 Europe
Europe  Türkiye
Türkiye 

Le moulage par injection est un procédé de fabrication de plastique très efficace et largement utilisé pour produire des pièces en grandes quantités. Le développement de moules est un aspect critique de ce processus, essentiel pour façonner et former le plastique fondu avec une grande précision. La création de moules, qui constitue l’une des premières étapes, exige une grande précision et une grande exactitude pour garantir la qualité et l’uniformité des produits finaux.
Il existe plusieurs façons de classer les moules dans le domaine du moulage par injection, notamment en fonction du type de plaque, du type de canal d’injection, du design de la cavité et de la classe. Parmi ces classifications, le design des cavités de moules – cavité unique, multi-cavités et moules famille – joue un rôle essentiel dans la détermination de l’efficacité et de la qualité de la production.
- Les moules à cavité unique sont plus simples et offrent des pièces de haute qualité, idéales pour la production de faibles volumes et pour les designs complexes.
- Les moules multi-cavités améliorent la vitesse de production et réduisent le coût par pièce pour de grands volumes, mais nécessitent un équilibrage précis pour éviter les défauts.
- Les moules « famille« permettent la production simultanée de différentes pièces, optimisant ainsi la fabrication de produits en plusieurs parties, mais augmentant la complexité du design et le risque de défauts.
Quel type de moule est utilisé pour le moulage par injection ?
Les moules d’injection peuvent être classés en plusieurs catégories, chacune affectant divers aspects du processus de production. Voici un aperçu détaillé de ces catégories et de leur signification :
Type de plaque
Le type de plaque a une influence sur le coût du moule, la finition du produit final et l’efficacité globale de la production.
- Moules à deux plaques : Ils sont constitués de deux parties principales : la cavité et le noyau. Elles sont plus simples et moins coûteuses, mais peuvent présenter des limitations pour le design de pièces complexes.
- Moules à trois plaques : Ils comprennent une plaque supplémentaire pour séparer les pièces des canaux d’injection, ce qui améliore l’éjection et la qualité des pièces. Ils sont plus polyvalents mais aussi plus coûteux.
- Moules à plaques empilées : L’utilisation de plusieurs niveaux de cavités permet de doubler la production sans augmenter l’encombrement. Elles sont idéales pour la production en grande quantité, mais nécessitent un alignement précis et un design complexe.

Type de canal d’injection
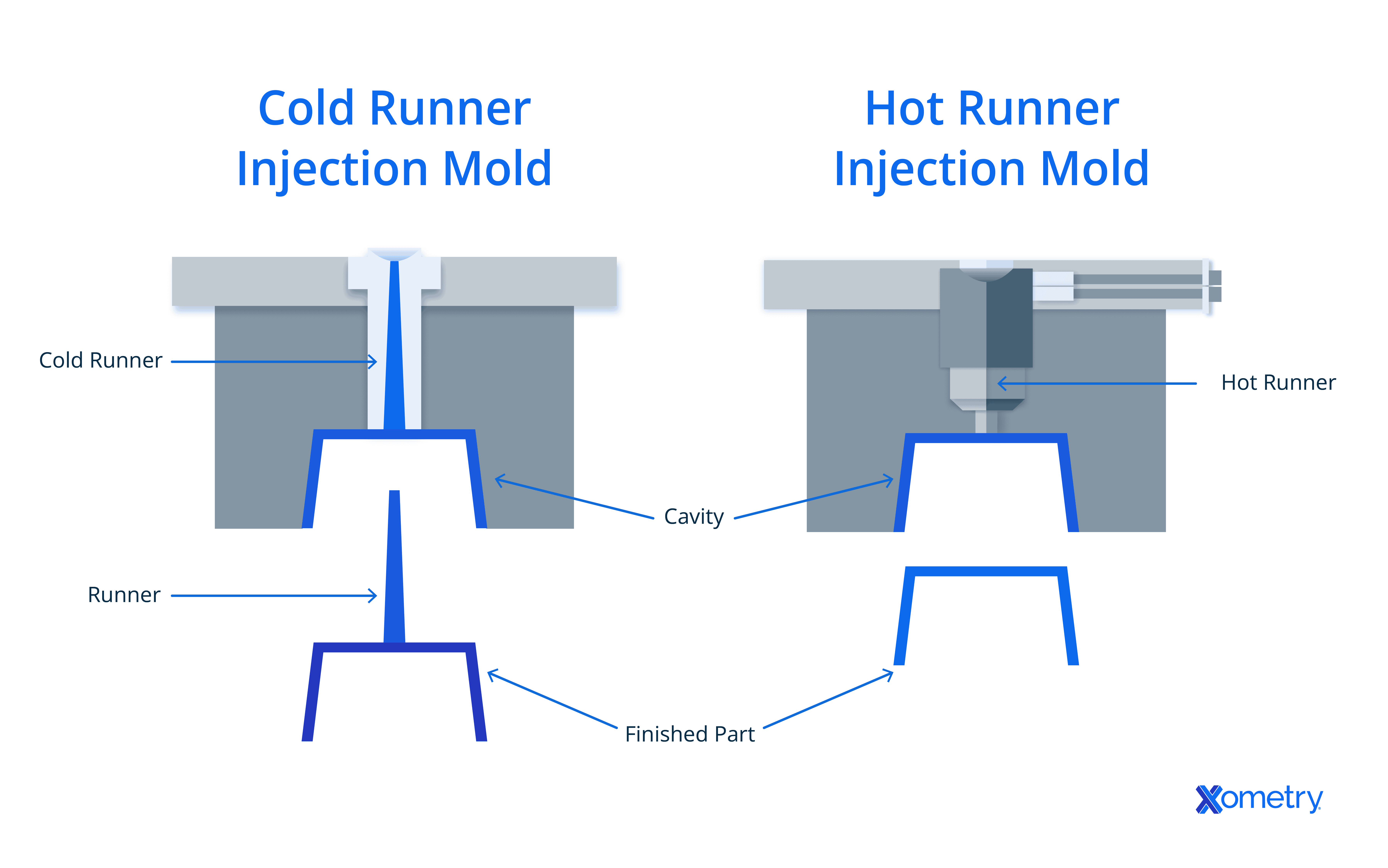
Le type de canal d’injection a un impact sur la flexibilité du design du moule, les déchets de matériaux et la quantité de post-traitement nécessaire.
