 Europe
Europe  Türkiye
Türkiye 

Bei der Kunststoffextrusion handelt es sich um eines der grundlegenden Herstellungsverfahren in der Kunststoffbranche. Mit dieser Methode wird Kunststoffrohmaterial in ein kontinuierliches Profil umgewandelt, wodurch die verschiedensten Formen und Größen für die unterschiedlichsten Anwendungen erreicht werden können.
Im Laufe der Geschichte spielte dieses Verfahren eine entscheidende Rolle bei der Stärkung des Kunststoffsektors, und hat ihn durch Innovationen und die Skalierbarkeit vorangetrieben.Seine Ursprünge liegen dabei bereits zu Beginn des 19. Jhd. als Erfinder damit begannen, das Potenzial der Umformung von Kunststoffen zu erkunden. Auch heute noch bleibt die Extrusion von Kunststoff ein effektives hochvolumiges Herstellungsverfahren für Kunststoffprodukte wie Leitungen, Rohre und Verkleidungen.
Was ist die Kunststoffextrusion?
Im Kern ist die Kunststoffextrusion ein Herstellungsverfahren, das konsistente Produkte mit gleichmäßigen Querschnitten erzeugt. Kunststoffextruder können verschiedene offene und auch geschlossene Formen abdecken. Die häufigsten Formen sind dabei einfache Ring- oder Vierkantprofile, wie sie in Rohr- und Rohrleitungsanwendungen verwendet werden, in der Regel in einer solchen Ausfertigung, dass sie gewissen Industrienormen entspricht, und das Rohr somit kompatibel zu Anschlüssen und anderen Komponenten passt.
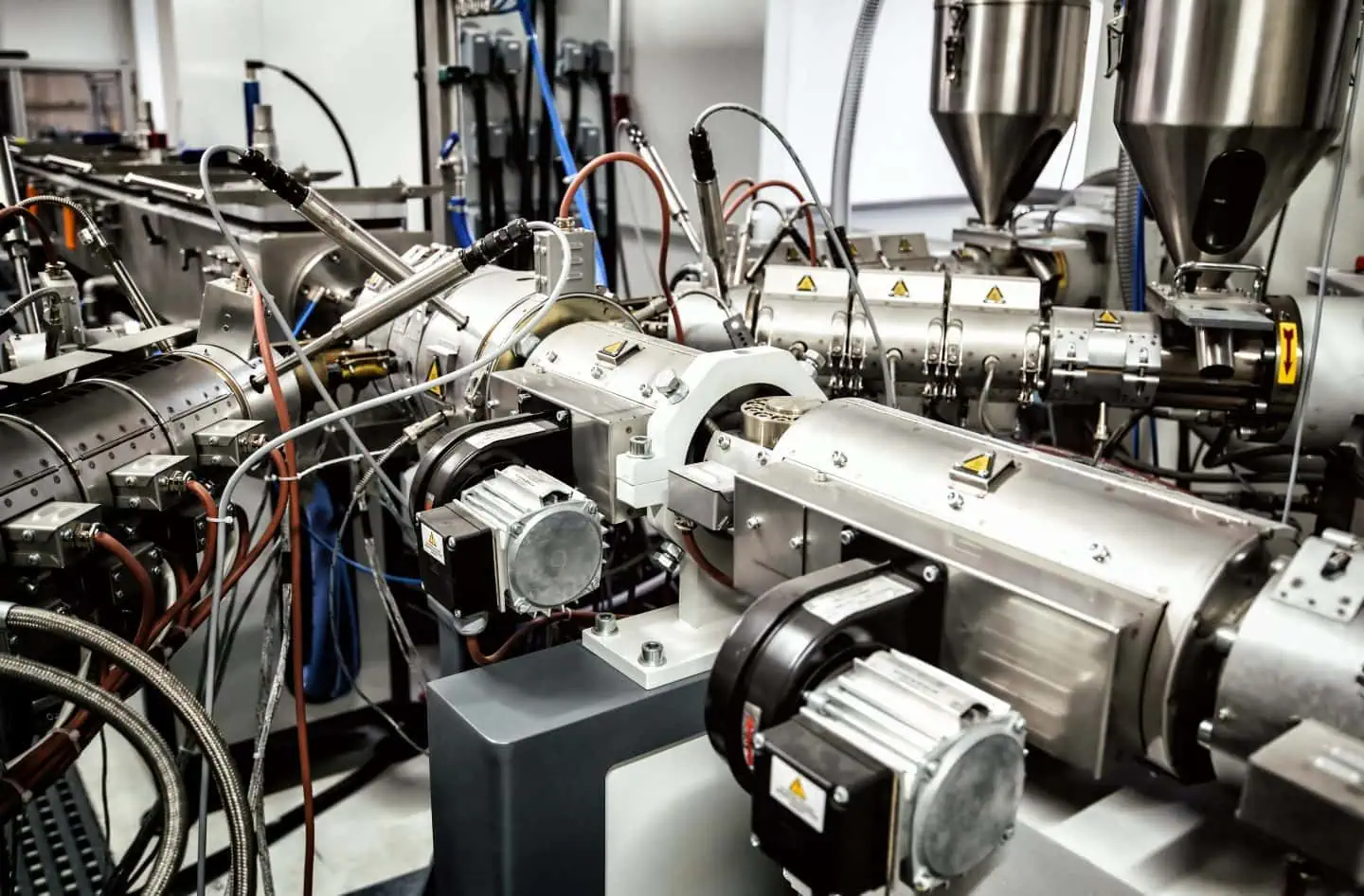
Durch Hitze und Druck werden thermoplastische Materialien in spezifische Formen transformiert, was erst durch ein System aus genau designten Komponenten möglich wird:
- Trichter: Er dient als Startpunkt, denn der Trichter enthält das Kunststoffgranulat, und hält es für die bevorstehende Reise durch den Prozess bereit.
- Zufuhrkehle: Diese Komponente leitet das Kunststoffgranulat effizient vom Trichter weg und führt es der beheizten Trommel zu.
- Trommel: Innerhalb der beheizten Grenzen der Trommel nähert sich der Kunststoff seinem Schmelzpunkt. Im Inneren treibt eine rotierende Schnecke das erweichende Material langsam in Richtung des Zuführrohres.
