Europe
Europe  Türkiye
Türkiye 
Sac Metal Bükümlerinde Büküm Yöntemi Seçimi ve Sac Açınımı Hk.
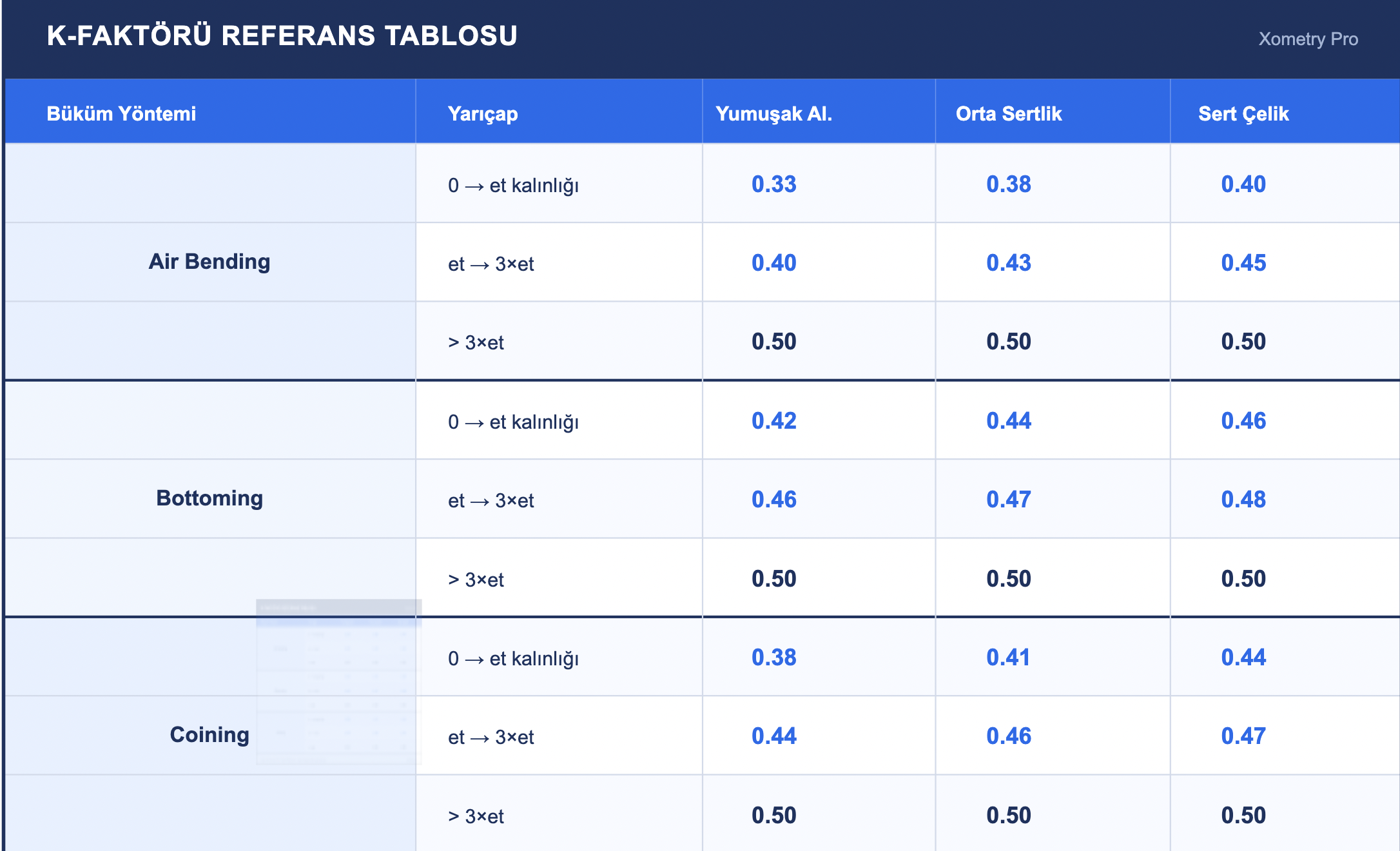
Bükümlü bir sac parça tasarlayıp en doğru şekilde imal edilmesini istiyorum. Parçanın tasarımı bitince sacı düzleştirip dxf alıyorum ve lazer kesim veya punçta kesiyorum. Hedefim doğru sac açınımını bulmak. Sac bükümlerini modellerken üç farklı yöntem var “Büküm İzni”, “Büküm Kesintisi” ve “K Faktörü”. Bu yöntemden hangisiyle tasarım yapmam gerektiğini nasıl tespit edebilirim ya da bu üç yöntem de aslında aynı sonucu mu veriyor? Diğer bir durum k faktörü hesaplarken sac açınım ölçüsünü de istiyor, benim zaten bulmak istediğim değer sac açınımıyken bunu nasıl bilip formüle yazabilirim? İmalatta kullanılan abkant makinelerimizde farklı yatak ve bıçaklar var. Her yatak ve bıçak için ayrı ayrı hesap mı yapmalıyım? Yoksa daha tasarım aşamasındayken bu parça bu kalıpta bu bıçakla bükülecek diye karar verip, daha önce yaptığımız hesaba göre mi bükümleri tasarım dosyalarında oluşturmalıyım? Kısacası bükümlü bir sac parça tasarlamak ve imal ettirmek için nasıl bir yol izlenmeli?
(İmalatlarda genel olarak 2-3 mm saclar kullanıyoruz ve bıçaklarımız 0,8 radyuslu, abkant büküm makineleri)