 Europe
Europe  Türkiye
Türkiye 


L’elevato grado di controllo raggiunto grazie all’automazione è ciò che distingue le macchine CNC dalle altre tecnologie di produzione. Questa automazione le rende altamente competitive in termini di prezzo, sia per i prototipi unici e personalizzati che per le produzioni di volumi medio-bassi.
Che cos’è la lavorazione CNC?
La lavorazione CNC è un processo di produzione da asportazione in cui macchine utensili controllate da un computer rimuovono materiale da un blocco solido, noto anche come grezzo o pezzo in lavorazione, per produrre un componente finito.
I percorsi di taglio, le velocità e i cambi utensile sono tutti gestiti da un programma, garantendo un’elevata ripetibilità. I moderni sistemi CNC possono funzionare in gran parte senza supervisione, con il ruolo dell’operatore limitato alla configurazione, alla programmazione e ai controlli di qualità.

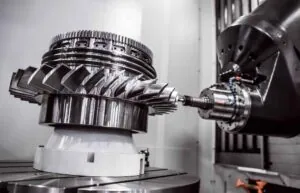
Le macchine multiasse possono produrre geometrie complesse come rotori di turbine, giranti di pompe e superfici a forma libera in un’unica configurazione, cosa che in passato avrebbe richiesto più macchine e riposizionamenti manuali.
Che cos’è il CNC (Controllo Numerico Computerizzato)?
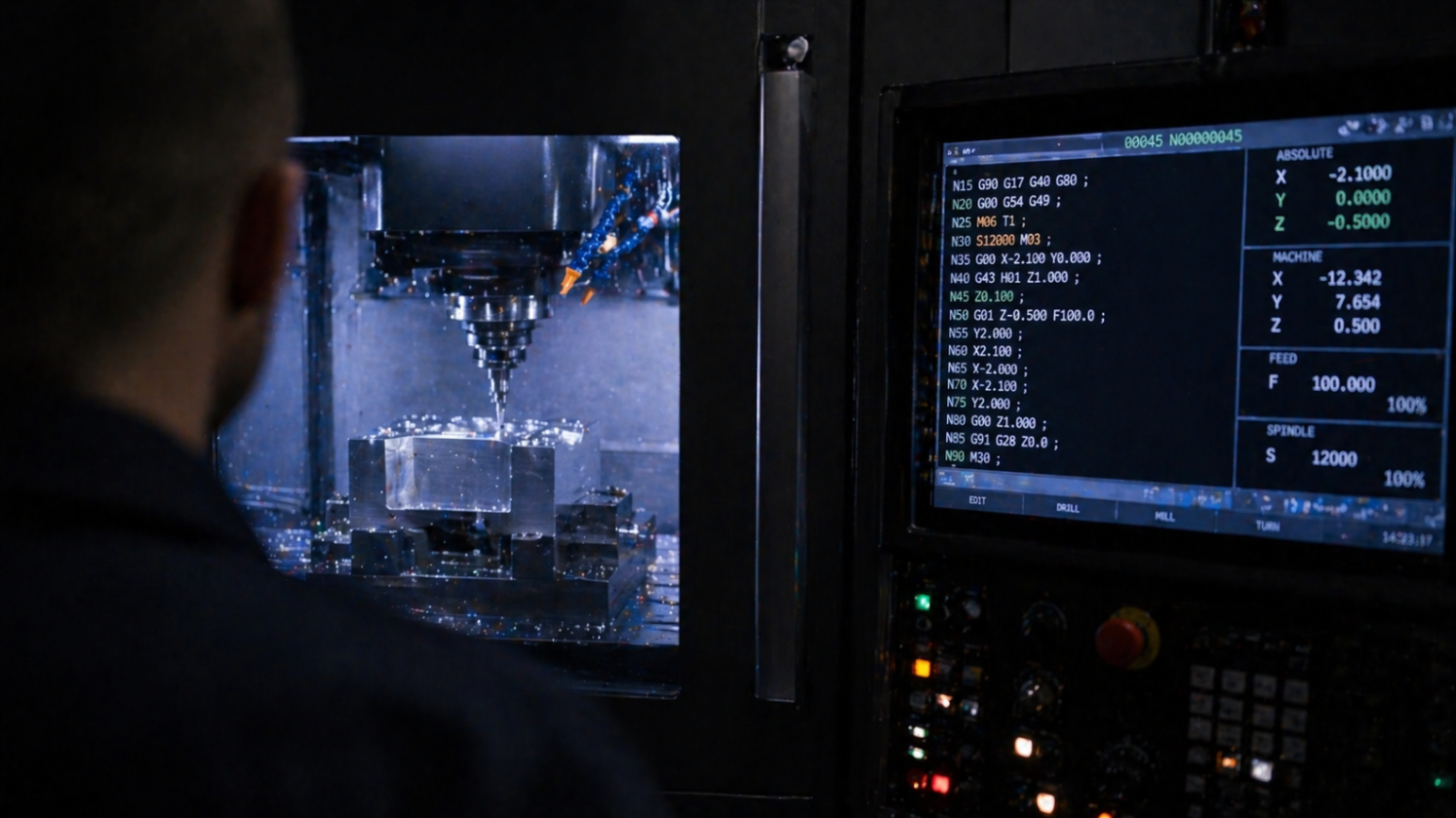
Il termine CNC sta per controllo numerico computerizzato. È un sistema automatizzato che manipola l’utensile e il pezzo in lavorazione utilizzando Codice G. Si tratta del linguaggio fondamentale utilizzato per guidare e comandare la macchina. Il codice G specifica tutte le operazioni, tra cui la velocità del mandrino, la velocità di avanzamento e le funzioni ausiliarie.


Come funziona una macchina CNC?
In sostanza, una macchina CNC è costituita da un utensile o una piattaforma mobile che esegue comandi pre-programmati. Le macchine moderne utilizzano un controllo a circuito chiuso per garantire precisione, velocità, sicurezza e uniformità.


Il flusso di lavoro segue un ciclo rigoroso strutturato in cinque fasi:
- CAD (progettazione assistita da computer):Il processo inizia come un modello CAD 3D accompagnato da un disegno tecnico che include tutte le specifiche e le tolleranze.
- CAM (Produzione assistita da computer):Il modello 3D viene tradotto in percorsi utensile.
- Generazione del codice G: IL software CAM genera il codice G alfanumerico esatto necessario per la lavorazione del pezzo.
- Unità di controllo macchina (MCU):Il codice viene inviato all’unità di controllo della macchina.
- Esecuzione:Le istruzioni vengono implementate utilizzando motori passo-passo o servomotori a trasmissione diretta.
Durante l’esecuzione, fluidi da taglio refrigeranti ad alta pressione vengono convogliati nella zona di taglio. Questa evacuazione dei trucioli accurata riduce l’accumulo di calore, evita l’intasamento, aumenta la durata dell’utensile e consente velocità di avanzamento maggiori.