- Brecherplatte: Die Brecherplatte filter strategisch das Material aus der Trommel. Neben seiner Aufgabe als Filter ist diese Komponente essenziell für die Aufrechterhaltung des erforderlichen Drucks im System.
- Matrize: Die Matrize ist die entscheidende Formgebende Komponente im Verfahren. Der geschmolzene Kunststoff nimmt die Form der Matrize an, und wird somit in die gewünschte Form gebracht.
- Zuführrohr: Dieses Teil hat die grundlegende Aufgabe als Transportweg für den beinahe verflüssigten Kunststoff aus dem Fass zu dienen.
- Kühltank: Diese letzte Phase ist entscheidend. Der frisch geformte Kunststoff wird hier in ein Schnellkühlsystem eingebracht, erhärtet und erhält so engültig seine neue Form.


Wie funktioniert die Kunststoffextrusion?
Der Kunstsstoffextrusionsprozess funktioniert folgendermaßen:
- Materialvorbereitung: Der Rohkunststoff, vornehmlich Granulate oder Pellets, dienen als Ausgangspunkt für den Kunststoffextrusionsprozess. In der Regel in einem Trichter untergebracht, wird dieser Kunststoff durch eine Einlassöffnung in Richtung des Extruders geleitet. Sobald die Pellets die Förderschnecke im Inneren erreichen, beginnt ihre Transformation und sie schmelzen langsam.
- Schmelzen und Fördern: Im Inneren des Extruders, der aus einer beheizten Trommelkammer und einer rotierenden Schnecke besteht, durchläuft der Kunststoff signifikante Veränderungen. Die sich drehende Schnecke kann, obwohl sie präzise gesteuert werden kann, auch Drehzahlen von 120 U/min erreichen. Die Rotation transportiert dabei die Kunststoffperlen und setzt sie dabei der Wärme in der Trommel aus. Als Folge daraus verflüssigt sich der Kunststoff durch die Mischung aus eingetragener Wärme und Reibung durch die sich drehende Schraube. Die erreichten Temperaturen liegen dabei zwischen 200 und 275°C. Danach durchläuft der geschmolzene Kunststoff ein Filtersystem, verliert darin Unreinheiten, und zwar durch die Unterstützung einer Brecherplatte, die durchgehend unter einem Druck von 34 MPa steht.
