 Europe
Europe  Türkiye
Türkiye 

Der Spritzguss ist ein sehr effizientes und weit verbreitetes Verfahren zur Bearbeitung von Kunststoffen in großen Stückzahlen. Der Entwurf der Spritzgussformen ist ein entscheidender Aspekt dieses Verfahrens, der essenziell für die hochpräzise Formgebung der geschmolzenen Kunststoffe ist. Die Entwicklung dieses Formen verlangt als einer der ersten Schritte sowohl eine hohe Präzision als auch Genauigkeit um sicherstellen zu können, dass Qualität und Konsistenz des Endprodukts stimmen.
Dafür gibt verschiedene Wege diese Formen für den Spritzguss einzustufen. Das wäre die Einstufung nach Art der Platten, Art des Kanals, Design des Hohlraums und der Klasse. Unter diesen Einstufungen spielt insbesondere das Design des Hohlraums der sogenannten Kavitäten – Einzelkavitäten, Mehrfachkavitäten (mit dem gleichen Hohlraum in mehrfacher Ausführung) oder Kavitäten in einer Familienform (verschiedene Hohlräume in einer Gesamtform) – eine tragende Rolle, da diese die Produktionseffizienz und Qualität bestimmt. Einzelkavitäten sind einfacher und erzeugen hochwertige Teile, und sind somit ideal für kleinere Serien und feingliedrige Entwürfe. Mehrachkavitäten beschleunigen die Produktionsgeschwindigkeit und reduzieren die Kosten pro Teil in größen Volumina, erfordern aber eine genaue Balance um Fehler bzw. Defekte zu vermeiden. Familienformen erlauben es hingegen verschiedene Teile gleichzeitig zu produzieren, und optimieren damit die Produktion von mehrteiligen Produkten. Sie erhöhen jedoch dadurch die Komplexität des Entwurfs der Form und somit das Potenzial für Fehler.
Welche Art von Gussform verwendet man im Spritzguss?
Die Spritzgussformen können auf verschiedene Arten kategorisiert werden, wobei jede den Produktionsprozess auf ihre ganz eigene Art beeinflusst. Es folgt eine detaillierte Übersicht über diese Kategorien und ihre Signifikanz.
Plattentypen
Die Plattentypen beeinflussten insbesondere die Kosten einer Gussform, die Oberflächengüte des Endprodukts und die allgemeine Produktionseffizienz.
- Zwei-Platten-Formen: Bestehen aus zwei Hauptteilen – Der Kavität und dem Kern. Sie sind weniger komplex und auch nicht ganz so teuer, haben aber auch Einschränkungen bezüglich der Komplexität der möglichen Teile.
- Drei-Platten-Formen: Beinhaltet drei Platten um die Teile von den Kanälen zu trennen, verbessert dadurch den Auswurf des Teils und seine Qualität. Sie sind vielseitiger aber auch teurer.
- Plattenstapel-Formen: Durch die Nutzung mehrerer Kavitäten verdoppelt sich der Output einer Maschine bei einer gleichbleibenden Stellfläche. Die Stapel eigenen sich hervorraged für hochvolumige Produktionsabläufe, erfordern aber auch eine präzise Ausrichtung der Platten und entsprechend komplexe Entwürfe.

Typ des Kanals
Der Typ des Kanals bzw. der Kanäle beeinflusst die Flexibilität des Entwurfs, die Abfallmengen und den erforderlichen Umfang der Nachbearbeitung.
