 Europe
Europe  Türkiye
Türkiye 


La angularidad es una tolerancia geométrica en tolerancias geometricas y dimensionales que permite controlar la orientación de una característica con respecto a otra. Es una de las 14 tolerancias estándar de GD&T definidas en ASME Y14.5.
Las tolerancias de GD&T pueden clasificarse, a grandes rasgos, en cinco grupos diferentes: forma, orientación, posición, perfil y excentricidad. La angularidad se incluye en el grupo de la orientación, junto con el paralelismo y la perpendicularidad.
Este artículo se centra en la tolerancia angular y aborda su importancia, sus aplicaciones, los métodos de medición y otros temas relacionados.
¿Qué es la angularidad?
La angularidad es una tolerancia de orientación geométrica que controla la orientación de un elemento (una superficie, un eje o un plano central) en un ángulo determinado con respecto a un punto de referencia. Dado que una orientación angular no puede existir de forma aislada, la angularidad debe definirse siempre con respecto a un elemento de referencia (punto de referencia).
Mientras que los términos «paralelismo» y «perpendicularidad» se utilizan cuando las características están orientadas exactamente a 0° o 90° entre sí, el término «angularidad» se utiliza para todos los demás ángulos agudos y obtusos.
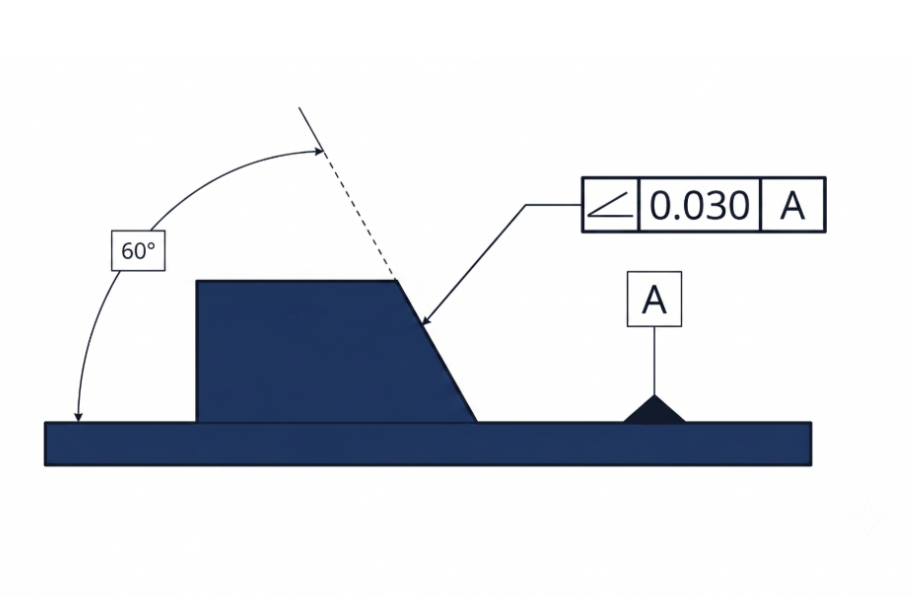
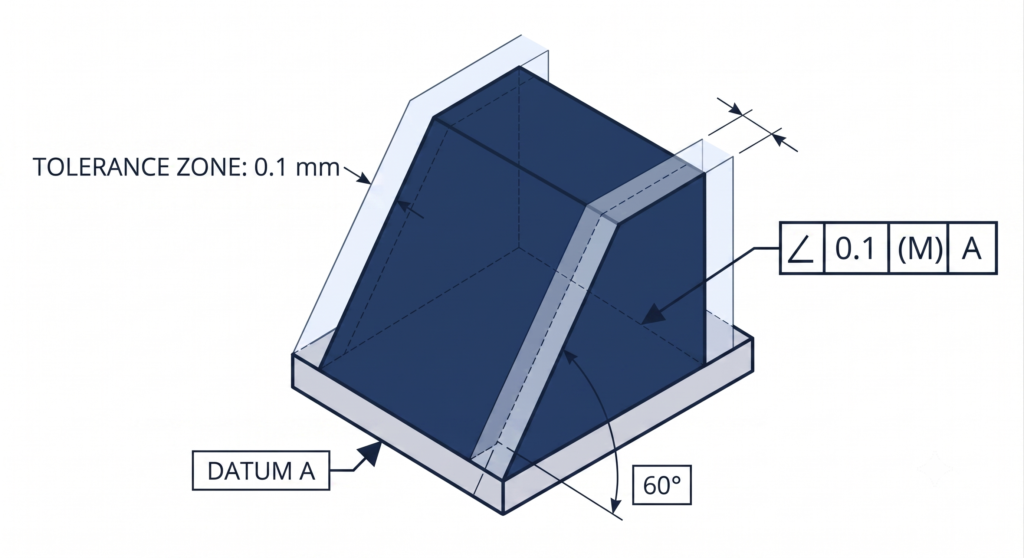
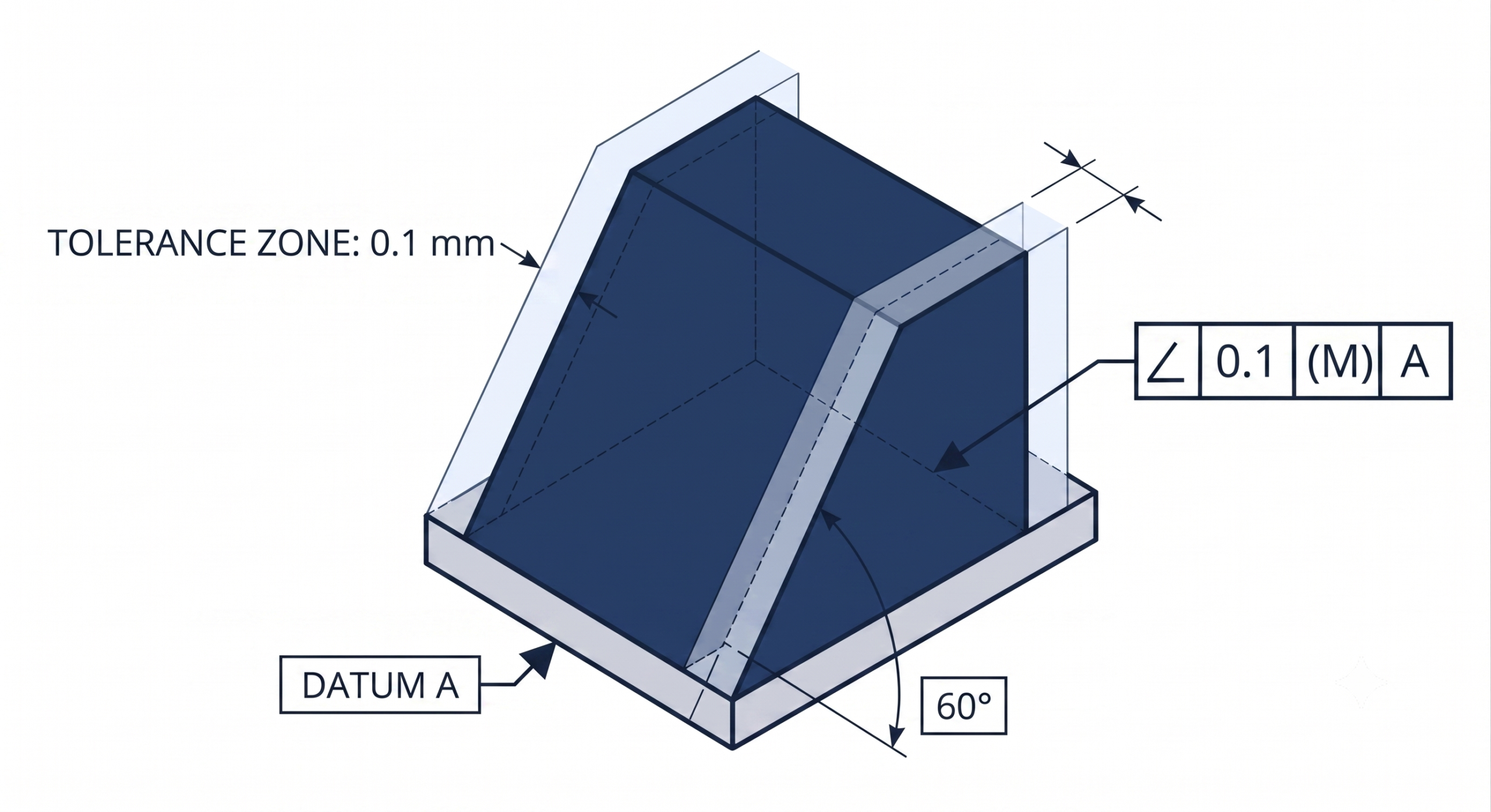
Un error de diseño habitual es confundir la angularidad con una tolerancia dimensional angular estándar (por ejemplo, ±2°). La zona de tolerancia de angularidad no es intrínsecamente angular. En cambio, el ángulo de referencia se convierte en una dimensión básica (un ángulo teóricamente exacto), y la indicación de angularidad crea una zona de tolerancia uniforme alrededor de este ángulo básico. Esta zona controla indirectamente la orientación del elemento al restringir su posición en función del punto de referencia.
Dependiendo de la característica, la angularidad define una zona de tolerancia tridimensional formada por dos planos paralelos o por un cilindro. Se utiliza habitualmente para controlar una superficie con respecto a una superficie o un eje de referencia, pero también puede controlar un eje o un plano central. Estas variantes se denominan angularidad de superficie, angularidad de eje y angularidad de plano central.
