 Europe
Europe  Türkiye
Türkiye 


L’angolarità è una tolleranza geometrica utilizzata nella quotatura e tolleranza geometrica per controllare l’orientamento di una lavorazione rispetto ad un’altra. È una delle 14 tolleranze GD&T standard definite nella norma ASME Y14.5.
Le tolleranze GD&T possono essere suddivise in cinque gruppi principali: forma, orientamento, posizione, profilo ed eccentricità. L’angolarità rientra nel gruppo dell’orientamento, insieme al parallelismo ed alla perpendicolarità.
Questo articolo si concentra sulla tolleranza angolare, trattandone l’importanza, le applicazioni, i metodi di misurazione ed altri argomenti pertinenti.
Cosa si intende per angolarità?
L’angolarità è una tolleranza geometrica che controlla l’orientamento di un elemento (superficie, asse o piano centrale) con un angolo specificato rispetto a un datum di riferimento. Siccome un orientamento angolare non può esistere da solo, l’angolarità deve essere sempre definita rispetto a un elemento di riferimento (datum).
Mentre il parallelismo e la perpendicolarità si usano quando le lavorazioni sono orientate esattamente a 0° o 90° l’una rispetto all’altra, l’angolarità si usa per tutti gli altri angoli acuti ed ottusi.
Un errore di progettazione comune è quello di confondere l’angolarità con una tolleranza dimensionale angolare standard (ad esempio, ±2°). La zona di tolleranza angolare non è intrinsecamente angolare. Piuttosto, l’angolo target diventa una dimensione di base (un angolo teoricamente esatto) e la specifica di angolarità crea una zona di tolleranza uniforme attorno a questo angolo di base. Questa zona controlla indirettamente l’orientamento dell’elemento limitandone la posizione in base al riferimento.
A seconda della caratteristica, l’angolarità genera una zona di tolleranza tridimensionale composta da due piani paralleli o da un cilindro. Viene comunemente utilizzata per controllare una superficie rispetto a una superficie o a un asse di riferimento, ma può anche controllare un asse o un piano centrale. Queste varianti sono denominate angolarità di superficie, angolarità di asse e angolarità di piano centrale.
In alcuni casi, l’angolarità viene utilizzata insieme alla tolleranza di posizione se l’orientamento richiede un controllo più preciso di quello fornito dalla sola tolleranza di posizione. Tuttavia, per la maggior parte delle lavorazioni dimensionali (come i fori), una tolleranza di posizione controlla intrinsecamente sia la posizione che l’orientamento rispetto al sistema di riferimento.
Applicazioni dell’angolarità
