 Europe
Europe  Türkiye
Türkiye 

Enjeksiyon kalıplama yüksek adetlerde parça üretimi için çok verimli ve yaygın kullanılan bir plastik üretim sürecidir. Kalıp geliştirme, eriyik plastiğin yüksek hassasiyetle doğru bir şekilde şekillendirilmesi ve biçimlendirilmesi için gerekli olan bu sürecin kritik bir unsurudur. Kalıpların oluşturulmasında, ilk adımlardan biri olarak, nihai ürünlerin kalitesini ve tutarlılığını sağlamak için yüksek hassasiyet ve doğruluk gerekir.
Enjeksiyon kalıplamada kalıpları sınıflandırmanın plaka tipi, yolluk tipi, boşluk tasarımı ve sınıfı dahil olmak üzere çeşitli yolları vardır. Bu sınıflandırmalar arasında, kalıp boşluğu tasarımı – tek gözlü, çok gözlü ve aile kalıpları – üretim verimliliğini ve kalitesini belirlemede çok önemli bir rol oynar. Tek gözlü kalıplar daha basittir ve düşük hacimli üretim ve kompleks tasarımlar için ideal olan yüksek kaliteli parçalar sunar. Çok gözlü kalıplar üretim hızını artırır ve yüksek hacimler için parça başına maliyeti düşürür, ancak kusurları önlemek için hassas dengeleme gerektirir. Aile kalıpları, farklı parçaların aynı anda üretilmesine olanak tanıyarak çok parçalı ürünler için üretimi optimize eder, ancak tasarım kompleksliğini ve hata potansiyelini artırır.
Enjeksiyon Kalıplamada Ne Tür Kalıplar Kullanılır?
Plastik enjeksiyon kalıpları, her biri üretim prosesinin çeşitli yönlerini etkileyen çeşitli şekillerde kategorize edilebilir. İşte bu kategorilere ve önemlerine ayrıntılı bir bakış:
Plaka Tipi
Plaka tipi, kalıbın maliyetini, nihai ürünün yüzeyini ve genel üretim verimliliğini etkiler.
- İki Plakalı Kalıplar: Boşluk ve maça olmak üzere iki ana parçadan oluşur. Daha basit ve daha ucuzdurlar ancak kompleks parça tasarımlarında sınırlamaları olabilir.
- Üç Plakalı Kalıplar: Parçaları yolluklardan ayırmak için ek bir plaka içerir, parça fırlatmayı ve kaliteyi artırır. Çok yönlüdürler ancak aynı zamanda daha maliyetlidirler.
- Yığma Plakalı Kalıplar: Kapladığı alanı artırmadan üretimi iki katına çıkaran birden fazla boşluk katmanı kullanır. Yüksek hacimli üretim için idealdirler ancak hassas hizalama ve kompleks tasarım gerektirirler.

Yolluk Tipi
Yolluk tipi kalıp tasarımı esnekliğini, malzeme israfını ve gerekli son işlem süresini etkiler.