En determinados casos, la angularidad se utiliza junto con la tolerancia de posición si la orientación requiere un control más estricto que el que ofrece la tolerancia de posición por sí sola. Sin embargo, para la mayoría de las características dimensionales (como los agujeros), la tolerancia de posición controla de forma inherente tanto la ubicación como la orientación con respecto al sistema de referencia de referencia.
Aplicaciones de la angularidad
La angularidad se aplica a tres categorías de características, cada una con objetivos funcionales y métodos de inspección distintos.
| Tipo de angularidad | Característica controlada | Requisito funcional típico | Ejemplos habituales en el ámbito industrial |
| Angularidad de la superficie | Superficie plana que forma un ángulo distinto de 0°/90° con respecto al plano de referencia | Contacto de acoplamiento, estanqueidad o transferencia de carga uniformes a lo largo de una superficie inclinada | Biselados de guías de cola de milano, superficies de asiento de válvulas, superficies de sujeción de cuñas, rebajes de bridas de acoplamiento |
| Angularidad del eje | Línea mediana derivada de un elemento cilíndrico de determinadas dimensiones (agujero, pasador, eje) | Alineación angular del eje de un agujero o de un pasador para garantizar el acoplamiento correcto con la pieza correspondiente en un conjunto | Canales de aceite en ángulo en bloques de motor, agujeros inclinados para pasadores de centrado, agujeros de colectores hidráulicos, canales para tornillos de implantes médicos |
| Angularidad del plano central | Plano mediano derivado de un elemento rectangular de determinadas dimensiones (ranura, lengüeta, chaveta) | Seguimiento angular del plano medio de una ranura o lengüeta para evitar atascos o desalineaciones bajo carga | Chaveteros angulares, bridas de montaje inclinadas, ranuras de soporte inclinadas, bases de fijación cónicas |
Zona de tolerancia de angularidad
La zona de tolerancia de angularidad define los límites de la característica controlada para cumplir los requisitos de tolerancia. En la angularidad hay dos tipos de formas de zona de tolerancia: la zona de tolerancia predeterminada, formada por dos planos paralelos, y la zona de tolerancia cilíndrica.
