 Europe
Europe  Türkiye
Türkiye 


Die Winkligkeit ist eine geometrische Toleranz in der Geometrischen Dimensionierung und Tolerierung (GD&T), die die Ausrichtung eines Merkmals in Relation zu einem anderen Merkmal steuert. Sie ist eine der 14 Standard-GD&T-Toleranzen, die in der Norm ASME Y14.5 definiert werden.
GD&T-Toleranzen können dabei grob in fünf Gruppen eingeteilt werden: Form, Ausrichtung, Lage, Profil und Rundlauf. Die Winkligkeit fällt dabei, zusammen mit der Parallelität und der Rechtwinkligkeit, in die Gruppe der Ausrichtung.
In diesem Artikel konzentrieren wir uns auf die Winkeltoleranz bzw. Winkligkeit und behandeln ihre Bedeutung, Anwendungen, Messmethoden und andere relevante Themen.
Was ist Winkligkeit?
Die Winkligkeit ist eine geometrische Toleranz, die die Ausrichtung eines Merkmals (einer Oberfläche, Achse oder Mittelebene) in einem spezifischen Winkel in Relation zu einem Datum steuert. Weil eine winklige Ausrichtung nicht allein existieren kann, muss die Winkligkeit immer in Relation zu einem anderen Merkmal, dem sogenannten Datum, definiert werden.
Während die Parallelität und Rechtwinkligkeit für Merkmale verwendet werden, die genau 0° oder 90° zueinander als Bezugsmerkmale ausgerichtet sind, wird die Winkligkeit für alle anderen spitzen oder stumpfen Winkel verwendet.
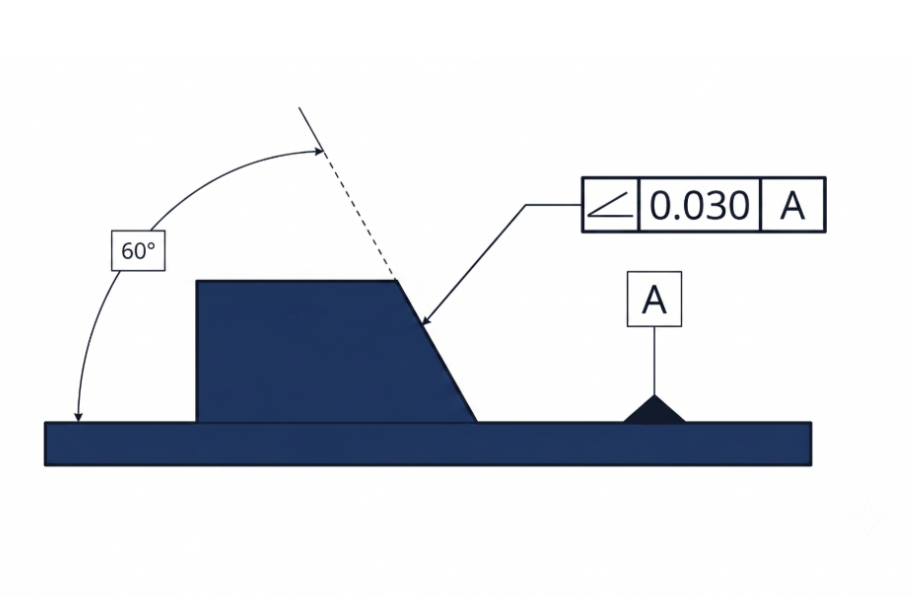
Es ist ein häufig auftretender Konstruktionsfehler, dass die Winkligkeit mit einer normierten Winkeltoleranz (z.B. ±2°) zu verwechselt wird. Die Toleranzzone der Winkligkeit ist dabei nicht zwingend von Natur aus eckig. Stattdessen wird der Zielwinkel zu einem sogenannten Grundmaß (einem theoretisch exakten Winkel), und das Callout der WInkligkeit erzeugt eine gleichförmige Toleranzzone um diesen Basiswinkel, das Grundmaß, herum. Diese Zone steuert indirekt die Ausrichtung des Merkmals, indem sie einschränkt, wo das Merkmal in Relation zum Datum liegen kann.
In Abhängigkeit vom Merkmal erzeugt die Winkligkeit entweder eine dreidimensionale Toleranzzone, die aus zwei parallelen Ebenen besteht, oder aber einen Zylinder. Die Winkligkeit wird üblicherweise eingesetzt, um die Oberfläche in Relation zu einer Bezugsoberfläche oder Achse zu steuern, wobei sie aber auch eine Achse oder Mittelebene steuern kann. Diese Variationen werden als Oberflächenwinkligkeit, Achsenwinkligkeit oder Mittelebenenwinkligkeit differenziert.
In bestimmten Szenarien nutzt man die Winkligkeit zusammen mit einer Lagetoleranz, falls die Ausrichtung eine engere Steuerung dessen erfordert, was ansonsten die Lagetoleranz allein abdeckt. Bei den meisten Merkmalen der Größe (wie bei Bohrungen) gibt die Lagetoleranz jedoch von Anfang an sowohl die Lage als auch die Ausrichtung in Relation zu einem Bezugsrahmen eines Datums vor.
Anwendung der Winkligkeit
Die Winkligkeit wird auf drei Merkmalskategorien angewendet, wobei jede davon ein bestimmtes funktionelles Ziel und einen bestimmten Prüfansatz verfolgt.
| Winkligkeitstyp | Gesteuertes Merkmal | Typische funktionale Anforderung | Gängiges Beispiel aus der Industrie |
| Ober- flächen- winkligkeit | Ebene Oberfläche in einem Winkel ungleich 0°/90° zum Datum | Konsistente Passflächen, Dichtungs- flächen oder Lastentransfer auf einer geneigten Fläche | Schwalbenschwanz- gleitschrägen, Ventilsitzflächen, Keilspannflächen, angefaste Gegenflansche |
| Achsen- winkligkeit | Abgeleitete Mittellinie eines zylindrischen Merkmals der Größe (Bohrung, Stift oder Welle) | Winklige Ausrichtung einer Bohrungs- oder Stiftachse, um sicherzustellen, dass Passflächen bei der Montage korrekt zueinander- passen | Winklige Ölkanäle in einem Motorblock, geneigte Passstiftbohrungen, Anschlüsse für Hydraulikverteiler, Schraubenkanäle für medizinische Implantate |
| Mittel- ebenen- winkligkeit | Abgeleitete Mittelebene eines rechteckigen Merkmals der Größe (Schlitz, Lasche, Schlüssel) | Steuerung des Winkels eines Schlitzes oder der Mittelebene einer Lasche, um ein Verbinden oder die Fehl- ausrichtung unter Last zu vermeiden. | Angewinkelte Keilnuten, geneigte Montageflansche, geneigte Schlitze in Klammern, konische Befestigungsauflagen |
Winkligkeitstoleranzzone
Die Winkligkeitstoleranzzone definiert die Grenzen des gesteuerten Merkmals, um die gewünschten Anforderungen zu erfüllen. Zwei Arten von Formen von Toleranzzonen sind in der Winkligkeit verfügbar – die Standard-Toleranzzone, die aus zwei parallelen Ebenen besteht, sowie die zylindrische Toleranzzone.
