 Europe
Europe  Türkiye
Türkiye 

El moldeo por inyección es un proceso de fabricación de plásticos muy eficaz y ampliamente utilizado para producir piezas en grandes cantidades. El desarrollo de moldes es un aspecto crítico de este proceso, esencial para dar forma y moldear el plástico fundido con gran precisión. La creación de moldes, que es uno de los primeros pasos, exige gran precisión y exactitud para garantizar la calidad y consistencia de los productos finales.
Hay varias maneras de clasificar los moldes en el moldeo por inyección, incluyendo el tipo de placa, el tipo de canal, el diseño de la cavidad y la clase. Entre estas clasificaciones, el diseño de la cavidad del molde (moldes de cavidad única, de cavidad múltiple y familiares) desempeña un papel fundamental a la hora de determinar la eficacia y la calidad de la producción. Los moldes de cavidad única son más sencillos y ofrecen piezas de alta calidad, ideales para la producción de bajo volumen y diseños intrincados. Los moldes multicavidad aumentan la velocidad de producción y reducen el coste por pieza para grandes volúmenes, pero requieren un equilibrado preciso para evitar defectos. Los moldes familiares permiten la producción simultánea de distintas piezas, lo que optimiza la fabricación de productos de varias piezas pero aumenta la complejidad del diseño y la posibilidad de defectos.
¿Qué tipo de moldes se utilizan en el moldeo por inyección?
Los moldes de inyección pueden clasificarse en varias categorías, cada una de las cuales afecta a diversos aspectos del proceso de producción. A continuación se detallan estas categorías y su importancia:
Tipo de placa
El tipo de placa influye en el coste del molde, el acabado del producto final y la eficacia general de la producción.
- Moldes de dos placas: Constan de dos partes principales: la cavidad y el núcleo. Son más sencillas y menos caras, pero pueden tener limitaciones en diseños de piezas complejas.
- Moldes de tres placas: Incluyen una placa adicional para separar las piezas de los patines, mejorando la expulsión de piezas y la calidad. Son más versátiles pero también más costosas.
- Moldes de placas apiladas: Utilizan varios niveles de cavidades, duplicando la producción sin aumentar el espacio ocupado. Son ideales para la producción de grandes volúmenes, pero requieren una alineación precisa y un diseño complejo.

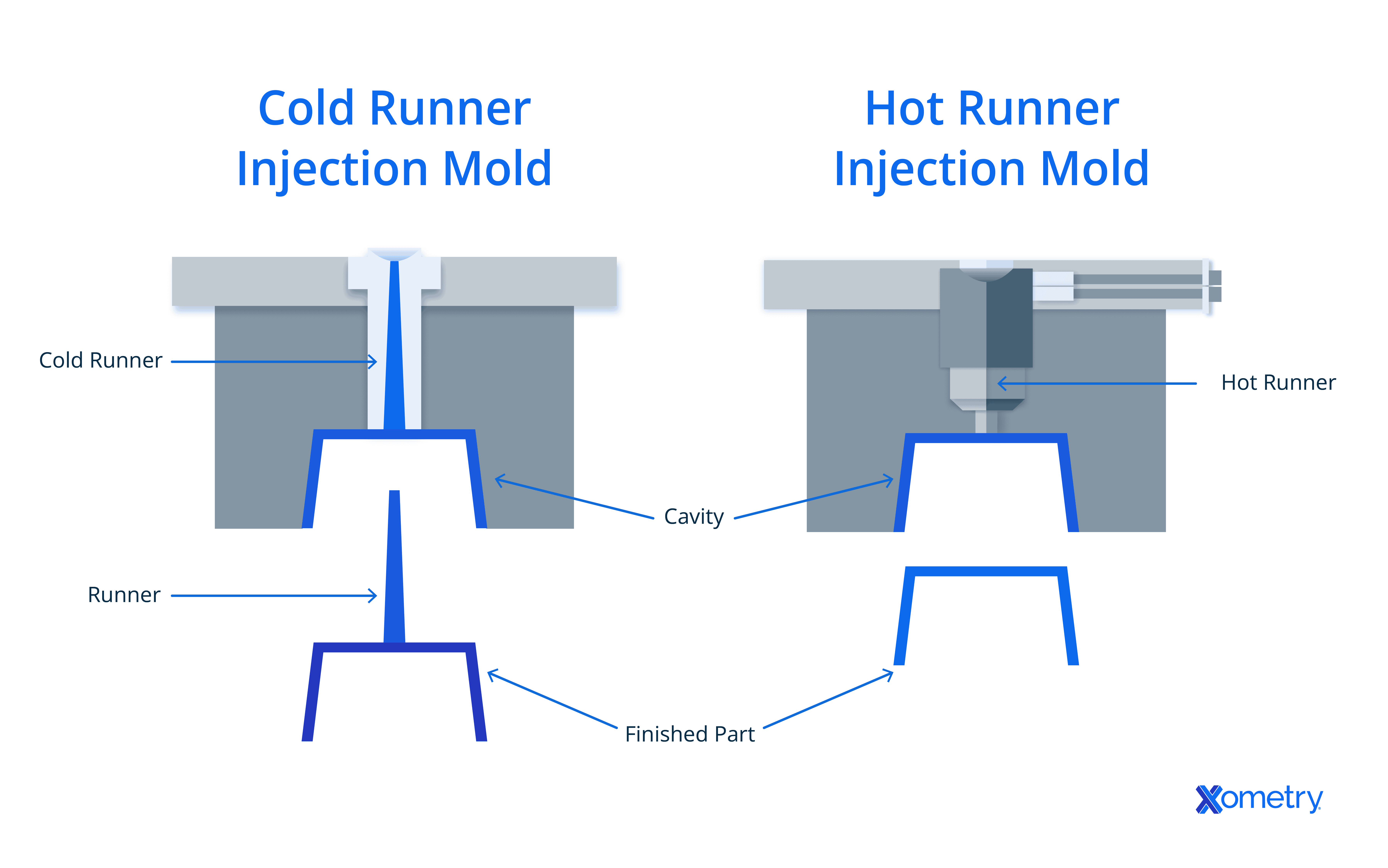
Tipo de canal
El tipo de canal influye en la flexibilidad del diseño del molde, el desperdicio de material y la cantidad de procesamiento posterior necesario.