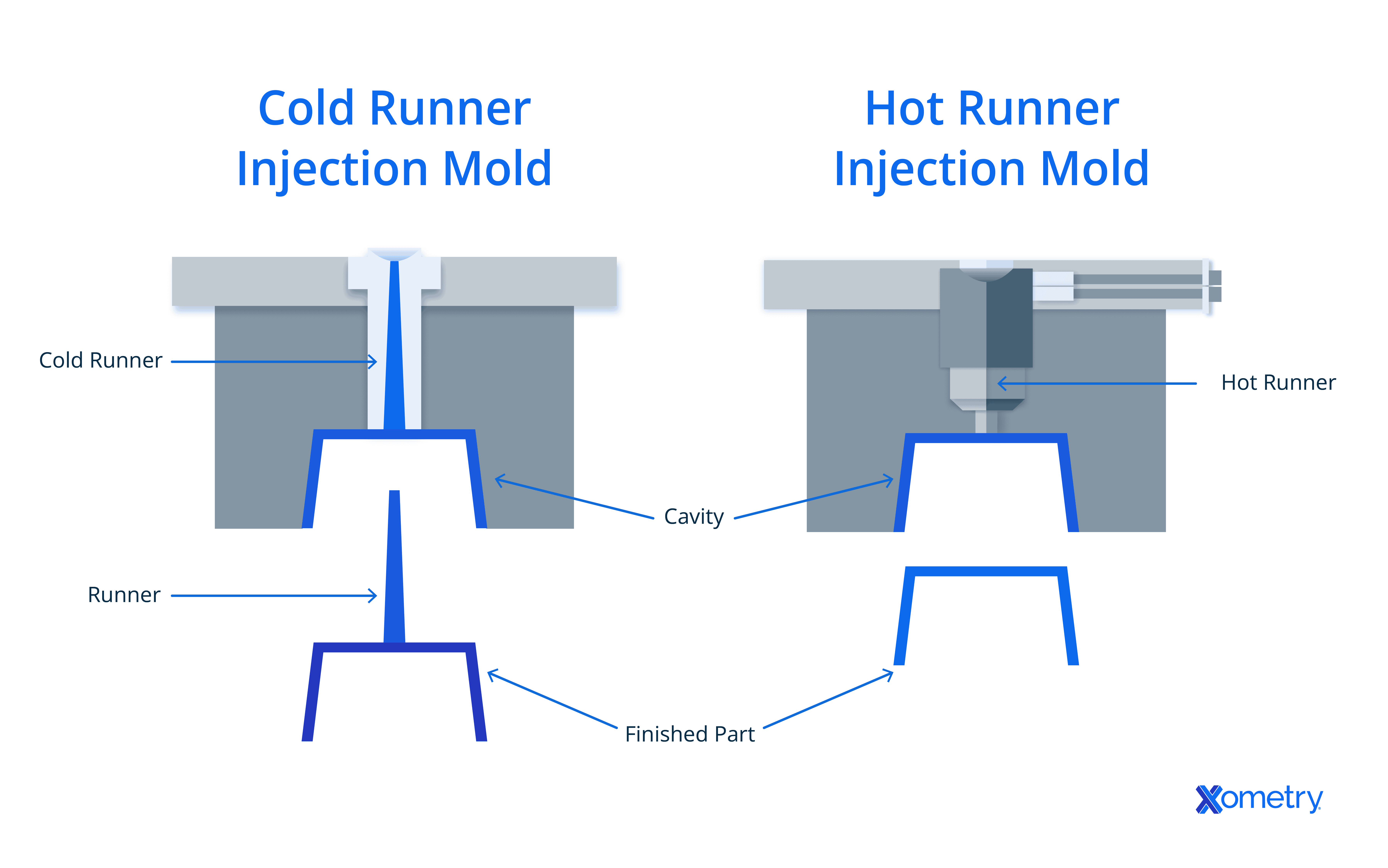
- Kaltkanal-Formen (Cold Runner): Hier werden unbeheizte Kanäle eingesetzt, um den geschmolzenen Kunststoff in die Kavität einzuführen. Sie kosten weniger, erfordern aber einen Nachbearbeitungsschritt in dem der erstarrende Kunststoff in den Kanälen vom Endprodukt entfernt werden muss.
- Heißkanal-Formen (Hot Runner): Nutzt geheizte Kanäle, die den Kunststoff bis zum Erreichen der Kavität geschmolzen halten. Sie verringern den anfallenden Abfall und den Bedarf für die Nachbearbeitung, sind aber auch komplexer und teurer.

Design der Hohlräume
Das Design der Hohlräume bzw. Kavitäten spielt eine entscheidende Rolle bei der Produktionseffizienz und der Qualität der Teile ingesamt, da es sowohl die Geschwindigkeit als auch die Kosten und die Konsistenz im Verlauf des Produktionsablaufes beeinflusst.
- Formen mit Einzelkavitäten: Formen mit Einzelkavitäten erzeugen ein einzelnes Kunststoffteil pro Produktionszyklus. Dies bewirkt, dass die Einzelkavitätsformen die langsamsten Produktionszeiten unter den drei besprochenenen Arten der Kavitäten aufweisen. Sie sind jedoch bedingt durch ihre Größe und relative Einfachheit recht günstig zu produzieren, wodurch sie eine gute Option für Kleinserien darstellen, bei denen die Produktionsgeschwindigkeit nicht der schwerwiegendste Faktor ist.