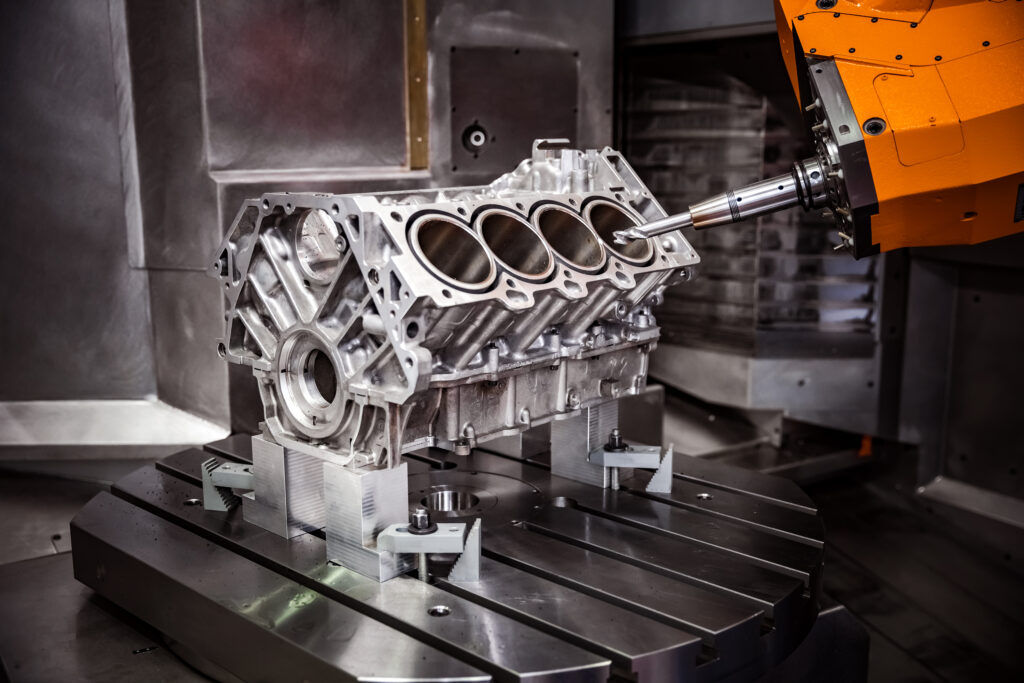
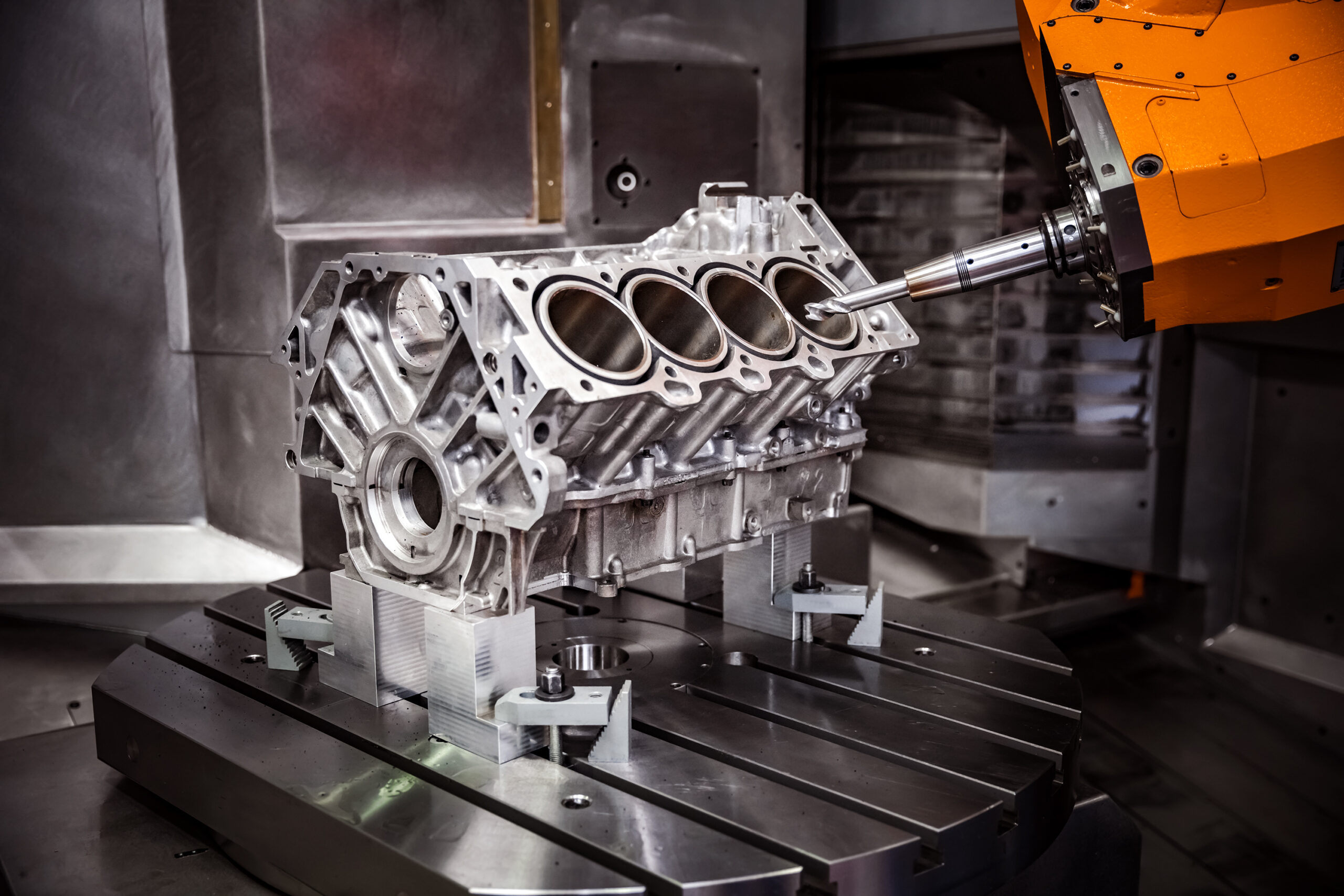
Fresatura CNC
La fresatura CNC è un sottoinsieme dei Servizi di lavorazione CNC.
La fresatura CNC è un processo sottrattivo di alta precisione, versatile e affidabile, in grado di lavorare un’ampia gamma di materiali, tra cui metalli, legno, plastica, pietra e ceramica.
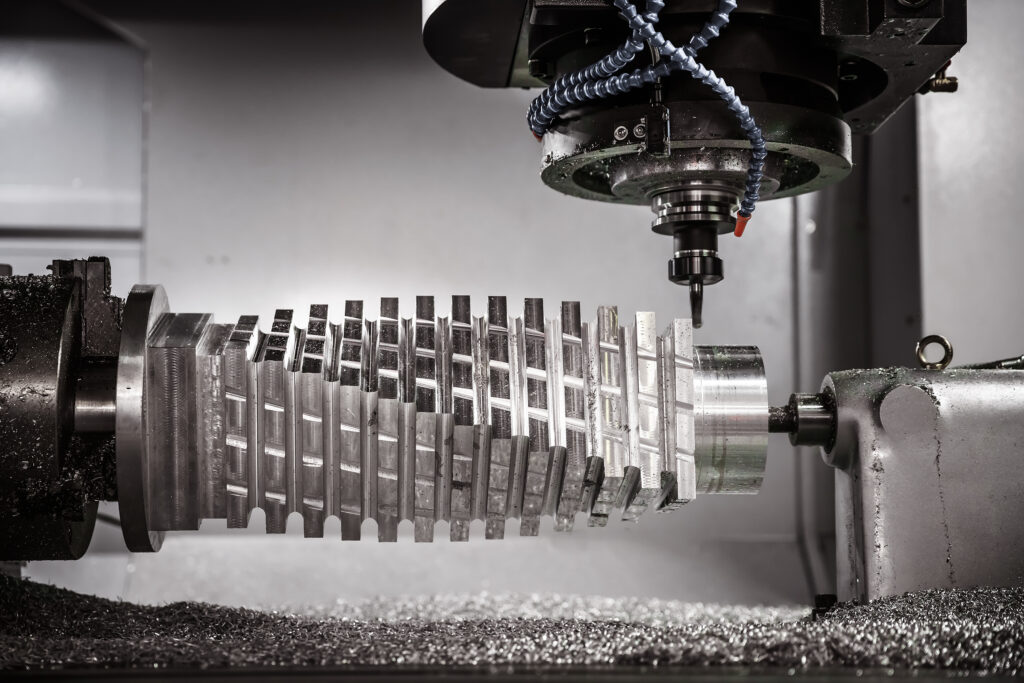
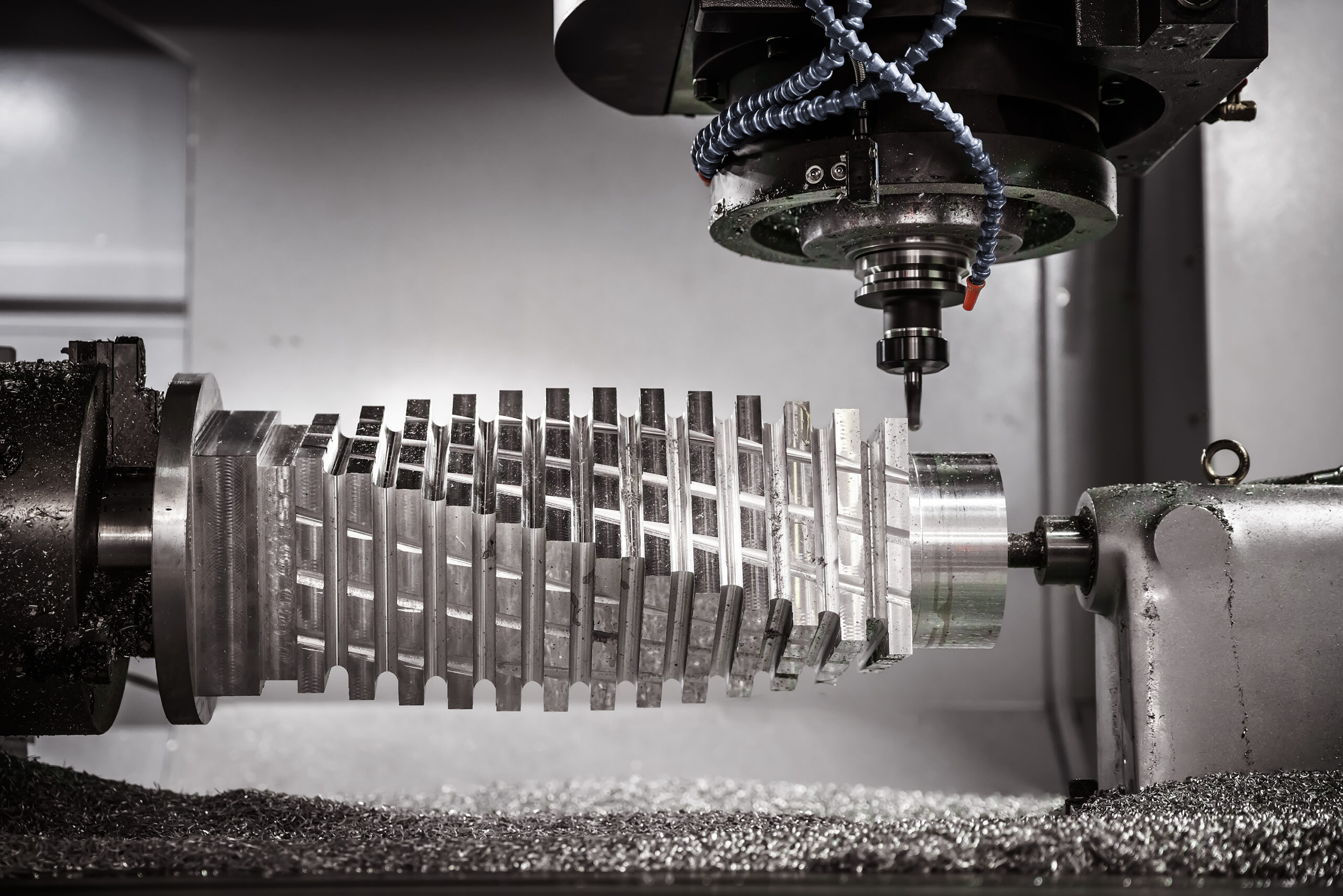
La postazione di lavoro è composta principalmente da un piano di lavoro su cui viene fissato il pezzo e da una testa mandrino che aziona una fresa rotante ad alta velocità con denti multipli. È particolarmente utile per la lavorazione di metalli duri come il titanio e l’Inconel, il che la rende una tecnologia ampiamente utilizzata nei settori aerospaziale, automobilistico, medicale ed energetico.