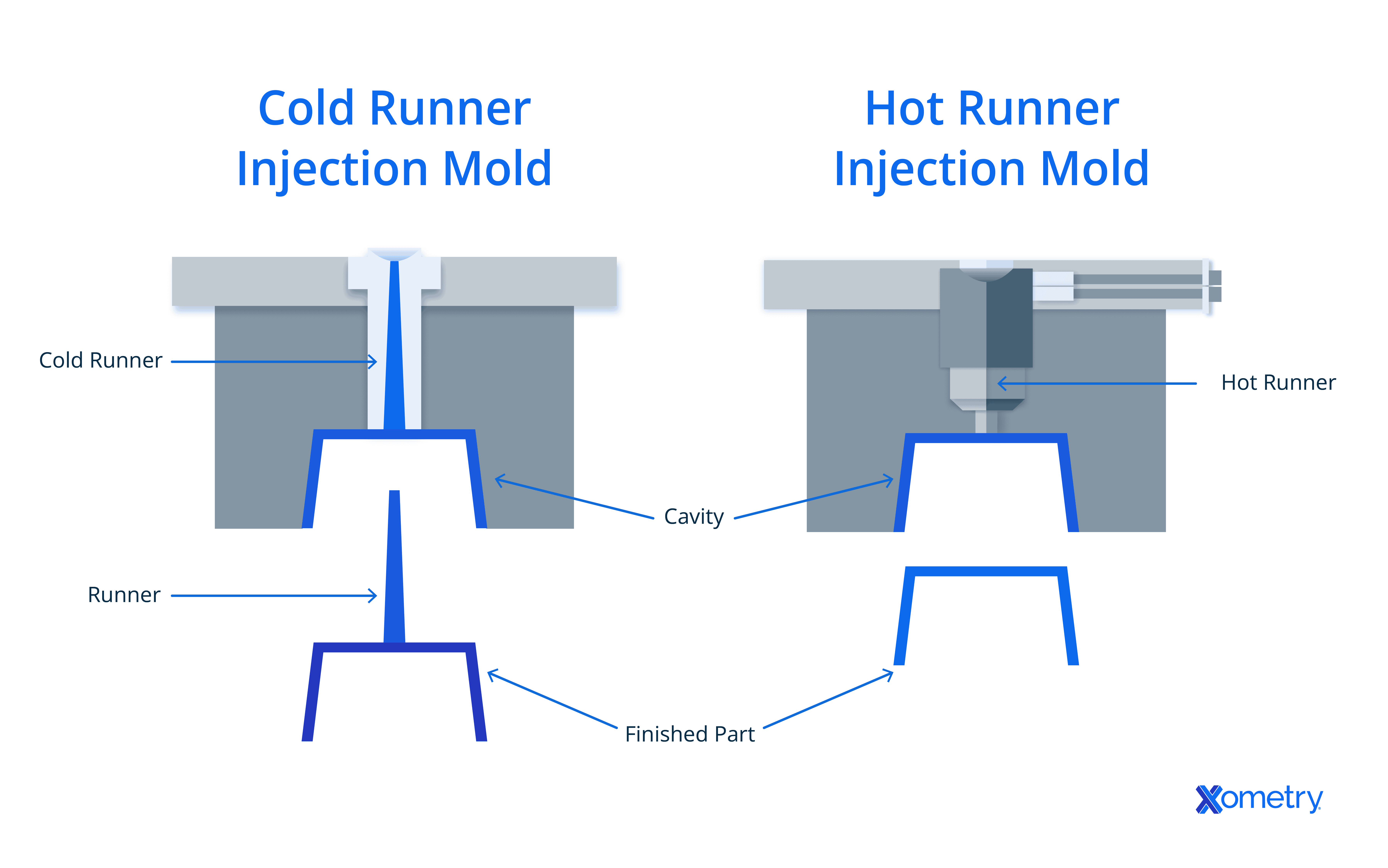
- Soğuk Yolluklu Kalıp Sistemleri: Eriyik plastiği kalıp boşluklarına yönlendirmek için ısıtılmamış kanallar kullanın. Daha ucuzdurlar ancak yollukları nihai üründen çıkarmak için daha fazla son işlem gerektirirler.
- Sıcak Yolluklu Kalıp Sistemleri: Isıtılmış kanallar içerir ve plastiği boşluklara ulaşana kadar ergimiş halde tutar. İsrafı ve işlem sonrası ihtiyaçları azaltırlar ancak daha kompleks ve pahalıdırlar.

Kalıp Boşluğu Tasarımı
Kalıp boşluğu tasarımı, üretim verimliliği ve parça kalitesinde çok önemli bir rol oynar ve üretim sürecinin hızını, maliyetini ve tutarlılığını doğrudan etkiler.
- Tek Gözlü Kalıplar: Tek gözlü kalıplar enjeksiyon döngüsü başına bir plastik parça üretir. Bu, tek gözlü modellere, tartıştığımız üç kalıp türü arasında en yavaş üretim sürelerini verir. Bununla birlikte, boyutları ve göreceli basitlikleri nedeniyle, üretilmeleri oldukça ekonomiktir, bu da onları üretim hızının en büyük faktör olmadığı küçük üretim hacimleri için iyi bir seçenek haline getirir.