- Formen mit Mehrfachkavitäten: Formen mit Mehrfachkavitäten enthalten, wie der Name es schon sagt, mehrere identische Kavitäten. Diese Formen erzeugen pro Zyklus mehrere Kopien des gleichen Kunststoffproduktes. Sie sind ideal für die Massenproduktion mit hohen Produktionsgeschwindigkeiten geeignet und führen bei hochvolumigen Produktionsabläufen zu einem geringen Stückpreis. Formen mit Mehrfachkavitäten sind komplex und sowohl im Entwurf als auch in der Herstellung teuer, was jedoch mit großen Produktionsvolumina ausgeglichen werden kann.
- Familien-Formen: Familien-Formen sind Spritzgussformen, die eine „Familie“ unterschiedlicher Kunststoffteile pro Produktionszyklus erzeugen. Sie eignen sich für die Fertigung mehrteiliger Produkte, die sie schnell fertigen, dabei aber auch aufgrund des sehr komplexen Designs deutlich anfälliger für Mängel im Guss sind.



Darüber hinaus bietet die SPI (Society of the Plastics Industry – Gesellschaft der Kunststoffverarbeitenden Industrien) eine standardisierte Einstufungsmethode (Klasse 101 bis 105) an, mit der evaluiert werden kann, wie lange die zu erwartende Lebensdauer und Eignung für unterschiedliche Produktionsvolumina der Form ist.
Vergleich von Einzelkavitäten, Mehrfaachkavitäten und Familienkavitäten
Die folgende Tabelle stellt die drei Arten der Formen für den Spritzguss gegenüber:
| Eigenschaft | Einzelkavität | Mehrfachkavität | Familien-Kavität |
| Applications | • Hochwertige Kunststoffprodukte (z.B. ästhetische Behältnisse). • Diffizile Geometrien oder Designs mit einer präzisen Kontrolle über Materialfluss und Einspritzdruck. • Prototypen mit Veränderungen am Design und neue Iterationen von Formen. • Kleinserien, bei denen die Kosten wichtiger sind als die Geschwindigkeit der Herstellung. |
• Große Produktionsvolumina (mehr als 40.000 Stck. pro Monat).
• Anwendungen, bei denen der Stückpreis einen wichtigen Faktor darstellt. • Produkte mit hoher Nachfrage, die kurze Vorlaufzeiten und hohe Volumina erfordern (z.B. Flaschendeckel oder Verpackungen). |
• Mehrteilige Produkte, bei denen alle Teile in einem Produktionszyklus erzeugt werden können. • Prototypen mit unterschiedlichen Varianten, die gleichzeitig gefertigt werden sollen. •Mittlere bis große Produktionsvolumina mit identischem Material und gleicher Farbe. |
| Cost | Geringe Kosten, mit dem einfachsten Anforderungen an Design und Formenbau. |
Hoch, erfordern komplexe Designs und hochwertigen Formenbau. | Am höchsten, erfordern die komplexesten Entwürfe für die Form. |
| Komplexität | Gering, erfordern keinen Ausgleich von Drücken in mehreren Kavitäten. |
Hoch, erfordert ein komplexes System aus Zulaufkanälen, Kühlung und Verschlüssen. |
Am höchsten, mit mehreren verschiedenen Kavitäten, erfordern die Formen ein vorsichtiges Design zum Druckausgleich. |
| Vorlaufzeit | Am geringsten, aufgrund des einfachen Designprozesses |
Hoch, erfordert vorsichtiges Design. | Am höchsten, mit langwierigen Entwurfs- und Simulationsprozessen. |
| Produktionstempo | Am langsamsten, begrenzt auf ein Teil pro Einspritzzyklus. |
Am schnellsten, mehrere Kopien eines Produkts können simultan hergestellt werden. |
Schnell, mehrere verschiedene Teile können in einem einzelnen Zyklus hergestellt werden. |
| Oberflächenqualität | Am höchsten, nur minimale Nachbearbeitung nötig. |
Hoch, mit Risiko von Mängeln und einigen Anforderungen an die Nachbearbeitung. |
Mittel, mit dem höchsten Risiko auf eine unausgewogene Einspritzung und entsprechenden Mängeln. |
| Vorteile | •Geringstes Risikon von Mängeln.