- Extrusionsprozess: Nach dem rigorosen Schmelzen und Vermischen findet der geschmolzene Kunststoff seinen Weg durch eine maßgefertigte Matrize oder Gussform am Ende des Extruders. Dieser entscheidende Schritt verleiht dem Kunststoff die gewünschte Form und bestimmt somit die abschließenden Maße.
- Abkühlen und Dimensionierung: Beim Verlassen der Matrize durchläuft der Kunststoff einen Kühltank. Hier greifen wasser- oder luftbasierte Systeme ein, entziehen dem Kunststoff Wärme und verfestigen somit den Kunststoff in seiner neuen Form. Die Sicherstellung der perfekten Form benötigt gegebenenfalls, dass Messgeräte zum Einsatz kommen, mit denen die Einhaltung der gewünschten Abmessungen bestätigt werden kann.
- Schleppen und Schneiden: Rollen oder gleichwertige Mechanismen „schleppen“ oder ziehen den umgewandelten Kunststoff und stellen somit seine ungehinderte Bewegung im richtigen Tempo und mit der richtigen Spannung durch das Verfahren sicher. Das extrudierte Profil wird dann mit Schneidwerkzeugen oder Sägen in präzise abgemesse Stücke geteilt.
- Weiterverarbeitung: Über diese Kernarbeitsschritte hinaus benötigen einige extrudierte Produkte zusätzliche Aufmerksamkeit. Zu den damit verbundenen Verbesserungen gehört die Oberflächenbehandlung oder das Verschmelzen weiterer Komponenten mit der gerade extrudierten Form.
- Prüfung und Qualitätskontrolle: In dieser Phase wird das extrudierte Profil einer genauen Untersuchung unterzogen. Hier werden alle Auffälligkeiten, Maßabweichungen oder andere Qualitätsparameter sorgfältig geprüft.

Kunststoffextrusionsmaterialien
Die Wahl des Materials hängt in entscheidendem Maße von den gewünschten Eigenschaften des Endprodukts ab. Sei es Festigkeit, Farbton, Elastizität oder andere. Die am häufigsten verwendeten Materialien sind die Folgenden:
Acrylnitril-Butadien-Styrol (ABS)
Die Bildung von ABS beinhaltet Polymerisationsverfahren, die es mit einer Zähigkeit versehen, die selbst die von Polystyrol übertrifft. Die einzigartige Komposition verleiht ihm einen wasserdichten Glanz und sorgt für Temperaturbeständigkeit. Aufgrund seiner Haltbarkeit und seiner Ästhetik wird ABS universell im Bereich der Unterhaltungselektronik und bei Automobilkomponenten eingesetzt.
Polyethylen (PE)
Als hochgeschätzter Thermoplast bietet Polyethylen Flexibilität in Verbindung mit bemerkenswerter chemischer Widerstandskraft. Insbesondere wird es bei der Herstellung von Behältern, Rohren und Verpackungsfolien verwendet und bietet zudem eine beeindruckende Vielfalt an Farben, Festigkeit und Widerstandsfähigkeit in kälteren Klimazonen.
Polypropylen (PP)
Geschätzt für seinen Chemikalienbeständigkeit findet Polypropylen umfassend Anwendung in einer Vielzahl von Bereichen, darunter Automobilkomponenten bis hin zu Verpackungen. Es bietet eine harmonische Balance zwischen Farbvielfalt, Schlagfestigkeit und Leistung bei niedrigen Temperaturen.
Polyvinylchlorid (PVC)
PVC sticht durch sein vielfältiges Anwendungsspektrum und seine Kosteneffizienz hervor. Während sich flexibles PVC durch seine Anpassungsfähigkeit und Wetterbeständigkeit auszeichnet, ist sein festes Gegenstück exzellent im Hinblick auf Stabilität und Schlagfestigkeit, wodurch es ein idealer Ersatz für Materialien wie Holz und Metall, in Produkten wie Fenster oder Kühlschränken darstellt.
Polystyrol (PS)
Bekannt für seine Steifigkeit und sein geringes Gewicht, verbleibt Polystyrol weiterhin die erste Wahl für Isolation, Verpackung und Einweggeschirr.