Combinando diverse strategie di taglio, gli ingegneri possono produrre componenti altamente complessi. Le operazioni più comuni includono:
- Fresatura di tasche
- Smussatura
- Alesatura
- Scanalatura
- Spianatura
Classificazione degli assi
Le capacità di una fresatrice sono fortemente influenzate dal numero di assi. Il passaggio da un sistema standard a 3 assi ad un sistema multiasse avanzato modifica drasticamente le geometrie realizzabili.
| Capacità della macchina | Movimento degli utensili e gradi di libertà | Migliori casi d’uso in ambito manifatturiero |
| Fresatura a 3 assi | L’utensile si muove lungo gli assi X, Y e Z. | Metodo più comune per componenti, pannelli e ripari 2D/2.5D. Costo più basso e configurazione più semplice.Limitazione:Accesso limitato agli strumenti. |
| Fresatura a 4 assi | Aggiunge un singolo asse di rotazione (solitamente l’asse A). | Ideale per eseguire fori angolati e creare elementi elicoidali (ingranaggi, impianti medicali) senza riposizionamento manuale. |
| Fresatura a 5 assi | Aggiunge due assi di rotazione ai movimenti XYZ standard. | Necessario per tracciare curve continue e complesse (giranti, rotori aerospaziali). Spesso utilizzato in una configurazione “3+2” per lavorare 5 lati di un pezzo in un’unica operazione. |
| Fresatura a 6 assi | Aggiunge tre assi di rotazione a XYZ. | Eccezionalmente raro. Mantiene una perfetta uniformità anche su curve composte complesse, ma per la maggior parte dei lavori più complessi è generalmente sufficiente un sistema a 5 assi. |
Tipologie di fresatrici CNC
A seconda dell’orientamento del mandrino dell’utensile, le fresatrici CNC si dividono in Centri di lavoro verticali (VMC) e Centri di lavoro orizzontali (HMC).Ciascuno di essi assolve a una specifica funzione produttiva.
VMC vs. HMC: Guida rapida
| Caratteristica | Centro di lavoro verticale (VMC) | Centro di lavoro orizzontale (HMC) |
| Orientamento del mandrino | Verticale (dall’alto verso il basso) | Orizzontale (laterale) |
| Caso d’uso principale | Operazioni di produzione versatili e adatte a tutti gli usi. | Produzione specializzata e ad alto volume di materiali resistenti. |
| Costo e impatto | Minori costi iniziali; richiede meno spazio. | Costo fino a 3 volte superiore; richiede uno spazio enorme. |
| Installazione e attrezzaggio | Più facile da programmare; richiede meno complessità attrezzaggio. | Tempi di allestimento più lunghi; costi degli utensili elevati. |
| Flusso di lavoro e automazione | Richiede l’intervento manuale dell’operatore per riposizionare i componenti. | Macchine in grado di lavorare su più lati senza necessità di riposizionamento; integrazione fluida con l’automazione. |
| Evacuazione del truciolo | Si affida a un sistema di raffreddamento forzato per rimuovere i trucioli. | Eccellente flusso naturale di trucioli, basato sulla gravità. |
(Nota: i centri di lavoro orizzontali (HMC) sono disponibili in configurazioni a 3, 4 e 5 assi, sebbene la configurazione a 4 assi sia considerata lo standard del settore).
Operazioni di fresatura comuni – Guida rapida
La fresatura è in grado di eseguire una serie completa di operazioni per trasformare un blocco di materia prima nella sua forma finale. Alcune operazioni chiave della fresatura CNC includono:
| Operazione di fresatura | Descrizione tecnica | Migliore applicazione |
| Fresatura frontale | Crea superfici piane perpendicolari all’asse dell’utensile. Richiede un utensile di grande diametro. | Ideale per creare superfici lisce e livellate da materiale grezzo come operazione iniziale o come operazione finale per ottenere una finitura liscia e ottimizzata rugosità superficiale. |
| Fresatura delle estremità | Consente di eseguire tagli profondi lungo il perimetro o all’interno del pezzo, utilizzando i bordi laterali e la punta dell’utensile. | Ideale per pareti verticali, elementi profondi e stretti e forme 3D come tasche, fessure e profili di vario tipo. |
| Fresatura periferica (semplice) | L’utensile da taglio è orientato orizzontalmente, con il tagliente lungo la sua circonferenza. | Ideale per rimuovere rapidamente grandi quantità di materiale e creare superfici ampie, piane e parallele in modo efficiente. |
| Fresatura angolare | Il tagliente incontra il pezzo in lavorazione con un angolo (ad esempio 45°, 60°, 90°) oppure si utilizzano lame a doppio taglio. | Consente di creare superfici piane e angolari come le scanalature a V con un unico passaggio. |
| Fresatura di forma | Si riferisce all’utilizzo di frese di forma personalizzata per intagliare profili complessi in un’unica passata, senza dover cambiare più utensili. | Utilizzato per superfici convesse/concave, cavità di stampi, ingranaggi complessi, forme ergonomiche e filettature, riduce i tempi di ciclo complessivi mantenendo elevata precisione e ripetibilità. |
(Oltre a queste, la fresatura CNC può eseguire anche operazioni come foratura, alesatura, allargatura, fresatura di filettature, fresatura di ingranaggi e altro ancora).
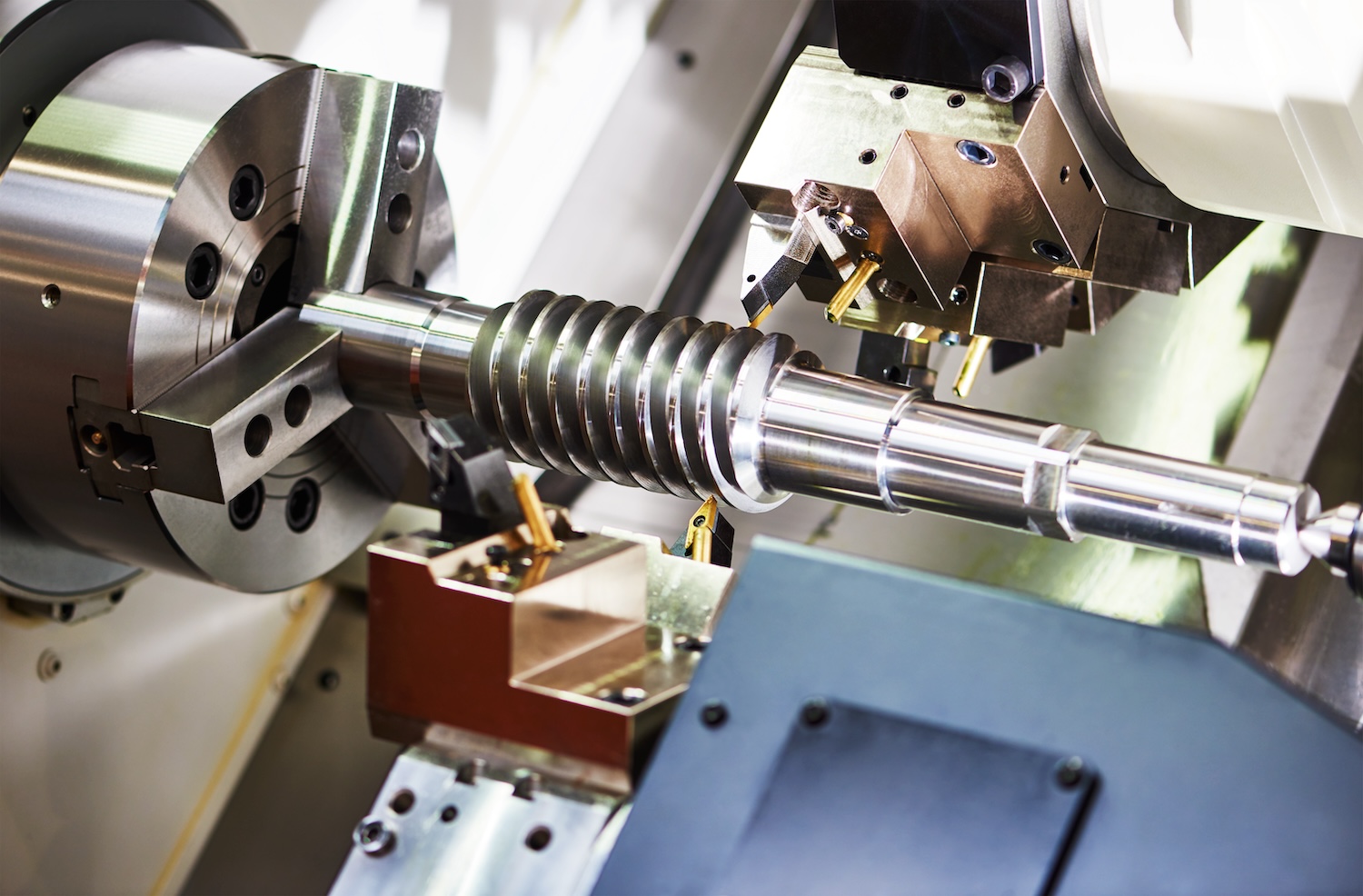
Tornitura CNC
La tornitura CNC è un processo in cui il componente in lavorazione viene montato su un mandrino rotante (mandrino motorizzato) e ruotato contro un utensile fisso a punta singola per lavorare il pezzo.Grazie alla loro capacità di produrre pezzi a simmetria radiale, i torni a controllo numerico sono ideali per componenti cilindrici e conici.