Zone mit Parallen Ebenen: Oberflächen- und Mittelebenenwinkligkeit
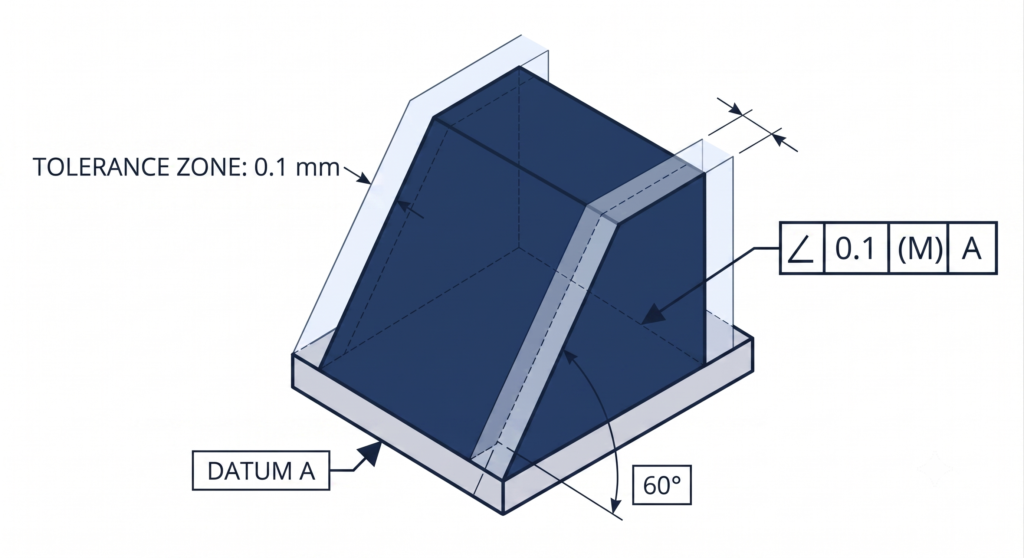
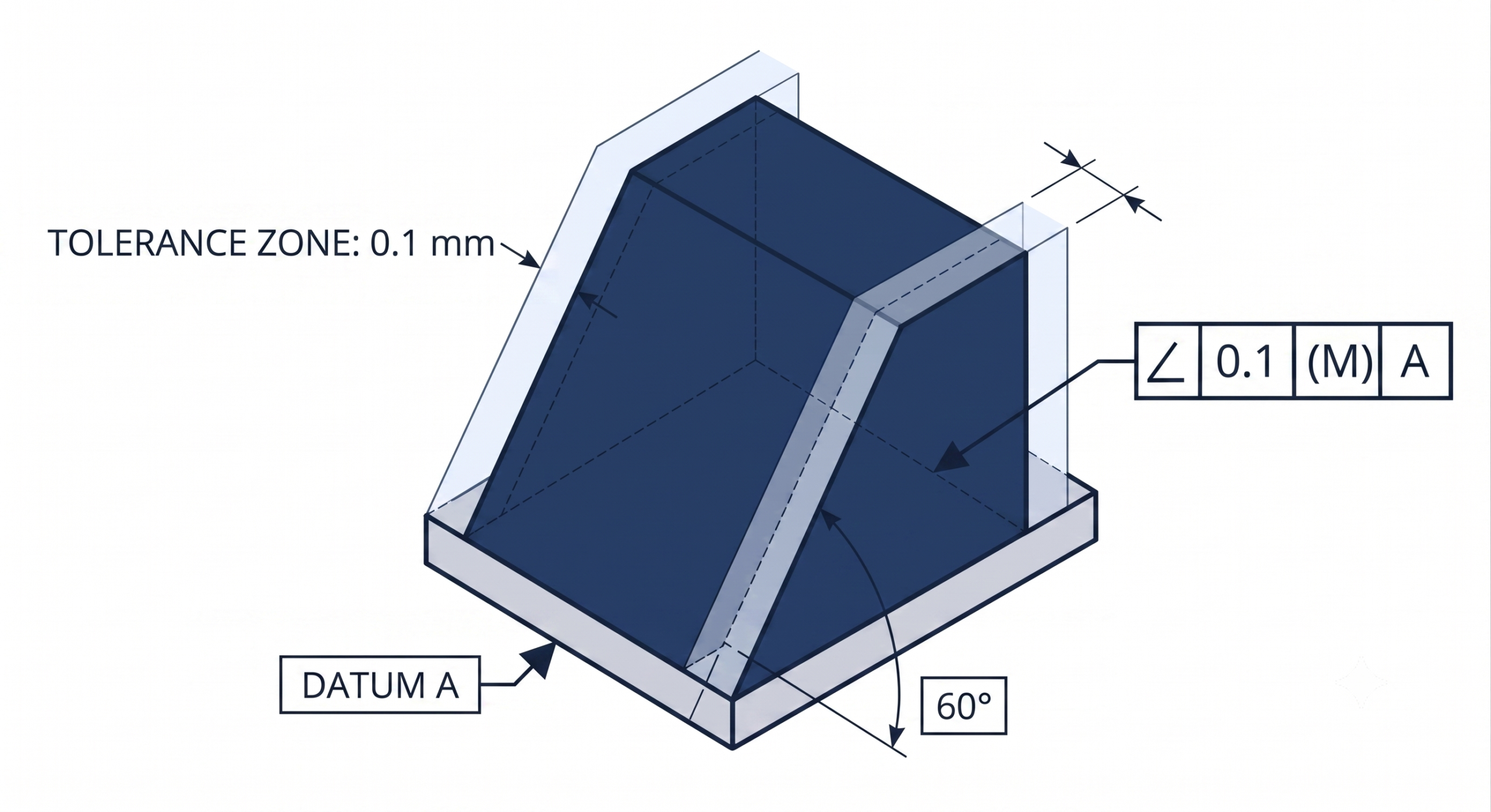
Für die Oberflächenwinkligkeit besteht die Zone aus zwei parallelen Ebenen, die sich am Basiswinkel relativ zum festgelegten Datum orientieren. Die gesteuerte Oberfläche muss dabei mit all ihren Punkten innerhalb dieser beiden Ebenen liegen. Für die Mittelebenenwinkligkeit hingegen wird die Zone an der abgeleiteten Mittelebene des gesteuerten Merkmals positioniert, welches die imaginäre Ebene ist, die die Mittelpunkte aller gegenüberliegenden Oberflächenpaare abbildet. Der Abstand zwischen den beiden Ebenen ist der definierte Toleranzwert. Bei einer Toleranz von 0,1 mm bedeutet dies, dass alle Punkte der gesteuerten Fläche oder der abgeleiteten Mittelebene sich innerhalb dieses 0,1 mm breiten Bandes befinden müssen, und sich dabei am Winkel des Datums ausrichten.