Zona de planos paralelos: angularidad de la superficie y del plano central
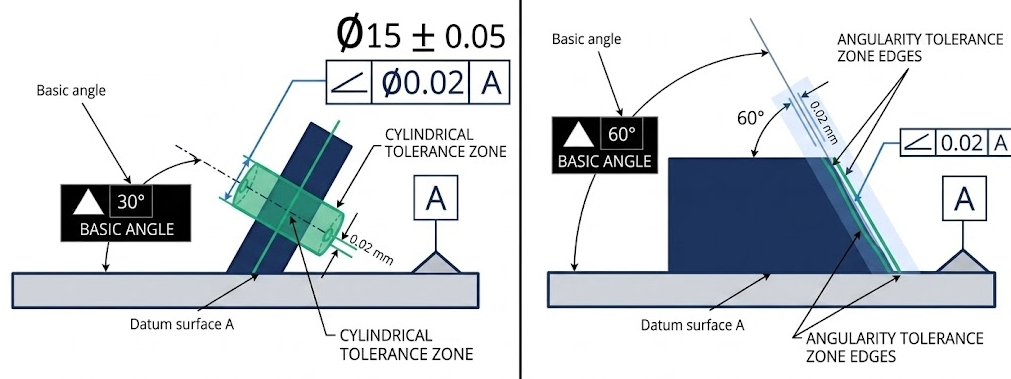
En el caso de la angularidad de superficie, la zona está formada por dos planos paralelos orientados con el ángulo básico respecto al plano de referencia especificado. Todos los puntos de la superficie controlada deben estar situados entre estos dos planos. En el caso de la angularidad del plano central, la zona se sitúa en el plano mediano derivado de la característica, que es el plano imaginario que une los puntos medios de todos los pares de superficies opuestas. La distancia entre los dos planos es el valor de tolerancia indicado. Una tolerancia de 0,1 mm significa que todos los puntos de la superficie controlada o del plano mediano derivado deben estar dentro de una banda de 0,1 mm de ancho, orientada en el ángulo básico respecto al punto de referencia.
Zona cilíndrica: angularidad del eje
En el caso de la angularidad del eje, la zona de tolerancia se convierte en un cilindro cuyo eje está orientado según el ángulo básico con respecto al punto de referencia. La línea mediana derivada de la característica controlada; línea que une los puntos centrales de todas las secciones transversales a lo largo de su extensión; debe quedar íntegramente dentro de esta zona cilíndrica. El diámetro del cilindro es igual al valor de tolerancia, y el símbolo del diámetro (∅) se incluye en el marco de control de la característica para indicar explícitamente la zona cilíndrica. Esta zona controla la desviación angular en todas las direcciones radiales simultáneamente, lo que la convierte en la opción correcta para pasadores, pernos y agujeros que deben orientarse con precisión para acoplarse con características de un componente de acoplamiento.
Zona de tolerancia prevista para elementos roscados y de ajuste a presión
En el caso de los agujeros roscados y de ajuste a presión, la desviación angular relevante no es la orientación del propio agujero, sino la inclinación del elemento de fijación o pasador correspondiente una vez instalado. Un agujero puede superar una inspección de angularidad estándar y, aún así, provocar interferencias durante el montaje porque el elemento de fijación sobresale de la superficie de la pieza. El modificador de la zona de tolerancia de saliente (Ⓟ) resuelve este problema ampliando la zona cilíndrica por encima de la superficie de la pieza en una altura especificada. Una llamada de referencia que indique ∠ 0,1 Ⓟ 25 requiere que el eje permanezca dentro de una zona cilíndrica de 0,1 mm que se extienda 25 mm por encima de la salida del agujero, no dentro de la profundidad del agujero. La altura de proyección se establece para que sea igual o superior a la longitud de acoplamiento del componente de acoplamiento.
Marco de control de la angularidad GD&T
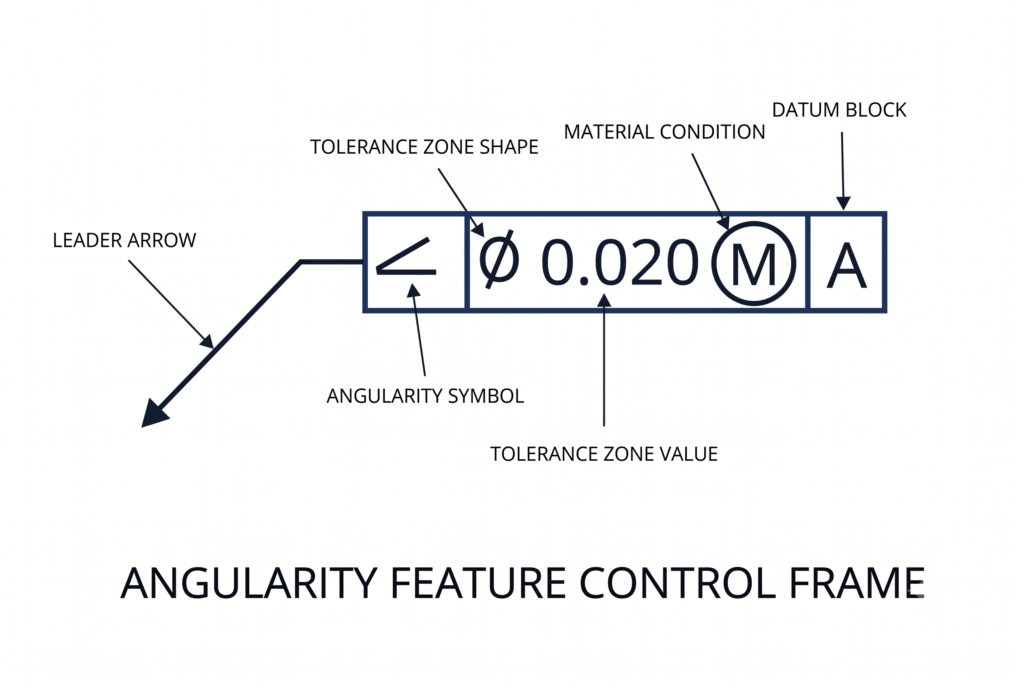
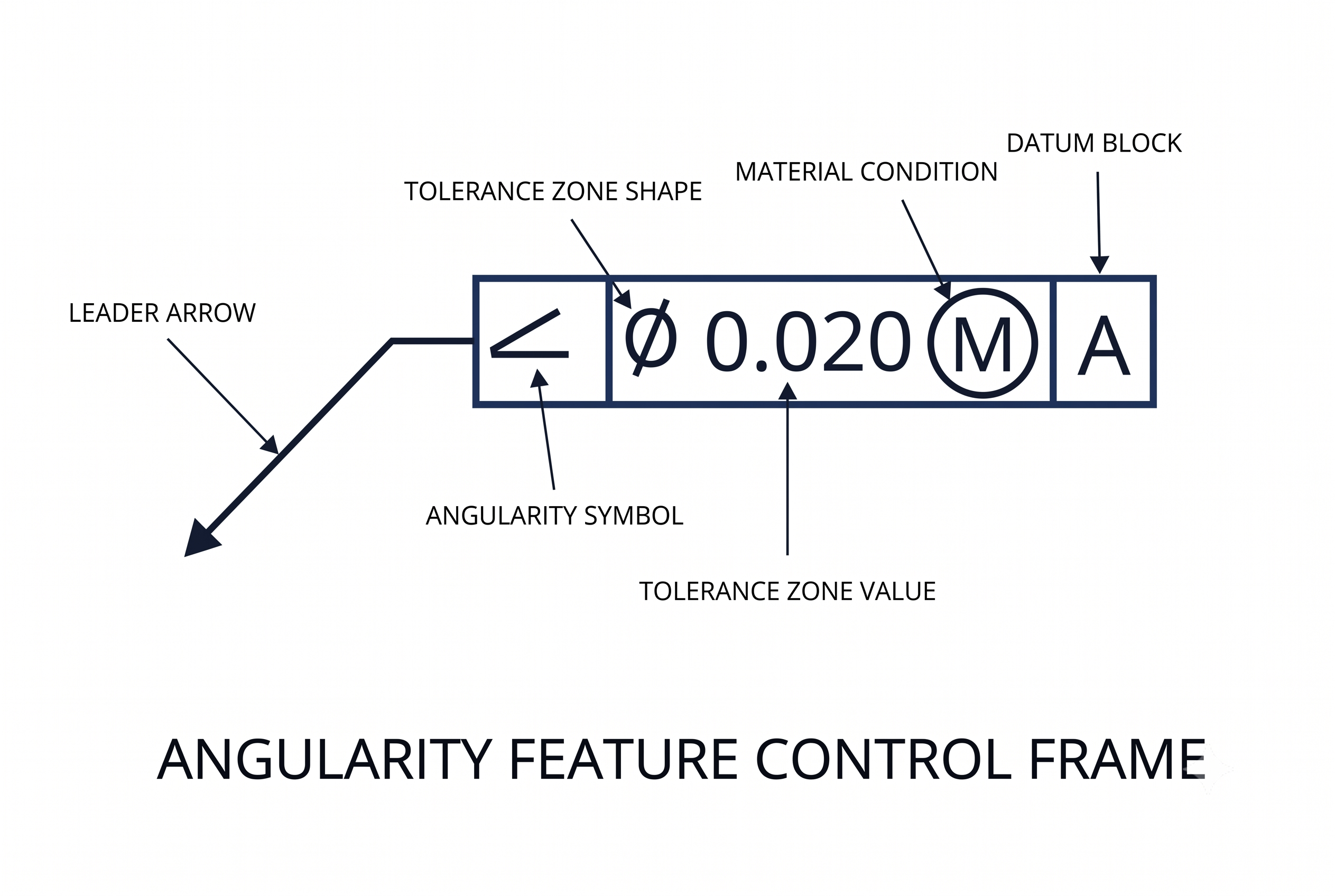
La tolerancia angular se aplica a una característica mediante un cuadro de control de características. El cuadro incluye toda la información necesaria para definir claramente una tolerancia. Consta de símbolos de características geométricas, la forma de la zona de tolerancia, el valor de la tolerancia, los modificadores y, cuando procede, las letras de referencia de la característica de referencia, para definir la tolerancia geométrica.