I moderni sistemi di tornitura CNC, noti anche come centri di tornitura CNC, possono essere dotati di “utensili motorizzati”. Questi centri ospitano utensili aggiuntivi per eseguire operazioni limitate di fresatura, foratura, scanalatura e maschiatura senza dover trasferire il pezzo ad una seconda macchina. L’aggiunta di contromandrini può ulteriormente ridurre o eliminare la necessità di operazioni secondarie o di riorientamento del pezzo durante la lavorazione.


Anche la tornitura CNC utilizza il codice G e consente di effettuare tagli rapidi e precisi, riducendo considerevolmente i tempi rispetto ad un tornio manuale. La configurazione più comune per la tornitura CNC prevede due assi (X e Z). Le macchine di tornitura CNC più recenti spesso dispongono di tre o addirittura cinque assi.
Tipologie di torni CNC
I torni CNC sono disponibili in molte configurazioni diverse. Alcuni hanno due torrette portautensili, altri due mandrini e alcuni integrano persino fresatura e rettifica nella stessa configurazione. Macchine apparentemente simili possono variare in termini di potenza, dimensioni del pezzo e meccanismi di fissaggio dell’utensile. Pertanto, esistono diversi modi per classificare i torni CNC.
Aspetti come l’orientamento della torretta (verticale e orizzontale), la precisione (stile svizzero) e le configurazioni multiasse (2, 3, 4, 5 o più assi) sono comunemente utilizzati per classificare le configurazioni dei torni:
| Configurazione del tornio | Caratteristiche principali e casi d’uso |
| Tornio a torretta orizzontale (HTL) | Rappresenta la maggior parte delle macchine di tornitura CNC. Sono caratterizzati da elevata precisione e ripetibilità, mantenendo una stretta tolleranza di lavorazione CNC a livello di micron su grandi volumi di produzione.Le configurazioni a due assi più semplici consentono di lavorare pezzi semplici in modo rapido e affidabile. |
| Tornio a torretta verticale (VTL) | Consiste in una torretta verticale. È ideale per componenti più pesanti, poiché la forza di gravità contribuisce a stabilizzare il pezzo anziché contrastarlo. |
| Tornio CNC multiasse | Classificate in base ad assi indipendenti e controllabili (sistemi a 2, 3, 4, 5 e 6 assi). Il movimento simultaneo offre maggiore libertà per la produzione di pezzi complessi in un’unica configurazione. |
| Tornio CNC di tipo svizzero | Specificamente progettata per la realizzazione di piccoli componenti con elevata precisione. Ideale per la produzione in grandi volumi di pezzi complessi con tempi di consegna rapidi. |
Operazioni di tornitura comuni
La tornitura CNC, pur essendo limitata a pezzi a simmetria rotazionale, può comunque eseguire una miriade di operazioni per trasformare i pezzi grezzi in prodotti finiti in un’unica sessione. Analizziamo alcune di queste operazioni comuni:
| Operazione di tornitura | Esecuzione e movimentazione degli utensili | Scopo e applicazione |
| Tornitura (dritta e conica) | Nella tornitura rettilinea, l’utensile si muove parallelamente all’asse del pezzo. Nella tornitura conica, l’utensile si muove con un angolo rispetto all’asse del pezzo. | Genera forme cilindriche dritte o superfici esterne coniche affusolate su pezzi circolari. |
| Frontale | Il movimento dell’utensile è perpendicolare all’asse di rotazione. | Genera una superficie piana all’estremità del pezzo. Utile per portare la lunghezza del pezzo alle dimensioni richieste prima di rifinire l’estremità. |
| Foratura e alesatura | Crea un foro assiale preciso e centrato sulla superficie terminale del pezzo. I fori sono concentrici e perpendicolari alla superficie del pezzo. | I fori praticati possono essere successivamente allargati fino a raggiungere il diametro richiesto mediante un’operazione successiva nota come alesatura. |
| Maschiatura e filettatura | Gli utensili incidono il materiale creando delle scanalature elicoidali specifiche. | Entrambe le operazioni creano filettature su un pezzo, ma differiscono per la posizione: la maschiatura genera filettature interne, mentre la filettatura viene utilizzata per filettature esterne. |
| Zigrinatura | Un’operazione di formatura a freddo che consiste nel pressare rulli temprati contro una superficie metallica a bassa velocità e con un’elevata velocità di avanzamento. | Crea una texture su una superficie metallica per migliorare il gruppo sulla presa (ad esempio, bilancieri da palestra) e/o per motivi estetici. Richiede una lubrificazione sufficiente per controllare l’accumulo di calore. |
Fresatura e tornitura CNC
Le macchine CNC con capacità sia di fresatura che di tornitura sono note come centri di lavoro CNC fresa-tornio o CNC tornio-fresa. Questi centri di lavoro sono più versatili rispetto alle sole macchine di tornitura o fresatura CNC, in quanto combinano i due processi in uno solo. Si noti che non sono da confondere con i centri di tornitura CNC ad utensili motorizzati.
I centri di tornitura-fresatura CNC sono vere macchine multitasking progettate in egual misura per la tornitura e la fresatura. Hanno caratteristiche come un asse Y completo standard, doppi mandrini, Controllo dell’asse C avanzato, e torrette multiple. Sono disponibili anche in versioni a quattro e cinque assi. Di conseguenza, offrono vantaggi quali maggiore rigidità, prestazioni di fresatura e controllo degli assi, risultando più adatte a profili complessi.
Operazioni di tornitura e fresatura CNC
Le operazioni comuni nella fresatura-tornitura CNC sono le stesse che si effettuano nelle macchine di fresatura e tornitura CNC. Tuttavia, la configurazione unica delle macchine di tornitura-fresatura CNC consente agli ingegneri di completare operazioni complesse in un’unica configurazione. Inoltre, possono eseguire operazioni avanzate non possibili con le fresatrici o i torni CNC standard.
| Operazione di tornio-fresa | Esecuzione tecnica | Vantaggi e applicazioni ingegneristiche |
| Lavorazione sincronizzata | Due utensili agiscono simultaneamente sul pezzo da lati opposti. | Annulla le forze di taglio. Impedisce che alberi lunghi e sottili si pieghino o si rompano sotto pressione. |
| Lavorazione fuori centro dell’asse Y | Utilizza l’asse Y per fresare elementi paralleli all’asse centrale, ma sfalsati rispetto ad esso. | Posizionamento estremamente preciso per scanalature, superfici piane e fori decentrati lungo la circonferenza di un cilindro. |
| Fresatura angolare dell’asse B | Il mandrino della fresa ruota per tagliare a qualsiasi angolazione mentre il pezzo in lavorazione è in movimento. | Macchine in grado di realizzare fori conici o tasche angolate senza la necessità di attrezzature personalizzate e complesse. |
| Lavorazione del lato posteriore | Il pezzo viene trasferito automaticamente dal mandrino principale al mandrino secondario. | Consente la lavorazione sia della faccia anteriore che di quella posteriore di un pezzo senza necessità di ribaltamento manuale da parte dell’operatore. |
| Rotazione di poligoni | Sincronizzazione precisa tra la rotazione del pezzo e la rotazione della fresa. | Consente di realizzare alberi esagonali, teste di bulloni quadrate e superfici piane per chiavi senza richiedere operazioni di brocciatura secondarie. |
Rettifica CNC
Le rettificatrici CNC esistono anche come macchine indipendenti. Utilizzano mole abrasive per rimuovere materiale con estrema precisione e creare finiture superficiali ultra-lisce con un’accuratezza di pochi micron. Le finiture più lisce favoriscono inoltre un’usura uniforme e riducono l’attrito, prolungando la durata dei pezzi e migliorano l’efficienza nelle diverse applicazioni.
Queste speciali smerigliatrici riducono l’errore umano e forniscono risultati altamente ripetibili, necessari in settori di precisione come quello aerospaziale, automobilistico e medicale, per soddisfare rigorosi requisiti di tolleranze di lavorazione CNC. Le rettificatrici CNC offrono una maggiore produttività grazie al controllo multiasse, alle regolazioni in tempo reale ed alle operazioni automatizzate.