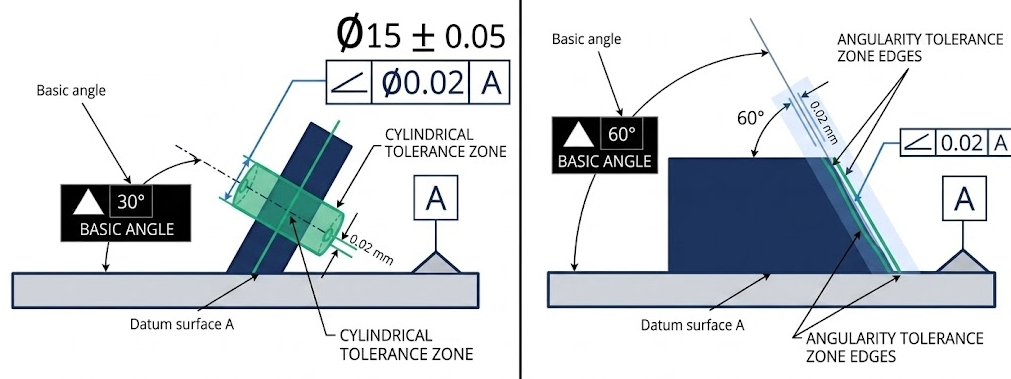
Zylindrische Zone: Achsenwinkligkeit
Für die Achsenwinkligkeit wird eine zylindrische Toleranzzone verwendet, deren Achse am Basiswinkel in Relation zum Datum ausgerichtet wird. Die abgeleitete Mittellinie des gesteuerten Merkmals, die die Mittelpunkte aller Querschnitte entlang der Länge verbindet, muss vollständig innerhalb dieser zylindrischen Zone liegen. Der Durchmesser des Zylinders entspricht dabei dem Toleranzwert, und das Symbol für den Durchmesser (∅) wird explizit im Merkmalskontrollrahmen eingesetzt, um dies zu signalisieren. Diese Zone steuert die Winkelabweichung in allen radialen Richtungen gleichermaßen, was sie zu einer idealen Wahl für Stifte, Nieten und Bohrungen macht, die präzise ausgerichtet sein müssen, damit das Merkmal zu einem gegenüberliegenden passenden Merkmal passt.
Projizierte Toleranzzonen für Gewinde- und Einpressmerkmale
Für Gewindebohrungen und Einpressbohrungen ist die relevante Abweichung nicht die Ausrichtung der Bohrung selbst, sondern die Neigung des passenden Befestigungselements oder Stifts, sobald das entsprechende Element eingesetzt wurde. Eine Bohrung kann die normale Prüfung der Winkligkeit bestehen und dennoch eine Störung der Montage verursachen, weil das Verbindungselement über die Oberfläche des Teils hinausragt. Eine projizierte Toleranzone als Modifikator (Ⓟ) löst diese Problematik durch die Verlängerung der zylindrischen Zone um eine festgelegt Höhe über die Oberfläche des Teils hinaus. Ein Callout mit ∠ 0.1 Ⓟ 25 erfordert es, dass die gesteuerte Achse in einer zylindrischen 0,1 mm großen Zone für weitere 25 mm oberhalb der Oberfläche verbleibt. Oberhalb, und nicht innerhalb der Tiefe der Bohrung! Die Projektionshöhe ist dabei entweder gleich oder größer als die Eingriffslänge des gesteuerten Merkmals in das passende Gegenstück.
Merkmalskontrollrahmen für die Winkligkeit
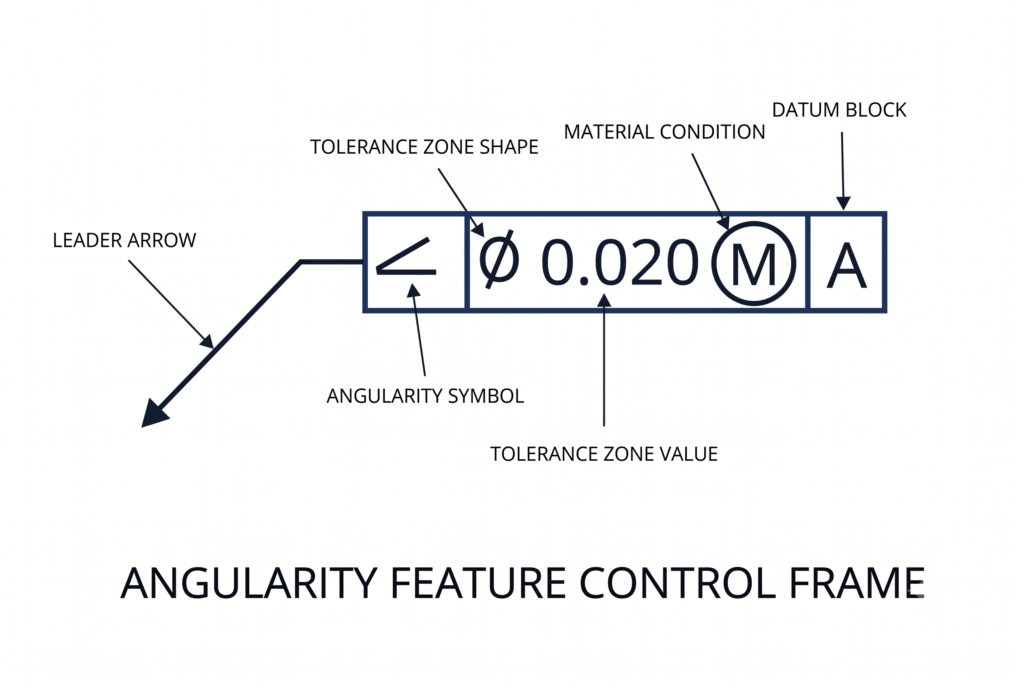
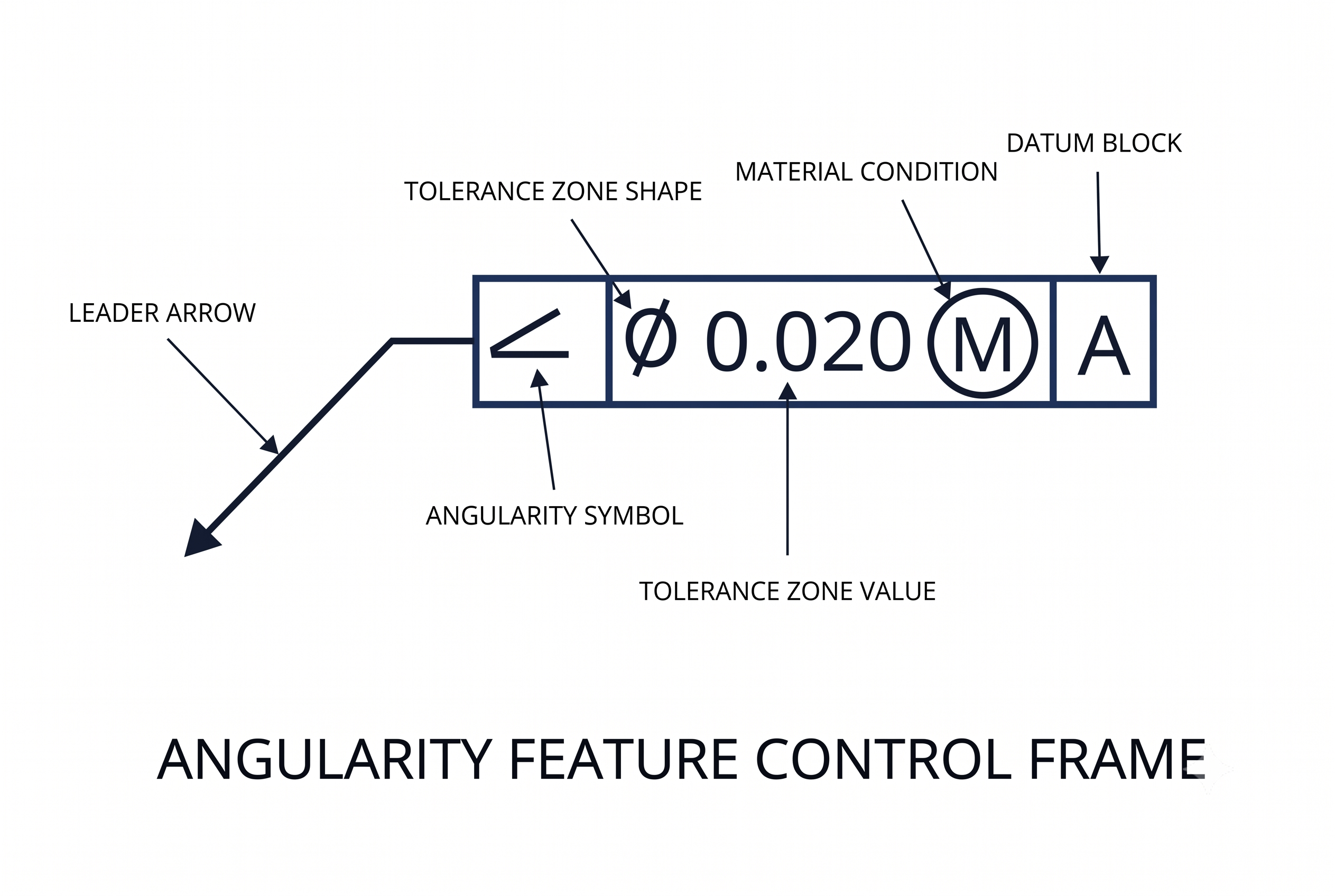
Die Winkligkeitstoleranz wird einem Merkmal über den Merkmalskontrollrahmen zugewiesen. Dieser Rahmen enthält dabei alle benötigten Informationen, um die Toleranz eindeutig zu definieren. Er besteht aus dem geometrischen Symbol (der Toleranz aus dem GD&T), der Angabe der Form der Toleranzzone, dem Toleranzwert, Modifikatoren und dem Bezugsbuchstaben des Bezugsmerkmals, dem Datum, falls eines verwendet wird, um die geometrische Toleranz zu definieren.
Für die Oberflächenwinkligkeit, deutet der Führungspfeil aus dem Merkmalskontrollrahmen direkt auf das Merkmal. Alternativ kann der Führungspfeil für ebene Oberflächen auch den Merkmalskontrollrahmen und das Merkmal über eine vom Merkmal ausgehende Verlängerungslinie verbinden.
Bei der Definition von Merkmalen der Größe werden die Achsen- und Mittelebenenwinkligkeit so mit dem Merkmalskontrollrahmen verbunden, dass das Merkmal über eine Verlängerung der Bemaßungslinien verbunden wird,und der Rahmen neben der Größenabmessung positioniert wird.
Ein allgemeiner Merkmalskontrollrahmen kann dabei in drei verschiedene Blöcke geteilt werden: den GD&T-Symbolblock, den Toleranzblock und den Datum(s)- bzw. Bezugsblock.
GD&T-Symbol