En el caso de la angularidad de una superficie, la referencia de angularidad, mediante una flecha de referencia, apunta directamente al elemento. Por otra parte, en el caso de las superficies planas, la línea de referencia puede conectar el marco y el elemento mediante una línea de prolongación que parte del elemento.
Al tratar características de cota en el caso de la angularidad del eje y del plano central, el marco de control de la característica se une a la misma mediante una prolongación de la línea de cota y puede colocarse junto a la cota dimensional.
Un cuadro de control de características generales se puede dividir en tres bloques diferenciados: el bloque de símbolos GD&T, el bloque de tolerancias y el bloque de puntos de referencia.
Símbolo de GD&T
El primer compartimento contiene el símbolo de la característica geométrica de angularidad, un ángulo agudo (∠) que se abre hacia la derecha, tal y como se define en la norma ASME Y14.5. Este símbolo identifica de inmediato la tolerancia como un control de orientación que requiere una referencia de referencia y un ángulo básico.
Valor de tolerancia y modificadores
El segundo campo especifica la forma y el valor de la zona de tolerancia. En el caso de la angularidad del eje, el símbolo del diámetro (∅) precede al valor numérico para indicar una zona cilíndrica. En el caso de la angularidad de la superficie y del plano central, no se utiliza ningún símbolo de forma de zona, ya que la zona de planos paralelos es la predeterminada. A continuación figura el valor numérico, que representa la anchura entre los planos paralelos o el diámetro de la zona cilíndrica en milímetros.
Los modificadores de la condición del material se indican a continuación del valor de tolerancia cuando esta se aplica a una característica dimensional. Las dos opciones son la condición de material máximo (MMC), indicada con una «M» entre paréntesis, y la condición de material mínimo (LMC), indicada con una «L» entre paréntesis. La condición «independientemente del tamaño de la característica» (RFS) es la condición predeterminada y no requiere ningún símbolo. Cuando no aparece ningún modificador, se aplica la RFS, lo que significa que la tolerancia indicada es fija, independientemente del tamaño real de fabricación de la característica.
Referencias (Datums)
El tercer compartimento contiene las letras de referencia de los planos de referencia por orden de prioridad: primario, secundario y terciario. La angularidad requiere al menos un plano de referencia. Un único plano de referencia restringe la orientación de la pieza con respecto a un plano o eje de referencia, pero permite que la pieza gire libremente alrededor del eje perpendicular a dicho plano. Un plano de referencia secundario bloquea esa rotación. Un punto de referencia terciario bloquea la traslación a lo largo del eje restante. Para la mayoría de las superficies y agujeros angulados, se requieren dos puntos de referencia para una configuración de inspección totalmente restringida y sin ambigüedades.
Las características de referencia se seleccionan por su estabilidad, accesibilidad e importancia funcional. La referencia principal suele ser la superficie más grande y estable, que limita el número máximo de grados de libertad. Las piezas simétricas pueden requerir una sola referencia, pero las características con trayectorias de carga direccionales casi siempre requieren al menos dos.