- Çok Gözlü Kalıplar: Çok gözlü kalıplar, adından da anlaşılacağı gibi birden fazla göz içerir. Bu kalıplar her üretim döngüsünde aynı plastik ürünün birden fazla kopyasını üretir. Yüksek üretim hızları ve büyük üretim hacimlerinde parça başına düşük fiyat ile seri üretim amaçları için idealdirler. Çok gözlü kalıpların tasarımı ve üretimi kompleks ve pahalıdır, ancak büyük üretim hacimleriyle çalışıldığında bu durum telafi edilebilir.
- Aile Kalıpları: Aile kalıpları, üretim döngüsü başına birden fazla farklı parça üreten enjeksiyon kalıplarıdır. Çok parçalı ürünleri hızlı bir şekilde üretmek için kullanışlıdırlar, ancak tasarımları çok karmaşıktır ve kalıplama hatalarına daha yatkındırlar.



Ayrıca SPI (Society of the Plastics Industry) sınıflandırması, kalıp ömrü beklentisini ve farklı üretim hacimlerine uygunluğu değerlendirmek için standart bir yöntem (Sınıf 101 – 105) sağlar.
Tek gözlü, Çok gözlü ve Aile Kalıplarının Karşılaştırılması
Aşağıdaki tabloda üç tip enjeksiyon kalıplama kalıbı karşılaştırılmaktadır:
| Kalıp Türü | Tek Gözlü Kalıp | Çok Gözlü Kalıp | Aile Kalıbı |
| Uygulamalar | • Yüksek kaliteli plastik ürünler (örn. estetiğin önemli olduğu kutular).
• Plastik akışı ve enjeksiyon basıncı üzerinde hassas kontrole sahip kompleks geometriler veya tasarımlar. • Tasarım değişiklikleri ve yeni kalıp iterasyonları içeren prototipler. • Maliyetin üretim hızından daha önemli bir faktör olduğu düşük hacimli üretim. |
• Büyük üretim hacimleri (ayda 40.000’den fazla ürün).
• Parça başına fiyatın en önemli faktör olduğu uygulamalar. • Yüksek hacimler için kısa teslim süreleri gerektiren yüksek talep gören ürünler (örn. şişe kapakları veya ambalajlar). |
• Tüm parçaların tek bir üretim döngüsünde üretilebildiği çok parçalı ürünler.
• Aynı anda birden fazla parça varyasyonunun üretildiği prototipleme. • Aynı parçanın malzemesi ve rengi ile orta ila büyük üretim hacimleri. |
| Maliyet | En basit tasarım ve kalıp gereksinimleri ile düşük maliyet. | Yüksek, daha kompleks tasarım ve takım gerektirir. | En yüksek, tasarımı en kompleks olması nedeniyle. |
| Kompleksite | Birden fazla boşluk arasındaki basınçların dengelenmesini gerektirmediği için düşüktür. | Karmaşık yolluk, soğutma ve kapı sistemlerine ihtiyaç duyulması nedeniyle yüksek. | Enjeksiyon basınçlarını ve homojenliği dengelemek için dikkatli bir tasarım gerektiren birden fazla farklı boşluğa sahip, en yüksek |
| Teslim Süresi | Daha basit tasarım süreci nedeniyle en düşük seviyededir. | Yüksek, dikkatli tasarım gerektirir. | Uzun bir tasarım ve simülasyon süreci ile en yüksek. |
| Üretim Hızı | En yavaş, enjeksiyon döngüsü başına bir parça ile sınırlı. | En hızlı, bir parçanın birden fazla kopyası aynı anda yapılabilir. | Hızlı, birden fazla farklı parça tek bir enjeksiyon döngüsünde yapılabilir. |
| Yüzey Kalitesi | En yüksek, minimum ardıl işlem gerekliliği | Yüksek, bazı ardıl işlemler gerekli ve kusur riski var. | Orta, en dengesiz enjeksiyon ve kusur riski taşıyan çeşit. |
| Avantajlar | • En düşük kalıplama hatası riski.