Der erste Block, das erste Fach, beinhaltet dabei in unserem Fall das charakteristische geometrische Symbol für die Winkligkeit, ein Zeichen eines spitzen Winkels (∠), der nach rechts geöffnet liegt, so wie es in der Norm ASME Y14.5 festgelegt ist. Dieses Symbol identifiziert diese Toleranz sofort als ein Steuerelement der Ausrichtung, das somit ein Bezugsmerkmal (das Datum) sowie einen Basiswinkel erfordert.
Toleranzwerte und Modifikatoren
Das zweite Fach, der mittlere Block, spezifiziert die Form der Toleranzzone und den Toleranzwert. Für die Achsenwinkligkeit zeigt ein Durchmessersymbol (∅) an, dass der folgende numerische Wert eine zylindrische Zone beschreibt. Für die Winkligkeit von Oberflächen und die Mittelebenenwinkligkeit wird hingegen kein spezifisches Symbol verwendet, da eine Zone aus parallelen Ebenen der Standard im GD&T ist. Der auf das Symbol folgende Zahlenwert stellt den Abstand zwischen den parallelen Ebenen bzw. den Durchmesser der zylindrischen Zone in Millimetern dar.
Materialzustandsmodifikatoren (MMC/LMC) richten sich nach den Toleranzwerten, wenn die Toleranz sich auf ein Merkmal der Größe bezieht. Ein Maximaler Materialzustand (MMC), gekennzeichnet durch ein M in einem Kreis, sowie ein Minimaler Materialzustand (LMC), gekennzeichnet durch ein L in einem Kreis, stellen die beiden Optionen für diese Modifikatoren dar. Ist kein Symbol vorhanden, so gilt die Standardbedingung, die als „Unabhängig von der Merkmalsgröße (RFS – Regardless of Feature Size)“ bezeichnet wird. Wenn ohne Modifikator die Bedingung RFS gilt, dann bedeutet das, dass die angegebenen Toleranzen unabhängig davon gelten, wie groß das tatsächlich gefertigte Teil in seinen Abmessungen ist.
Bezugspunkte (Datumsreferenzen)
Das dritte Fach beinhaltet die Referenzbuchstaben der Bezugspunkte (Datums) in der Reihenfolge ihrer Rangfolge: primär, sekundär, tertiär. Die Winkligkeit erfordert mindestens ein Datum. Ein einzelnes Datum schränkt die Ausrichtung des Teils in Relation zu einer Bezugsebene oder -achse ein, lässt jedoch Freiheiten dabei, wie das Teil um die Achse rotiert werden kann, die senkrecht zur Bezugsachse steht. Ein zweites Datum im Block sperrt diese Rotation, und erlaubt nur noch eine lineare Bewegung entlang der verbleibenden senkrecht stehenden Achse. Ein drittes Datum schränkt dann auch noch die Bewegung entlang dieser Achse ein. Für die meisten winkligen Oberflächen und Bohrungen sind zwei Bezugspunkte erforderlich, um einen vollständig eingeschränkten und somit eindeutigen Prüfungsaufbau zu ermöglichen.
Bugsmerkmale (Datums) werden anhand ihrer Stabilität, Zugänglichkeit und funktionalen Bedeutung ausgewählt. Das primäre Datum ist dabei in der Regel die größte und stabilste Oberfläche am Teil, welche die maximale Anzahl der Freiheitsgrade einschränkt. Symmetrische Teile erfordern nur ein Datum, aber Merkmale mit gerichteten Lastpfaden erfordern immer mindestens zwei Datums.
Bonustoleranzen in der Winkligkeit
Bonustoleranzen stellen eine Vergrößerung in der erlaubten geometrischen Tolerierung dar, die dann verfügbar werden, wenn ein (tatsächliches) Merkmal der Größe eines von der Maximalen Materialbedingung abweicht, die im Merkmalskontrollrahmen spezifiziert wurde. Sie sind nur dann anzuwenden, wenn ein Materialmodifikator (MMC oder LMC) im Merkmalskontrollrahmen aufgerufen wird.