Tipologie di rettificatrici CNC e relative operazioni
Sebbene tutte le rettificatrici svolgano la stessa funzione di rimozione precisa del materiale, esistono comunque diverse rettificatrici CNC che si distinguono per fattori quali il tipo di superficie da rettificare (interna o esterna), il metodo di bloccaggio del pezzo (centrato o senza centri) e il profilo della superficie (piana o arrotondata).
| Metodo di rettifica | Geometria target | Esecuzione tecnica e caso d’uso ottimale |
| Rettifica di superfici | superfici piane e piatte | Leviga e livella profili piani. Può raggiungere precisioni estreme fino a ±0,002 mm (0,00008 pollici). |
| Rettifica cilindrica | Cilindri esterni e interni | Blocca il pezzo tra i mandrini e ruota sia il pezzo che la mola in direzioni opposte per una rimozione del materiale ad alta velocità. |
| Rettifica senza centri | Perni, aste e alberi lunghi | Rettifica pezzi cilindrici senza bisogno di fissarli in un mandrino. Ideale per la produzione continua ad alto volume. |
| Affilatura di utensili e frese | Scanalature e bordi degli utensili da taglio | Processo specializzato utilizzato esclusivamente per la fabbricazione e la riaffilatura di utensili da taglio CNC. |
Foratura CNC
Sebbene un’operazione di foratura possa essere integrata nei sistemi di fresatura e tornitura CNC, può anche essere eseguita con una foratrice CNC indipendente. Ciò risulta particolarmente utile per prodotti che richiedono operazioni come foratura, maschiatura, alesatura e svasatura in ambienti di produzione di massa.
Nella produzione di componenti in lamiera per il settore automobilistico e affini, si utilizzano spesso macchine foratrici CNC autonome, in quanto risultano veloci ed efficienti quando è necessario realizzare un gran numero di fori con una complessità minima.
Utensili
Per utensili si intendono gli strumenti di taglio, i portautensili e gli accessori di bloccaggio utilizzati nei sistemi CNC per tenere fermi e tagliare i materiali grezzi e ottenere i pezzi finiti. Ne esistono di molti tipi, a seconda del tipo di macchina CNC, e sono adatti a esigenze specifiche per creare diverse caratteristiche sui pezzi.


Utensili per fresatura CNC
- Fresa a candela:La fresa a candela è il tipo di utensile più comune e in genere può tagliare in 3 direzioni. Ne esistono di vari tipi, come ad esempio a testa piatta, con raggio d’angolo, per sgrossatura, a sfera e conica, solo per citarne alcuni. Le sue caratteristiche principali sono il numero di taglienti, l’angolo di elica, il materiale di base e il materiale di rivestimento.
- Fresa frontale:Una fresa frontale è progettata per tagliare su un’ampia superficie, ovvero per spianare. I suoi taglienti si trovano tipicamente sul bordo dell’utensile e i denti sono generalmente inserti in metallo duro.
- Fresatrice per filettature:Una fresa per filettature è progettata per creare filettature. Il suo funzionamento si basa sulla rotazione attorno al gambo con un movimento elicoidale, che permette di tagliare la filettatura.
- Fresa per scanalature:Questi tipi di frese vengono utilizzati per creare scanalature a T sua lunghezza di un pezzo. L’utensile deve entrare e uscire da un lato aperto del materiale a causa della sua geometria.


Utensili per tornio
- Inserti/Utensili per tornitura:Utilizzato per tagliare il diametro esterno del pezzo. Disponibile come utensile pieno rettificato a forma, o più comunemente come inserti in metallo duro sostituibili montati in un portautensili.
- Barre di alesaggio:Utensili lunghi e sottili che raggiungono l’interno di un foro praticato con un trapano per allargarlo fino a raggiungere un diametro e una finitura precisi. Utilizzati anche per scanalature e filettature interne.
- Utensili per la separazione:Utensili stretti a forma di lama utilizzati per tagliare il pezzo finito dalla barra di materiale come operazione finale.
- Punte:Utilizzate per creare fori assiali sulla superficie terminale del pezzo. I fori vengono in genere allargati successivamente mediante alesatura o allargatura per raggiungere le tolleranze finali.
Materiale degli utensili
I diversi tipi di utensili possono essere suddivisi in base ai materiali di base. I materiali tipicamente utilizzati per la realizzazione degli utensili sono i seguenti:
| Materiale per utensili | Caratteristiche e prestazioni |
| acciaio ad alto tenore di carbonio | Si tratta del tipo di macchina utensile più economica, ma non ha una lunga durata. Inoltre, perdono la loro durezza a circa 200 °C. |
| Acciaio rapido (HSS) | Questi utensili sono più comuni di quelli in acciaio al carbonio perché hanno una durata maggiore e perdono la loro durezza solo a 600 °C, il che significa che possono tagliare a velocità più elevate. |
| Inserti in carburo | Gli utensili in carburo cementato sono più duri dell’acciaio rapido (HSS), ma meno tenaci e possono fratturarsi se non maneggiati correttamente. Il carburo non rivestito può resistere a temperature fino a 900 °C, mentre le versioni rivestite (TiAlN, ecc.) possono tollerare temperature ancora più elevate. |
| Ceramica | Questi utensili da taglio sono estremamente duri e vengono solitamente utilizzati per tagliare materiali duri come acciai temprati o ghisa ad altissime temperature. Esistono due varianti comuni: l’allumina e il nitruro di silicio. |
| Nitruro di boro cubico (CBN) | Questi utensili sono ideali per acciai temprati e superleghe e presentano un’eccellente resistenza all’abrasione e al calore. |


Capacità produttive
La lavorazione CNC è un processo versatile che si adatta in modo efficiente a diverse configurazioni di produzione. È ideale per la prototipazione e la produzione di volumi medio-bassi. Se vengono soddisfatte determinate condizioni, la lavorazione CNC può essere efficace anche nella produzione di grandi volumi.
Prototipazione
La lavorazione CNC è ampiamente utilizzata per la prototipazione in quanto il prototipo viene realizzato con il materiale di produzione effettivo, con proprietà meccaniche reali, dimensioni precise e una buona finitura superficiale. Questo lo rende adatto ai test funzionali, non solo alle verifiche di assemblaggio.
Inoltre, la lavorazione meccanica è molto flessibile, il che la rende adatta alla produzione di un’ampia gamma di geometrie. La stampa 3D può essere un’opzione migliore e più economica quando la geometria prevede canali interni o profili complessi che sarebbero impraticabili da realizzare con la lavorazione meccanica, oppure quando le proprietà del materiale sono meno critiche.
Produzione a basso volume
Gli aspetti più importanti da considerare nella scelta di una tecnologia di produzione per volumi ridotti (10-1000 unità) sono i costi iniziali di attrezzaggio inferiori, la maggiore flessibilità di progettazione ed i tempi di consegna rapidi. La lavorazione CNC non richiede stampi su misura, il che riduce i costi iniziali di attrezzaggio. Offre inoltre tempi di consegna rapidi e una maggiore flessibilità di progettazione grazie all’automazione programmabile.
Tuttavia, la lavorazione CNC potrebbe non essere l’opzione migliore se la geometria è molto complessa, i costi di attrezzaggio sono elevati o si verifica un eccessivo spreco di materiale (si pensi al parallelepipedo che delimita il pezzo: tutto ciò che non costituisce la forma finale è scarto). In questi casi, è più prudente valutare alternative come la stampa 3D e la fusione.
Produzione ad alto volume
Quando si passa alla produzione di grandi volumi (>1000 unità), la priorità diventa trovare un delicato equilibrio tra uniformità qualitativa, costo unitario e velocità di produzione. Le macchine CNC in genere non si rivelano la soluzione ideale per soddisfare questi requisiti a causa dei tempi di processo più lunghi e dei costi unitari più elevati. Altri aspetti, come la complessità delle caratteristiche interne, l’eccessivo spreco di materiale e i volumi di produzione molto elevati, riducono ulteriormente la competitività delle macchine CNC.
Per i progetti estremamente semplici, processi produttivi più semplici e veloci come la fusione, la stampa e lo stampaggio a iniezione risultano più vantaggiosi, soprattutto se le materie prime sono economiche. Gli unici casi in cui la lavorazione CNC offre un miglior rapporto costi-benefici nella produzione di grandi volumi si verificano in presenza di tolleranze ristrette, materie prime dure, frequenti modifiche di progettazione e una varietà di prodotti (di diverse dimensioni).
Vantaggi e svantaggi della lavorazione CNC
Gli scenari sopra descritti evidenziano l’idoneità della lavorazione CNC per diversi volumi di produzione. Tale idoneità dipende dai vantaggi e dagli svantaggi della tecnologia CNC. Una buona comprensione di questi aspetti consentirà di prendere decisioni più consapevoli in merito alla scelta del metodo di produzione e all’opportunità di considerare o meno l’impiego della tecnologia CNC.
Vantaggi della lavorazione CNC
Il fatto che la lavorazione CNC svolga un ruolo centrale nella produzione è una diretta conseguenza dei seguenti vantaggi che essa offre:
- Precisione estrema e tolleranze ristrette:La lavorazione CNC standard può raggiungere regolarmente tolleranze fino a ±0,005 pollici (±0,127 mm), mentre le applicazioni di precisione potrebbero raggiungere ±0,0005 pollici (±0,0127 mm) utilizzando le tolleranze di lavorazione CNC. Processi di lavorazione ultra-precisa specializzati possono raggiungere tolleranze nell’ordine dei micron in condizioni rigorosamente controllate.