Il concetto di angolarità viene applicata a tre categorie di funzionalità, ognuna con obiettivi funzionali e approcci di ispezione distinti.
| Tipo di angolarità | Lavorazione in esame | Requisiti funzionali tipici | Esempi industriali comuni |
| Angolarità della superficie | Superficie piana con un angolo diverso da 0°/90° rispetto al piano di riferimento | Accoppiamento di contatto costante, tenuta o trasferimento del carico su una superficie inclinata | Smussi a coda di rondine, superfici di sede valvola, superfici di serraggio a cuneo, flange di accoppiamento smussate |
| Angolarità dell’asse | Linea mediana derivata da una lavorazione cilindrica dimensionale (foro, perno, albero) | Allineamento angolare di un foro o di un asse del perno per garantire il corretto accoppiamento con una lavorazione corrispondente su un assieme | Condotti dell’olio ad angolo nei blocchi motore, fori inclinati per perni di centraggio, porte del collettore idraulico, canali per viti di impianti medicali |
| Angolarità del piano centrale | Piano mediano derivato di una lavorazione rettangolare dimensionale (scanalatura, linguetta, chiave) | Tracciamento angolare del piano mediano di una fessura o linguetta per prevenire inceppamenti o disallineamenti sotto carico | Scanalature angolate, flange di montaggio inclinate, fessure inclinate per le staffe, cuscinetti di fissaggio conici |
Zona di tolleranza dell’angolarità
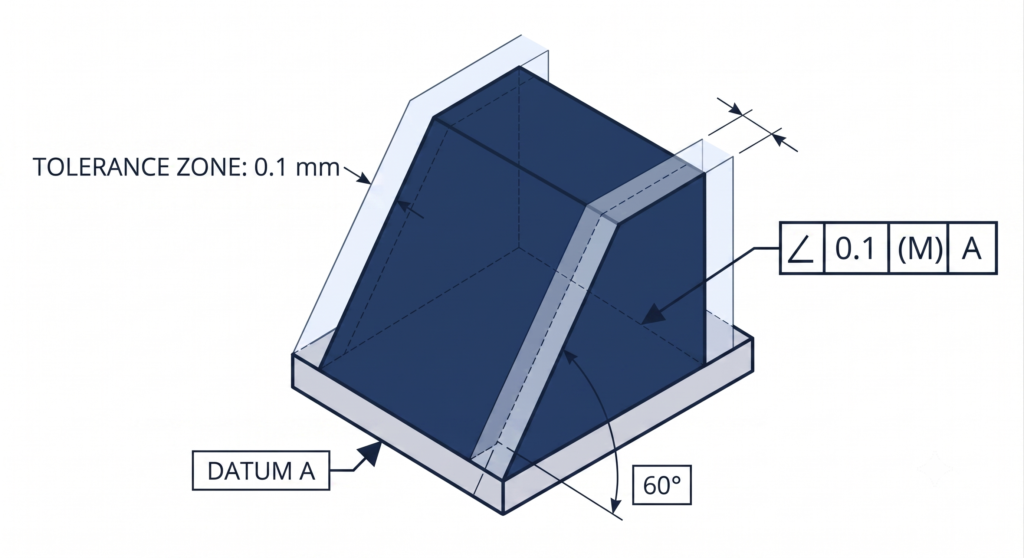
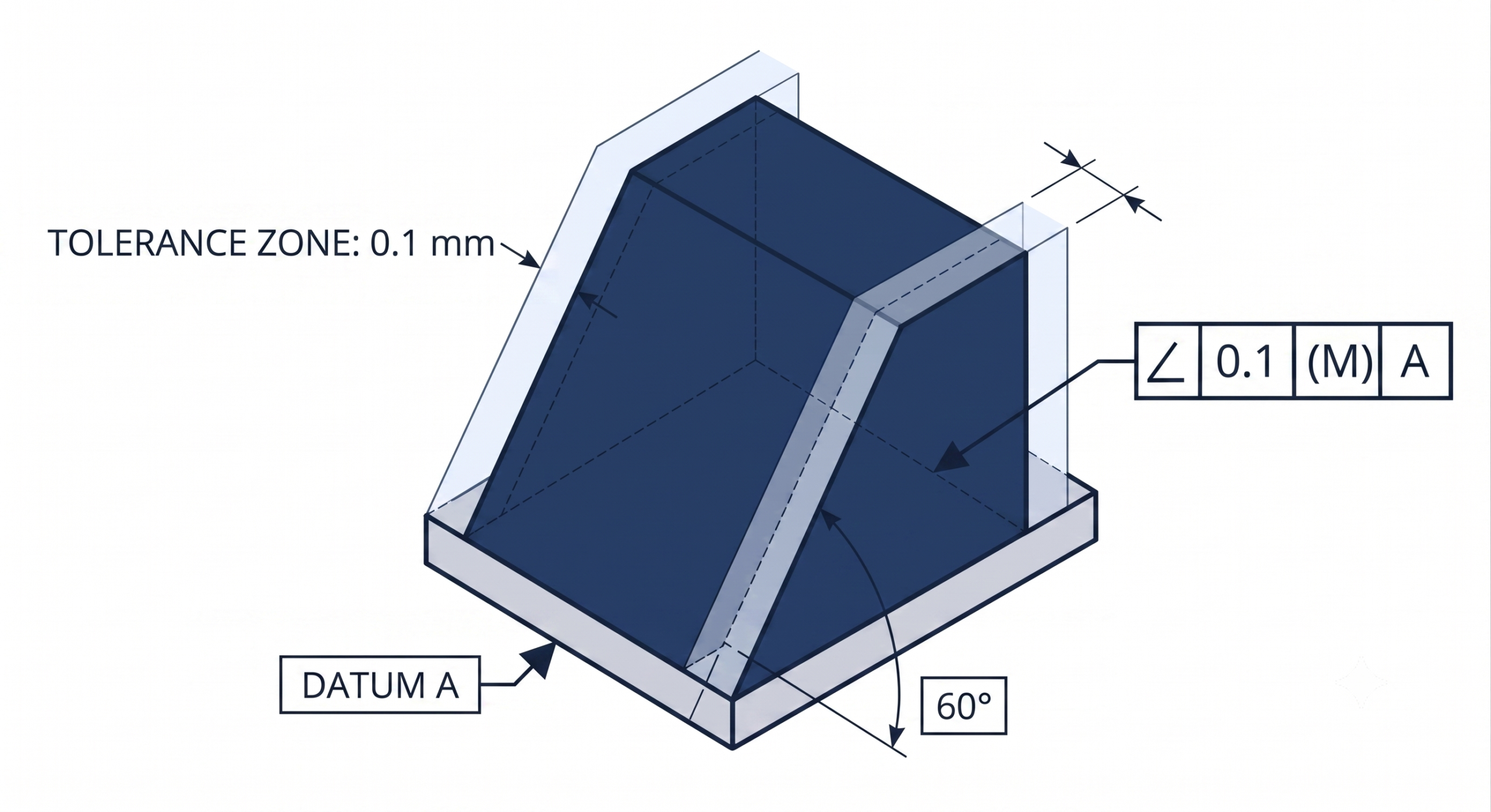
La zona di tolleranza angolare definisce i limiti della caratteristica controllata per soddisfare i requisiti di tolleranza. Esistono due tipi di zona di tolleranza angolare: la zona di tolleranza predeterminata, formata da due piani paralleli, e la zona di tolleranza cilindrica.
Zona dei piani paralleli: angolarità della superficie e del piano centrale
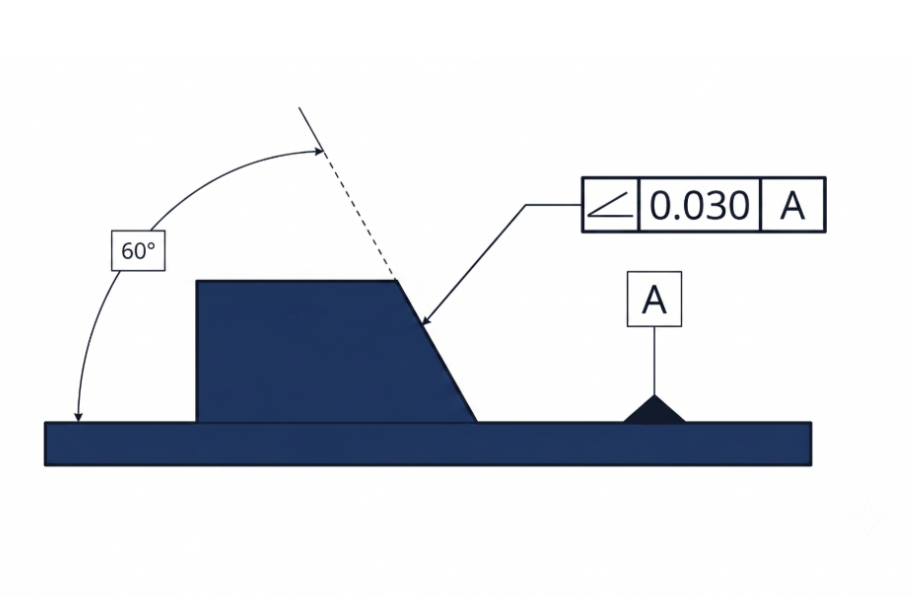
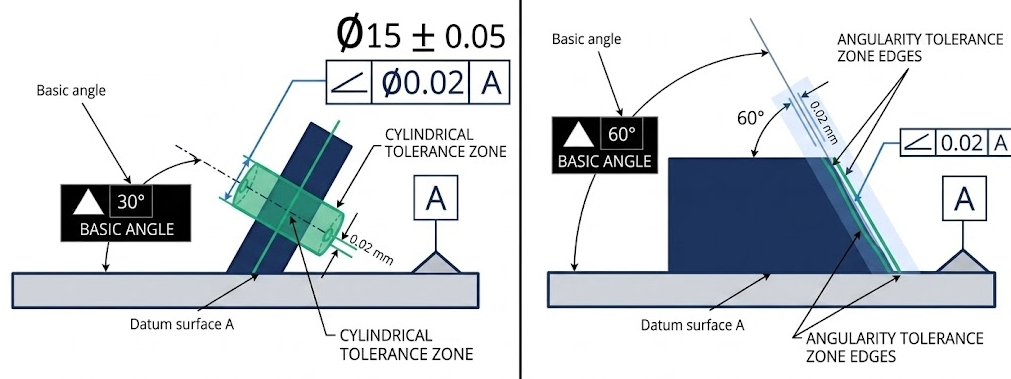
Per l’angolarità della superficie, la zona è costituita da due piani paralleli orientati con l’angolo di base rispetto al riferimento specificato. Tutti i punti della superficie controllata devono trovarsi tra questi due piani. Nel caso dell’angolarità del piano centrale, la zona è posizionata sul piano mediano derivato dell’elemento, ovvero il piano immaginario che collega i punti medi di tutte le coppie di superfici opposte. La distanza tra i due piani corrisponde al valore di tolleranza dichiarato. Una tolleranza di 0,1 mm significa che tutti i punti sulla superficie controllata o sul piano mediano derivato devono trovarsi all’interno di un range di 0,1 mm di larghezza, orientata con l’angolo di base rispetto al riferimento.