Wird die Winkligkeit bei der MMC aufgerufen, dann gilt die genannte Toleranz streng, wenn das Merkmal im maximalen Materialzustand vorliegt, also im kleinsten inneren Merkmal oder dem größten äußeren Merkmal. Es wird eine virtuelle Zustandsgrenze festgelegt, die aus der Größe des MMC und der genannten Winkligkeitstoleranz besteht. Das Merkmal darf diese Grenze nicht verletzen. Bewegt sich die tatsächliche gefertigte Abmessung eines Teils jedoch vom MMC weg hin zum LMC, kann die geometrische Toleranz um jenen Wert vergrößert werden, der der Abweichung in der Abmessung entspricht, ohne dass die virtuelle Zustandsgrenze oder die Passung in der Baugruppe beeinträchtigt wird.
Die konkrete Formel dafür ist:
Gesamtwinkeltoleranz = Angegebene Toleranz + (Tatsächliche Größenabweichung vom MMC)
| Zustand des Merkmals | Realer Bohrungsdurch- messer (mm) | Ab- weichung vom MMC (mm) | Genannte Toleranz (mm) | Bonus- toleranz (mm) | Gesamt- winkel- toleranz (mm) |
| MMC (kleinste Bohrung) | 20,000 | 0,000 | 0,1 | 0,000 | 0,100 |
| Mittel | 20,050 | 0,050 | 0,1 | 0,050 | 0,150 |
| Mittel | 20,100 | 0,100 | 0,1 | 0,100 | 0,200 |
| Mittel | 20,150 | 0,150 | 0,1 | 0,150 | 0,250 |
| LMC (größte Bohrung) | 20,200 | 0,200 | 0,1 | 0,200 | 0,300 |
Beispielparameter: Nenndurchmesser der Bohrung: 20 mm, Toleranz: ±0,100 mm (MMC = 20,000 mm, LMC = 20,200 mm), Winkligkeit bei 0,1 mm im MMC angegeben.
Bonustoleranzen reduzieren die Ausschussraten und vereinfachen die Steuerung des Fertigungsprozesses, ohne einen Kompromiss in der Funktionalität der Montage einzugehen. Die virtuelle Zustandsgrenze bleibt unverändert; es ist hingegen die Toleranzzone, die expandiert, wenn sich die tatsächlich gefertigte Größe eines Teils vom Worst-Case des Material- respektive Werkstückzustands entfernt.
Winkligkeit vs. Andere Callouts
Die Winkligkeit überlappt sich in ihrem Umfang mit verschiedenen anderen GD&T-Steuerelementen. Die Auswahl des passenden Callouts erfordert deshalb ein präzises Verständnis dessen, was jeder Callout steuert, und was in ihm ignoriert wird.
| Steuerung | Gruppe | Datum Erforderlich | Zonen- geometrie | Wichtigster Funktions- umfang | Winkligkeit Wann Einsetzen |
| Winkligkeit | Ausrichtung | Ja, (min. 1) | Parallele Ebene oder Zylinder, im Basiswinkel | Steuert die Ausrichtung jedes nicht 0°/90°-Winkels; steueret weder Lage noch Form | Das Merkmal liegt weder parallel noch im rechten Winkel zum Datum |
| Parallelität | Aus- richtung | Ja | Parallele Ebenen oder Zylinder, in 0° zum Datum | Steuert allein die Ausrichtung in 0°, steuert weder Lage noch Form | Merkmal muss in einem Winkel zum Datum liegen, der ungleich Null ist |
| Rechtwinkligkeit | Aus- richtung | Ja | Parallele Ebenen oder Zylinder, in 90° zum Datum | Steuert allein die Ausrichtung in 90°, steuert weder Lage noch Form | Das Merkmal muss in einem Winkel ungleich 90° zum Datum liegen |
| Ebenheit | Form | Nein | Parallele Ebenen, schweben (ohne Winkelbeschränkung) | Steuert die Ebenheit der Oberflächen unabhängig von Ausrichtung und Lage | Die Oberfläche muss zusätzlich eine spezifische Winkelbeziehung zu einem Datum einhalten |
| Lage | Position/Ort | Ja | Zylinder oder parallele Ebenen, im Basiswinkel und in der Lage | Steuert sowohl Lage als auch Ausrichtung; deckt implizit Abweichungen bei Bohrungen ab | Die Ausrichtung allein erfordert eine stärkere Kontrolle, als die Lage allein es ermöglicht, oder das Merkmal ist eine nicht zylindrische Oberfläche. |
| Profil einer Oberfläche | Profil | Optional | Gleich- förmiges bilaterales oder unilaterales Band um das wahre Profil herum | Steuert die Form, Ausrichtung und Lage gleichzeitig entlang einer komplexen Oberfläche | Nur die Steuerung der Ausrichtung ist erforderlich, ohne Größen- oder Lagebeschränkungen. |
Winkligkeit vs. Parallelität und Rechtwinkligkeit
Parallelität und Rechtwinkligkeit sind Sonderfälle von Winkligkeitscallouts, die auf 0° bzw. 90° beschränkt sind. Diese Toleranzzonen sind im Hinblick auf ihre Mechaniken identisch: zwei parallele Ebenen oder ein Zylinder orientieren sich am Basiswinkel in Relation zum Datum. Die Wahl des Datums wird dabei allein durch den Basiswinkel bestimmt. Eine Winkligkeit von 0° oder 90° zu verwenden ist technisch gesehen nicht verkehrt, wird aber in der Praxis als unüblich betrachtet; Parallelität und Rechtwinkligkeit werden für diese Ausrichtung als Callout bevorzugt.
Winkligkeit vs. Ebenheit
Sowohl Winkligkeit als auch die Ebenheit nutzen Toleranzzonen mit zwei parallelen Ebenen, und beide schränken in der Tat die Varianz der Oberfläche ein. Die Unterscheidung ist jedoch fundamental: Die Ebenheit dient der Steuerung der Form, und hat dabei weder Datum, noch Ausrichtungseinschränkung noch einen Basis-/Grundwinkel. Eine Oberfläche, die eine Prüfung der Ebenheit besteht, liegt einfach zwischen zwei parallelen Ebenen, aber ohne jedwede gesteuerte Ausrichtung. Die Winkligkeit hingegen erfordert es, dass die zwei parallelen Ebenen gemäß des Grundwinkels in Relation zum Datum ausgerichtet werden. Eine ebene Fläche kann die Prüfung ihrer Ebenheit bestehen, wenn eine gemessene Abweichung von 0,05 mm besteht, und dennoch an der Prüfung der Winkligkeit scheitern, wenn die Oberfläche durch die Abweichung auf der Winkligkeitstoleranzzone heraus kippt. Enge Winkligkeit schränkt indirekt die Variationen der Oberflächen ein, stellt jedoch keinen Ersatz für einen Callout der Ebenheit dar, wenn die Steuerung der Form eine primäre Anforderung darstellt.