Tolerancia adicional en la angularidad
La tolerancia de bonificación es un aumento de la tolerancia geométrica admisible que se aplica cuando una característica dimensional se desvía del estado del material especificado en el cuadro de control de la característica. Solo se aplica cuando se indica un modificador de material (MMC o LMC) en el bloque de tolerancia.
Cuando se especifica la angularidad en el MMC, la tolerancia indicada se aplica estrictamente cuando la característica se encuentra en su tamaño máximo de material, es decir, en la característica interna más pequeña o en la característica externa más grande. Se establece un límite de condición virtual en esta combinación del tamaño del MMC y la tolerancia de angularidad indicada. La característica no debe sobrepasar este límite. A medida que el tamaño real fabricado se aleja del MMC hacia el LMC, la tolerancia geométrica puede aumentar en una cantidad igual a la desviación del tamaño sin comprometer el límite de condición virtual ni el ajuste del ensamblaje.
La fórmula es sencilla:
Tolerancia angular total = Tolerancia especificada + (Desviación real del tamaño respecto al MMC)
| Condición de la Característica | Diámetro real del agujero (mm) | Desviación respecto a MMC (mm) | Tolerancia indicada (mm) | Tolerancia adicional (mm) | Tolerancia angular total (mm) |
| MMC (diámetro interior mínimo) | 20 000 | 0,000 | 0,1 | 0,000 | 0,100 |
| Intermedio | 20 050 | 0,050 | 0,1 | 0,050 | 0,150 |
| Intermedio | 20,100 | 0,100 | 0,1 | 0,100 | 0,200 |
| Intermedio | 20,150 | 0,150 | 0,1 | 0,150 | 0,250 |
| LMC (diámetro interior máximo) | 20 200 | 0,200 | 0,1 | 0,200 | 0,300 |
Example parameters: Diámetro nominal del agujero: 20 mm; tolerancia: ±0,100 mm (MMC = 20,000 mm, LMC = 20,200 mm); angularidad especificada en 0,1 mm en el MMC.
La tolerancia de bonificación reduce los índices de inutilidades y facilita el control del proceso de fabricación sin comprometer el montaje. El límite virtual de la condición permanece fijo; es la zona de tolerancia la que se amplía a medida que el tamaño real de la pieza se aleja de la peor condición posible del material.
Angularidad frente a otras anotaciones
La angularidad se solapa en su ámbito de aplicación con otros controles de GD&T. Para seleccionar la leyenda correcta es necesario comprender con precisión qué regula cada control y qué aspectos no tiene en cuenta.
| Control | Grupo | Datos obligatorios | Geometría de zonas | Ámbito funcional clave | Utilice angularidad en su lugar cuando |
| Angularidad | Orientación | Sí (mín. 1) | Planos paralelos o cilindro, en el ángulo básico | Controla la orientación en cualquier ángulo distinto de 0° o 90°; no controla la ubicación ni la forma | La línea no es ni paralela ni perpendicular al plano de referencia |
| Paralelismo | Orientación | Sí | Planos paralelos o cilindro, a 0° respecto al plano de referencia | Solo controla la orientación a 0°; no controla la ubicación ni la forma | La característica debe formar un ángulo distinto de cero con respecto al plano de referencia |
| Perpendicularidad | Orientación | Sí | Planos paralelos o cilindro, a 90° respecto al plano de referencia | Solo controla la orientación de 90°; no controla la ubicación ni la forma | La característica debe formar un ángulo distinto de 90° con respecto al plano de referencia |
| Planicidad | Forma | No | Planos paralelos, flotantes (sin restricción angular) | Controla la planitud de la superficie independientemente de la orientación o la ubicación | La superficie también debe mantener una relación angular específica con respecto a un punto de referencia |
| Posición | Ubicación | Sí | Planos cilíndricos o paralelos, en ángulo y posición básicos | Controla tanto la ubicación como la orientación; tiene en cuenta implícitamente la variación angular en el caso de los agujeros | La orientación por sí sola requiere un control más estricto del que permite la posición; de lo contrario, la característica es una superficie no cilíndrica. |
| Perfil de una superficie | Perfil | Opcional | Banda uniforme bilateral o unilateral alrededor del perfil real | Controla simultáneamente la forma, la orientación y la ubicación a lo largo de una superficie compleja | Solo es necesario controlar la orientación, sin restricciones de tamaño ni ubicación |
Angularidad frente a paralelismo y perpendicularidad
El paralelismo y la perpendicularidad son indicaciones de angularidad que constituyen casos especiales, limitados exactamente a 0° y 90°, respectivamente. La mecánica de la zona de tolerancia es idéntica: dos planos paralelos o un cilindro orientado en el ángulo básico respecto al punto de referencia. La elección de la indicación viene determinada íntegramente por el ángulo básico. El uso de la angularidad a 0° o 90° es técnicamente correcto, pero se considera una práctica no estándar; el paralelismo y la perpendicularidad son las indicaciones preferidas para esas orientaciones.
Angularidad frente a planitud
Tanto la angularidad como la planitud utilizan una zona de tolerancia definida por dos planos paralelos y ambas limitan la variación de la superficie. La distinción es fundamental: la planitud es un control de forma que no tiene referencia, ni restricción de orientación, ni ángulo básico. Una superficie cumple el requisito de planitud si se encuentra dentro de dos planos paralelos en cualquier orientación. La angularidad requiere que esos mismos dos planos paralelos estén orientados en el ángulo básico específico con respecto al punto de referencia. Una superficie puede superar una comprobación de planitud con una desviación medida de 0,05 mm y, aun así, no superar una comprobación de angularidad si la superficie se inclina fuera de la zona de tolerancia angular. Una angularidad estricta limita indirectamente la variación de la superficie, pero no sustituye a una indicación de planitud cuando el control de la forma es el requisito principal.
