 Europe
Europe  Türkiye
Türkiye 

Injection moulding is a very efficient and widely used plastic manufacturing process for producing parts in large quantities. Mould development is a critical aspect of this process, essential for accurately shaping and forming molten plastic with high precision. The creation of moulds, as one of the first steps, demands great precision and accuracy to ensure the quality and consistency of the final products.
There are various ways to classify moulds in injection moulding, including by plate type, runner type, cavity design and class. Among these classifications, mould cavity design—single-cavity, multi-cavity, and family moulds—plays a pivotal role in determining production efficiency and quality. Single-cavity moulds are simpler and offer high-quality parts, ideal for low-volume production and intricate designs. Multi-cavity moulds enhance production speed and reduce the cost per part for large volumes, but require precise balancing to avoid defects. Family moulds allow for the simultaneous production of different parts, optimising manufacturing for multi-part products but increasing design complexity and the potential for defects.
What Type of Mould Is Used in Injection Moulding?
Injection moulds can be categorised in several ways, each affecting various aspects of the production process. Here’s a detailed look at these categories and their significance:
Plate Type
The plate type influences the mould’s cost, the finish of the final product, and overall production efficiency.
- Two-Plate Moulds: Consist of two main parts—the cavity and the core. They are simpler and less expensive but may have limitations in complex part designs.
- Three-Plate Moulds: Include an additional plate for separating parts from the runners, improving part ejection and quality. They are more versatile but also more costly.
- Stacked Plate Moulds: Utilise multiple levels of cavities, doubling the output without increasing the footprint. They are ideal for high-volume production but require precise alignment and complex design.

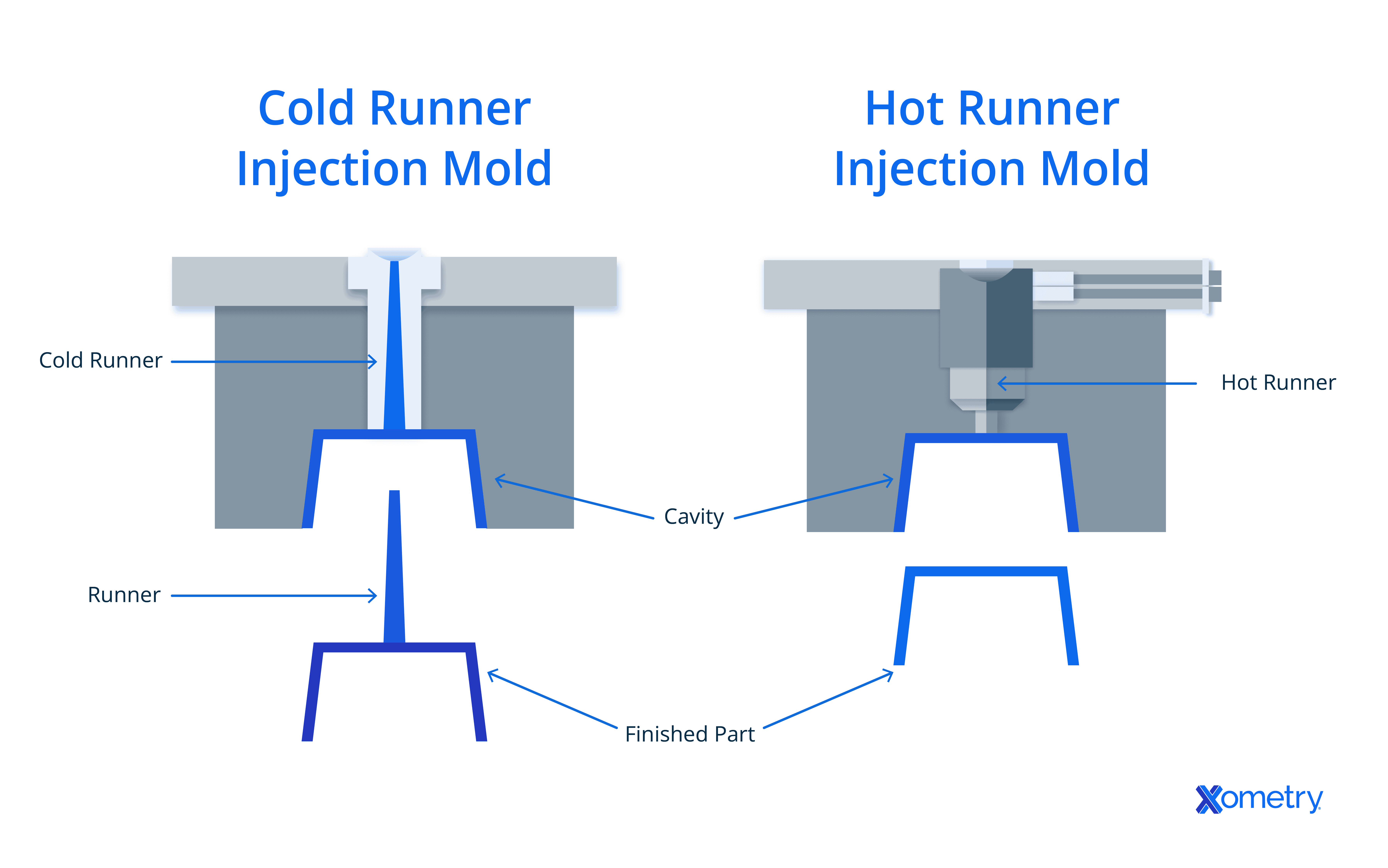
Runner Type
The runner type impacts mould design flexibility, material waste, and the amount of post-processing required.
- Cold-Runner Moulds: Use unheated channels to guide the molten plastic into the mould cavities. They are less expensive but require more post-processing to remove the runners from the final product.
- Hot-Runner Moulds: Incorporate heated channels, keeping the plastic molten until it reaches the cavities. They reduce waste and post-processing needs but are more complex and expensive.