- Geometrie complesse:I sistemi avanzati a 4 e 5 assi sono in grado di produrre geometrie estremamente complesse, come pale di turbine, giranti e profili organici, con una precisione straordinaria.
- Ampia scelta di materiali:La lavorazione CNC è adatta a molti metalli, plastiche e materiali compositi. È particolarmente utile per la lavorazione di metalli resistenti come il titanio e l’Inconel, difficili da lavorare con i metodi convenzionali. Alcuni materiali comunemente utilizzati nella lavorazione CNC sono alluminio, ottone, acciaio inossidabile, PEEK e ABS.
- Elevata ripetibilità:La lavorazione automatizzata elimina l’errore umano e le relative variazioni nei prodotti finiti. Una volta impostato un programma, i pezzi prodotti risultano dimensionalmente uniformi.
- Alta produttività:Un sistema di lavorazione CNC completamente automatizzato può funzionare ininterrottamente con un intervento minimo da parte dell’operatore. I sistemi CNC vengono utilizzati in modalità completamente automatizzata per produrre in modo affidabile un elevato numero di pezzi in un breve lasso di tempo.
- Superficie finale di alta qualità:La lavorazione CNC consente di ottenere un’eccellente finitura superficiale in un’unica passata, riducendo la necessità di operazioni di post-elaborazione.
Svantaggi della lavorazione CNC
Inoltre, è necessario tenere conto di alcune limitazioni quando si decide se la lavorazione CNC sia davvero l’opzione migliore per la produzione:
- Elevato investimento iniziale:Una macchina CNC è un’attrezzatura costosa. Il costo di acquisto di un sistema standard a 5 assi, in grado di lavorare materiali resistenti, può spesso ammontare a centinaia di migliaia di dollari. A ciò si aggiungono i costi di manutenzione, che comprendono software, utensili, assistenza e personale specializzato.
- Necessità di operatori qualificati: Le moderne macchine CNC richiedono operatori altamente qualificati per scrivere, eseguire e monitorare i programmi CNC. Un operatore CNC incompetente può commettere errori costosi come la rottura degli utensili, danni alla macchina e scarti di lavorazione.
- Limitazioni dimensionali dei componenti: limitazioni dimensionali della lavorazione CNC sono determinate dall’area di lavoro di un sistema CNC. Le parti di grandi dimensioni non possono essere prodotti su macchine standard e richiedono sistemi CNC specializzati “di grande formato”.
- Spreco di materiale:Dato che la lavorazione CNC è un processo di produzione sottrattivo, una certa quantità di scarto di materiale è inevitabile. Tuttavia, per i pezzi che richiedono un’ampia rimozione di materiale, opzioni alternative come la fusione e la produzione additiva comporterebbero un minore spreco di materiale.
- Progettazione di vincoli geometrici: Alcune caratteristiche, come canali e cavità interne chiuse, possono risultare difficili o impraticabili da realizzare con le tradizionali macchine CNC, poiché l’utensile di taglio deve avere accesso fisico all’area di lavorazione. Anche gli angoli interni acuti non possono essere ottenuti a causa della sezione trasversale rotonda dell’utensile. Sarà sempre presente un raggio interno, sebbene possa essere ridotto.
- Non adatto a produzioni su larga scala:La lavorazione CNC diventa inefficace nella produzione di grandi volumi. Alternative come lo stampaggio a iniezione e la fusione offrono una produzione più rapida e un minore spreco di materiale per lotti di grandi dimensioni.
Materiali per lavorazione CNC
La lavorazione CNC supporta un’ampia varietà di materiali– metalli, non metalli e materiali compositi. Ogni categoria comprende materiali con proprietà molto diverse. In questa sezione, esaminiamo alcuni dei materiali più diffusi nelle diverse categorie, nell’ambito della lavorazione CNC.


Metalli
Sebbene molti metalli siano adatti alla lavorazione CNC, quelli con migliore lavorabilità, eccellenti proprietà meccaniche, resistenza alla corrosione, facile reperibilità e costi delle materie prime inferiori offrono un valore maggiore. Per questi motivi, i seguenti metalli sono spesso i più indicati per l’utilizzo nella lavorazione CNC:
| Tipo di metallo | Caratteristiche e applicazioni della lavorazione meccanica |
| Alluminio | La lavorazione CNC è il metodo più utilizzato per le parti in alluminio che vengono utilizzate per ragioni quali elevata lavorabilità, costi inferiori ed un migliore rapporto resistenza-peso. L’alluminio e le sue leghe sono spesso i materiali di riferimento per la lavorazione CNC in applicazioni generiche e per la prototipazione rapida. |
| Acciaio / Acciaio inox | L’acciaio dolce e l’acciaio inossidabile (304, 316) sono spesso utilizzati per la fabbricazione di componenti strutturali tramite lavorazione CNC. I motivi principali sono la loro elevata resistenza, la lunga durata, la resistenza all’usura e l’affidabilità. |
| Titanio | Il titanio tende a indurirsi per deformazione plastica e a causare una rapida usura degli utensili. La lavorazione CNC attenua questo problema ottimizzando i parametri di taglio, migliorando la dissipazione del calore e mantenendo gli utensili affilati. Questi passaggi garantiscono un taglio netto del titanio, evitando sbavature. |
| Ottone | La lavorazione CNC è ideale per l’ottone, dato che si tratta di un materiale facile da lavorare. È particolarmente adatta per applicazioni a basso attrito e per componenti elettrici. |
| Rame/Argento | Anche il rame e l’argento sono materiali adatti alla lavorazione CNC, dove è richiesta una buona conduttività elettrica e termica. |
(Altri metalli frequentemente lavorati con macchine a controllo numerico includono il bronzo e le superleghe).


Non metalli
Le macchine CNC eccellono nella lavorazione di materiali non metallici, in quanto più morbidi dei metalli. Possono operare a velocità più elevate, con avanzamenti maggiori, ottenendo una finitura superficiale superiore. Inoltre, gli utensili durano più a lungo grazie alla minore usura.
Legna
Materiali come il legno duro, il legno tenero e il compensato vengono lavorati con sistemi CNC per creare componenti di mobili, elementi architettonici in legno, mobili complessi e oggetti intagliati in 3D.
Plastica
La lavorazione CNC è ampiamente utilizzata per creare componenti di alta precisione in materiali plastici.


Il processo è altamente efficace ed economico e viene tipicamente utilizzato per la prototipazione, i test funzionali e la produzione di volumi medio-bassi.
| Materiale plastico | Caratteristiche di lavorazione e proprietà del materiale | Applicazioni tipiche delle macchine a controllo numerico (CNC) |
| ABS | Conveniente, resistente agli urti e altamente lavorabile. | Involucri elettronici, prototipazione rapida e componenti strutturali. |
| Acrilico / PMMA | Rigido, fragile e otticamente trasparente; richiede strumenti affilati per evitare scheggiature. | Condotte di luce, lenti trasparenti per display e dispositivi fluidici. |
| Nylon 6 / PA 6 | Robusto e altamente resistente all’usura; assorbe umidità, il che può influire sulle tolleranze ristrette. | Ingranaggi, cuscinetti, pattini di usura e rulli per impieghi gravosi. |
| PC (policarbonato) | Estremamente resistente e con elevata resistenza agli urti; può essere lucidato a vapore per ottenere una trasparenza quasi ottica. | Collettori fluidici, coperture protettive trasparenti e alloggiamenti resistenti agli urti. |
| PEEK | Termoplastico ad alte prestazioni; eccezionale stabilità termica, chimica e meccanica. | Componenti aerospaziali, impianti medicali e valvole per alte temperature. |
| PEEK rinforzato con fibra di vetro | Elevata rigidità e resistenza all’abrasione degli utensili da taglio; offre una resistenza strutturale superiore alle alte temperature. | Isolatori elettrici ad alta resistenza e staffe strutturali per l’industria aerospaziale. |
| POM Acetalico/Delrin | La plastica più lavorabile; dimensionalmente stabile e con attrito naturalmente basso. | Ingranaggi di precisione, boccole, meccanismi di scorrimento e dispositivi di fissaggio personalizzati. |
| Polipropilene (PP) | Eccellente resistenza chimica ed alla fatica; morbido e soggetto a fusione se le velocità di avanzamento/lavorazione non sono corrette. | Serbatoi per prodotti chimici, componenti per dispositivi medici e cerniere flessibili. |
| PTFE / Teflon | Superficie a bassissimo attrito e resistenza chimica eccezionali; tuttavia, la grande morbidezza rende difficile mantenere tolleranze ristrette. | Guarnizioni, sigilli resistenti agli agenti chimici e isolanti elettrici. |
| PE UHMW | Estremamente resistente e con un’incredibile resistenza all’abrasione; si deforma facilmente sotto forte pressione di serraggio. | Guide per nastri trasportatori, rivestimenti per scivoli e strisce di usura industriali. |
Schiuma
La schiuma è anche un’ottima materia prima per la lavorazione CNC. Viene generalmente utilizzata per creare modelli dettagliati e prototipi rapidi di componenti. Le schiume più comuni utilizzate nella lavorazione CNC sono HDU, EPS, PU, EVA e polietilene.