- Moules à canaux froids : Ils utilisent des canaux non chauffés pour guider le plastique fondu vers les cavités du moule. Ils sont moins coûteux mais nécessitent davantage de post-traitement pour supprimer les canaux d’injection du produit final.
- Moules à canaux chauds : Ils intègrent des canaux chauffés qui maintiennent le plastique en fusion jusqu’à ce qu’il atteigne les cavités. Ils réduisent les déchets et les besoins de post-traitement, mais sont plus complexes et plus coûteux.

Design de la cavité du moule
Le design de la cavité joue un rôle crucial dans l’efficacité de la production et la qualité des pièces, en influençant directement la vitesse, le coût et la cohérence du processus de fabrication.
- Moules à cavité unique : Les moules à cavité unique produisent une pièce en plastique par cycle d’injection. Les modèles à cavité unique ont donc les temps de production les plus lents des trois types de moules dont nous parlons. Cependant, en raison de leur taille et de leur relative simplicité, ils sont relativement peu chers à produire, et ils constituent donc une bonne option pour les petits volumes de production pour lesquels la vitesse de production n’est pas le facteur le plus important.
- Moules à cavités multiples : Les moules à cavités multiples contiennent, comme leur nom l’indique, plusieurs cavités. Ces moules produisent plusieurs exemplaires du même produit en plastique à chaque cycle de production. Ils sont idéaux pour la production de masse, avec des vitesses de production élevées et un faible prix par pièce pour des volumes de production importants. Les moules à cavités multiples sont complexes et coûteux à concevoir et à produire, mais cet inconvénient peut être compensé lorsqu’on travaille avec des volumes de production importants.
- Moules « famille« : Les moules famille sont des moules à injection qui produisent plusieurs pièces différentes par cycle de production. Ils sont utiles pour fabriquer rapidement des produits en plusieurs parties, mais leur design est très complexe et ils sont plus susceptibles de présenter des défauts de moulage.



De plus, les classifications de la SPI (Society of the Plastics Industry, ou Société de l’industrie des plastiques en français) fournissent une méthode standardisée (Classe 101 à 105) pour évaluer la durée de vie d’un moule et sa pertinence pour différents volumes de production.
Comparaison entre les moules à cavité unique, les moules à cavités multiples et les moules famille
Le tableau ci-dessous compare les trois types de moules d’injection :
| Propriété | Moule à cavité unique | Moule multi-cavités | Moule familial |
| Applications | • Produits en plastique de haute qualité (par exemple, récipients pour lesquels l’esthétique est importante).