Zona cilindrica: angolarità dell’asse
Per quanto riguarda l’angolarità dell’asse, la zona di tolleranza è rappresentata da un cilindro il cui asse è orientato con l’angolo di base rispetto al riferimento. La linea mediana derivata dell’elemento controllato, ovvero la linea che collega i punti centrali di tutte le sezioni trasversali lungo la sua lunghezza, deve ricadere interamente all’interno di questa zona cilindrica. Il diametro del cilindro è pari al valore di tolleranza ed il simbolo del diametro (∅) è incluso nel riquadro di controllo dell’elemento per segnalare esplicitamente la zona cilindrica. Questa zona controlla la deviazione angolare in tutte le direzioni radiali simultaneamente, rendendola la scelta corretta per perni, prigionieri e fori che devono orientarsi con precisione per abbinarsi con gli elementi di un componente di accoppiamento.
Zona di tolleranza prevista per elementi filettati e a pressione
Per i fori filettati e quelli a pressione, la deviazione angolare importante non è tanto l’orientamento del foro stesso, bensì l’inclinazione del dispositivo di fissaggio o del perno di accoppiamento una volta installato. Un foro può superare un controllo standard di angolarità, ma causare comunque interferenze durante l’assemblaggio perché il dispositivo di fissaggio sporge dalla superficie del pezzo. Il modificatore della zona di tolleranza proiettata (Ⓟ) risolve questo problema estendendo la zona cilindrica al di sopra della superficie del pezzo di un’altezza specificata. Una dicitura ∠ 0,1 Ⓟ 25 richiede che l’asse rimanga all’interno di una zona cilindrica di 0,1 mm che si estende per 25 mm al di sopra dell’uscita del foro, non all’interno della profondità del foro. L’altezza di proiezione è impostata in modo che sia uguale o superiore alla lunghezza di accoppiamento del componente.
Riquadro di controllo per l’angolarità
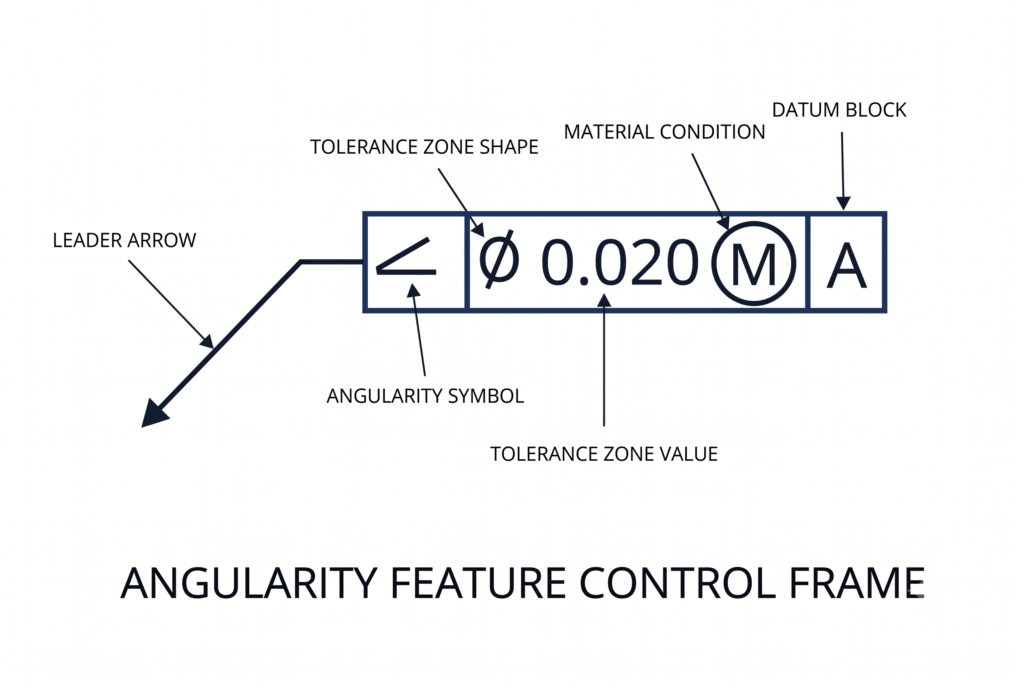
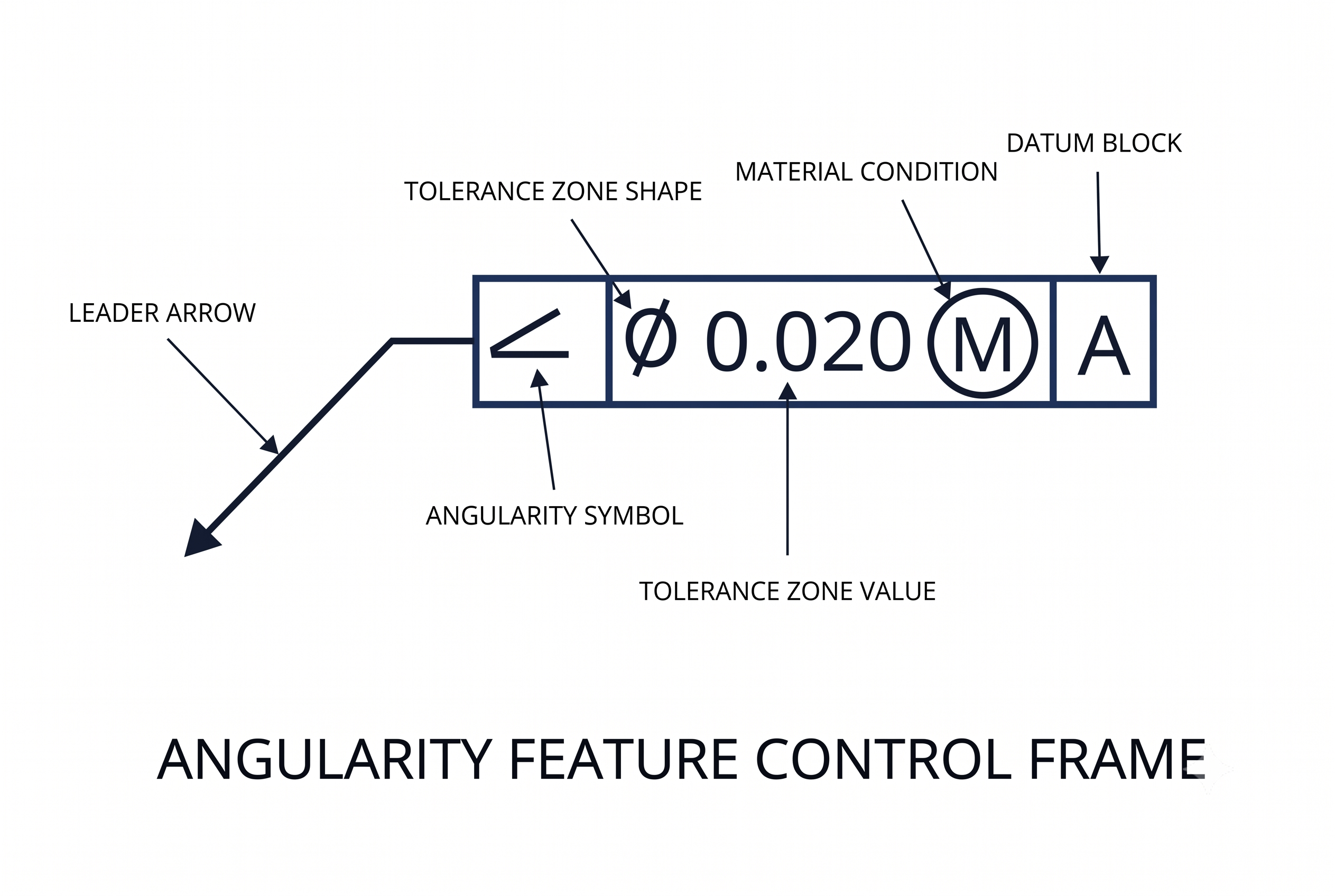
La tolleranza di angolarità viene applicata ad una lavorazione tramite un riquadro di controllo. Tale riquadro include tutte le informazioni necessarie per definire chiaramente una tolleranza. È costituito da simboli di caratteristiche geometriche, dalla forma della zona di tolleranza, dal valore di tolleranza, da modificatori e, ove applicabile, da lettere di riferimento per le lavorazioni di riferimento, al fine di definire la tolleranza geometrica.
Per l’angolarità di superficie, l’indicazione tramite una freccia di riferimento, punta direttamente alla lavorazione. In alternativa, per le superfici piane, la linea di riferimento può collegare il riquadro alla lavorazione tramite una linea di estensione che parte dalla lavorazione stessa.
Nel caso di angolarità di assi e piani centrali, quando si tratta di caratteristiche dimensionali, il riquadro di controllo è collegato alla caratteristica tramite un’estensione della linea di quota e può essere posizionato adiacente alla quota dimensionale.