• Tasarımı ve üretimi en basit ve en hızlı kalıp türü. |
• Üç kalıp gözü tipi arasında en hızlı üretim hızı. | • Bir kalıp birden fazla farklı parça üretebilir.
• Özellikle çok parçalı ürünler için yüksek üretim hızları. |
| Dezavantajlar | • En düşük üretim verimliliği (bir seferde sadece bir parça üretilebilir).
• Büyük üretim hacimlerinde parça başına en yüksek maliyet. |
• Tasarımı ve üretimi oldukça karmaşıktır.
• Tek gözlü kalıplara göre daha fazla bakım gerektirir. • Tek gözlü kalıplara göre dengesiz enjeksiyonlara ve kalıplama hatalarına daha yatkındır. |
• Tasarımı ve üretimi oldukça karmaşıktır.
• Tasarım karmaşıklığı nedeniyle yeni kalıp tasarımları için uzun teslim süreleri. • Tek veya çok gözlü kalıplara göre daha fazla son işlem gereklidir. |
Plastik Enjeksiyon Kalıplarının Bileşenleri Nelerdir?
Enjeksiyon kalıplama kalıbının kendisi, her biri kalıp içinde kendine özgü işlevi olan çeşitli bileşenlerden oluşur.

Bileşenler şunlardır:
- Kalıp tabanı: Kalıp tabanı veya kalıp çerçevesi, enjeksiyon kalıplama sırasında yaşanan iç basınca karşı sertlik ve mukavemet sağlayan kalıp düzeneği için temel altyapıdır.
- Boşluk: Boşluk veya kaviteler parçanın dış geometrisini şekillendirir. Boşluk ve maça, eriyik plastiğin enjekte edildiği nihai kalıp boşluğunun iki yarısını oluşturur.
- Çekirdek: Maça, parçanın iç geometrisini şekillendirir ve kalıp boşluğunu oluşturmak için boşlukla eşleşir. Çok boşluklu ve aile kalıpları, ürettikleri birden fazla parça için birden fazla boşluk ve maça çiftine sahip olacaktır.
- Insertler: Insertler, belirli geometrik özellikler oluşturmak için kalıba yerleştirilebilen ayrı bileşenlerdir. Boşluk ve maçadan ayrıdırlar ancak iç ve dış geometrilerin oluşturulmasına da yardımcı olurlar.
- Yolluk sistemi: Yolluk sistemi, malzemenin eşit bir şekilde dağıtımını sağlamak için eriyik plastiği kalıp boşluğu boyunca dağıtır. Nihayetinde kalıp boşluklarına açılan kapılarda son bulan bir kanal ağıdır. İyi bir yolluk sistemi tasarımı, eşit malzeme dağılımı sağlamak ve kusurları en aza indirmek için hayati önem taşır.
- Nozul ve yolluk burcu: Nozul, erimiş plastiğin enjeksiyon kalıplama makinesinin besleme sisteminden kalıba nasıl aktığını kontrol eder. Yolluk burcu, merkezlenmiş ve hizalanmış olmasını sağlamak için nozulu konumlandıran kalıbın bir bileşenidir.
- İtici pimler: Katılaştıktan ve kalıp açıldıktan sonra parçanın kalıptan çıkarılmasına yardımcı olmak için kullanılırlar. Parça potansiyel olarak kalıp boşluğuna yapışabilir ve itici pimler, parçayı kalıptan çıkaran bir kuvveti otomatik olarak sağlamak için kullanılır.
- Soğutma sistemi: Soğutma sistemi, hasarı önlemek ve bitmiş parçanın kalitesini korumak için kalıbın sıcaklığını korumaya yardımcı olur.
- Havalandırma sistemi: Havalandırma sistemi, enjeksiyon işlemi sırasında hava ve gazların kalıptan çıkması için bir yol sağlar. Bu sistem, havanın çıkmasına izin veren, ancak plastiği içeride tutacak kadar küçük olan çeşitli kanallar, pimler ve oluklardan oluşur.
