toleranslar kontrollü bir ortamda farklıdır ve gerçek koşullarda kullanılmaya başladıklarında başarısızlıkla sonuçlanabilirler. Örneğin, ULTEM ve PEEK plastikleri ABS veya PC’den daha yüksek ısıl dirence sahiptir.
Parça Tasarımı
Parçanın toleranslarını belirleyen en önemli faktördür. Bir projenin tasarım aşamasında iyileştirmeler yapmak, üretim sırasında sıkı toleransların sağlanmasına yardım etmeye ek olarak, kaliteyi, üretilebilirliği iyileştirmeye, maliyetleri azaltmaya ve son kullanıcı memnuniyetini sağlamaya da olanak sağlar.
Parça geometrisi, toplam boyut ve duvar (et) kalınlığı gerekliliklerinin tümü tolerans kontrolü üzerinde etkili olabilir. Kalın duvarlar, kalın bölümlerde farklı çekme oranlarına sahip olabilir ve bu da parça farklı bölümlerde farklı şekilde çektiği için sıkı toleransları korumayı zorlaştırır. Sıkı toleransa sahip olan parçanın boyutu büyükse, boyutun da bir etkisi vardır (küçük alanlarda sıkı toleransları korumak daha kolaydır). Boyutlar ne kadar büyükse, toplam çekme o kadar büyük olur ve sıkı toleransları kontrol etmek ve korumak daha da zorlaşır.
Çözüm
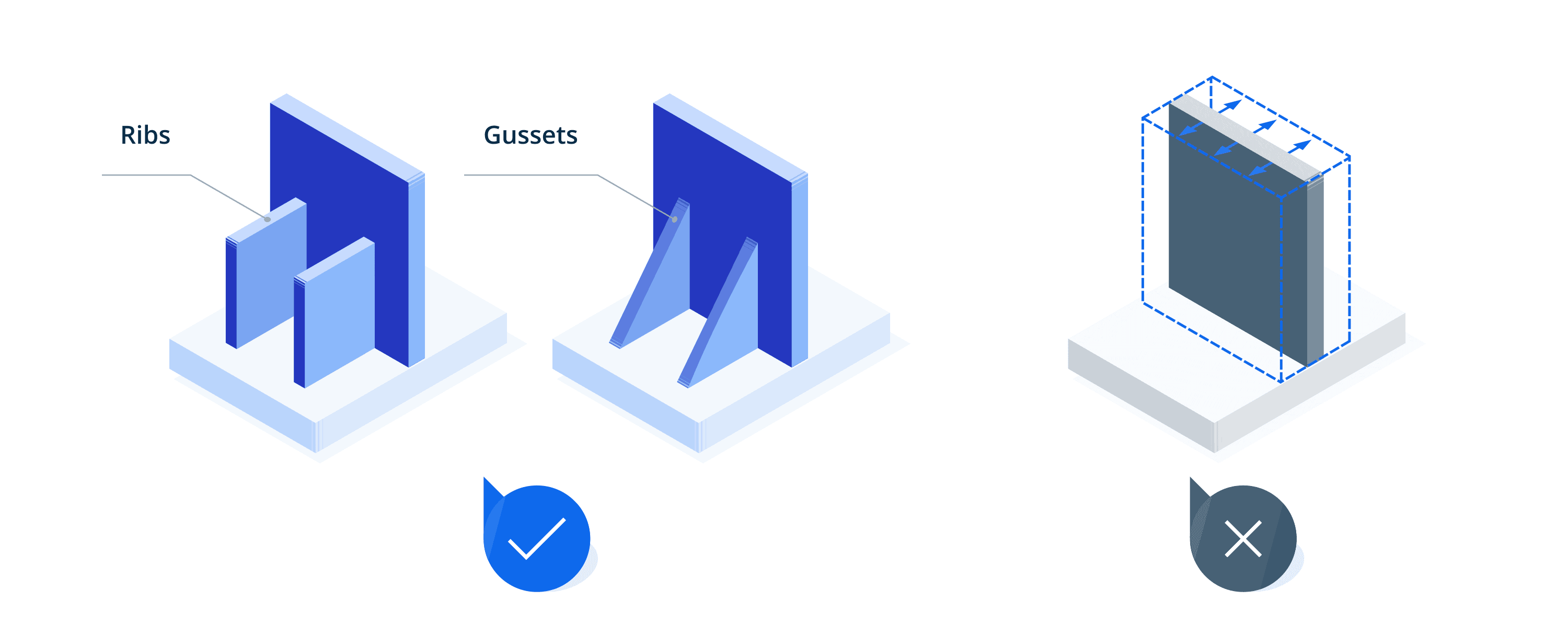
Tasarım aşamasının çok erken bir aşamasında sıkı toleransları belirlemek, mühendislerin enjeksiyon kalıplama toleranslarını etkileyen faktörleri (parça geometrisi, parça boyutu ve et kalınlığı gibi özellikler) belirlemesine olanak tanır. Bir parçanın tümünde homojen duvar kalınlıklarını korumak, deformasyonlara yol açan ve parçanın verimliliğini ve sıkı toleransları koruma kabiliyetini engelleyen düzensiz çekme oranlarını önlemek için önemli bir faktördür. Çoğu durumda mukavemet sağlamada, destek federleri veya destekler gibi tasarım özellikleri, duvar (et) kalınlığını artırmaktan daha etkilidir.

Parça Karmaşıklığı
Parça karmaşıklığı ayrıca malzeme akışını ve kalıp sistemi tasarımını da etkiler çünkü parçaları kalıba hızlı bir şekilde doldurmak, uygun kalıp sistemi sıcaklığını korumak ve soğutma işlemi yönetimi sıkı toleranslar için önemlidir.