- Moldes de canal frío: Utilizan canales no calentados para guiar el plástico fundido hacia las cavidades del molde. Son menos costosos, pero requieren más tratamiento posterior para eliminar los canales del producto final.
- Moldes de canal caliente: Incorporan canales calentados, manteniendo el plástico fundido hasta que llega a las cavidades. Reducen los residuos y las necesidades de postprocesado, pero son más complejos y caros.

Diseño de la cavidad del molde
El diseño de la cavidad del molde desempeña un papel crucial en la eficacia de la producción y la calidad de las piezas, ya que influye directamente en la velocidad, el coste y la consistencia del proceso de fabricación.
- Moldes de cavidad única: Los moldes de cavidad única producen una pieza de plástico por ciclo de inyección. Esto hace que los modelos de una sola cavidad tengan los tiempos de producción más lentos de los tres tipos de moldes que estamos analizando. Sin embargo, debido a su tamaño y relativa sencillez, su producción es bastante asequible, lo que los convierte en una buena opción para volúmenes de producción pequeños en los que la velocidad de producción no es el factor más importante.
- Moldes de cavidad múltiple: Los moldes multicavidad contienen múltiples cavidades, como su nombre indica. Estos moldes producen múltiples copias del mismo producto de plástico en cada ciclo de producción. Son ideales para la producción en serie, con altas velocidades de producción y un bajo precio por pieza en grandes volúmenes de producción. Los moldes de cavidad múltiple son complejos y caros de diseñar y producir, pero esto puede compensarse cuando se trabaja con grandes volúmenes de producción.
- Moldes familiares: Los moldes familiares son moldes de inyección que producen varias piezas diferentes por ciclo de producción. Son útiles para fabricar rápidamente productos de varias piezas, pero su diseño es muy complejo y son más propensos a los defectos de moldeo.



Además, las clasificaciones de la SPI (Sociedad de la Industria del Plástico) proporcionan un método estandarizado (Clases 101 a 105) para evaluar la esperanza de vida de los moldes y su idoneidad para diferentes volúmenes de producción.
Comparación de moldes de cavidad única, multicavidad y familiares
En la tabla siguiente se comparan los tres tipos de moldes de moldeo por inyección:
Acabados superficiales de moldeo por inyección: SPI y VDI
| Propiedad | Molde de cavidad única | Molde multicavidad | Molde familiar |
| Aplicaciones | • Productos de plástico de alta calidad (por ejemplo, envases en los que importa el componente estético).
