 Europe
Europe  Türkiye
Türkiye 

La stampa a iniezione è un processo di produzione della plastica molto efficiente e ampiamente utilizzato per realizzare parti in grandi quantità. Lo sviluppo dello stampo è un aspetto delicato in questo processo, essenziale per modellare e formare accuratamente la plastica fusa con elevata precisione. La realizzazione degli stampi, essendo uno dei primi passaggi, richiede grande precisione e accuratezza per garantire la qualità e la consistenza dei prodotti finali.
Esistono diversi metodi per classificare gli stampi a iniezione, tra cui: per tipo di piastra, tipo di canale, design della cavità e classe. Tra queste classificazioni, il design della cavità dello stampo (a cavità singola, multi-cavità e stampi familiari) svolge un ruolo fondamentale nel determinare l’efficienza e la qualità della produzione. Gli stampi a cavità singola sono più semplici e offrono parti di alta qualità, ideali per la produzione a basso volume e design complessi. Gli stampi multi-cavità migliorano la velocità di produzione e riducono il costo per parte sui grandi volumi, ma richiedono un bilanciamento preciso per evitare difetti. Gli stampi familiari consentono la produzione simultanea di parti differenti, ottimizzando la produzione per prodotti multi-parte ma aumentando la complessità del design e il potenziale di difetti.
Che tipo di stampo viene impiegato nello stampaggio a iniezione?
Gli stampi a iniezione possono essere categorizzati in diversi modi, ognuno dei quali influenza vari aspetti del processo produttivo. Vediamo nel dettaglio queste categorie ed il loro significato:
Tipo di piastra
Il tipo di piastra influisce sul costo dello stampo, la finitura del prodotto finale e l’efficienza produttiva complessiva.
- Stampi a due piastre: sono costituiti da due parti principali: la cavità e il nucleo. Sono più semplici e meno costosi, ma possono presentare limitazioni progettuali di parti complesse.
- Stampi a tre piastre: includono una piastra aggiuntiva per separare le parti dai canali, migliorando l’espulsione e la qualità delle parti. Sono più versatili, ma anche più costosi.
- Stampi a piastre impilate: utilizzano più livelli di cavità, raddoppiando la produzione senza aumentare l’ingombro. Sono ideali per la produzione ad alto volume, ma richiedono un allineamento preciso e una progettazione complessa.

Tipo di canale
Il tipo di canale di colata influisce sulla flessibilità della progettazione dello stampo, sullo spreco di materiale e sulla quantità di post-elaborazione richiesta.