Polyamid (PA oder Nylon)
Nylon ist ein robuster Thermoplast, der sich für seine mechanische Eignung rühmt. Xometry kann nicht oft genug auf seine umfangreichen Anwendungsgebiete hinweisen, die von Textilien bis hin zum Bau von Automobilteilen reichen.
Polycarbonat (PC)
Die Transparenz und Schlagfestigkeit von Polycarbonat machen es zum Material der Wahl für alle, die optische Klarheit benötigen. Neben seiner Haltbarkeit und farblichen Flexibilität ist es unter verschiedenen Temperaturbedingungen gut aufgehoben, was es für Branchen wie die Automobilindustrie und die Elektronik interessant macht.
Polyethylenterephthalat (PET)
Vorwiegend in der Lebensmittel- und Getränkebranche im Einsatz, dreht sich das Haupteinsatzgebiet von PET um die Verpackung. Dennoch endet seine Vielfalt hier noch lange nicht; neben Textilien hat es noch andere technische Facetten.


Vergleichstabelle
| Materialbezeichnung | Hitzebeständigkeit | Chemikalienbeständigkeit | UV-Beständigkeit | Steifigkeit | Kosten |
| ABS | Ausreichend | Gering | Gering | Hoch | Mittel |
| PVC | Gering | Gering | Gering | Variiert | Mittel |
| Polyethylen geringer Dichte (LDPE) | Gering | Gut | Gering | Gering | Niedrig |
| Hochdichtes Polyethylen (HDPE) | Ausreichend | Exzellent | Ausreichend | Hoch | Niedrig |
| PET | Gering | Gut | Gut | Mittel | Mittel |
| UHMW PE | Gering | Gut | Gering | Mittel | Niedrig |