Compositi
I materiali compositi combinano due o più materiali, in genere fibre di rinforzo e un materiale matrice, per creare un materiale ad alta resistenza in applicazioni speciali. I componenti in materiale composito realizzati con macchine a controllo numerico (CNC) sono spesso utilizzati in settori come quello aerospaziale e automobilistico, dove un elevato rapporto resistenza-peso è un requisito fondamentale.
I materiali compositi sono abrasivi, fragili e stratificati. La lavorazione CNC utilizza tecniche specifiche come utensili da taglio temprati, operazioni ad alta velocità ed un rigoroso controllo del truciolo per lavorare materiali compositi comuni come i polimeri rinforzati con fibra di carbonio (CFRP), i polimeri rinforzati con fibra di vetro (GFRP), i polimeri rinforzati con fibra aramidica (AFRP) e i compositi a matrice metallica/ceramica.
Tolleranze CNC
Le otolleranze nella lavorazione CNC svolgono un ruolo molto importante. Le macchine CNC generiche possono in genere raggiungere tolleranze da 0,005 a 0,01 pollici (da 0,125 mm a 0,25 mm). Tuttavia, le apparecchiature specializzate possono raggiungere una risoluzione fino a 0,00008 pollici (0,002 mm) grazie ad una combinazione di strutture ad alta rigidità, controllo climatico, encoder lineari sub-micronici, isolamento dalle vibrazioni e monitoraggio avanzato degli utensili. Tale ultra-precisione è comune nei componenti aerospaziali e medicali.

Per sfruttare appieno queste capacità, la progettazione per la lavorazione CNC si avvale ampiamente di sistemi di tolleranza come il GD&T, un linguaggio di progettazione universale utilizzato da ingegneri e macchinisti per comunicare chiaramente le intenzioni progettuali ed evitare errori e rilavorazioni. Il GD&T garantisce un assemblaggio preciso, soprattutto per componenti complessi, di alta precisione e intercambiabili. Un utilizzo competente del GD&T (Tolleranze geometriche e dimensionali) aiuta a definire le variazioni ammissibili di forma, posizione e orientamento delle caratteristiche di un componente.
Il corretto limite di tolleranza per un componente dipende dai requisiti funzionali del componente stesso, dalle proprietà del materiale, dal processo CNC scelto e dal compromesso tra costi e precisione.
Nella lavorazione CNC si riscontrano generalmente tre livelli di tolleranza:
| Livello di tolleranza | Intervallo tipico | Applicazione e impatto sui costi |
| Standard | ±0,005 pollici (±0,125 mm) | Rappresenta lo standard di riferimento per la maggior parte dei componenti non critici. Soddisfa le esigenze funzionali senza far lievitare i costi di produzione o di collaudo. |
| Stretto | ±0,001 pollici (±0,025 mm) | Necessario per accoppiamenti critici come gruppi rotanti ad alta velocità, scanalature di tenuta e fori per cuscinetti.Il costo può aumentare fino a 5 volte. |
| Alta precisione | Fino a 0,000004 pollici (0,1 µm) | Utilizzato per ottiche di altissima precisione e specchi satellitari. Richiede un rigoroso controllo climatico, rettifica e lappatura.Esempi tipici includono specchi per telescopi, ottiche laser e specchi per l’imaging satellitare. Questi processi sono estremamente sensibili alle variazioni di temperatura e spesso si avvalgono di processi di rettifica o lappatura per ottenere risultati così precisi. |
Finitura e post-elaborazione
La finitura superficiale si riferisce alle condizioni della superficie di un componente. È un termine ampio che comprende diversi aspetti di una superficie, come la sua rugosità, l’aspetto, la consistenza e il rivestimento. Può anche riferirsi a un processo di finitura che modifica la forma, le dimensioni e l’aspetto di una superficie lavorata per soddisfare le specifiche desiderate.
Metodi comuni per raggiungere le varie finiture per componenti lavorati al CNC sono finiture meccaniche, chimiche/elettrochimiche e rivestimenti.
Rugosità superficiale
La qualità di rugosità superficiale viene misurata tramite la “rugosità superficiale media” (Ra). Misura la deviazione media del profilo della superficie dalla linea centrale. Un valore inferiore rappresenta una superficie più liscia.
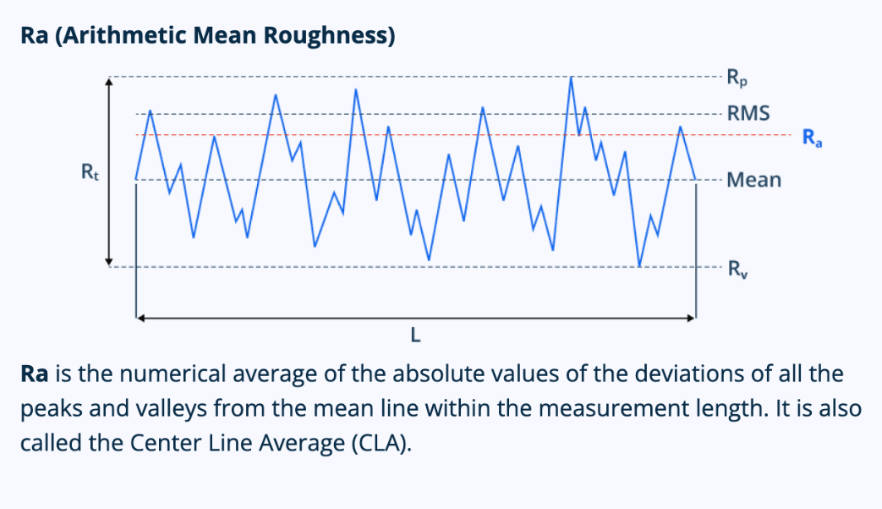
Nell’industria si riscontrano generalmente quattro valori comuni di rugosità superficiale: 3,2 µm (125 µin), 1,6 µm (63 µin), 0,8 µm (31,5 µin) e 0,4 µm (15,75 µin). Passando da un valore di Ra più ruvido a uno più liscio, aumentano i costi e i tempi di produzione dei componenti.
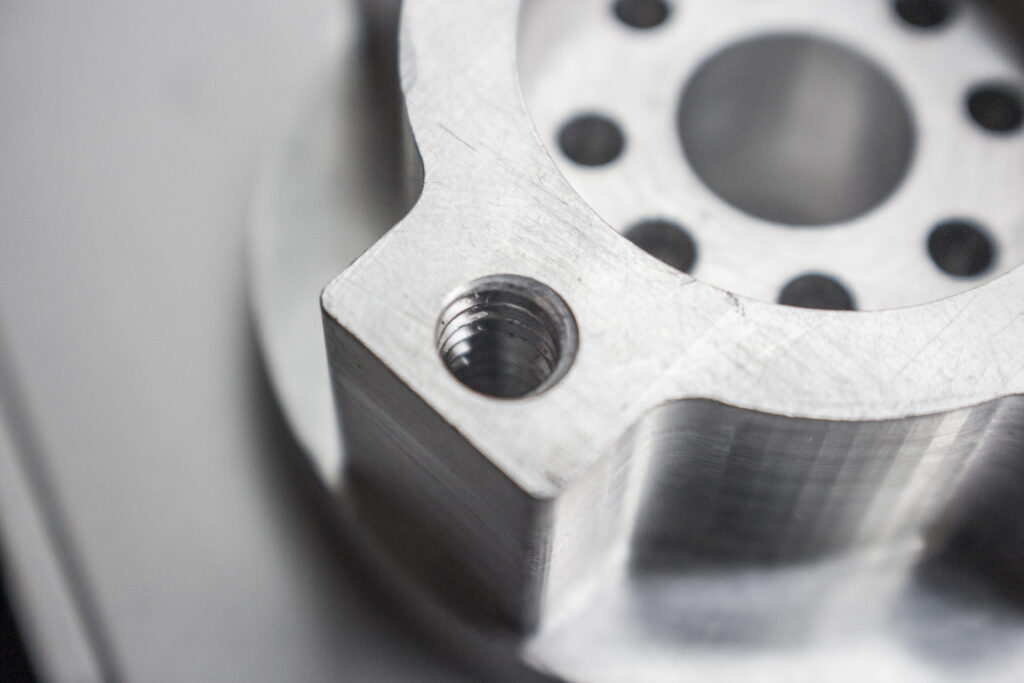
Rugosità come da lavorazione si riferisce alla rugosità standard dei pezzi all’uscita dal processo di lavorazione CNC. Il valore Ra di questi pezzi è tipicamente di 3,2 µm (125 µin) e i pezzi presentano ancora segni di taglio dovuti al contatto con gli utensili. Possiamo ridurre il valore Ra a 1,6 µm, 0,8 µm o 0,4 µm con passaggi di finitura aggiuntivi.
I vantaggi della finitura “come da lavorazione” sono la uniformità dei componenti, tolleranze più strette e l’assenza di costi aggiuntivi. Gli svantaggi includono segni di lavorazione visibili, ridotta resistenza alla corrosione e all’usura. Questo tipo di componenti è consigliato per parti strutturali o con tolleranze ristrette, dove l’aspetto estetico non è una priorità.