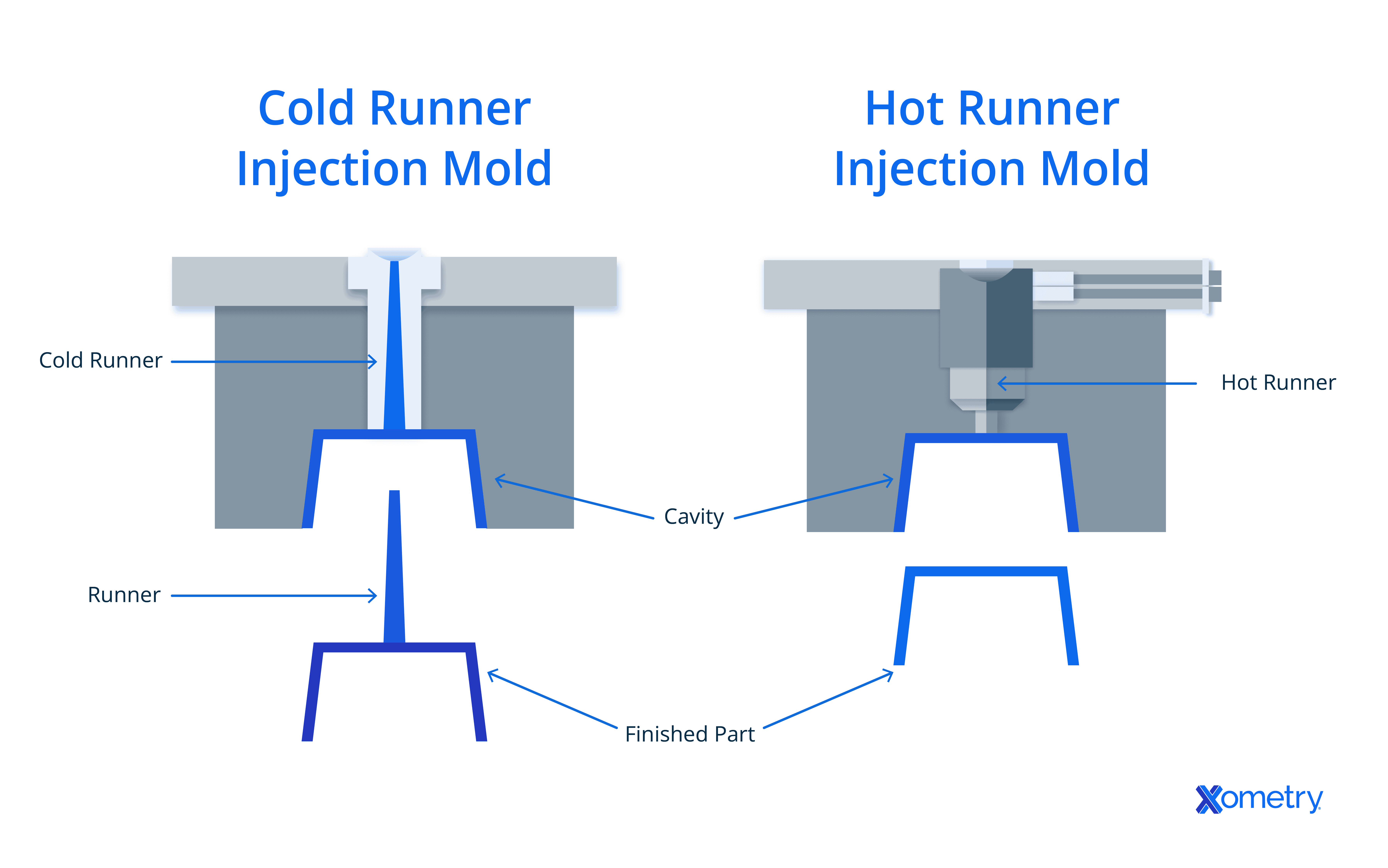
- Stampi a canale freddo: utilizzano canali non riscaldati per guidare la plastica fusa nelle cavità dello stampo. Sono meno costosi, ma richiedono più post-elaborazione per la rimozione dei canali dal prodotto finale.
- Stampi a canale caldo: incorporano canali riscaldati, mantenendo la plastica fusa fino a quando non raggiunge le cavità. Riducono gli sprechi di materiale e le esigenze di post-elaborazione, ma sono più complessi e costosi.

Progettazione della cavità di stampo
La progettazione della cavità dello stampo svolge un ruolo fondamentale nell’efficienza produttiva e nella qualità dei pezzi, influenzando direttamente la velocità, i costi e la coerenza del processo di fabbricazione.
- Stampi a cavità singola: gli stampi a cavità singola realizzano una parte in plastica ad ogni ciclo di iniezione. Questo comporta tempi di produzione più lenti rispetto ai tre tipi di stampi di cui stiamo parlando. Tuttavia, grazie alle loro dimensioni e alla relativa semplicità, sono piuttosto convenienti da produrre, il che li rende una buona opzione per piccoli volumi in cui la velocità di produzione non è il fattore più importante.
- Stampi multi-cavità: come dice il nome, questi stampi contengono più cavità. Essi producono più copie dello stesso prodotto in plastica ad ogni ciclo di produzione. Sono ideali per volumi di massa, con elevate velocità di produzione e un basso prezzo per parte. Gli stampi multi-cavità sono complessi e costosi da progettare e produrre, tuttavia questo può essere compensato quando si lavora con grandi lotti di produzione.
- Stampi familiari: gli stampi familiari sono stampi a iniezione che producono più parti diverse per ciclo di produzione. Sono utili per la produzione rapida di prodotti multi-parte, ma sono molto complessi da progettare e più inclini a difetti di stampaggio.



In aggiunta, le classificazioni SPI (Society of the Plastics Industry) forniscono un metodo standardizzato (classe 101-105) per valutare la durata di vita dello stampo e l’idoneità a diversi volumi di produzione.
Confronto tra stampi a cavità singola, multi-cavità e stampi familiari
La seguente tabella confronta i tre tipi di stampi per la tecnica a iniezione:
| Proprietà | Stampo a cavità singola | Stampo a multi-cavità | Stampo famigliare |
| Applicazioni | • Prodotti in plastica ad alta qualità (come contenitori dove l’estetica è importante).