Un riquadro di controllo generale può essere suddiviso in tre blocchi distinti: il blocco dei simboli GD&T, il blocco delle tolleranze e quello dei datum.
Simbolo GD&T
Il primo scomparto contiene il simbolo geometrico di angolarità, un segno ad angolo acuto (∠) che si apre verso destra, come definito dalla norma ASME Y14.5. Questo simbolo identifica immediatamente la tolleranza come un controllo di orientamento che richiede un riferimento di base ed un angolo di riferimento.
Valore di tolleranza e modificatori
Il secondo scomparto specifica la forma ed il valore della zona di tolleranza. Per l’angolarità dell’asse, il simbolo del diametro (∅) precede il valore numerico ad indicare una zona cilindrica. Per l’angolarità della superficie e del piano centrale, non viene utilizzato alcun simbolo di forma della zona, in quanto la zona dei piani paralleli è quella predefinita. Segue il valore numerico, che rappresenta la larghezza tra i piani paralleli o il diametro della zona cilindrica in millimetri.
I modificatori delle condizioni del materiale seguono il valore di tolleranza quando quest’ultima si applica ad una caratteristica dimensionale. Le due opzioni sono: condizione massima del materiale (MMC), indicata da una M cerchiata, e condizione minima del materiale (LMC), indicata da una L cerchiata. L’opzione predefinita è “A prescindere dalle dimensioni della caratteristica” (RFS), che non richiede alcun simbolo. In assenza di un modificatore, si applica RFS, il che significa che la tolleranza indicata è fissa indipendentemente dalle dimensioni effettive di costruzione della caratteristica.
Datum di riferimento
Il terzo scomparto contiene le lettere di riferimento del datum in ordine di precedenza: primario, secondario e terziario. L’angolarità richiede almeno un punto di riferimento. Un singolo punto di riferimento vincola l’orientamento del pezzo rispetto ad un piano o asse di riferimento, ma lascia il pezzo libero di ruotare attorno all’asse perpendicolare a tale punto di riferimento. Un punto di riferimento secondario blocca tale rotazione. Un punto di riferimento terziario blocca la traslazione lungo l’asse rimanente. Per la maggior parte delle superfici e dei fori angolati, sono necessari due punti di riferimento per una configurazione di ispezione completamente vincolata e non ambigua.
I punti di riferimento vengono selezionati in base alla loro stabilità, accessibilità e importanza funzionale. Il punto di riferimento primario è in genere la superficie più grande e stabile, che limita il numero massimo di gradi di libertà. I componenti simmetrici possono richiedere un solo punto di riferimento, ma le caratteristiche con percorsi di carico direzionali ne richiedono quasi sempre almeno due.