• Die einfachste und schnellste Art des Designss und der Fertigung. |
• Höchste Produktions-geschwindigkeit unter den drei genannten Arten |
• eien Gussform kann mehrere verschiedene Teile produzieren.
• Hohe Produktions-geschwindigkeit, insbesondere bei mehrteiligen Produktionen. |
| Nachteile | • Niedrigste Produktionseffizienz (es kann immer nur ein Teil auf einmal produziert werden).
• Höchste Kosten pro Stück bei größeren Volumina |
• Sehr komplex im Entwurf und der Herstellung.
• Erfordert mehr Wartung als vergleichbare Einzelkavitätsformen. •Unterliegt schneller nicht richtig ausbalancierten Injektionen und dementsprechend mehr Defekten als eine Einzelkavitätsform. |
• Sehr komplex zu entwerfen und herzustellen.
• Lange Vorlaufzeizen für das neue Form-Design aufgrund der Komplexität des Designs. • Es ist mehr Nachbearbeitung erforderliche als bei Einzel – oder Merhfachkavitäten. |
Welche Komponenten hat eine Spritzgussform?
Die Spritzgussform selbst besteht aus mehreren Einzelkomponenten, von denen jede eine ganz eigene spezifische Funktion in der Form erfüllt:

Die Komponenten sind:
- Formbasis: Die Formbasis, das Formnest oder der Formrahmen ist die tragende Infrastruktur für die Gesamtheit der Baugruppe der Form. Sie bietet Festigkeit und Stärke gegenüber den Innendrücken, denen die Form während des Einspritzvorgangs auf die Form wirken.
- Kavität: Die Kavität oder die mehreren Kavitäten formen die äußere Geometrie des gewünschten Teils. Die Kavität und der Kern formen dabei die beiden Hälften des finalen Hohlraums für den Spritzguss des Kusntstoffes.
- Kern: Der Kern formt die innere Geometrie des Teils und fügt sich mit der Kavität zusammen um die Kavität der Gussform zu bilden. Mehrfachkavitäten- und Familien-Kavitäten-Formen haben dementsprechend mehrfache Paare aus Kavitäten und Kernen für die mehreren zu formenden Teile.
- Inserts: Inserts, also Einsatzstücke, sind separate Komponenten, die ggf. in die Gussform eingesetzt werden um ganz spezifische geometrische Elemente zu erzeugen. Sie sind separiert von Kern und Kavität dienen aber ebenfalls zum Formen von Innen- und Außengeometrien der zu produzierenden Teile.
- Kanalsystem: Das Kanalsystem verteilt den geschmolzenen Kunststoff durch in die Kavität der Form, und soll eine gleichmäßige Verteilung des Materials sicherstellen. Dieses Netzwerk aus Kanälen endet in Öffnungen, die den Übergang in die Kavität der Form darstellen. Ein gutes „Runner-System-Design“ ist entscheidenen dafür eine gleichmäßige Verteilung der Materials und möglichst geringe Mängel sicherzustellen.
- Düse und Angussbuchse: Das System aus Düse und Angussbuchse kontrolliert den Übergang (das „Andocken“) zwischen Spritzgussmaschine und der eigentlichen Gussform. Die Düse gibt vor, wie der geschmolzene Kunststoff aus dem Zuführungsystem in die Form übergeht. Die Angussbuchse ist das Gegenstück in der Form, das dafür sorgt, dass die Düse während der schnellen Öffnungs- und Schließbewegung immer zentriert und perfekt ausgerichtet ist.
- Auswurfstifte: Diese Stifte dienen dazu, das erzeugte Teil nach dem Aushärten und Öffnen der Gussform auszuwerfen. Das erzeugte Teil kann potenziell im Hohlraum haften, weshalb durch die Stifte ein Auswurfdruck aufgebaut wird, der das Teil aus der Form entfernt.
- Kühlsystem: Das Kühlsystem hilft dabei die Temperatur im Inneren der Form zu kontrollieren und somit Schäden zu vermeiden und die Qualität des Teils durch eine kontrollierte Abkühlung zu gewährleisten.