Winkligkeit vs. Lage
Die Steuerung der Lage betrifft sowohl die Position als auch die Ausrichtung eines Merkmals in Relation zum Bezugsrahmen eines Datums. Für zylindrische Merkmale wie Bohrung oder Stifte, schränkt die Lagetoleranz inhärent die Winkelabweichung ein, weil eine verschobene Achse, die aus dem Toleranzzylinder herauskippt auch die Einschränkungen der Lage verletzt. Die Winkligkeit ist in diesem Fall so lange redundant, bis die Erfordernis der Ausrichtung enger ist, als es die Lagetoleranz erlauben würde. Ein Szenario in dem beide zeitgleich angewendet werden, wäre es, wenn Merkmale wie Bohrungen auf einer schrägen Oberfläche platziert werden: Die Winkligkeit steuert die Ausrichtung der Bohrungen auf der geneigten Oberfläche selbst, und die Lagesteuerung betrifft die Position der Bohrungen auf dieser Oberfläche. Beide Callouts sind für eine komplette Definition erforderlich.
Wie Misst Man Die Winkligkeit
Die Messung der Winkligkeit ist hauptsächlich eine Prüfung dessen, ob eine Oberfläche, Achse oder Mittelebene innerhalb der Toleranzzone bleibt, die sich an einem Winkel zu einem bestimmten Bezugspunkt orientiert. Alle Messmethoden für die Winkligkeit sind eine Variation dieses Prinzips. Die Wahl einer passenden Methode hängt von der erforderlichen Genauigkeit oder dem Kontext der Produktion ab.
Auswahlmatrix für Messmethoden
| Methode | Anwendbare Merkmalstypen | Typische Messunsicherheit | Passende Produktionsumgebung | Entscheide Einschränkung |
| Sinusbalken und Messuhr | Nur Oberfläche | 0,002 bis 0,010 mm | Werkstatt; geringes bis mittleres Produktionsvolumen | Keine Messung von Achsen oder Mittelebenen; Genauigkeit nimmt oberhalb von 45° ab |
| KMG (Berührungs- sonde) | Oberflächen, Achsen, Mittelebenen | 0,001 bis 0,005 mm | Prüflabor; mittel- bis hochpreisige Teile | Lange Zykluszeiten; Biegen des Tasters bei tiefen oder kleinen Merkmalen |
| Funktionslehre | Achsen und Mittelebenen (bei MMC) | Nur binäres Bestehen / Nichtbestehen | Großserienfertigung | Keine Zahlenwerte; Einzweck- messgerät pro Merkmals- konfiguration |
| Autokollimator | Oberflächen (flach, reflektierend) | 0,0001° bis 0,001° winklig | Präzisions- labor; optische Komponenten, Sockel für Werkzeugmaschinen |
Sinusbalken und Messuhr
Der Sinusbalken ist das Messinstrument, das in einer Werkstattumgebung zur Verifizierung der Oberflächenwinkligkeit eingesetzt wird. Der Balken besteht aus zwei Präzisionsrollen, die durch einen exakten Rollenmittenabstand (L) voneinander getrennt sind. Der Abstand beträgt in der Regel 100 oder 200 mm. Eine Rolle ruht auf der Oberflächenplatte. Die andere Rolle wird durch einen Stapel von kalibrierten Endmaßen auf die Höhe (H) angehoben, die dafür erforderlich ist, dass die Sinusstange im Grundwinkel steht. Das Verhältnis folgt dabei dieser Formel:
sin(θ) = H / L
Für einen 30°-Grundwinkel mit einer 200 mm Sinusstange:
H = 200 x sin(30°) = 100,000 mm
The datum surface of the workpiece is seated on the sine bar’s top face, placing the controlled surface parallel to the surface plate Die Bezugsoberfläche eines Werkstücks wird dann auf die obere Oberfläche aufgelegt, wodurch die zu prüfende Oberfläche nun parallel zur Oberflächenplatte liegen sollte, falls das Teil einen entsprechenden Oberflächenwinkel hat, der dem Grundwinkel entspricht. Eine Messuhr, die auf einem Messständer für die Höhe montiert ist, wird nun an einem Punkt auf der zu prüfenden Oberfläche auf Null gesetzt, und dann entlang der Gesamtlänge des Teils entlang bewegt. Die daraus entstehende Gesamtabweichung(TIR) repräsentiert die Abweichung der tatsächlichen Oberfläche von der idealen winkligen Ausrichtung gemäß des Grundwinkels. Eine Oberfläche besteht eine Prüfung, wenn die TIR nicht die definierte Winkligkeitstoleranz überschreitet. Dieses Messverfahren ist nur auf die Oberflächenwinkligkeit anwendbar, und ist zudem auf flache, zugängliche Oberflächen beschränkt.
Die Messunsicherheit liegt typischerweise im Bereich von 0,002 mm bis 0,010 mm, abhängig von der Genauigkeit des Endmaßstapels und der Ebenheitsklasse der Oberflächenplatte.
Die folgende Tabelle listet die zentralen Einrichtungsparameter auf. Endmaße werden nach DIN EN ISO 3650 (Grade K, 0, 1, 2) eingestuft, dem Standard in Europa und den meisten internationalen Märkten; Oberflächenplatten werden in der europäischen Praxis nach DIN 876 klassifiziert. Beide Toleranzklassen werden als Referenz neben den entsprechenden ASME/US-Bezeichnungen dargestellt.
| Sinusbalken-Parameter | Standardwerte | EU/Internationaler Standard und Grad | US/ASME-Äquivalent | Auswirkung auf die Genauigkeit |
| Rollenmittenabstand (L) | 100 mm, 200 mm, 300 mm | — | — | Ein längerer Balken vermindert den Winkelfehler pro mm Fehler der Endmaßstapelhöhe; 200 mm Länge werden bei Winkeln über 30° bevorzugt verwendet. |
| Endmaßstapel-Genauigkeit (Arbeiten mit engen Toleranzen) | ±0,0002 mm pro Endmaß | DIN EN ISO 3650 Grad 1 | ASME B89.1.9 Grad 0 | Schlägt sich direkt als Einrichtungs-Winkelfehler nieder; Grad 1 (ISO 3650) ist für Winkligkeitstoleranzen enger als 0,05 mm erforderlich. |
| Endmaßstapel-Genauigkeit (Standardarbeiten) | ±0,0005 mm pro Endmaß | DIN EN ISO 3650 Grad 2 | ASME B89.1.9 Grad 1 | Ausreichend für Winkligkeitstoleranzen von 0,05 mm bis 0,2 mm. |
| Ebenheit der Oberflächenplatte (Präzisionsprüfung) | 0,003 mm pro 300 mm | DIN 876 Grad 0 | ASME B89.3.7 Grad A | Legt die Grundlinie der Messung fest; Grad 0 (DIN 876) ist obligatorisch für Toleranzen unter 0,1 mm. |
| Ebenheit der Oberflächenplatte (Standard-Werkstatteinsatz) | 0,006 mm pro 300 mm | DIN 876 Grad 1 | ASME B89.3.7 Grad B | Akzeptabel für Toleranzen ab 0,1 mm. |
| Anwendbarer Winkelbereich | 0° bis 45° (praktische Grenze) | — | — | Oberhalb von 45° nimmt die Genauigkeit ab, da kleine Höhenfehler große Winkelfehler verursachen; für größere Winkel werden zusammengesetzte Sinustische verwendet. |
Koordinatenmessgeräte (KMG)
Ein Koordinatenmessgerät (KMG) kann alle Arten der Winkligkeit messen: Oberfläche, Achse und Mittelebene. Es nutzt dazu eine Sonde, die Datenpunkte auf der Oberfläche des Werkstücks sammelt und daraus ein 3D-Modell des Bezugsmerkmals sowie des zu steuernden Merkmals aus den gesammelten Punkten erstellt. Es positioniert dann die relevante Toleranzzone um das Merkmal in diesem Modell und berechnet daraus den Winkligkeitswert.