Opzioni di trattamento termico
Molti componenti lavorati al CNC vengono sottoposti a trattamento termico prima di essere messi in servizio. Alcuni processi di trattamento termico comuni per questi componenti includono:
| Processo | Esecuzione e applicazione tecnica |
| Tempra (Indurimento) | Riscalda il materiale ad alta temperatura, seguito da un rapido raffreddamento in aria, olio o acqua, per migliorarne notevolmente la durezza, rendendolo ideale per acciai per utensili e ingranaggi. |
| Indurimento superficiale | Indurisce solo lo strato esterno di un componente, creando una superficie esterna resistente all’usura, mentre il nucleo interno rimane duttile e tenace. |
| Temperamento | Riscalda il materiale a una temperatura inferiore alla temperatura critica inferiore, lo mantiene a tale temperatura per alcune ore e successivamente lo raffredda all’aria. Inverte la fragilità, elimina le tensioni interne e ripristina la tenacità persa a seguito del processo di tempra. |
| Ricottura | Il processo prevede il riscaldamento del materiale a una temperatura specifica e il successivo raffreddamento in forno per alleviare le tensioni interne e ripristinare la duttilità. |
| Normalizzazione | Riscalda il materiale a una temperatura specifica, raffreddandolo poi ad aria per migliorare la resistenza del pezzo finale. |
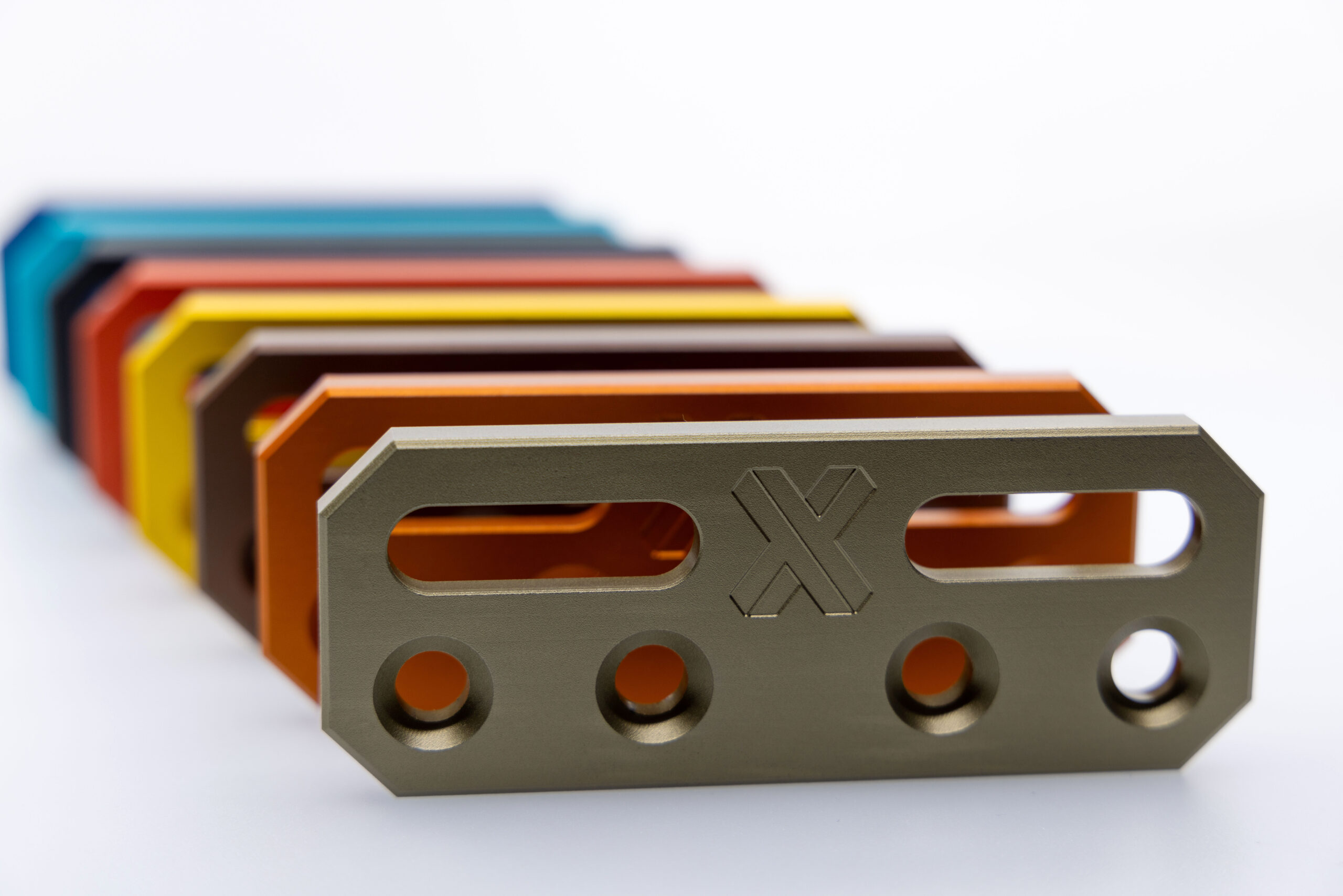
Rivestimento
La verniciatura viene spesso applicata su componenti lavorati a CNC per migliorarne proprietà quali la resistenza alla corrosione, la resistenza all’usura, l’aspetto, la finitura superficiale e per aumentarne la durata.
Tra i metodi più diffusi ci sono:
| Metodo di rivestimento | Processo | Principali vantaggi e applicazioni |
| Anodizzazione | Reazione elettrochimica che converte la superficie metallica esterna in una finitura di ossido anodico resistente. | Crea uno strato sottile, duro e protettivo. Utilizzato principalmente per parti in alluminio e titanio. |
| Placcatura elettrolitica | Utilizza una corrente elettrica per depositare un sottile strato di un metallo diverso (ad esempio, nichel, cromo, oro). | Conferisce proprietà specifiche come elevata resistenza alla corrosione, conduttività elettrica o un aspetto estetico di pregio. |
| Verniciatura a polvere | Si applica una polvere termoindurente secca, fluida e finemente macinata, che viene poi polimerizzata a caldo. | Crea uno strato protettivo spesso e altamente resistente. Disponibile in oltre mille tonalità di colore personalizzate. |




5 regole di design da tenere a mente
Come abbiamo già accennato, la lavorazione meccanica è un processo estremamente versatile che permette di produrre componenti di altissima precisione, offrendo grande flessibilità nella progettazione. Tuttavia, sfruttare appieno tutte queste possibilità può risultare molto costoso. Pertanto, è fondamentale essere consapevoli delle insidie che possono far lievitare i costi inutilmente.
Progettazione per una macchina CNC
I principi di progettazione per la lavorazione CNC devono considerare le capacità e i limiti di queste macchine. Ad esempio, angoli interni acuti, pareti molto sottili, strutture interne complesse e fori curvi sono difficili o impraticabili da realizzare con macchine CNC standard. Elementi alti, cavità profonde e dettagli estremamente piccoli dovrebbero essere ridotti al minimo perché richiedono utensili lunghi e delicati, soggetti a vibrazioni e flessioni. Anche elementi comuni come raccordi e smussi decorativi dovrebbero essere evitati, a meno che non siano funzionalmente necessari, per contenere i costi. I progettisti dovrebbero sfruttare la lavorazione CNC per le parti che richiedono geometrie complesse a 5 assi, tolleranze a livello micrometrico, superfici di accoppiamento precise, flessibilità di progettazione, concentricità accurata e finiture superficiali di alta qualità.
Non esagerare con le tolleranze
Mettere in tolleranza tutte le lavorazioni critiche, ma senza restringerle più del necessario. In assenza di istruzioni, verrà mantenuta la tolleranza standard di ±0,005 pollici (±0,125 mm).
Ridurre al minimo gli aspetti estetici
Concentrarsi sull’estetica è uno dei modi più rapidi per far lievitare i costi dei pezzi lavorati a CNC. Questo include una numerazione/scrittura eccessivo. Utilizzare incisioni più profonde solo se necessario. Entrambe queste operazioni possono essere eseguite in modo più efficiente come fasi di post-elaborazione. Utilizzare la finitura superficiale standard come impostazione predefinita.
Progettare per ridurre al minimo le configurazioni.
Idealmente, le caratteristiche dei pezzi dovrebbero essere progettate in modo da poter essere lavorate da un’unica direzione di accesso dell’utensile. Ciò riduce al minimo la necessità di molteplici impostazioni, riorientamenti e riposizionamenti, che aumentano significativamente i tempi di lavorazione, la complessità ed il rischio di disallineamento dimensionale. Se i progettisti non possono limitare l’orientamento di lavorazione in questo modo, i produttori potrebbero essere costretti a utilizzare macchine CNC multiasse, aumentando inutilmente la complessità ed i costi di produzione.
Utilizzare fori e filettature di dimensioni standard.
Evitate di utilizzare utensili personalizzati impiegando punte e maschi di dimensioni standard. Limitate inoltre la profondità della filettatura.
Il valore e il futuro della produzione CNC
La Lavorazione CNC rimane una tecnologia moderna ed estremamente efficace, in grado di produrre componenti precisi e ad alte prestazioni.
Sebbene la lavorazione CNC non sia l’opzione più economica per la produzione di grandi volumi, rimane una delle scelte principali nel settore manifatturiero per la prototipazione, la produzione di volumi medio-bassi e le esigenze di ingegneria ad alte prestazioni.





Comment(0)