Tolleranza bonus nell’angolarità
La tolleranza bonus è un incremento della tolleranza geometrica consentita che si rende disponibile nel caso una lavorazione dimensionale si discosti dalla condizione del materiale specificata nel riquadro di controllo della lavorazione. Si applica solo quando un modificatore di materiale (MMC o LMC) viene richiamato nel blocco di tolleranza.
Quando l’angolarità viene richiamata in corrispondenza del MMC, la tolleranza dichiarata si applica rigorosamente se la caratteristica si trova nella sua dimensione massima di materiale, la caratteristica interna più piccola o la caratteristica esterna più grande. Viene stabilito un limite di condizione virtuale in corrispondenza di questa combinazione di dimensione MMC e tolleranza di angolarità indicata. La caratteristica non deve superare questo limite. Man mano che la dimensione effettiva di fabbricazione si discosta da MMC verso LMC, la tolleranza geometrica può aumentare di una quantità pari alla deviazione dimensionale senza compromettere il limite di condizione virtuale o l’accoppiamento dell’assieme.
La formula diretta è:
Tolleranza di angolarità totale = Tolleranza dichiarata + (Dimensioni effettive degli scostamenti da MMC
| Condizione lavorazione | Diametro effettivo del foro (mm) | Partenza da MMC (mm) | Tolleranza dichiarata (mm) | Tolleranza bonus (mm) | Tolleranza angolare totale (mm) |
| MMC (foro più piccolo) | 20.000 | 0.000 | 0.1 | 0.000 | 0.100 |
| Intermedio | 20.050 | 0.050 | 0.1 | 0.050 | 0.150 |
| Intermedio | 20.100 | 0.100 | 0.1 | 0.100 | 0.200 |
| Intermedio | 20.150 | 0.150 | 0.1 | 0.150 | 0.250 |
| LMC (foro più grande) | 20.200 | 0.200 | 0.1 | 0.200 | 0.300 |
Parametri di esempio: Diametro nominale del foro 20 mm, tolleranza ±0,100 mm (MMC = 20,000 mm, LMC = 20,200 mm), angolarità dichiarata a 0,1 mm in MMC.
La tolleranza bonus riduce gli scarti e semplifica il controllo del processo produttivo senza compromettere la funzionalità dell’assemblaggio. Il confine virtuale delle condizioni rimane fisso; è la zona di tolleranza che si espande man mano che le dimensioni effettive del pezzo si discostano dalle condizioni del materiale peggiori.
Angolarità vs altri richiami
L’angolarità possiede un ambito di applicazione sovrapposto a diversi altri controlli GD&T. La scelta del controllo corretto richiede una comprensione precisa di ciò che ciascun controllo regola e di ciò che ignora.
| Controllo | Gruppo | Datum richiesto | Geometria di zona | Ambito funzionale chiave | Utilizzare invece l’angolarità quando |
| Angolarità | Orientamento | Si (min. 1) | Piani paralleli o cilindro, nell’angolo di base | Controlla l’orientamento a qualsiasi angolo diverso da 0°/90°; non controlla la posizione o la forma | La caratteristica non è né parallela né perpendicolare rispetto al piano di riferimento. |
| Parallelismo | Orientamento | Si | Piani paralleli o cilindro, a 0° rispetto al piano di riferimento. | Controlla solo l’orientamento a 0°; non controlla la posizione o la forma | La caratteristica deve essere inclinata di un angolo diverso da zero rispetto al riferimento |
| Perpendicolarità | Orientamento | Si | Piani paralleli o cilindro, a 90° rispetto al piano di riferimento. | Controlla solo l’orientamento di 90°; non controlla la posizione o la forma | La caratteristica deve essere inclinata di un angolo diverso da 90° rispetto al riferimento |
| Planarità | Forma | No | Piani paralleli, flottanti (nessun vincolo angolare) | Controlla la planarità della superficie indipendentemente dall’orientamento o dalla posizione. | La superficie deve inoltre mantenere una specifica relazione angolare rispetto ad un punto di riferimento. |
| Posizione | Posizione | Si | Cilindro o piani paralleli, all’angolo e alla posizione di base | Controlla sia la posizione che l’orientamento; copre implicitamente la variazione angolare per i fori | L’orientamento da solo richiede un controllo più preciso di quello fornito dalla posizione, oppure la caratteristica è una superficie non cilindrica. |
| Profilo della superficie | Profilo | Opzionale | Banda uniforme bilaterale o unilaterale attorno al profilo reale | Controlla simultaneamente forma, orientamento e posizione lungo una superficie complessa | È necessario solo il controllo dell’orientamento, senza vincoli di dimensioni o posizione. |
Angolarità vs. Parallelismo e perpendicolarità
Il parallelismo e la perpendicolarità sono casi particolari di angolarità, limitati rispettivamente a 0° e 90°. La meccanica della zona di tolleranza è identica: due piani paralleli o un cilindro orientato con l’angolo di base rispetto al riferimento. La scelta dell’angolarità è determinata esclusivamente dall’angolo di base. L’utilizzo dell’angolarità a 0° o 90° è tecnicamente corretto, ma è considerato una pratica non standard; il parallelismo e la perpendicolarità sono le angolarità preferite per tali orientamenti.
Angoarità vs. Planarità
Sia l’angolarità che la planarità utilizzano una zona di tolleranza costituita da due piani paralleli ed entrambe limitano la variazione superficiale. La distinzione è fondamentale: la planarità è un controllo di forma che non ha un riferimento, nessun vincolo di orientamento e nessun angolo di base. Una superficie supera il controllo di planarità se si trova entro due piani paralleli indipendentemente dal loro orientamento. L’angolarità richiede che gli stessi due piani paralleli siano orientati con lo specifico angolo di base rispetto al riferimento. Una superficie può superare un controllo di planarità con una deviazione misurata di 0,05 mm e non superare comunque un controllo di angolarità se la superficie è inclinata al di fuori della zona di tolleranza angolare. Una ristretta angolarità limita indirettamente la variazione della superficie, ma non sostituisce una specifica richiesta di planarità quando il controllo della forma è il requisito principale.