Angularidad frente a posición
La posición controla tanto la ubicación como la orientación de un elemento con respecto al sistema de referencia. En el caso de elementos cilíndricos de dimensiones determinadas, como agujeros y pasadores, la tolerancia de posición limita de forma inherente la desviación angular, ya que un eje desplazado que se inclina más allá del cilindro de tolerancia incumple el límite posicional. La angularidad resulta redundante en estos casos, a menos que el requisito de orientación sea más estricto de lo que permite la tolerancia de posición. El caso en el que se aplican ambas simultáneamente es cuando elementos como los agujeros se encuentran en una superficie inclinada: la angularidad controla la orientación de la propia superficie inclinada, y la posición controla la ubicación de los agujeros en dicha superficie. Ambas indicaciones son necesarias para una definición completa.
Cómo medir la angularidad
La medición de la angularidad consiste principalmente en comprobar si una superficie, un eje o un plano central se mantiene dentro de una zona de tolerancia orientada en un ángulo específico con respecto a un punto de referencia. Todos los métodos de medición de la angularidad son variaciones de este principio. La elección del método adecuado depende de la precisión requerida o del contexto de producción.
Matriz de selección de métodos de medición
| Método | Tipos de características aplicables | Incertidumbre típica de la medición | Adaptación al entorno de producción | Limitación clave |
| Barra sinusoidal y comparador de dial | Solo superficie | de 0,002 mm a 0,010 mm | Planta de producción; volúmenes bajos a medios | No se miden los ejes ni el plano central; la precisión disminuye por encima de los 45° |
| Medición por coordenadas (palpador) | Superficie, eje, plano central | de 0,001 mm a 0,005 mm | Laboratorio de inspección; piezas de valor medio-alto | Tiempos de ciclo prolongados; flexión del palpador en detalles profundos o pequeños |
| Medidor funcional | Eje y plano central (en el punto medio de la masa) | Solo aprobado/suspenso | Líneas de producción de gran volumen | Sin datos numéricos; indicador de uso específico por configuración de característica |
| Autocolimador | Superficie (lisa, reflectante) | De 0,0001° a 0,001° angular | Laboratorio de precisión; componentes ópticos, bancadas de máquinas herramienta |
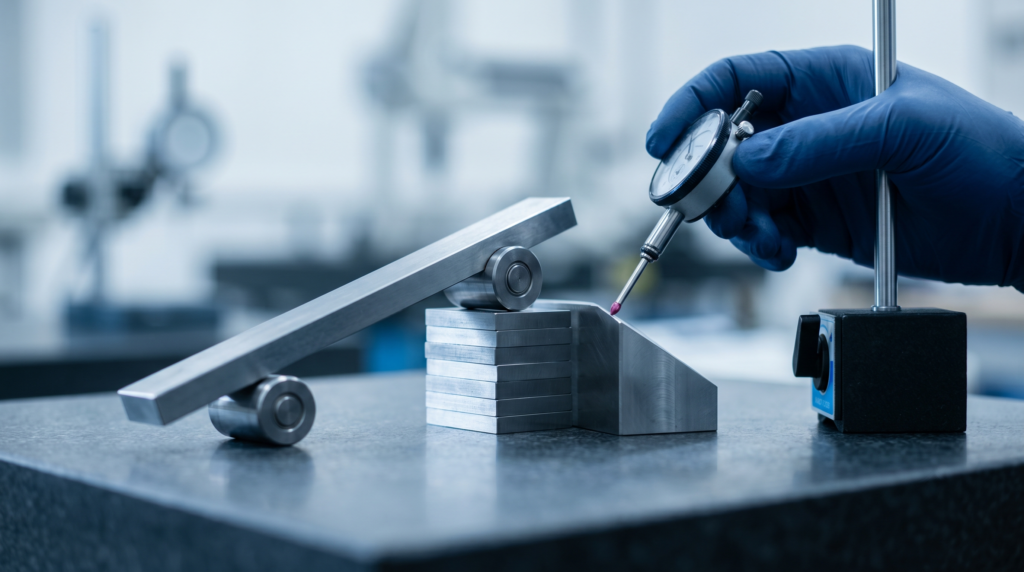
Barra sinusoidal y comparador de agujas
La barra sinusoidal es el instrumento estándar utilizado en taller para verificar la angularidad de las superficies. La barra consta de dos rodillos de precisión separados por una distancia exacta entre centros (L), que suele ser de 100 mm o 200 mm. Uno de los rodillos se apoya sobre la placa de nivelación. El otro se eleva mediante una pila de calibres de deslizamiento calibrados hasta la altura (H) necesaria para ajustar la barra al ángulo básico. Esta relación se rige por la siguiente fórmula:
sin(θ) = H / L
Para un ángulo básico de 30° con una barra sinusoidal de 200 mm:
H = 200 × sen(30°) = 100 000 mm
La superficie de referencia (datum) de la pieza de trabajo se apoya sobre la cara superior de la barra sinusoidal, de modo que la superficie controlada quede paralela a la placa de nivelación cuando la pieza se encuentre en el ángulo básico exacto. Se pone a cero un comparador montado en un soporte de altura en un punto de la superficie controlada y se desplaza a lo largo de toda su longitud. La lectura total del comparador (TIR) representa la desviación de la superficie con respecto a la orientación angular ideal. La superficie se considera conforme si la TIR no supera la tolerancia de angularidad establecida. Este método se aplica únicamente a la angularidad de la superficie y se limita a superficies planas y accesibles.
La incertidumbre de la medición suele situarse en el rango de 0,002 mm a 0,010 mm, dependiendo de la precisión de la pila de calibres de deslizamiento y del grado de planitud de la placa de superficie.
La siguiente tabla enumera los parámetros clave de configuración. Los calibres de deslizamiento se clasifican según la norma DIN EN ISO 3650 (grados K, 0, 1, 2), que es el estándar utilizado en Europa y en la mayoría de los mercados internacionales; por su parte, las placas de superficie se clasifican según la norma DIN 876 en la práctica europea. Ambos conjuntos de grados se muestran junto a las designaciones correspondientes de ASME/EE. UU. como referencia.