- Kızaklar: Kalıbın kılavuzları, kalıbın iki yarısında bulunan ve hizalama ve montaja yardımcı olan bir dizi burç, manşon ve kılavuz pimdir.
Enjeksiyon Kalıplarının Kullanım Ömrü Ne Kadardır?
Bir enjeksiyon kalıbının beklenen ömrü, gerçekleştirebileceği kalıp çevrim döngüsü sayısına göre belirlenir ve her döngü kalıbın açılıp kapanmasından oluşur. Kalıp sınıfı, çalışma koşulları, çevre, bakım uygulamaları ve kullanılan malzemeler dahil olmak üzere çeşitli faktörler bu ömrü etkiler.
The Society of the Plastics Industry (SPI), enjeksiyon kalıplarını kalıp boşluğu sınıflandırmasından bağımsız beş ayrı sınıfa ayırır. Her sınıf, SPI tarafından tanımlanan belirli kriterlerle karakterize edilir ve kalıp ömrü beklentisi ve çeşitli üretim hacimleri için uygunluk için standartlaştırılmış değerlendirme sağlar.
Aşağıdaki tablo 5 enjeksiyon kalıbı sınıfını karşılaştırmaktadır:
| Kalıp Sınıfı | Döngüler | Üretim Düzeyi | Kullanım Alanı | Yatırım |
| Class 101 Kalıp | 1 milyon veya daha fazlası | Son derece yüksek | Hızlı döngülerle yüksek hacimli üretim için ideal | Sınıf 101 kalıplar en pahalı olanlardır ve en üst düzey malzemelerden üretilirler |
| Class 102 Kalıp | 1 milyon adede kadar | Orta – yüksek hacim | Dayanıklı plastik malzemeler ve dar toleranslar gerektiren parçalar için uygundur | Sınıf 102 kalıplar oldukça pahalıdır, yüksek kaliteli malzemelerle yapılır |
| Class 103 Kalıp | 500,000 adede kadar | Orta | Genellikle düşük ila orta ölçekli üretimler için kullanılır | Sınıf 103 kalıplar orta düzeyde fiyatlandırılır ve ortalama fiyat aralıkları içinde yer alır |
| Class 104 Kalıp | 100,000 adede kadar | Düşük | Aşındırıcı olmayan malzemelerle sınırlı çalışmalar için en iyisi | Sınıf 104 kalıpların maliyeti daha düşüktür, sınırlı ve orta düzeydeki üretim çalışmaları için uygundur |
| Class 105 Kalıp | 500 adede kadar | Çok düşük | Öncelikle prototipleme için kullanılır | Sınıf 105 kalıplar, sınırlı sayıda prototip parça üretmek için tasarlanmış en ucuz kalıplardır |
Bir Sonraki Projeniz İçin Enjeksiyon Kalıp Hizmeti Alın
Doğru kalıbı seçmek, plastik üretim prosesinin sadece başlangıcıdır. Üretim ihtiyaçlarınıza ve SPI sınıflandırmanıza göre kalıp tipi seçildikten sonra, sonraki adımlar tasarımınızı sonuçlandırmayı ve doğrulamayı içerir. Bu, gerekli ayarlamalar için CAD dosyasının incelenmesini, kalıbın performansını test etmek ve doğrulamak için T1 numunesinin üretilmesini ve optimum parça kalitesini sağlamak için gerekli değişikliklerin yapılmasını içerir.
Kalıbı doğruladıktan sonra, tutarlı ve yüksek kaliteli çıktı için tüm parametrelerin doğru şekilde ayarlandığından emin olarak tam ölçekli üretime geçebilirsiniz. Xometry gibi deneyimli üreticilerle ortaklık kurmak, başarılı ve verimli üretim için gereken enjeksiyon kalıplama uzmanlığını ve kaynaklarını sağlar. Bir sonraki projeniz için ücretsiz fiyat teklifi almak üzere Anlık Fiyat Motorunu kullanarak enjeksiyon kalıplama projenize güvenle başlayın.





Comment(0)