Angolarità vs. Posizione
La posizione controlla sia la posizione che l’orientamento di una lavorazione rispetto al riquadro di riferimento. Per elementi cilindrici di dimensioni quali fori e perni, la tolleranza di posizione limita intrinsecamente la deviazione angolare perché un asse spostato che si inclina oltre il cilindro di tolleranza viola il limite di posizione. L’angolarità è ridondante in questi casi a meno che il requisito di orientamento non sia più stretto di quanto consentito dalla tolleranza di posizione. Lo scenario in cui entrambi vengono applicati contemporaneamente è quando elementi come i fori si trovano su una superficie inclinata: l’angolarità controlla l’orientamento della superficie inclinata stessa e la posizione controlla la posizione dei fori su quella superficie. Entrambi i richiami sono necessari per una definizione completa.
Come misurare l’angolarità
La misura dell’angolarità consiste principalmente nel verificare se una superficie, un asse o un piano centrale rimane all’interno di una zona di tolleranza orientata ad un angolo specifico rispetto a un dato. Tutti i metodi per misurare l’angolarità sono una variazione di questo principio. La scelta di un metodo appropriato dipende dalla precisione richiesta o dal contesto produttivo.
Matrice di selezione del metodo di misurazione
| Metodo | Tipi di funzionalità applicabili | Incertezza tipica della misura | Ambiente di produzione adatto | Limitazioni chiave |
| Barra sinusoidale e indicatore a quadrante | Solo superficie | Da 0.002 mm a 0.010 mm | Ambiente di produzione; volume di vendita da basso a medio | Nessuna misurazione dell’asse o del piano centrale; la precisione si degrada oltre i 45° |
| CMM (sonda di contatto) | Superficie, asse, piano centrale | Da 0.001 mm a 0.005 mm | Laboratorio di ispezione; componenti di valore medio-alto | Tempi ciclo lunghi; flessione dello stelo della sonda su dettagli profondi o piccoli |
| Indicatore funzionale | Asse e piano centrale (al MMC) | Solo binario superato/non superato | Linee di produzione ad alto volume | Nessun dato numerico; indicatore monouso per ciascuna configurazione della caratteristica |
| Autocollimatore | Superficie (piana, riflettente) | Da 0,0001° a 0,001° angolare | Laboratorio di precisione; componenti ottici, basamenti per macchine utensili |
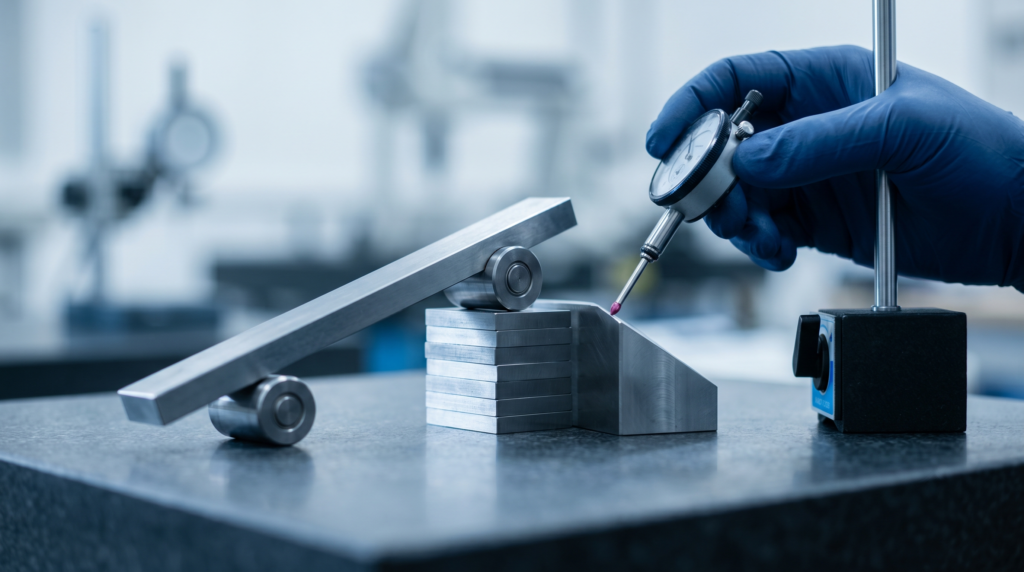
Barra sinusoidale e indicatore a quadrante
La barra sinusoidale è lo strumento standard utilizzato in produzione per la verifica dell’angolarità delle superfici. La barra è composta da due rulli di precisione separati da una distanza esatta centro-centro (L), tipicamente di 100 mm o 200 mm. Un rullo poggia sulla piastra di riscontro. L’altro è sollevato da una serie di blocchetti di riscontro calibrati fino all’altezza (H) necessaria per impostare la barra all’angolo di base. La relazione è regolata dalla seguente formula:
sin(θ) = H / L
Per un angolo di base di 30° con una barra sinusoidale da 200 mm:
H = 200 x sin(30°) = 100.000 mm
La superficie di riferimento del pezzo è posizionata sulla faccia superiore della barra sinusoidale, in modo che la superficie controllata sia parallela al piano di riscontro quando il pezzo si trova esattamente all’angolo di base. Un comparatore a quadrante montato su un supporto per calibro d’altezza viene azzerato in un punto della superficie controllata e spostato lungo tutta la sua lunghezza. La lettura totale del comparatore (TIR) rappresenta la deviazione della superficie dall’orientamento angolare ideale. La superficie è considerata conforme se il TIR non supera la tolleranza angolare dichiarata. Questo metodo si applica solo all’angolarità della superficie ed è limitato a superfici piane ed accessibili.
L’incertezza di misura è tipicamente compresa tra 0,002 mm e 0,010 mm, a seconda della precisione del gruppo di blocchetti di riscontro e del grado di planarità del piano di riscontro.
La tabella seguente elenca i parametri chiave di configurazione. I blocchetti di riscontro sono classificati secondo la norma DIN EN ISO 3650 (gradi K, 0, 1, 2), che rappresenta lo standard in uso in Europa e nella maggior parte dei mercati internazionali; i piani di riscontro sono classificati secondo la norma DIN 876 nella pratica europea. Entrambe le serie di classificazione sono riportate accanto alle corrispondenti designazioni ASME/USA come riferimento.