| Polypropylen (PP) | Exzellent | Exzellent | Gering | Hoch | |
| Nylon (PA) | Exzellent | Exzellent | Ausreichend | Hoch | Hoch |
| Polycarbonat (PC) | Exzellent | Ausreichend | Exzellent | Hoch | Hoch |
Arten von Kunststoffextrusionsverfahren
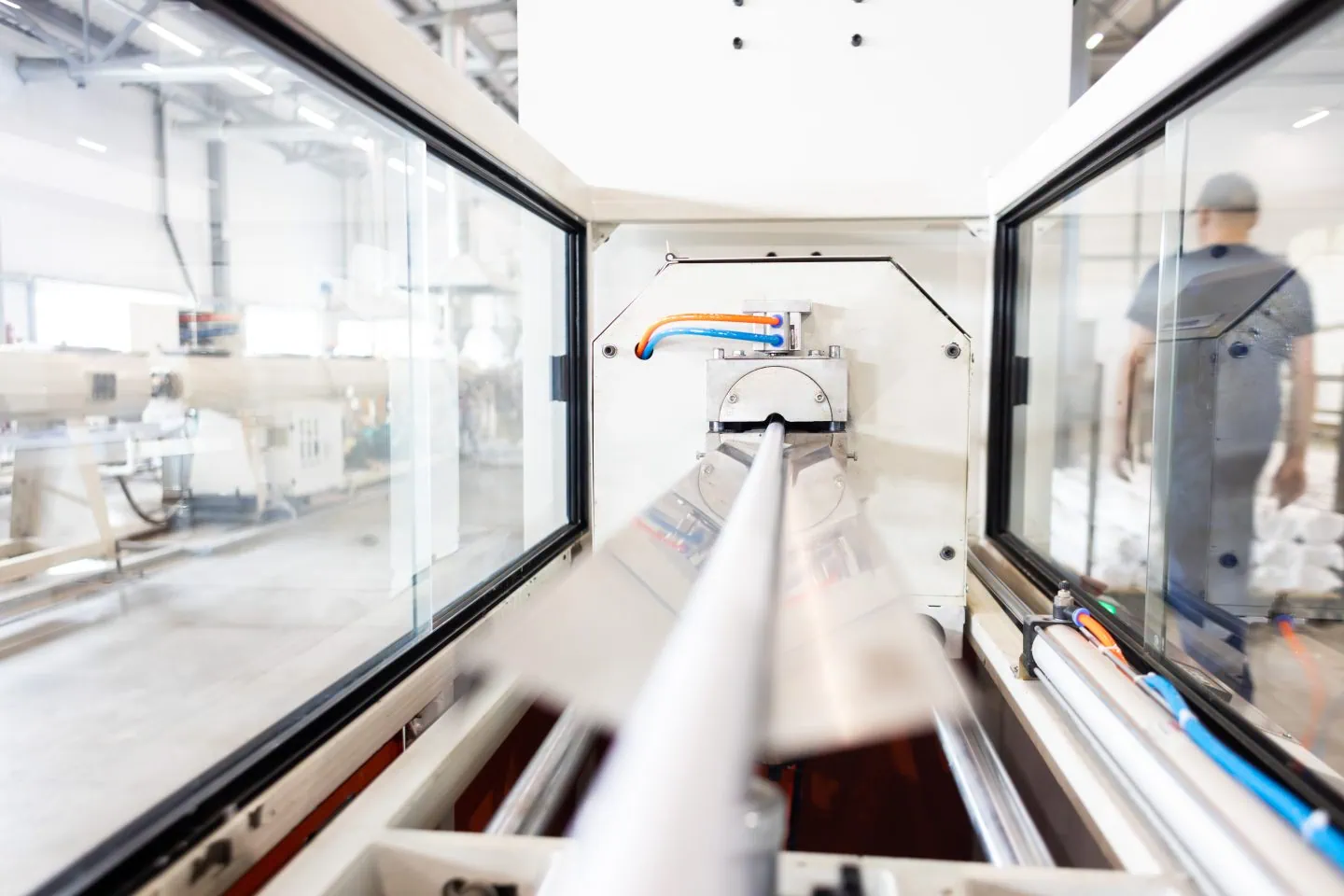
Schlauchextrusion

Die Schlauchextrusion dient der Herstellung von Rohren oder anderen länglichen Hohlkörpern. Das Verfahren bleibt jedoch bis zur Matrize erst einmal identisch. An diesem kritischen Punkt bewirkt die strategische Verwendung von innenliegendem Überdruck einen dauerhaft glatt verlaufenden Prozessablauf und umgeht gleichzeitig den typischen Energiebedarf, der sonst mit hohlen Gegenständen einhergeht.
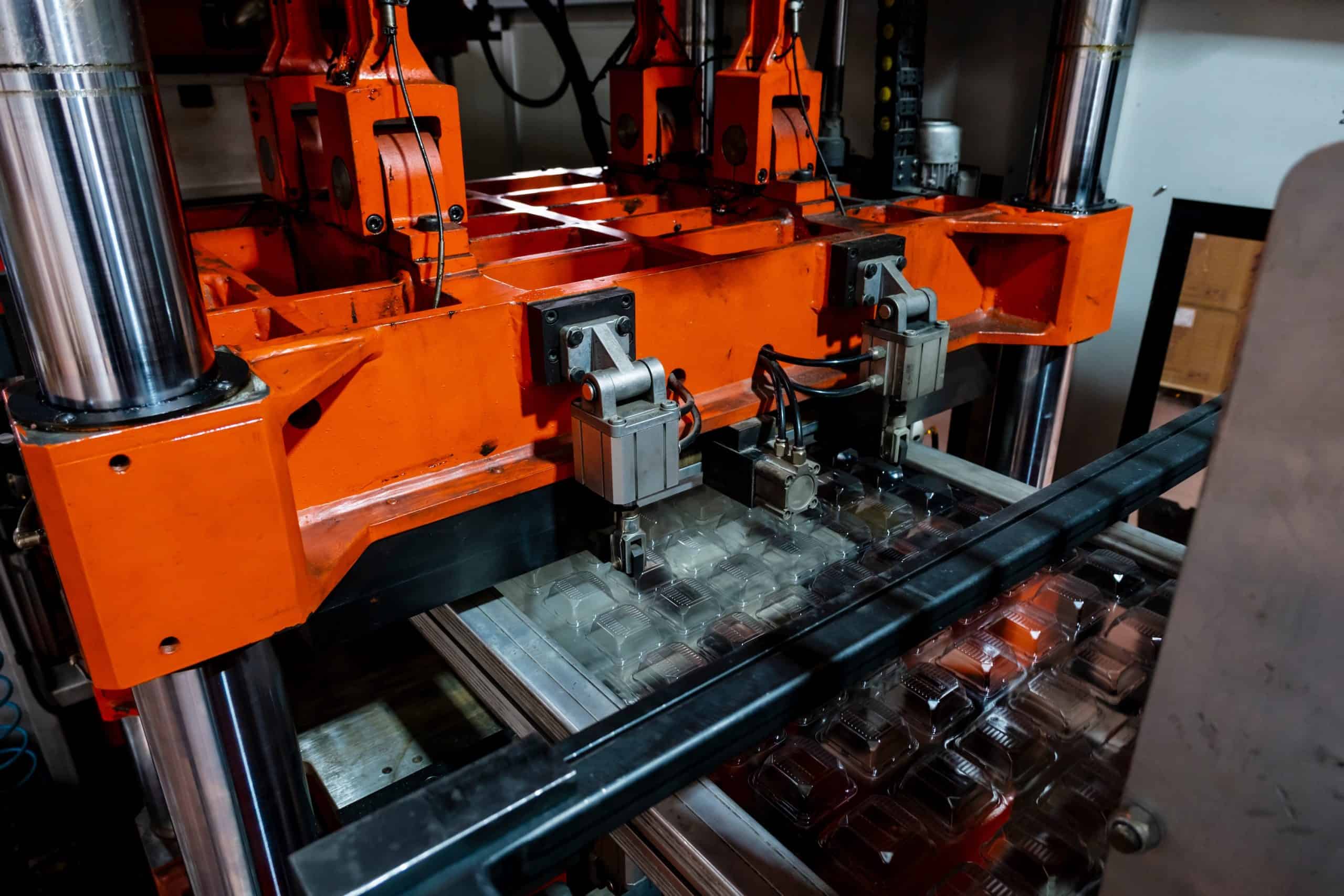
Blasfolienextrusion

Dieses Verfahren ist von zentraler Bedeutung für die Herstellung von Einkaufstüten und anderen Verpackungsmaterialien und sticht dadurch hervor. Während die einleitenden Schritte dem typischen Extrusionsverfahren entsprechen, beginnt der Unterschied an der Matrize.
Das extrudierte Material formt erst einmal ebenfalls einen Schlauch, nur wird dieser mit Luftdruck aufgeblasen, um eine Art Blase zu bilden. Diese Blase ist dadurch sorgfältig gedehnt und abgekühlt, was in einer kontinuierlichen und dünnen Kunststoffbahn resultiert. Diese Bahn bewegt sich zwischen Klemmwalzen, die einen kontrollierten