• Geometrie o design complessi con controllo preciso del flusso di materiale e della pressione di iniezione. • Prototipi con modifiche di design e nuove iterazioni di stampo. • Produzione a basso volume in cui il costo è un fattore più significativo della velocità di produzione.
|
• Grandi volumi di produzione (oltre 40.000 prodotti al mese).
• Applicazioni per le quali il prezzo per singolo componente è il fattore più importante. • Prodotti ad alta richiesta che richiedono tempi di consegna brevi per grandi volumi (ad esempio tappi per bottiglie o imballaggi). |
•Prodotti multi-elemento, per i quali tutte le parti possono essere prodotte in un singolo ciclo di produzione.
• Prototipazione con più varianti di parti prodotte simultaneamente. • Volumi di produzione medi e grandi con lo stesso materiale e colore della parte. |
| Costo | Basso costo, con requisiti di progettazione e utensili più semplici. | Elevato, richiede progettazione e attrezzaggi più complessi. | Più elevato, perché è il più complesso da progettare. |
| Complessità | Basso, in quanto non richiede il bilanciamento delle pressioni tra più cavità. | Elevato, con sistemi complessi di canalizzazione, raffreddamento e punti di estrazione necessari. | Più elevato, con molteplici cavità differenti che richiedono una progettazione attenta per bilanciare le pressioni di iniezione e l’uniformità. |
| Tempo di consegna | Minimo, grazie al processo di progettazione più semplice. | Elevato, in quanto richiede un design accurato. | Più alto, con un lungo processo di progettazione e simulazione. |
| Velocità di produzione | Più lenta, limitato a una parte per ciclo di iniezione. | Il modo più rapido è creare più copie di una parte contemporaneamente. | Rapido, è possibile realizzare più parti diverse in un unico ciclo di iniezione. |
| Qualità superficiale | Massima, con una minima post-elaborazione richiesta. | Alto, con necessità di post-elaborazione e rischio di difetti. | Medio, con il rischio più elevato di iniezione sbilanciata e difetti. |
| Vantaggi | • Rischio più basso di difetti di stampa.
• Il tipo di stampo più semplice e veloce da progettare e realizzare.
|
• La più rapida velocità di produzione tra i tre tipi di cavità dello stampo. | • Uno stampo può realizzare più parti differenti.
• Velocità di produzione elevate, specialmente per prodotti multi-parte. |
| Svantaggi | • Efficienza produttiva minima (può essere prodotta solo una parte alla volta).
• Costo per parte più elevato per grandi volumi di produzione. |
• Altamente complesso da progettare e realizzare.
• Richiede una manutenzione maggiore rispetto agli stampi a cavità singola. • Più incline a iniezioni sbilanciate e difetti di stampa rispetto agli stampi a cavità singola. |
• Molto complesso da progettare e produrre.
• Tempi di consegna lunghi per i nuovi progetti di stampi, a causa della complessità del progetto. • È richiesta una maggiore post-elaborazione rispetto agli stampi a cavità singola o multipla.
|
Quali sono i componenti degli stampi per la tecnica ad iniezione?
Lo stampo per l’iniezione è costituito da diversi componenti, ciascuno con una propria funzione specifica all’interno dello stampo.

Gli elementi che lo compongono sono:
- Base dello stampo: la base dello stampo o il telaio dello stampo è la parte fondamentale per l’assemblaggio, esso fornisce rigidità e resistenza contro la pressione interna sperimentata durante lo stampaggio a iniezione.
- Cavità: la cavità, o le cavità, modellano la geometria esterna della parte. Questa parte e il nucleo formano due metà della cavità dello stampo finale in cui viene iniettata la plastica fusa.
- Nucleo: il nucleo modella la geometria interna della parte e si accoppia con la cavità per formare la cavità dello stampo. Gli stampi multi-cavità e familiari avranno più coppie di cavità e nuclei per le diverse parti che lo producono.
- Inserti: gli inserti sono componenti separati che possono essere inseriti nello stampo per realizzare lavorazioni geometriche specifiche. Sono separati dalla cavità e dal nucleo, ma aiutano anche a formare le geometrie interne ed esterne.
- Sistema di canali: il sistema di canali distribuisce la plastica fusa in tutta la cavità dello stampo per garantire una distribuzione uniforme del materiale. Sono una rete di canali che alla fine terminano in punti di estrazione, ovvero le aperture nelle cavità dello stampo. Una buona progettazione del sistema di canalizzazione è fondamentale per garantire una distribuzione uniforme del materiale e ridurre al minimo i difetti.