| Parametro della barra sinusoidale | Valori standard | Standard e grado UE/Internazionale | Equivalente USA/ASME | Effetto sulla precisione |
| Distanza tra i centri dei rulli (L) | 100 mm, 200 mm, 300 mm | — | — | Una barra più lunga riduce l’errore angolare per ogni millimetro di errore di altezza della pila di blocchetti di riscontro; 200 mm sono preferibili per angoli superiori a 30°. |
| Precisione della pila di blocchetti di riscontro (lavori a tolleranza stretta) | ±0,0002 mm per blocchetto | DIN EN ISO 3650 Grado 1 | ASME B89.1.9 Grado 0 | Si propaga direttamente nell’errore di impostazione angolare; il Grado 1 (ISO 3650) è richiesto per tolleranze di angolarità inferiori a 0,05 mm. |
| Precisione della pila di blocchetti di riscontro (lavori standard) | ±0,0005 mm per blocchetto | DIN EN ISO 3650 Grado 2 | ASME B89.1.9 Grado 1 | Adeguata per tolleranze di angolarità da 0,05 mm a 0,2 mm. |
| Planarità del piano di riscontro (ispezione di precisione) | 0,003 mm per 300 mm | DIN 876 Grado 0 | ASME B89.3.7 Grado A | Stabilisce la linea di base della misurazione; il Grado 0 (DIN 876) è obbligatorio per tolleranze inferiori a 0,1 mm. |
| Planarità del piano di riscontro (uso standard in officina) | 0,006 mm per 300 mm | DIN 876 Grado 1 | ASME B89.3.7 Grado B | Accettabile per tolleranze a partire da 0,1 mm e superiori. |
| Intervallo angolare applicabile | Da 0° a 45° (limite pratico) | — | — | La precisione diminuisce oltre i 45° perché piccoli errori di altezza producono grandi errori angolari; per angoli maggiori si utilizzano tavole sinusoidali composte. |
Macchina di misura a coordinate (CMM)
Una macchina di misura a coordinate (CMM) è in grado di misurare tutti i tipi di angolarità: di superficie, di asse e di piano centrale. Utilizza una sonda per raccogliere i punti sulle superfici del pezzo e costruisce un modello 3D dell’elemento di riferimento e dell’elemento controllato a partire dai punti misurati. Successivamente, definisce la zona di tolleranza corrispondente attorno a tale modello per calcolare il valore dell’angolarità.
Calibri funzionali
Un calibro funzionale simula la condizione di accoppiamento per fornire un risultato binario di superamento/fallimento. Per l’angolarità di un asse applicata al MMC, il calibro è un dispositivo di fissaggio angolato secondo il limite della condizione virtuale. Il componente è accettabile se si adatta al calibro senza forzature. I calibri funzionali non forniscono una deviazione numerica dell’angolarità; verificano che l’effetto combinato di dimensioni e orientamento non violino il confine di assemblaggio.
Angolarità e tolleranze generali ISO 2768
Quando l’angolarità non è esplicitamente indicata in un disegno, le caratteristiche angolari vengono definite in base alla classe di tolleranza angolare generale specificata nel cartiglio, tipicamente secondo la norma ISO 2768. Le classi di tolleranza angolare ISO 2768 definiscono deviazioni bilaterali simmetriche basate sulla lunghezza del lato più corto dell’angolo.
| Classe di tolleranza angolare ISO 2768 | Lunghezza del lato più corto: fino a 10 mm | Lunghezza del lato più corto: da 10 mm a 50 mm | Lunghezza del lato più corto:da 50 mm a 120 mm | Lunghezza del lato più corto: da 120 mm a 400 mm | Lunghezza del lato più corto: oltre 400 mm |
| f (Fine) | ±1° | ±0°30′ | ±0°20′ | ±0°10′ | ±0°05′ |
| m (Media) | ±1° | ±0°30′ | ±0°20′ | ±0°10′ | ±0°05′ |
| c (grossolana) | ±1°30′ | ±1° | ±0°30′ | ±0°15′ | ±0°10′ |
| v (molto grossolana) | ±3° | ±2° | ±1° | ±0°30′ | ±0°20′ |
Le tolleranze angolari ISO 2768 definiscono una zona di deviazione a forma di cuneo. Un esplicito richiamo all’angolarità GD&T lo sostituisce con una zona cilindrica o piana parallela uniforme. Per qualsiasi caratteristica in cui un contatto funzionale, una tenuta o uno spazio di assemblaggio coerenti dipendono dall’uniformità di orientamento su tutta l’estensione della superficie, è richiesto un richiamo esplicito dell’angolarità anche se la classe ISO 2768 appare numericamente adeguata.
Linee guida per la progettazione e DfM per l’angolarità
Le tolleranze angolari hanno implicazioni dirette sui costi e sui processi. Le seguenti linee guida si applicano alle operazioni di lavorazione CNC, rettifica e alesatura di precisione, dove l’angolarità è la specifica più frequente.
| Range di tolleranza | Processo realizzabile | Requisiti di configurazione tipici | Relativo impatto sui costi | Metodo di ispezione |
| Da ±0.5 mm a ±0.2 mm (piani paralleli) | Fresatura CNC standard a 3 assi; rettifica di superficie convenzionale | Morsa o dispositivo standard; non è necessaria alcuna piastra angolare | Costo base | Barra sinusoidale e comparatore a quadrante; CMM |
| Da ±0.1 mm a ±0.05 mm (piani paralleli) | Fresatura CNC di precisione con piastra angolare; rettifica cilindrica con mandrino inclinato | Piastra angolare di precisione o mandrino sinusoidale; contatto di riferimento verificato | Da 1.5x a 2.5x sul costo base | Macchina di misura a coordinate (CMM) obbligatoria; barra sinusoidale e blocchetti di riscontro di grado 1. |
| ±0,025 mm e più stretti (piani paralleli) | Alesatura di precisione; rettifica di superfici di precisione; lappatura | Ambiente termicamente stabilizzato; macchina con isolamento dalle vibrazioni; CMM con compensazione della temperatura. | Da 5x a 10x sul costo base | Macchina di misura a coordinate (CMM) con compensazione termica; autocollimatore per superfici |
| ∅0.2 mm zona cilindrica (asse) | Foratura e alesatura CNC standard | Maschera di foratura angolata o programma CNC a 5 assi | Da 1.2x a 1.8x sul costo base | CMM; strumento di misura funzionale al MMC |
| ∅0.05 mm zona cilindrica (asse) | Alesatura di precisione; alesatura dopo punta pilota angolata | CNC a 5 assi con verifica del posizionamento angolare; configurazione verificata tramite sonda. | Da 3x a 6x sul costo base | Macchina di misura a coordinate (CMM) obbligatoria; calibrazione del calibro a 0,005 mm |
I seguenti principi di progettazione riducono i costi e migliorano la resa al primo tentativo per le caratteristiche ad angolarità controllata.