• Geometrías o diseños intrincados con un control preciso del flujo de material y la presión de inyección. • Prototipos con cambios de diseño y nuevas iteraciones en el molde. • Producción de bajo volumen en la que el coste es un factor más importante que la velocidad de producción. |
• Grandes volúmenes de producción (más de 40.000 productos al mes).
• Aplicaciones para las que el precio por pieza es el factor más importante. • Productos de gran demanda que requieren plazos de entrega cortos para grandes tiradas (por ejemplo, tapones de botellas o envases). |
• Productos de varias piezas, para los que todas las piezas pueden fabricarse en un solo ciclo de producción.
• Creación de prototipos con múltiples variaciones de piezas que se fabrican simultáneamente. • Volúmenes de producción de medianos a grandes con el mismo material y color de la pieza. |
| Coste | Bajo coste, con los requisitos de diseño y utillaje más sencillos. | Alto, ya que requiere un diseño y un utillaje más complejos. | El más alto, por ser el más complejo de diseñar. |
| Complejidad | Baja, ya que no requiere equilibrar las presiones entre varias cavidades. | Alta, con necesidad de complejos sistemas de corredores, refrigeración y compuertas. | La más alta, con múltiples cavidades diferentes que requieren un diseño cuidadoso para equilibrar las presiones de inyección y la uniformidad. |
| Plazos de entrega | Los más bajos, debido a que el proceso de diseño es más sencillo. | Altos, que requiere un diseño cuidadoso. | Los más altos, con un largo proceso de diseño y simulación. |
| Velocidad de producción | La más lenta, limitada a una pieza por ciclo de inyección. | La más rápida, se pueden hacer varias copias de una pieza simultáneamente. | Rápida, se pueden fabricar varias piezas diferentes en un solo ciclo de inyección. |
| Calidad superficial | Máxima, con una necesidad mínima de postprocesado. | Alta, con necesidad de cierto tratamiento posterior y riesgo de defectos. | Media, con el mayor riesgo de inyección desequilibrada y defectos. |
| Ventajas | • Menor riesgo de defectos de moldeado.
• El tipo de molde más sencillo y rápido de diseñar y fabricar. |
• La velocidad de producción más rápida de los tres tipos de cavidad de molde. | • Un molde puede producir varias piezas diferentes.
• Velocidades de producción rápidas, especialmente para productos de varias piezas. |
| Desventajas | • La menor eficiencia de producción (sólo se puede producir una pieza a la vez).
• El mayor coste por pieza en grandes volúmenes de producción. |
• Alta complejidad de diseño y fabricación.
• Requiere mayor mantenimiento que los moldes de cavidad única. • Más propensos a inyecciones desequilibradas y defectos de moldeo que los moldes de una sola cavidad. |
• Muy complejos de diseñar y fabricar.
• Largos plazos de entrega para nuevos diseños de moldes, debido a la complejidad del diseño. • Se requiere más posprocesado que para los moldes de una o varias cavidades. |
¿Cuáles son los componentes de los moldes de moldeo por inyección?
El propio molde de moldeo por inyección consta de varios componentes, cada uno con su función específica dentro del molde.

Los componentes son:
- Base del molde: La base del molde o marco del molde es la infraestructura fundamental para el conjunto del molde, proporcionando rigidez y resistencia contra la presión interna experimentada durante el moldeo por inyección.
- Cavidad: la cavidad, o cavidades, dan forma a la geometría externa de la pieza. La cavidad y el núcleo forman dos mitades de la cavidad final del molde en la que se inyecta el plástico fundido.
- Núcleo: el núcleo da forma a la geometría interna de la pieza y se acopla con la cavidad para formar la cavidad del molde. Los moldes multicavidad y familiares tendrán varios pares de cavidades y núcleos para las múltiples piezas que producen.
- Insertos: los insertos son componentes separados que pueden insertarse en el molde para crear características geométricas específicas. Son independientes de la cavidad y el núcleo, pero también ayudan a formar las geometrías internas y externas.
- Sistema de canales: el sistema de canales distribuye el plástico fundido por toda la cavidad del molde para garantizar una distribución uniforme del material. Se trata de una red de canales que acaban en compuertas, que son las aberturas de las cavidades del molde. Un buen diseño del sistema de canales es vital para garantizar una distribución uniforme del material y minimizar los defectos.