- Ugello e boccole porta ugelli: l’ugello controlla il modo in cui la plastica fusa scorre all’interno dello stampo dal sistema di alimentazione della macchina per stampa a iniezione. La boccola è un componente dello stampo che garantisce la posizione centrata e allineata dell’ugello.
- Perni di espulsione: vengono utilizzati per aiutare ad espellere la parte dallo stampo dopo che si è solidificata e lo stampo è stato aperto. La parte, infatti, può potenzialmente rimanere attaccata alla cavità dello stampo e i perni di espulsione vengono utilizzati per fornire automaticamente una forza che la espelle.
- Sistema di raffreddamento: il sistema di raffreddamento aiuta a mantenere la temperatura dello stampo per prevenire danni e mantenere la qualità della parte finita.
- Sfiato: il sistema di sfiato fornisce un passaggio per far fuoriuscire aria e gas dallo stampo durante il processo di iniezione. Questo sistema è costituito da vari canali, perni e scanalature che consentono all’aria di fuoriuscire, ma sono sufficientemente piccoli da mantenere la plastica all’interno.
- Guide: le guide dello stampo sono una serie di boccole, manicotti e perni di guida sulle due metà dello stampo che aiutano nell’allineamento e nell’assemblaggio.
Qual è la durata prevista dello stampo a iniezione?
La durata di vita di uno stampo a iniezione è determinata dal numero di cicli di stampa che può eseguire, dove per ogni ciclo si intende dall’apertura alla chiusura dello stampo. Diversi fattori influenzano questa durata, tra cui la classe dello stampo, le condizioni operative, l’ambiente, le pratiche di manutenzione ed i materiali utilizzati.
La Society of the Plastics Industry (SPI) classifica gli stampi a iniezione in cinque classi distinte, che sono indipendenti dalla classificazione della cavità dello stampo. Ogni classe è caratterizzata da criteri specifici definiti dalla SPI, garantendo una valutazione standardizzata per la durata di vita dello stampo e l’idoneità per vari volumi produttivi.
La tabella seguente confronta le 5 classi di stampi a iniezione:
| Classe di stampo | Cicli | Livello di produzione | Usi | Investimento |
| Stampo di classe 101 | Da 1 milione a superiori | Estremamente alto | Ideale per produzioni ad alto volume con cicli rapidi | Gli stampi di classe 101 sono i più costosi e realizzati con materiali di prima qualità |
| Stampo di classe 102 | Non oltre 1 milione | Da medio a alto | Adatto per parti che richiedono materiali plastici durevoli e tolleranze strette | Gli stampi di classe 102 sono piuttosto costosi, realizzati con materiali di alta qualità |
| Stampo di classe 103 | Non oltre 500,000 | Medio | Comunemente utilizzato per produzioni da basse a medie | Gli stampi di classe 103 hanno un prezzo moderato, rientrando nella fascia di prezzo media |
| Stampo di classe 104 | Non oltre 100,000 | Basso | Ideale per tirature limitate con materiali non abrasivi | Gli stampi di classe 104 hanno un costo inferiore e sono adatti per produzioni limitate o moderate |
| Stampo di classe 105 | Non oltre 500 | Molto basso | Utilizzato principalmente per la prototipazione | Gli stampi di classe 105 sono i meno costosi, progettati per produrre un numero limitato di parti prototipo |
Utilizzate i servizi di stampa a iniezione per il vostro prossimo progetto
La scelta dello stampo corretto è solo l’inizio del processo di produzione della plastica. Una volta selezionato il tipo di stampo in base alle esigenze di produzione e alla classificazione SPI, i passaggi successivi prevedono la finalizzazione e la convalida del progetto. Ciò include la revisione del file CAD per eventuali modifiche necessarie, la produzione del campione T1 per testare e verificare le prestazioni dello stampo e l’esecuzione di eventuali modifiche necessarie a garantire una qualità ottimale della parte.
Dopo aver convalidato lo stampo, è possibile procedere con la produzione su larga scala, assicurandosi che tutti i parametri siano impostati correttamente per un output coerente e di alta qualità. La collaborazione con produttori esperti, come Xometry Europa, fornisce l’esperienza di stampa a iniezione e le risorse necessarie ad una produzione efficiente e di successo. Iniziate il vostro progetto di stampa a iniezione con sicurezza utilizzando il nostro Motore di Quotazione Istantaneo per ricevere un’offerta gratuita per il vostro prossimo progetto.






Comment(0)