Applicazione dei requisiti funzionali
Applicare l’angolarità solo dove funzionalmente richiesto. Gli errori di orientamento su superfici non a contatto, cavità interne e smussi estetici non influiscono sulle prestazioni di assemblaggio. Limitare le indicazioni di angolarità alle superfici di accoppiamento, alle superfici di tenuta, ai contatti portanti e ai fori che si innestano con perni o elementi di fissaggio.
Ottimizzazione delle tolleranze
Impostare la tolleranza più ampia possibile, compatibilmente con le esigenze funzionali. Per gli accoppiamenti scorrevoli su superfici inclinate, determinare la massima deviazione angolare che mantenga comunque la lunghezza di contatto e il gioco richiesti in fase di assemblaggio. Utilizzare tale valore come tolleranza angolare, anziché applicare un valore arbitrariamente più restrittivo.
Configurazione delle condizioni del materiale
Utilizzare MMC per l’angolarità degli assi sui fori. L’applicazione del modificatore MMC consente una tolleranza aggiuntiva e permette la misurazione funzionale, che risulta più rapida ed economica rispetto all’ispezione con CMM per la produzione di grandi volumi. Il limite di condizione virtuale stabilito da MMC garantisce l’accoppiamento dell’assemblaggio anche nello scenario peggiore, riducendo al contempo gli scarti sui pezzi fabbricati al di fuori del limite MMC.
Pianificazione della stabilità dei datum
Garantire l’accessibilità del datum. La superficie di riferimento primaria deve essere sufficientemente ampia, piana e accessibile per poter essere posizionata correttamente nella configurazione di ispezione. Un riferimento primario con un errore di forma significativo introduce letture errate in ogni misurazione di angolarità effettuata su di esso. Associare le indicazioni di angolarità a un’indicazione di planarità sull’elemento di datum quando si prevede che l’errore di forma del riferimento sia significativo rispetto alla tolleranza di angolarità.
Progettazione dei vincoli rotazionali
Aggiungere un datum secondario quando è necessario vincolare la rotazione. Un singolo piano datum lascia il componente libero di ruotare attorno all’asse perpendicolare ad esso. Per le lavorazioni in cui il disallineamento rotazionale modifica l’orientamento angolare effettivo, è necessario un piano di riferimento secondario per eliminare questo grado di libertà e produrre risultati di ispezione ripetibili.
Glossario dei termini chiave
| Termine | Definizione | Contesto nell’angolarità |
| Dimensione di base | Un valore numerico teoricamente esatto, utilizzato per definire il profilo, la posizione, l’orientamento o le dimensioni reali di una caratteristica. Non presenta alcuna tolleranza. | L’angolo specificato (ad esempio, 30°) in una dicitura di angolarità è sempre una dimensione di base. Tutte le tolleranze su tale angolo sono contenute all’interno del riquadro di controllo della funzione di angolarità. |
| Datum | Un punto, un asse, una linea, un piano o una combinazione di essi teoricamente esatti, derivati da uno o più elementi di riferimento presenti sulla parte fisica. | L’angolarità richiede sempre almeno un riferimento. La zona di tolleranza è orientata all’angolo di base rispetto a questo riferimento. |
| Caratteristica del datum | La superficie fisica effettiva, il foro o la caratteristica del pezzo da cui viene ricavato il datum di riferimento. | L’elemento di riferimento viene contattato dagli elementi di fissaggio, dai punti di sonda della CMM o dalle superfici di riscontro per stabilire il sistema di riferimento per la misurazione. |
| Linea mediana derivata | Una linea immaginaria costruita collegando i punti centrali di tutte le sezioni trasversali circolari lungo la lunghezza di una caratteristica cilindrica. | La linea mediana derivata è l’entità controllata dall’angolarità dell’asse. Essa deve trovarsi all’interno della zona di tolleranza cilindrica orientata all’angolo di base. |
| Piano mediano derivato | Un piano immaginario costruito collegando i punti medi di tutte le coppie di superfici opposte su una caratteristica di dimensione con due superfici parallele. | Il piano mediano derivato è l’entità controllata dall’angolarità del piano centrale. Deve trovarsi tra i due piani paralleli della zona di tolleranza. |
| Condizione virtuale | Il limite massimo costante generato dall’effetto combinato delle dimensioni di una caratteristica al MMC e della sua tolleranza geometrica. | Quando l’angolarità viene richiamata in MMC, il confine della condizione virtuale definisce il limite di accoppiamento funzionale. I componenti di accoppiamento sono progettati per superare questo limite. |
| Tolleranza bonus | La tolleranza geometrica aggiuntiva disponibile quando la dimensione effettiva di una caratteristica si discosta dal modificatore di condizione del materiale specificato (MMC o LMC). | La tolleranza aggiuntiva per l’angolarità corrisponde alla deviazione della dimensione effettiva dell’elemento dal limite MMC. Riduce i tassi di scarto in fase di ispezione per gli elementi fabbricati con dimensioni diverse da quelle del caso peggiore. |
| Zona di tolleranza prevista | Una zona di tolleranza che si estende oltre la superficie del pezzo per controllare l’orientamento di un elemento di accoppiamento (elemento di fissaggio o perno) dopo l’assemblaggio. | Utilizzato per fori filettati e a pressione per prevenire interferenze di montaggio causate dall’inclinazione del fissaggio. Indicato dal modificatore Ⓟ e da un valore di altezza di proiezione nel riquadro di controllo della funzione. |
Padronanza dei controlli di orientamento
L’angolarità è il controllo di orientamento corretto per ogni elemento che deve mantenere un angolo specifico rispetto ad un riferimento diverso da 0° o 90°. La sua zona di tolleranza uniforme, la caratteristica distintiva che la differenzia dalla tolleranza dimensionale angolare, garantisce prestazioni funzionali costanti su tutta l’estensione di una superficie, un asse o un piano centrale, indipendentemente dalla lunghezza dell’elemento.
L’applicazione di modificatori di materiale, ove appropriato, riduce gli scarti e consente una misurazione funzionale più rapida in produzione. La selezione del riferimento e l’aggiunta di riferimenti secondari determinano la ripetibilità e il significato di ogni misurazione di angolarità ricavata dal disegno.
Per i progettisti che passano dall’angolarità ai controlli di orientamento e forma adiacenti, la libreria tecnica GD&T di Xometry Pro copre parallelismo, circolarità, planarità, cilindricità e altro ancora.






Comment(0)