Çözüm
Bu kısım üreticilerle daha fazla ilgili olsa da, yine tasarım aşamasında bu yönü akılda tutmak gerekir. Undercuts unsurlarından kaçınmak için tasarımın mümkün olduğunca basit hale getirilmesi önerilir. Karmaşıklık kaçınılmazsa, hareketli parçalara (side actions) sahip daha iyi bir kalıp tasarlamak daha avantajlıdır. Doğru şekilde tasarlanmış kalıp sistemleri, parçaların düzgün bir şekilde soğumasını ve sıkı tolerans standartlarına uymasını sağlamada önemli bir rol oynar.
Mühendisler; enjeksiyon basıncını, reçine viskozitesini ve kalıp doldurma süresini kontrol ederek değişkenleri izleyip ayarlayabilir ve proses boyunca doğru basıncı, uygun ısıtmayı ve soğutmayı sağlayabilir. Kalıp sıcaklıkları, ısınması ve soğuması, çekme ve çarpılma gibi toleransı etkileyen faktörlerle ilgili doğru tahminlerde bulunabilmek için kalıp doldurma analizi gereklidir.
Kalıp sistemi (tooling)
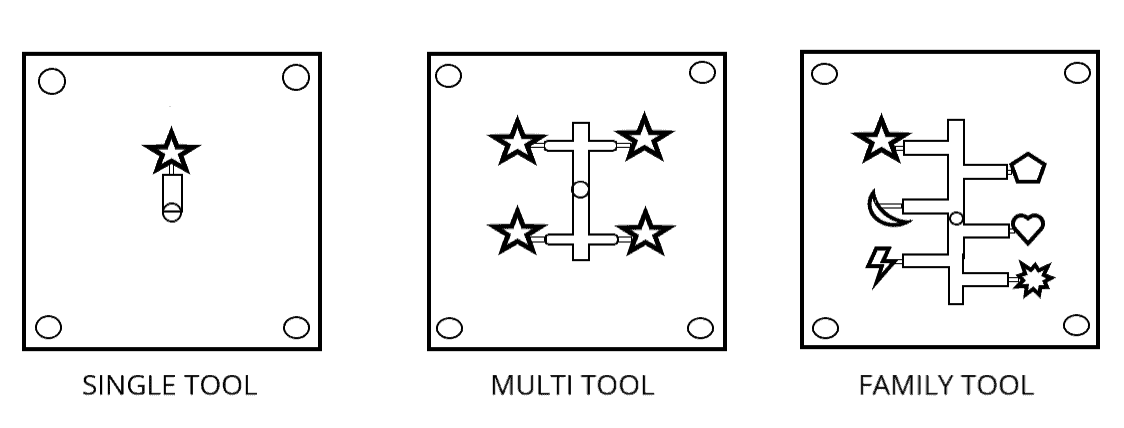
Enjeksiyon kalıplamada üç tip kalıp sistemi mevcuttur:
- Tek gözlü kalıp – Tek bir plastik dolumu ile tek bir parça üretir
- Çok gözlü kalıp – Tek bir plastik dolumu ile birden fazla parça üretir
- Aile kalıbı (family cavity tool) – Tek bir plastik dolumu ile bir montaj düzeneğinin tüm parçalarını üretir

Kalıp sistemi tasarımı, kalıp malzemesi ve boşluklar (cavitation), istenen toleransı elde etme kabiliyetini etkileyen ana faktörlerdir. Kalıpları ısıtma ve soğutma ihtiyacı, sahip olduğu oyuk sayısı, sıkı toleranslara ulaşmayı daha da zorlaştırabilir. Kalıp sistemi tasarımı, tutarlı ve tekrarlanabilir soğutma sağlamada başarısız olursa, çekme oranları artar ve yetersiz toleranslara yol açar. Örneğin, çok gözlü kalıplar ve aile kalıplarında daha fazla oyuk bulunur; bu nedenle bunlara daha fazla soğutma desteği verilmesi gerekir. Bir kalıbın oyukları, tasarımın kendisinden dolayı veya kalıbın basıncı veya sıcaklığı gibi faktörlerden dolayı hatalara yol açabilecek şekilde tasarlanmışsa, sıkı toleranslara ulaşmak zor olabilir.