Druck ausüben und eine einheitliche Dicke sicherstellen wodurch sie gleichzeitig beim Abkühlen helfen. Dieses Verfahren ist auf sehr dünne Kunststoffbahnen bzw. Folien beschränkt, wodurch dicke Bahnen implizit ein anderes Verfahren benötigen.
Folienextrusion

Häufig als ein Geschwisterprozess der Blasfolienextrusion betrachtet, konzentriert sich die Folienextrusion auf werkstücke, die geeignete Dicke für das Blasen überschreiten. Dieses Verfahren eignet sich für flache Kunststofffolien oder -bahnen, für die es ebenfalls breite Anwendungsspektren gibt.
Das Rohmaterial wird, ebenfalls in Pelletform, geschmolzen und dann durch eine sehr flache schlitzförmige Matrize gepresst. Der extrudierte Kunststoff erhält dabei die Form einer kontinuierlichen Bahn, die dann abgekühlt wird und aushärtet. Der Abkühlungsprozess beinhaltet dabei oft, dass die Bahn durch mehrere Kühlrollen läuft. Nach dem Verlassen der Matrize durchläuft das Material aber erst einmal einen sorgfältigen Zieh- und Walzprozess.
Dieser Prozessschritt gibt dem Teil seine gewünschte Form und erlaubt gleichzeitig das Abkühlen, das zur permanenten Verfestigung führt. Die daraus entstehende Kunststoffbahn kann dann weiterverarbeitet werden, oder wird in verschiedene Formen geschnitten, um dann im Anwendungsgebieten wie der Verpackung, Beschilderung oder als Baumaterial eingesetzt zu werden.