• Géométries ou designs complexes avec un contrôle précis du flux de matériau et de la pression d’injection. • Prototypes avec modifications du design et nouvelles itérations de moules. • Production de faible volume pour lesquelles le coût est un facteur plus important que la vitesse de production. |
• Volumes de production importants (plus de 40 000 produits par mois).
• Applications pour lesquelles le prix par pièce est le facteur le plus important. • Produits à forte demande nécessitant des délais de livraison courts pour des volumes importants (par exemple, bouchons de bouteilles ou emballages). |
• Produits en plusieurs parties, pour lesquels toutes les parties peuvent être fabriquées en un seul cycle de production.
• Prototypage avec plusieurs variantes de pièces fabriquées simultanément. • Volumes de production moyens à importants avec le même matériau et la même couleur de pièce. |
| Coût | Faible coût, avec les exigences les plus simples en matière de design et d’outillage. | Élevé, nécessitant un design et un outillage plus complexes. | Le plus élevé, parce qu’elle est la plus complexe à concevoir. |
| Complexité | Faible, car il n’est pas nécessaire d’équilibrer les pressions entre plusieurs cavités. | Élevée, nécessitant des systèmes de canaux d’injection, de refroidissement et d’alimentation complexes. | La plus élevée, avec de multiples cavités différentes nécessitant un design minutieux pour équilibrer les pressions d’injection et l’uniformité. |
| Délai d’exécution | Le plus bas, en raison de la simplification du processus de design.. | Important, car cela nécessite un design minutieux. | Le plus important, avec un long processus de design et de simulation. |
| Vitesse de production | La plus lente, limitée à une pièce par cycle d’injection.. | La plus rapide, plusieurs copies d’une pièce peuvent être réalisées simultanément. | Rapide, plusieurs pièces différentes peuvent être fabriquées en un seul cycle d’injection. |
| Qualité de surface | La plus élevée, avec un post-traitement minimal. | Élevée, avec un certain nombre de post-traitements nécessaires et un risque de défauts. | Moyenne, avec le risque le plus élevé d’injection |
| Avantages | • Risque le plus faible de défauts de moulage.
• Le type de moule le plus simple et le plus rapide à concevoir et à fabriquer. |
• Vitesse de production la plus rapide des trois types de cavités de moule. | • Un moule peut produire plusieurs pièces différentes.
• Des vitesses de production rapides, en particulier pour les produits en plusieurs parties. |
| Inconvénients | • Efficacité de production la plus faible (une seule pièce peut être produite à la fois).
• Coût par pièce le plus élevé pour des volumes de production importants. |
• Design et fabrication très complexes.
• Nécessite une maintenance plus importante que les moules à cavité unique. • Plus enclins à des injections déséquilibrées et à des défauts de moulage que les moules à cavité unique. |
• Très complexe à concevoir et à fabriquer.
• Délais d’exécution longs pour le design de nouveaux moules, en raison de la complexité du design. • Le post-traitement nécessaire est plus important que pour les moules à une ou plusieurs cavités. |
Quels sont les composants des moules de moulage par injection ?
Le moule de moulage par injection lui-même se compose de plusieurs éléments, chacun ayant une fonction spécifique au sein du moule.

Les composants sont les suivants :
- Base du moule : La base ou le cadre du moule est l’infrastructure de base de l’assemblage du moule, qui assure la rigidité et la résistance à la pression interne subie pendant le moulage par injection.
- Cavité : La ou les cavités façonnent la géométrie extérieure de la pièce. La cavité et le noyau forment les deux moitiés de la cavité finale du moule dans laquelle le plastique fondu est injecté.
- Noyau : Le noyau façonne la géométrie interne de la pièce et s’assemble à la cavité pour former la cavité du moule. Les moules multi-cavités et les moules familiaux ont plusieurs paires de cavités et de noyaux pour les multiples pièces qu’ils produisent.
- Inserts : Les inserts sont des composants distincts qui peuvent être insérés dans le moule pour créer des caractéristiques géométriques spécifiques. Elles sont séparées de la cavité et du noyau mais contribuent également à former les géométries internes et externes.
- Système de canaux d’injection : Le système de canaux distribue le plastique fondu dans la cavité du moule afin d’assurer une répartition uniforme du matériau. Ils forment un réseau de canaux qui aboutissent finalement à des portes, lesquelles sont les ouvertures vers les cavités du moule. Un bon design du système de canaux d’injection est essentiel pour assurer une distribution homogène du matériau et minimiser les défauts.