Çözüm
Bu kısım imalatçılar için daha önemlidir, ancak tasarımcılar için de yararlı olabilir. Üretim prosesleri, bir parçanın uygulanabilirliğini ve kalitesini etkileyen önemli sayıda faktörü içerir ve proses kontrolleri, bu faktörleri sapmayı en aza indirecek şekilde kalibre etmenin bir yoludur.
Kalıba yerleştirilmiş sıcaklık ve basınç sensörleri, bu parametreler hakkında gerçek zamanlı geri bildirim sağlayarak ve kabul edilemez değişiklikler tespit edilirse hızlı ayarlamalar ve değişikliklere imkan vererek proses kontrollerinin geliştirilmesinde önemli bir rol oynar. Bu faktörler uygun şekilde kontrol edildiğinde, kalıp sisteminde sıkı toleranslara ve minimum sapmaya sahip parçalar üretilebilir. Kalıp doldurma analizi de kalıbın durumunu belirlemede başka bir yöntemdir.
Diğer Hususlar
Üretimden önce en önemli şey, parça için sıkı toleransların gerekip gerekmediğini belirlemektir. Parça tasarımınız için veya gerekli son kullanım amacına bağlı olarak, sıkı toleranslar gerekli olmayabilir. Tasarım mühendisleri genellikle CAD yazılımında bir tolerans belirler ve tüm boyutların toleransları, bu sıkı tolerans değerine göre belirlenir. Gerçekte, parçanın sıkı toleranslara ihtiyacı olmayabilir. Daha sıkı toleranslar, daha yüksek üretim ve geliştirme maliyetlerini sonuç verebilir.
Sonuç
Xometry Türkiye, hem prototipleme hem de seri üretim için çevrimiçi plastik enjeksiyon kalıplama hizmetleri sunmaktadır. Avrupa ve Türkiye genelinde 2.500’den fazla üretim partnerinden oluşan bir imalat ağına sahip olan Xometry, enjeksiyon kalıplama ile üretilmiş parçaları kısa sürede teslim edebilmektedir. Enjeksiyon kalıplama için sunduğumuz çeşitli üretim seçenekleriyle anında fiyat teklifi almak için, CAD dosyalarınızı Xometry Anlık Fiyat Motoru’na yükleyebilirsiniz.





Comment(0)