Vorteile der Kunststoffextrusion
- Kosteneffizienz: Die Kunststoffextrusion zeichnet sich vor allem anderen durch ihre Wirtschaftlichkeit aus. Im Vergleich mit anderen Herstellungsverfahren, wie dem Spritzguss, demonstriert das Extrusionsverfahren klar seinen ökonomischen Vorteil. Die Einfachheit des Extrusionsverfahrens, das ohne aufwändigen Werkzeugbau sowie Um- und Ausrüstung auskommt, führt zu einer spürbaren Kostenreduktion. Darüber hinaus führt die kontinuierliche Prozessführung zu einer deutlichen konsistenteren Produktion.
- Flexibilität: Die Vielfalt, die die Extrusion bieten kann, ist unschlagbar. Das Verfahren kann Kunststoffe in eine Vielzahl von Formen und Profilen formen, solange nur ein gleichmäßiger Querschnitt aufrechterhalten wird. Das bedeutet, dass eine große Menge an Produkten, von komplexen Formen bis hin zu standardisierten Folien und Kunststoffbahnen oder Rohren effizient mit diesem Verfahren herstellt werden können. Solche Freiheiten erlauben es der Industrie, Innovationen voranzubringen, und das Produkt an sich entwickelnde Märkte anzupassen.
- Hohe Produktionsrate: Der Mangel an Unterbrechungen im Maschinenbetrieb stellt einen konstanten Zufluss an Produkten sicher, und bedient somit hochvolumige Bedürfnisse. Die kontinuierliche Produktion hilft Unternehmen dabei, eine konsistente Lieferkette aufrechtzuerhalten, was sowohl aktuellen als auch zukünftigen Anforderungen des Marktes entgegenkommt.
- Materialersparnis: Die Formbarkeit des heißen Kunststoffs vor dem Abkühlen ist ein entscheidender Vorteil. Dieses intrinsische Merkmal des Verfahrens erlaubt zusätzliche Formgebung und Umformung, und stellt somit sicher, dass das Material optimal eingesetzt wird und somit minimale Abfälle entstehen. Ein solcher Ansatz stärkt die Produktionseffizienz und steht im Einklang mit Nachhaltigkeit und Ressourcenschonung.

Grenzen der Kunststoffextrusion
Während die Kunststoffextrusion mit vielerlei Vorteilen einhergeht, ist es dennoch essenziell, die folgenden Grenzen zu beachten:
- Designeinschränkungen: Ein signifikanter Nachteil der Kunststoffextrusion lieft in der Unvorhersehbarkeit der auf die Extrusion folgende Expansion, auch bekannt als „Düsenschwellung“. Diese unvorhersehbare Ausdehnung kann manchmal die Genauigkeit der Maße des Endprodukts kompromittieren, wodurch weitere Korrekturen und Anpassung notwendig werden.
- Materialeinschränkungen: Obwohl Kunststoffextrusion mit recyceltem Material möglich ist, ist dieser Ansatz nicht ohne seine ganz eigenen Komplikationen. Recycelte Kunststoffe bringen oft Unreinheiten mit sich und verfügen über nicht ganz einheitliche Eigenschaften. Diese Inkonsistenz kann die Gesamtqualität des Endprodukten beeinflussen.
- Einrichtungskosten: Eine Anlage für die Kunststoffextrusion zu errichten, erfordert eine erhebliche Kapitalinvestition. Die zugehörigen Kosten bei der Beschaffung von Düsen/Matrizen und anderer Ausrüstungsgegenstände (insbesondere für spezialisierte Anwendungen) können sehr hoch sein.
- Oberflächenveredelung und Toleranzen: Während die Extrusion sehr vielseitig ist, unterliegt das Verfahren gewissen Einschränkungen im Hinblick auf die zu fertigenden Produkte. Es ist von entscheidender Wichtigkeit, genau zu recherchieren und gegebenenfalls Experten zu konsultieren, um die geeignetste und am besten zu den Anforderungen des Projektes passende Ausstattung für die Extrusion zu ermitteln.
Anwendungsgebiete für die Kunststoffextrusion
Verpackung
Die Kunststoffextrusion dominiert den Verpackungssektor, insbesondere in Form von maßgefertigten und dennoch kostengünstigen und haltbaren Verpackungslösungen für die verschiedensten Produkte. Sie erfüllt dabei sehr spezifische Anforderungen an Größe, Form und Funktionalität.