| Parámetro de la barra sinusoidal | Valores estándar | Estándar y grado internacional/UE | Equivalente de EE. UU./ASME | Repercusión en la precisión |
| Distancia entre ejes de los rodillos (L) | 100 mm, 200 mm, 300 mm | — | — | Una barra más larga reduce el error angular por milímetro de error en la altura de la pila de calibres de deslizamiento; se recomienda una longitud de 200 mm para ángulos superiores a 30°. |
| Precisión de la pila de calibres de deslizamiento (trabajos de tolerancia estrecha) | ±0,0002 mm por calibre | DIN EN ISO 3650 Grado 1 | ASME B89.1.9 Grado 0 | Se traslada directamente al error de alineación angular; se requiere el Grado 1 (ISO 3650) para tolerancias de angularidad inferiores a 0,05 mm. |
| Precisión de la pila de calibres de deslizamiento (trabajos estándar) | ±0,0005 mm por calibre | DIN EN ISO 3650 Grado 2 | ASME B89.1.9 Grado 1 | Adecuada para tolerancias de angularidad de 0,05 mm a 0,2 mm. |
| Planitud de la placa de superficie (inspección de precisión) | 0,003 mm por cada 300 mm | DIN 876 Grado 0 | ASME B89.3.7 Grado A | Establece la referencia de medición; el Grado 0 (DIN 876) es obligatorio para tolerancias inferiores a 0,1 mm. |
| Planitud de la placa de superficie (uso estándar en taller) | 0,006 mm por cada 300 mm | DIN 876 Grado 1 | ASME B89.3.7 Grado B | Aceptable para tolerancias de 0,1 mm o superiores. |
| Rango de ángulos aplicable | Límite práctico de 0° a 45° | — | — | La precisión disminuye por encima de los 45°, ya que pequeños errores de altura producen grandes errores angulares; para ángulos mayores se utilizan tablas de senos compuestos. |
Máquina de medición por coordenadas (máquina CMM, por sus siglas en inglés)
Una máquina de medición por coordenadas (CMM por sus siglas en inglés) puede medir todo tipo de angularidad: de superficie, de eje y de plano central. Utiliza un palpador para registrar los puntos de las superficies de la pieza de trabajo y construye un modelo 3D de la referencia y de la característica objeto de control a partir de los puntos medidos. A continuación, establece la zona de tolerancia correspondiente a su alrededor para calcular el valor de la angularidad.
Medidores funcionales
Un calibre funcional simula la condición de acoplamiento para proporcionar un resultado binario de «aprobado/rechazado». En el caso de la angularidad de un eje aplicada en MMC, el calibre consiste en un accesorio o receptor angulado mecanizado según el límite de la condición virtual. La pieza se considera aceptable si encaja en el calibre sin necesidad de aplicar fuerza. Los calibres funcionales no proporcionan una desviación numérica de la angularidad; verifican que el efecto combinado del tamaño y la orientación no supere el límite de ensamblaje.
Angularidad y la norma ISO 2768: Tolerancias generales
Cuando la angularidad no se indica explícitamente en un dibujo, las características angulares se ajustan por defecto a la clase de tolerancia angular general especificada en el bloque de título, normalmente según la norma ISO 2768. Las clases de tolerancia angular de la norma ISO 2768 definen desviaciones simétricas bilaterales basadas en la longitud del cateto más corto del ángulo.
| Clase de tolerancia angular según la norma ISO 2768 | Longitud del lado más corto: hasta 10 mm | Longitud del lado más corto: de 10 mm a 50 mm | Longitud del lado más corto: de 50 mm a 120 mm | Longitud del lado más corto: de 120 mm a 400 mm | Longitud del lado más corto: más de 400 mm |
| f (fino) | ±1° | ±0°30′ | ±0°20′ | ±0°10′ | ±0°05′ |
| m (medio) | ±1° | ±0°30′ | ±0°20′ | ±0°10′ | ±0°05′ |
| c (grueso) | ±1°30′ | ±1° | ±0°30′ | ±0°15′ | ±0°10′ |
| v (muy grueso) | ±3° | ±2° | ±1° | ±0°30′ | ±0°20′ |
Las tolerancias angulares de la norma ISO 2768 definen una zona de desviación en forma de cuña. Una indicación explícita de angularidad según GD&T sustituye esta zona por una zona uniforme de planos paralelos o cilíndrica. Para cualquier elemento en el que el contacto funcional, el sellado o el juego de montaje dependan de la uniformidad de la orientación en toda la superficie, se requiere una indicación explícita de angularidad, incluso si la clase de la norma ISO 2768 parece adecuada desde el punto de vista numérico.
Directrices de diseño y DfM para la angularidad
Las tolerancias de angularidad tienen repercusiones directas en los costes y los procesos. Las siguientes directrices se aplican a las operaciones de mecanizado CNC,rectificado y mandrinado de precisión, en las que se suele especificar la angularidad con mayor frecuencia.
| Rango de tolerancia | Proceso factible | Requisitos típicos de configuración | Impacto relativo en los costes | Método de inspección |
| De ±0,5 mm a ±0,2 mm (planos paralelos) | Fresado CNC estándar de 3 ejes; rectificado plano convencional | Tornillo de banco o accesorio estándar; no se necesita placa angular | Coste de referencia | Barra sinusoidal y comparador; máquina de medición por coordenadas (CMM) |
| ±0,1 mm a ±0,05 mm (planos paralelos) | Fresado CNC de precisión con placa angular; rectificado cilíndrico con mandril basculante | Placa angular de precisión o mandril sinusoidal; contacto de referencia verificado | entre 1,5 y 2,5 veces el valor de referencia | Máquina de coordenadas (CMM) obligatoria; barra sinusoidal y calibres de deslizamiento de grado 1 |
| ±0,025 mm o menos (planos paralelos) | Perforación con plantilla; rectificado de superficies de precisión; lapeado | Entorno térmicamente estabilizado; máquina aislada de vibraciones; máquina de medición por coordenadas (CMM) con compensación de temperatura | entre 5 y 10 veces el valor de referencia | Máquina de medición por coordenadas con compensación térmica; autocolimador para superficies |
| Zona cilíndrica de ∅0,2 mm (eje) | Taladrado y mandrinado CNC estándar | Plantilla de taladrado en ángulo o programa CNC de 5 ejes | entre 1,2 y 1,8 veces el valor de referencia | CMM; calibre funcional en MMC (condición de material máximo) |
| Zona cilíndrica de ∅0,05 mm (eje) | Mandrinado de precisión; escariado tras taladrado piloto en ángulo | CNC de 5 ejes con verificación del posicionamiento angular; configuración verificada mediante sonda | entre 3 y 6 veces el valor de referencia | Se requiere una máquina de coordenadas (CMM); calibración del calibre con una precisión de 0,005 mm |
Los siguientes principios de diseño reducen los costes y mejoran el rendimiento en la primera pasada de las características con control de angularidad.