- Entlüftungssystem: Das Entlüftungssystem sorgt dafür, dass die Luft- und ggf. enthaltene andere Gase aus der Form während des Einspritzvorgangs entweichen können. Dieses System besteht ebenfalls aus mehreren Kanälen, Stiften und Vertiefungen, die einerseits groß genug sind, dass die Luft entweichen kann, aber andererseits klein genug sind, dass der Kunststoff in der Form bleibt.
- Führung: Die Führungselemente sind eine Reihe von Buchsen, Hülsen und Führungsstiften, die dafür sorgen, dass die beiden Hälften der Form richtig ausgerichtet und zusammengefügt werden.
Wie hoch ist die Lebenserwartung einer Spritzgussform?
Die Lebenserwartung einer Spritzgussform hängt von der Zahl der Produktionszyklen ab, die sie ableisten kann, wobei ein Zyklus immer aus einem Schließen, einem Einspritzen und einem Öffnen der Form besteht. Verschiedene Faktoren beeinflussen dabei die Lebensdauer, darunter natürlich die SPI-Klasse der Form, die Bedingungen ihres Einsatzes, die Umgebungsbedingungen generell, die Wartungsintensität und die verwendeten Materialien.
Die Gesellschaft der Kunstoffverarbeitenden Industrien (SPI) kategorisiert dabei Spritzgussformen in fünf unterschiedliche Klassen, was unabhängig von der Einordnung der Kavität erfolgt. Jede Klasse charakterisiert dabei spezifische Kriterien, die durch die SPI festgelegt wurden, und eine standardisierte Evaluierung der Lebenserwartung einer Gussform sowie ihre Eignung für spezifische Produktionsvolumina sicherstellen soll.
Die folgende Tabelle vergleicht die 5 Spritzgussklassen:
| Form Klasse |
Zyklen | Produktivität |
Nutzungsbereich | Investition |
| Klasse 101 Form |
1 Million oder mehr |
extrem hoch |
Ideal für hochvolumige Produktion mit schnellen Zyklen |
Klasse 101 Formen sind am teuersten, da sie aus den bestmöglichen Materialien gefertigt werden |
| Klasse 102 Form |
nicht mehr als 1 Million | mittel bis hoch |
Geeignet für Teile aus haltbaren Kunststoffen und für enge Toleranzen |
Klasse 102 Formen sind ziemlich teuer und werden aus hochwertigen Materialien gefertigt |
| Klasse 103 Form |
nicht mehr als 500.000 | mittel | Häufig für einen geringen bis mittleren Produktionsumfang eingesetzt |
Klasse 103 Formen liegen im mittleren Preissegment, analog zu den verwendeten Materialien |
| Klasse 104 Form | nicht mehr als 100.000 | gering | Am besten für die begrenzte Serienfertigung nicht-abrasiver Teile |
Klasse 104 Formen sind deutlich günstiger, eignen sich aber auch nur für eher moderate Produktionsanforderungen |
| Klasse 105 Form |
nicht mehr als 500 | sehr gering |
Hauptsächlich für das Prototyping eingesetzt |
Klasse 105 Formen sind die günstigsten und werden für einige wenige Prototypen oder Kleinserien entworfen |
Holen Sie sich Spritzgussdienste für Ihr Nächstes Projekt
Die Auswahl der richtigen Form ist nur der Anfang eines Prozesses in der Kunststofffertigung. Nach der Auswahl der Form, die aufgrund der Anforderung der Produktion und der SPI-Klassifizierung erfogt, beinhaltet der nächste Schritt die Finalisierung und Prüfung des Entwurfs. Dies beinhaltet die Prüfung der CAD-Datei nach ggf. notwendigen Änderungen, der Produktion eines T1-Prüfmusters und die Verifizierung der Leistung der Gussform, sowie natürlich alle erforderlichen Anpassungen vorzunehmen, um die Qualität des Produkts zu optimieren.
Nachdem die Form geprüft wurde, können Sie mit der vollständigen Produktion fortfahren, und sicherstellen, dass alle Parameter die Weichen für einen konsistenten und hochwertigen Output stellen. Eine Zusammenarbeit mit erfahren Herstellern, wie zum Beispiel uns bei Xometry Europe, bietet Ihnen das Fachwissen über den Spritzguss sowie die Ressourcen, die Sie für eine erfolgreiche und effiziente Produktion benötigen. Starten Sie Ihr Projekt voller Zuversicht indem sie unsere Instant Quotung Engine benutzen, und sofort ein Angebot für Ihr nächstes Projekt erhalten.





Comment(0)