Mould Cavity Design
The mould cavity design plays a crucial role in production efficiency and part quality, directly influencing the speed, cost, and consistency of the manufacturing process.
- Single-Cavity Moulds: Single-cavity moulds produce one plastic part per injection cycle. This gives single-cavity models the slowest production times of the three types of moulds we are discussing. However, due to their size and relative simplicity, they are quite affordable to produce, making them a good option for small production volumes in which production speed isn’t the biggest factor.
- Multi-Cavity Moulds: Multi-cavity moulds contain multiple cavities, as the name suggests. These moulds produce multiple copies of the same plastic product in each production cycle. They are ideal for mass production purposes, with high production speeds and a low price per part at large production volumes. Multi-cavity moulds are complex and expensive to design and produce, however this can be offset when working with large production volumes.
- Family Moulds: Family moulds are injection moulds that produce multiple different parts per production cycle. They are useful for manufacturing multi-part products quickly but are very complex to design and more prone to moulding defects.



Additionally, the SPI (Society of the Plastics Industry) classifications provide a standardised method (Class 101 to 105) to evaluate mould life expectancy and suitability for different production volumes.
Comparing Single-cavity, Multi-cavity and Family Moulds
The table below compares the three types of injection moulding moulds:
| Property | Single-Cavity Mould | Multi-Cavity Mould | Family Mould |
| Applications | • High-quality plastic products (e.g. containers for which aesthetics matter).
• Intricate geometries or designs with precise control over material flow and injection pressure. • Prototypes with design changes and new mould iterations. • Low-volume production in which cost is a more significant factor than production speed. |
• Large production volumes (over 40,000 products per month).
• Applications for which price per part is the most important factor. • High-demand products that require short lead times for high volumes (e.g. bottle caps or packaging). |
• Multi-part products, for which all the parts can be manufactured in a single production cycle.
• Prototyping with multiple variations of parts being manufactured simultaneously. • Medium to large production volumes with the same part’s material and colour. |
| Cost | Low cost, with the simplest design and tooling requirements. | High, requiring more complex design and tooling. | Highest, due to being the most complex to design. |
| Complexity | Low, as it doesn’t require balancing of pressures between multiple cavities. | High, with complex runner, cooling, and gate systems needed. | Highest, with multiple different cavities requiring careful design to balance injection pressures and uniformity. |
| Lead Time | Lowest, due to the simpler design process. | High, requiring careful design. | Highest, with a long design and simulation process. |
| Production Speed | Slowest, limited to one part per injection cycle. | Fastest, multiple copies of a part can be made simultaneously. | Fast, multiple different parts can be made in a single injection cycle. |
| Surface Quality | Highest, with minimal post-processing needed. | High, with some post-processing needed and risk of defects. | Medium, with the highest risk of unbalanced injection and defects. |
| Advantages | • Lowest risk of moulding defects.
• The simplest and fastest type of mould to design and manufacture. |
• Fastest production speed of the three mould cavity types. | • One mould can produce multiple different parts.
• Fast production speeds, especially for multi-part products. |
| Disadvantages | • Lowest production efficiency (only one part can be produced at a time).
• Highest cost per part at large production volumes. |
• Highly complex to design and manufacture.
• Requires higher maintenance than single-cavity moulds. • More prone to unbalanced injections and moulding defects than single-cavity moulds. |
• Very complex to design and manufacture.
• Long lead times for new mould designs, due to design complexity. • More post-processing is required than for single- or multi-cavity moulds. |
What Are the Components of Injection Moulding Moulds?
The injection moulding mould itself consists of several components, each with its own specific function within the mould.