Funktionslehre
Eine Funktionslehre simulierte den Passvorgang und bietet ein binäres Ergebnis, das entweder ein Bestehen oder ein Scheitern ist. Wird die Achsenwinkligkeit beim MMC angewendet, dann ist die Lehre eine angewinkelte Haltevorrichtung oder ein Empfangsmechanismus, der der virtuellen Zustandsgrenze entsprechend gefertigt wurde. Das Teil ist akzeptabel, wenn es ohne Kraft zur Funktionslehre passt. Funktionslehren liefern jedoch keine numerische Abweichung der Winkligkeit; sie zeigen nur auf, dass der kombinierte Effekt aus Größe und Ausrichtung nicht die Grenzen der Montage verletzt.
Winkligkeit und Allgemeine Toleranzen nach ISO 2768
Falls die Winkligkeit nicht explizit in einer Zeichnung aufgerufen wird, dann ist ein winkliges Merkmal standardmäßig einer allgemeinen Winkeltoleranzklasse zuzuordnen, wie sie im Titelblock spezifiziert wurde. Im Idealfall gemäß ISO 2768. Die Norm ISO 2768 für Winkligkeitstoleranzklassen definiert bilateral symmetrische Abweichungen auf Grundlage der Länge des kürzeren Schenkels eines Dreiecks.
| ISO 2768 Winkel- toleranz- klasse | Kurzer Schenkel: bis zu 10 mm | Kurzer Schenkel: 10 bis 50 mm | Kurzer Schenkel: 50 bis 120 mm | Kurzer Schenkel: 120 bis 400 mm | Kurzer Schenkel: über 400 mm |
| f (Fein) | ±1° | ±0°30′ | ±0°20′ | ±0°10′ | ±0°05′ |
| m (Mittel) | ±1° | ±0°30′ | ±0°20′ | ±0°10′ | ±0°05′ |
| c (Grob) | ±1°30′ | ±1° | ±0°30′ | ±0°15′ | ±0°10′ |
| v (Sehr Grob) | ±3° | ±2° | ±1° | ±0°30′ | ±0°20′ |
Winkeltoleranzen nach ISO 2768 definieren eine keilförmige Abweichungszone. Ein explizit aufgerufener GD&T-Winkligkeits-Callout ersetzt diese mit einer gleichförmigen parallelen Ebene oder einer zylindrischen Zone. Für jedes Merkmal, bei dem ein funktionaler Kontakt, Dichtheit oder Montagespielraum von der Gleichförmigkeit der Ausrichtung über die gesamte Oberfläche hinweg erforderlich ist, benötigt man ein explizites Winkligkeitscallout, selbst dann, wenn die Klasse nach ISO 2768 als ausreichend erscheint.
Design- und DfM-Leitfaden für die Winkligkeit
Winkligkeitstoleranzen haben einen direkten Einfluss auf die Kosten und die erforderlichen Prozesse. Die folgenden Richtlinien sind auf CNC-Bearbeitungs-, -schleif-, und -präzisionsbohrprozesse anzuwenden, bei denen die Winkligkeit am häufigsten eine Rolle spielt.
| Toleranzbereich | Realisierbarer Prozess | Typische Rüstanforderungen | Relativer Effekt auf die Kosten | Prüfmethode |
| ± 0,5 mm bis ± 0,2 mm (Parallele Ebenen) | Standard-3- Achsen-CNC- Fräsen; konventionelles Schleifen von Oberflächen | Standard- Schraubstock oder Haltevorrichtung; keine Winkelplatte erforderlich | Basiskosten | Sinusstange und Messuhr; KMG |
| ±0,1 mm bis ±0,05 mm (Parallele Ebenen) | Präzisions- CNC-Fräsen mit Winkelplatte; zylindrisches Schleifen mit Schrägfutter | Präzisionswinkelplatte oder Sinusfutter; verifizierter Kontakt zum Bezugspunkt (Datum) | 1,5-fache bis 2,5-fache der Basiskosten | KMG obligatorisch; Sinusbalken und Grad 1 Endmaße |
| ±0,025 mm und enger (Parallele Ebenen) | Vorrichtungs- bohren; Präzisions- oberflächen- schleifen, Läppen | Temperatur- stabile Umgebung; vibrations- isolierte Anlagen; temperatur- kompensierte KMG | 5-faches bis 10-faches der Basiskosten | KMG mit thermischer Kompensierung; Autokollimator für Oberflächen |
| ∅ 0,2 mm zylindrische Zone (Achse) | Standard-CNC-Senk- und -Aufbohren | Winkelbohrschablonen oder 5-Achsen-CNC-Programm | 1,2-fache bis 1,8-fache der Basiskosten | KMG, Funktionslehre bei MMC |
| ∅ 0,05 mm zylindrische Zone (Achse) | Präzisions- aufbohren; Aufreiben nach einer angewinkelten Pilotbohrung | 5-Achsen-CNC-Bearbeitung mit angewinkelter Positions- verifizierung; sondengeprüfte Einrichtung | 3-fache bis 6-fache der Basiskosten | KMG obligatorisch; Kalibrierung des Messgerätes auf 0,005 mm |
Die folgenden Designprinzipien reduzieren die Kosten und verbessern zudem die Ausbeute im ersten Arbeitsgang für auf Winkligkeit kontrollierte Merkmale.
Einsatz nach Funktionaler Erfordernis
Nutzen Sie die Winkligkeit nur dort, wo sie wirklich funktional erforderlich ist. Ausrichtungsfehler bei kontaktlosen Oberflächen, innenliegende Abstandstaschen und dekorative Fasen beeinflussen nicht die Montageleistung. Beschränken Sie Winkligkeitscallouts auf Pass-, Dicht- und lastentragende Kontaktflächen, sowie Bohrungen, die in Verbindung mit Stiften oder Befestigungselementen stehen.
Optimierung der Toleranzen
Geben Sie Toleranzen so weit, wie es die Funktion zulässt, an. Bei Gleitpassungen auf geneigten Oberflächen sollten Sie die maximale Winkelabweichung bestimmen, bei der die erforderliche Kontaktlänge und der für die Montage erforderliche Spielraum vorhanden sind. Nutzen Sie diesen Wert als Winkligkeitstoleranz, statt sich grundsätzlich auf einen engeren Wert zu versteifen.
Konfiguration des Materialzustands
Nutzen Sie den MMC für die Achsenwinkligkeit von Bohrungen. Durch die Nutzung des MMC-Modifikators ermöglichen Sie Bonustoleranzen sowie den Einsatz von Funktionslehren, die sowohl schneller als auch günstiger als eine KMG-Prüfung, gerade bei Großserien, ist. Die durch den MMC entstehende virtuelle Zustandsgrenze stellt sicher, dass selbst im Worst-Case-Fall dennoch die Montage möglich ist, was den entstehenden Ausschuss um jene Teile verringert, die sich vom MMC-Limit wegbewegen.