Bauwesen
Extrudierte Kunststoffe werden umfangreiche für haltbare Fenster- und Türrahmen verwendet. Die langlebebige Natur und inhärente UV-Beständigkeit machen Materialien wie PVC zu einer bevorzugten Wahl für diese Produkte. Neben den Rahmen sind es auch Zierleisten und Rollläden, die häufig extrudierte Komponenten verwenden. So wird die künstliche Holzoptik der Zierleisten häufig durch den Einsatz von extrudiertem Polystyrol erreicht.
Automobilbau
Die Isolation der Kabel in Fahrzeugen bedient sich zum größten Teil der Kunststoffextrusion, da die verwendeten Kunststoffe mit intrinsischen Isolationseigenschaften einher gehen. Die thermische Stabilität der Kunststoffe und ihre Flexibilität machen sie zur besten Wahl für die Gefahrenabwehr an stromführenden Leitungen, da sie zugleich eine haltbare und sichere Umhüllung sicherstellen. Im Automobilsektor ist deshalb auch die Langlebigkeit und Verlässlichkeit der extrudierten Ummantelungen und Isolierungen von größter Bedeutung.
Konsumgüter
Das Spektrum der Konsumgüter, die von der Kunststoffextrusion profitieren, ist riesig. Man bedenke zum Beispiel das Feld der Reinigungsutensilien: Werkzeuge wie Wischer und Rakel, die von vielen Leuten fast täglich verwendet werden, haben zum Beispiel Griffe aus extrudiertem Kunststoff. Einige sind sogar mit gummierten Kunststoffen beschichtet, um die Reinigungsarbeit zu unterstützen, was nur ein weiterer Beleg für die Vielfältigkeit des Extrusionsverfahrens ist.


Kunststoffextrusion vs. Spritzguss
Kunststoffextrusion und Spritzguss sind zwei Hauptverfahren in der Kunststoffindustrie. Jedes von ihnen bietet dabei seine ganz eigenen Vorteile.
Die Kunststoffextrusion zeichnet sich dabei durch die kontinuierliche Produktion von Endlosprofilen mit einem einheitlichen Durchmesser aus. Typische Produkte sind Rohre, Leitungen und Kunststoffbahnen. Die Methode wird aufgrund ihrer Einfachheit bevorzugt, aber auch weil sie kontinuierlich und dabei kostengünstig laufen kann, insbesondere wenn man hochvolumige Projekte anstrebt.
Im Gegensatz dazu spritzt man beim Spritzguss geschmolzenen Kunststoff in eine Form, in der dieser dann abkühlt und aushärtet. Dieses Verfahren ist ideal für die Herstellung sehr spezifischer Gegenstände, die oft über feine Details verfügen. Die Stärke des Verfahrens liegt in der Präzision, der Verwendung von mehreren Materialien auf einmal, und der Herstellung von hochwertigen immer gleichen Komponenten.
| Spritzguss | Kunststoffextrusion | |
| Mengenbereich | 50 – 1.000.000 | > 1 |
| Beispiel | 1 Monat + | 2 Wochen + |
| Prototypenbau | ✔ | ✔ |
| Massenproduktion | ✔ | ✔ |
| Funktionalität | ✔ | ✔ |
| Ästhetik | ✔ | ✘ |
| Komplexe Geometrien | ✔ | ✘ |
| Farbige Teile | ✔ | ✔ |
Bei der Wahl zwischen beiden Methoden ist sowohl das Produktionsvolumen, die Komplexität als auch der Produkttyp zu beachten.
Geben Sie eine Bestellung Produkte aus der Kunststoffextrusion bei Xometry auf
Mit seiner Palette an Vorteilen revolutioniert das Kunststoffextrusionsverfahren den Kunststofffertigungssektor. Es schafft eine harmonische Balance zwischen Wirtschaftlichkeit, Designvielfalt, Produktionseffizienz und nachhalten Praktiken, während es sich als Aktivposten für die moderne Industrie etabliert.
Für Unternehmen, die nach verlässlichen Lösungen für die Produktion von mittelgroßen bis sehr hohen Stückzahlen suchen, bietet Xometry die Kunststoffextrusion als Dienstleistung an.





Comment(0)