Solicitud de requisitos funcionales
Aplique la angularidad solo cuando sea funcionalmente necesario. Los errores de orientación en superficies sin contacto, cavidades de holgura internas y chaflanes decorativos no afectan al rendimiento del montaje. Limite las especificaciones de angularidad a las superficies de acoplamiento, las caras de sellado, los contactos que soportan carga y los agujeros que se acoplan con pasadores o elementos de fijación.
Optimización de tolerancias
Establezca la tolerancia al máximo que permita la función. Para ajustes deslizantes sobre superficies inclinadas, determine la desviación angular máxima que permita mantener la longitud de contacto y la holgura requeridas durante el montaje. Utilice ese valor como tolerancia de angularidad, en lugar de aplicar un valor arbitrariamente más estricto.
Configuración de las condiciones de los materiales
Utilice el MMC para determinar la angularidad de los ejes en los agujeros. La aplicación del modificador MMC permite aplicar una tolerancia adicional y facilita la calibración funcional, que resulta más rápida y económica que la inspección con máquina de medición por coordenadas (CMM) para la producción en serie. El límite de condición virtual establecido en el MMC garantiza el ajuste del ensamblaje en el peor de los casos, al tiempo que reduce los desechos en las piezas que se fabrican fuera del límite del MMC.
Planificación de la estabilidad de las referencias (Datums)
Asegúrese de que el punto de referencia sea accesible. La superficie de referencia principal debe ser lo suficientemente grande, plana y accesible como para encajar correctamente en el dispositivo de inspección. Un punto de referencia principal con un error de forma significativo introduce lecturas erróneas en todas las mediciones de angularidad que se realicen a partir de él. Combine las indicaciones de angularidad con una indicación de planitud en la característica de referencia cuando se prevea que el error de forma del punto de referencia sea significativo en relación con la tolerancia de angularidad.
Ingeniería de restricciones rotacionales
Añada un punto de referencia secundario cuando sea necesario restringir la rotación. Un único plano de referencia permite que la pieza gire libremente alrededor del eje perpendicular a él. En el caso de elementos en los que una desalineación rotacional altere la orientación angular efectiva, se requiere un punto de referencia secundario para eliminar este grado de libertad y obtener resultados de inspección repetibles.
Glosario de términos clave
| Término | Definición | El contexto en angularidad |
| Dimensión básica | Valor numérico teóricamente exacto que se utiliza para definir el perfil, la ubicación, la orientación o el tamaño reales de un elemento. No tiene tolerancia alguna. | El ángulo especificado (por ejemplo, 30°) en una referencia de angularidad es siempre una cota básica. Todas las tolerancias de ese ángulo se incluyen dentro del marco de control de la característica de angularidad. |
| Referencia (Datum) | Un punto, eje, recta, plano o combinación de los mismos, teóricamente exactos, derivados de una o varias características de referencia de la pieza física. | La angularidad siempre requiere al menos un punto de referencia. La zona de tolerancia se orienta según el ángulo básico con respecto a este punto de referencia. |
| Característica de referencia/Datum de referencia | La superficie, el agujero o la característica física real de la pieza de la que se deriva el punto de referencia. | El elemento de referencia entra en contacto con los elementos de la plantilla, los puntos de palpado de la máquina de medición por coordenadas o las superficies del calibre para establecer el sistema de referencia de medición. |
| Línea media derivada | Una línea imaginaria trazada al unir los puntos centrales de todas las secciones transversales circulares a lo largo de un elemento cilíndrico. | La línea mediana derivada es la entidad que viene determinada por la angularidad del eje. Debe situarse dentro de la zona de tolerancia cilíndrica orientada según el ángulo básico. |
| Plano mediano derivado | Un plano imaginario construido uniendo los puntos medios de todos los pares de superficies opuestas en un elemento de tamaño con dos superficies paralelas. | El plano mediano derivado es la entidad controlada por la angularidad del plano central. Debe situarse entre los dos planos paralelos de la zona de tolerancia. |
| Condición virtual | El límite constante del peor caso generado por el efecto combinado del tamaño de una característica en el MMC y su tolerancia geométrica. | Cuando se define la angularidad en MMC, el límite virtual de la condición marca el límite funcional de acoplamiento. Los componentes de acoplamiento se diseñan de manera que no toquen este límite. |
| Tolerancia adicional | La tolerancia geométrica adicional disponible cuando la dimensión real de una característica se desvía del modificador de condición del material especificado (MMC o LMC). | La tolerancia adicional para la angularidad equivale a la desviación del tamaño real de la característica respecto al límite MMC. Reduce las tasas de rechazo en la inspección de las características fabricadas con un tamaño distinto al del peor de los casos. |
| Zona de tolerancia proyectada | Una zona de tolerancia que se extiende más allá de la superficie de la pieza para controlar la orientación de un elemento de acoplamiento (sujetador o pasador) tras el montaje. | Se utiliza en agujeros roscados y de ajuste a presión para evitar interferencias en el montaje provocadas por la inclinación del elemento de fijación. Se designa mediante el modificador Ⓟ y un valor de altura de saliente en el marco de control de la característica. |
Dominio de los controles de orientación
La angularidad es el control de orientación adecuado para cualquier elemento que deba mantener un ángulo específico con respecto a un punto de referencia distinto de 0° o 90°. Su zona de tolerancia uniforme, la característica que la distingue de la tolerancia de una cota angular, garantiza un rendimiento funcional homogéneo en toda la extensión de una superficie, un eje o un plano central, independientemente de la longitud del elemento.
La aplicación de modificadores de material cuando sea necesario reduce los desechos y permite realizar comprobaciones funcionales más rápidas durante la producción. La selección de puntos de referencia y la incorporación de puntos de referencia secundarios determinan la repetibilidad y el significado de cada medición de angularidad tomada del plano.
Para los ingenieros que pasan del control de la angularidad al de la orientación y la forma adyacentes, la biblioteca técnica de GD&T de Xometry Pro abarca el paralelismo, la circularidad, la planitud, la cilindricidad y mucho más.






Comment(0)