- Buse et douille de carotte : la buse contrôle le flux de plastique fondu du système d’alimentation de la machine de moulage par injection vers le moule. La douille de carotte est un élément du moule qui positionne la buse de manière à ce qu’elle soit centrée et alignée.
- Éjecteurs : ils sont utilisés pour aider à éjecter la pièce du moule après qu’elle se soit solidifiée et que le moule ait été ouvert. La pièce peut potentiellement adhérer à la cavité du moule, et des éjecteurs sont utilisés pour fournir automatiquement une force qui éjecte la pièce du moule.
- Système de refroidissement : Le système de refroidissement permet de maintenir la température du moule afin d’éviter les dommages et de préserver la qualité de la pièce finie.
- Système de ventilation : Le système de ventilation permet à l’air et aux gaz de s’échapper du moule pendant le processus d’injection. Ce système est composé de divers canaux, broches et rainures qui permettent à l’air de s’échapper, mais qui sont suffisamment petits pour retenir le plastique à l’intérieur.
- Guides : Les guides du moule sont une série de douilles, de manchons et d’axes de guidage situés sur les deux moitiés du moule, qui facilitent l’alignement et l’assemblage.
Quelle est la durée de vie d’un moule d’injection ?
La durée de vie d’un moule d’injection est déterminée par le nombre de cycles de moulage qu’il peut effectuer, chaque cycle consistant en l’ouverture et la fermeture du moule. Plusieurs facteurs influencent cette durée de vie, notamment la classe du moule, les conditions d’utilisation, l’environnement, les pratiques d’entretien et les matériaux utilisés.
La SPI (Society of the Plastics Industry, ou société des industries du plastique en français) classe les moules à injection en cinq classes distinctes, indépendantes de la classification des cavités du moule. Chaque classe est caractérisée par des critères spécifiques définis par la SPI, garantissant une évaluation standardisée de la durée de vie des moules et de leur adéquation à différents volumes de production.
Le tableau ci-dessous compare les 5 classes de moules à injection :
| Classe de moule | Cycles | Niveau de production | Utilisations | Investissement |
| Moule de classe 101 | 1 million ou plus | Extrêmement élevé | Idéal pour la production de grands volumes avec des cycles rapides | Les moules de la classe 101 sont les plus chers et sont fabriqués à partir de matériaux de premier choix |
| Moule de classe 102 | N’excédant pas 1 million | Moyen à élevé | Convient aux pièces nécessitant des matériaux plastiques durables et des tolérances serrées | Les moules de la classe 102 sont assez coûteux et fabriqués avec des matériaux de haute qualité |
| Moule de classe 103 | N’excédant pas 500 000 | Moyen | Couramment utilisé pour les productions faibles à moyennes | Le prix des moules de la classe 103 est modéré et se situe dans la fourchette moyenne des prix |
| Moule de classe 104 | N’excédant pas 100 000 | Faible | Idéal pour les tirages limités avec des matériaux non abrasifs | Les moules de la classe 104 sont moins coûteux et conviennent pour des séries de production limitées à modérées |
| Moule de classe 105 | N’excédant pas 500 | Très faible | Utilisé principalement pour le prototypage | Les moules de la classe 105 sont les moins coûteux et sont destinés à la production d’un nombre limité de pièces prototypes |
Obtenez des services de moulage par injection pour votre prochain projet
Le choix du bon moule n’est que le début du processus de fabrication du plastique. Une fois le type de moule sélectionné en fonction de vos besoins de production et de la classification SPI, les prochaines étapes consistent à finaliser et à valider votre design. Cela comprend notamment l’examen du fichier CAO afin d’y apporter les ajustements nécessaires, de produire l’échantillon T1 pour tester et vérifier les performances du moule, et d’apporter toutes les modifications requises pour garantir une qualité optimale des pièces.
Après avoir validé le moule, vous pouvez passer à la production à grande échelle, en veillant à ce que tous les paramètres soient réglés correctement pour obtenir une production cohérente et de haute qualité. Le partenariat avec des fabricants expérimentés, comme Xometry Europe, fournit l’expertise en matière de moulage par injection ainsi que les ressources nécessaires à une production réussie et efficace. Lancez-vous en toute confiance dans votre projet de moulage par injection en utilisant notre moteur de devis instantané afin d’obtenir un devis gratuit pour votre prochain projet.





Comment(0)