- Boquilla y casquillo del bebedero: la boquilla controla cómo fluye el plástico fundido hacia el molde desde el sistema de alimentación de la máquina de moldeo por inyección. El casquillo del bebedero es un componente del molde que posiciona la boquilla para garantizar que esté centrada y alineada.
- Pasadores eyectores: se utilizan para ayudar a expulsar la pieza del molde después de que se haya solidificado y se haya abierto el molde. La pieza puede adherirse a la cavidad del molde, y los pasadores eyectores se utilizan para proporcionar automáticamente una fuerza que expulse la pieza del molde.
- Sistema de refrigeración: el sistema de refrigeración ayuda a mantener la temperatura del molde para evitar daños y mantener la calidad de la pieza acabada.
- Sistema de ventilación: el sistema de ventilación permite que el aire y los gases salgan del molde durante el proceso de inyección. Este sistema consta de varios canales, pasadores y ranuras que permiten la salida del aire, pero son lo suficientemente pequeños como para mantener el plástico en su interior.
- Guías: las guías del molde son una serie de casquillos, manguitos y pasadores de guía en las dos mitades del molde que ayudan con la alineación y el montaje.
¿Cuál es la vida útil de los moldes de inyección?
La esperanza de vida de un molde de inyección viene determinada por el número de ciclos de moldeo que puede realizar, consistiendo cada ciclo en la apertura y cierre del molde. Varios factores influyen en esta vida útil, como la clase de molde, las condiciones de funcionamiento, el entorno, las prácticas de mantenimiento y los materiales utilizados.
La Sociedad de la Industria del Plástico (SPI) clasifica los moldes de inyección en cinco clases distintas, que son independientes de la clasificación de la cavidad del molde. Cada clase se caracteriza por criterios específicos definidos por la SPI, lo que garantiza una evaluación estandarizada de la esperanza de vida del molde y su idoneidad para distintos volúmenes de producción.
La tabla siguiente compara las 5 clases de moldes de inyección:
| Clase de molde | Ciclos | Nivel de producción | Usos | Inversión |
| Molde clase 101 | 1 millón o más | Extremadamente alto | Ideal para la producción de grandes tiradas con ciclos rápidos | Los moldes de la clase 101 son los más caros, fabricados con materiales de primera calidad. |
| Molde clase 102 | No más de 1 millón | De medio a alto | Adecuado para piezas que requieren materiales plásticos duraderos y tolerancias estrictas | Los moldes de la clase 102 son bastante caros, fabricados con materiales de alta calidad |
| Molde clase 103 | No más de 500.000 | Medio | Comúnmente utilizado para tiradas de producción bajas o medias | Los moldes de la clase 103 tienen un precio moderado, situándose dentro de los precios medios |
| Molde clase 104 | No más de 100.000 | Bajo | Lo mejor para tiradas limitadas con materiales no abrasivos | Los moldes de la clase 104 tienen un coste inferior y son adecuados para series de producción limitadas a moderadas. |
| Molde clase 105 | No más de 500 | Muy bajo | Utilizado principalmente para la creación de prototipos | Los moldes de la clase 105 son los menos caros, diseñados para producir un número limitado de piezas prototipo |
Obtenga servicios de moldeo por inyección para su próximo proyecto
Elegir el molde adecuado es sólo el principio del proceso de fabricación de plásticos. Una vez seleccionado el tipo de molde en función de sus necesidades de producción y la clasificación SPI, los siguientes pasos consisten en finalizar y validar su diseño. Esto incluye revisar el fichero CAD para realizar los ajustes necesarios, producir la muestra T1 para probar y verificar el rendimiento del molde y realizar las modificaciones necesarias para garantizar una calidad óptima de la pieza.
Después de validar el molde, puede proceder a la producción a escala completa, asegurándose de que todos los parámetros están ajustados correctamente para obtener una producción uniforme y de alta calidad. La asociación con fabricantes experimentados, como Xometry Europe, proporciona la experiencia en moldeo por inyección y los recursos necesarios para una producción exitosa y eficiente. Comience con su proyecto de moldeo por inyección con confianza utilizando nuestro Generador de Presupuestos Instantáneos para obtener un presupuesto gratuito para su próximo proyecto.






Comment(0)