Planung Stabiler Bezugsmerkmale
Stellen Sie die Zugänglichkeit der Datums bzw. Bezugsmerkmale sicher. Die primäre Datumsoberfläche muss groß, flach und zugänglich genug sein, dass sie bei der Einrichtung des Prüfverfahrens korrekt sitzt. Ein primäres Datum mit einem signifikanten Formfehler führt zudem zu falschen Messergebnissen bei jeder Messung der Winkligkeit, die auf ihm basiert. Nutzen Sie Winkligkeitscallouts deshalb zusammen mit einem Callout für die Ebenheit auf der Datumsoberfläche, wenn ersichtlich ist, dass sich durch einen Formfehler am Datum ein signifikanter Einfluss auf die Winkligkeitstoleranz ergibt.
Konstruktionstechnische Rotationsbeschränkung
Fügen Sie ein sekundäres Datum hinzu, wenn die Rotation des Teils eingeschränkt werden muss. Eine einzige Datumsebene gewährt dem Teil die Freiheit, um eine senkrechte Achse dazu zu rotieren. Für Merkmale, bei denen die rotationsgebundene Fehlausrichtung die effektive Winkelausrichtung beeinflusst, ist ein sekundäres Datum erforderlich, um diesen Freiheitsgrad zu eliminieren und somit wiederholbare Prüfergebnisse zu erzeugen.
Glossar der wichtigsten Begriffe
| Begriff | Definition | Kontext zur Winkligkeit |
| Grundmaße / Basismaße | Ein theoretisch exakter numerischer Wert, der für ein wahres Profil, eine wahre Ausrichtung, eine wahre Lage oder eine wahre Größe eines Merkmals verwendet wird. Hat selbst keine Toleranz. | Der festgelegt Winkel (z.B. 30°) in einem Callout für die Winkligkeit ist selbst ein Grundmaß, bzw. Grund- oder Basiswinkel. Alle Toleranzen, die diesen Grundwinkel betreffen, finden sich im Merkmalskontrollrahmen der Winkligkeit. |
| Datum(s) | Ein theoretisch exakte(r) Punkt, Achse, Linie, Ebene oder Kombination daraus, die aus einem oder aus mehreren Bezugsmerkmalen auf dem physischen Teil abgeleitet werden. | Die Winkligkeit erfordert immer mindestens ein Datum. Die Ausrichtung der Toleranzzone erfolgt im Grundwinkel in Relation zu diesem Datum. |
| Bezugs- merkmal (Datum Feature) | Das tatsächliche physische Merkmal, also die Oberfläche, Bohrung oder anderweitige Eigenschaft eines Teils, von dem das Datum abgeleitet wird. | Das Bezugsmerkmal steht in Kontakt mit einer Halterung, KMG-Sonde oder einer Messoberfläche (z.B. einer Messplatte) um den Bezugsrahmen für die Messung konstant festzulegen. |
| Abgeleitete Mittellinie | Eine imagnäre Line, die durch die Verbindung der Mittelpunkte aller runder Querschnitte entlang der Länge eines zylindrischen Merkmals (als Median) konstruiert wird. | Die abgeleitete Meridianlinie ist ein Element, das durch die Winkligkeit der Achse gesteuert wird. Diese Meridianlinie muss innerhalb der zylindrischen Toleranzzone liegen, die sich am Grundwinkel orientiert. |
| Abgeleitete Mittelebene | Eine imaginäre Ebene, die durch die Verbindung der Mittelpunkte (als Median) aller gegenüberliegenden Oberflächenpaare eines Merkmals der Größe mit zwei parallelen Ebenen konstruiert wird. | Die abgeleitete Mittelebene (bzw. Meridianebene) ist ein Element, das durch die Winkligkeit der Mittelebene gesteuert wird. Diese muss zwischen den beiden parallelen Ebenen der Toleranzzone liegen. |
| Virtueller Zustand | Die kollektive, nicht materielle Worst-Case-Grenze, die durch den kombinierten Effekt der Größe des Merkmals bei MMC und der geometrischen Toleranz erzeugt wird. | Wenn die Winkligkeit im MMC aufgerufen wird, so definiert die virtuelle Zustandsgrenze die funktionale Grenze, an der zusammenzufügende Teile noch zusammenpassen. Passende Gegenstücke sollten so konstruiert werden, dass sie diese Grenze unterschreiten. |
| Bonus- toleranzen | Die zusätzliche geometrische Toleranz, die sich daraus ergibt, wenn das tatsächliche Teil in die richtige Richtung vom festgelegten Materialmodifikator (MMC oder LMC) abweicht. | Bonustoleranzen für die Winkligkeit ergeben sich aus der Abweichung vom MMC weg zum LMC. Man reduziert damit die Ausschussrate nach Prüfung, indem auch Teile bestehen, die von der Worst-Case-Größe in die richtige Richtung (über die „eigentliche“ Toleranz) abweichen, ohne ihre Funktionalität oder Eignung für die Montage zu verlieren. |
| Projizierte Toleranz- zonen | Dies sind Toleranzzonen, die über die Grenzen des Werkstücks hinweg projiziert werden, um zum Beispiel die Ausrichtung von zusammenpassenden Merkmalen (Befestigungselemente oder Stifte) nach der Montage zu gewährleisten. | Die Projektion wird ebenfalls für Gewinde- und Einpressbohrungen genutzt, um zu verhindern, dass ein Kippen der Befestigungselemente Probleme bei der Montage verursacht. Wird durch den Modifikator Ⓟ und die danach stehende Projektionshöhe im Merkmalskontrollrahmen (Toleranzblock) festgelegt. |
Die Steuerung Der Ausrichtung Meistern
Winkligkeit ist die Steuerung der korrekten Ausrichtung für jedes Merkmal, das einen Winkel von ungleich 0° und ungleich 90° in Relation zu einem Datum hat. Ihre gleichförmige Toleranzzone, das entscheidende Element, das sie von einer einfachen Maßtoleranz eines Winkels unterscheidet, stellt sicher, dass die funktionale Leistung über eine gesamte Oberfläche, Achse oder Mittelebene hinweg konsistent ist. Ganz egal, wie lang das Merkmal selbst ist.
Der Einsatz eines Materialmodifikators, wann auch immer das möglich ist, hilft dabei, Ausschuss zu vermindern und zudem mit Funktionslehren die Produktionsabläufe (samt Prüfung) zu beschleunigen. Die Auswahl von Bezugsmerkmalen und den daraus resultierenden primären und sekundären Datums bestimmt dabei, wie aussagekräftig und wiederholbar jegliche Messung der Winkligkeit ist, die einer Zeichnung entnommen wird.
Für Ingenieure, die sich von der Winkligkeit ausgehend mit anderen Steuerelementen für die Ausrichtung und Form befassen möchten, bietet die technische GD&T-Bibliothek bei Xometry Pro Informationen zu Parallelität, Rundheit, Ebenheit, Zylindrizität und weiteren Toleranzen der Geometrischen Bemaßung und Tolerierung.





Comment(0)