The components are:
- Mould base: The mould base or mould frame is the foundational infrastructure for the mould assembly, providing rigidity and strength against the internal pressure experienced during injection moulding.
- Cavity: The cavity, or cavities, shape the external geometry of the part. The cavity and the core form two halves of the final mould cavity in which the molten plastic is injected.
- Core: The core shapes the internal geometry of the part, and mates with the cavity to form the mould cavity. Multi-cavity and family moulds will have multiple pairs of cavities and cores for the multiple parts that they produce.
- Inserts: Inserts are separate components that may be inserted into the mould to create specific geometric features. They are separate from the cavity and core but also help form the internal and external geometries.
- Runner system: The runner system distributes molten plastic throughout the mould cavity to ensure an even distribution of material. They are a network of channels that ultimately end in gates, which are the openings into the mould cavities. Good runner system design is vital for ensuring even material distribution and minimising defects.
- Nozzle & sprue bushing: The nozzle controls how the molten plastic flows into the mould from the feeding system of the injection moulding machine. The sprue bushing is a component of the mould that positions the nozzle to ensure it is centered and aligned.
- Ejector pins: They are used to help eject the part from the mould after it has solidified and the mould has been opened. The part can potentially stick to the mould cavity, and ejector pins are used to automatically provide a force that ejects the part from the mould.
- Cooling system: The cooling system helps maintain the temperature of the mould in order to prevent damage and maintain quality of the finished part.
- Venting system: The venting system provides a way for air and gases to escape from the mould during the injection process. This system consists of various channels, pins, and grooves that allow air to escape, but are small enough to keep plastic inside.
- Guides: The guides of the mould are a series of bushings, sleeves, and guiding pins on the two halves of the mould that help with alignment and assembly.
What is Injection Mould Life Expectancy?
The life expectancy of an injection mould is determined by the number of moulding cycles it can perform, with each cycle consisting of the mould opening and closing. Several factors influence this lifespan, including the mould class, operating conditions, environment, maintenance practices, and the materials used.
The Society of the Plastics Industry (SPI) categorises injection moulds into five distinct classes, which are independent of the mould cavity classification. Each class is characterised by specific criteria defined by the SPI, ensuring standardised evaluation for mould life expectancy and suitability for various production volumes.
The table below compares the 5 injection mould classes:
| Mould Class | Cycles | Production Level | Uses | Investment |
| Class 101 Mould | 1 million or more | Extremely high | Ideal for high-volume production with fast cycles | Class 101 moulds are the most expensive, crafted from top-tier materials |
| Class 102 Mould | Not exceeding 1 million | Medium to high | Suitable for parts requiring durable plastic materials and tight tolerances | Class 102 moulds are quite expensive, made with high-quality materials |
| Class 103 Mould | Not exceeding 500,000 | Medium | Commonly used for low to medium production runs | Class 103 moulds are priced moderately, falling within average price ranges |
| Class 104 Mould | Not exceeding 100,000 | Low | Best for limited runs with non-abrasive materials | Class 104 moulds are lower in cost, suitable for limited to moderate production runs |
| Class 105 Mould | Not exceeding 500 | Very low | Used primarily for prototyping | Class 105 moulds are the least expensive, designed for producing a limited number of prototype parts |
Get Injection Moulding Services for Your Next Project
Choosing the right mould is just the beginning of the plastic manufacturing process. Once the mould type is selected based on your production needs and SPI classification, the next steps involve finalising and validating your design. This includes reviewing the CAD file for any necessary adjustments, producing the T1 sample to test and verify the mould’s performance, and making any required modifications to ensure optimal part quality.
After validating the mould, you can proceed with full-scale production, ensuring that all parameters are set correctly for consistent, high-quality output. Partnering with experienced manufacturers, like Xometry Europe, provides the injection moulding expertise and resources needed for successful and efficient production. Begin your injection moulding project confidently by using our Instant Quoting Engine to get a free quote for your next project.



Comment(0)