 Europe
Europe  Türkiye
Türkiye 


L’angularité est une tolérance géométrique du système de tolérancement géométrique GD&T qui contrôle l’orientation d’un élément par rapport à un autre. Elle fait partie des 14 tolérances GD&T normalisées définies par la norme ASME Y14.5.
Les tolérances GD&T se répartissent globalement en cinq grandes catégories : forme, orientation, position, profil et battement. L’angularité appartient à la catégorie orientation, aux côtés du parallélisme et de la perpendicularité.
Cet article est consacré à la tolérance d’angularité : son importance, ses applications, ses méthodes de mesure et d’autres aspects pertinents.
Qu’est-ce que l’angularité ?
L’angularité est une tolérance géométrique qui contrôle l’orientation d’un élément (une surface, un axe ou un plan médian) selon un angle spécifié par rapport à une référence. Une orientation angulaire ne pouvant exister de manière isolée, l’angularité doit toujours être définie par rapport à un élément de référence (point de référence).
Alors que le parallélisme et la perpendicularité s’appliquent lorsque les éléments sont orientés à exactement 0° ou 90° l’un par rapport à l’autre, l’angularité s’applique à tous les autres angles, aigus ou obtus.
Une erreur de conception fréquente consiste à confondre l’angularité avec une tolérance dimensionnelle angulaire classique (par ex. ±2°). La zone de tolérance d’angularité n’est pas intrinsèquement angulaire. L’angle visé devient en réalité une dimension théoriquement exacte (un angle théoriquement exact), et la cotation d’angularité crée une zone de tolérance uniforme autour de cet angle théorique. Cette zone contrôle indirectement l’orientation de l’élément en restreignant l’endroit où il est disposé en fonction des données de référence.
Selon l’élément, l’angularité crée une zone de tolérance en 3 dimensions comprenant deux plans parallèles ou un cylindre. C’est couramment utilisé pour contrôler une surface par rapport à une surface de référence ou un axe, mais cela peut aussi contrôler un axe ou un plan médian. Ces variantes sont appelées angularité de surface, angularité d’axe et angularité de plan médian.
Dans certains cas, l’angularité est utilisée conjointement avec la tolérance de position lorsque l’orientation exige un contrôle plus strict que celui assuré par la seule tolérance de position. Cependant, pour la plupart des éléments de dimension (comme les alésages), la tolérance de position contrôle intrinsèquement à la fois l’emplacement et l’orientation par rapport au système de référence.
Applications de l’angularité
L’angularité est appliquée pour trois catégories d’éléments, chacun avec des approches d’inspection et des objectifs fonctionnels distincts.
| Type d’angularité | Élément contrôlé | Exigence fonctionnelle type | Exemples industriels courants |
| Angularité de surface | Surface plane formée à un angle autre que 0°/90° par rapport à la référence | Contact d’appui homogène, étanchéité ou transfert de charge constant sur une face inclinée | Biseaux de glissières en queue d’aronde, portées de sièges de soupape, surfaces de serrage en coin, brides d’appui chanfreinées |
| Angularité d’axe | Ligne médiane dérivée d’un élément de dimension cylindrique (alésage, goupille, arbre) | Alignement angulaire de l’axe d’un alésage ou d’une goupille pour garantir un accouplement correct avec l’élément correspondant d’un assemblage | Passages d’huile inclinés dans les blocs moteurs, alésages inclinés pour goupilles de positionnement, orifices de répartiteurs hydrauliques, canaux de vis pour implants médicaux |
| Angularité de plan médian | Plan médian dérivé d’un élément de dimension rectangulaire (rainure, languette, clavette) | Suivi angulaire du plan médian d’une rainure ou d’une languette afin d’éviter tout grippage ou désalignement sous charge | Rainures de clavette inclinées, brides de montage inclinées, rainures de support inclinées, patins de montage coniques |
Zone de tolérance d’angularité
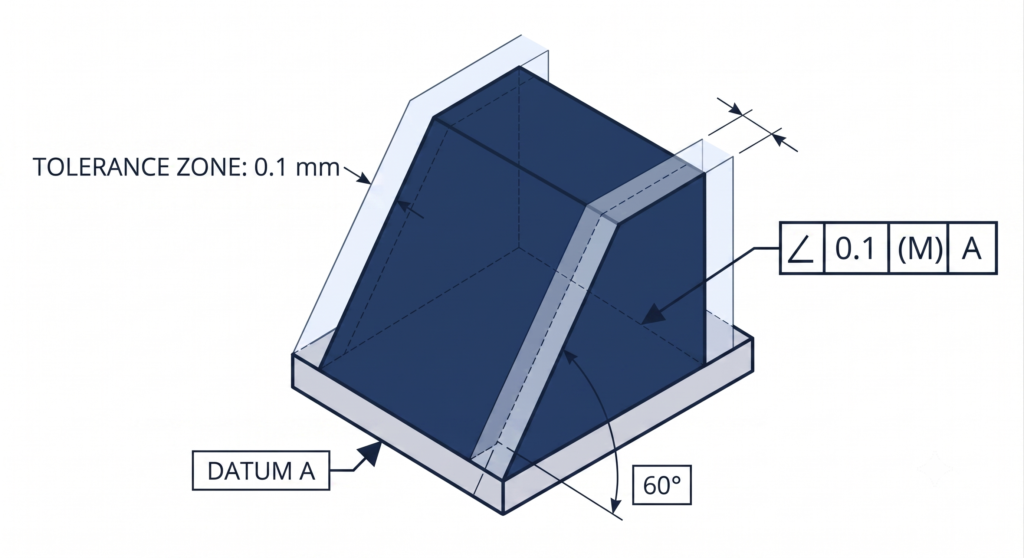
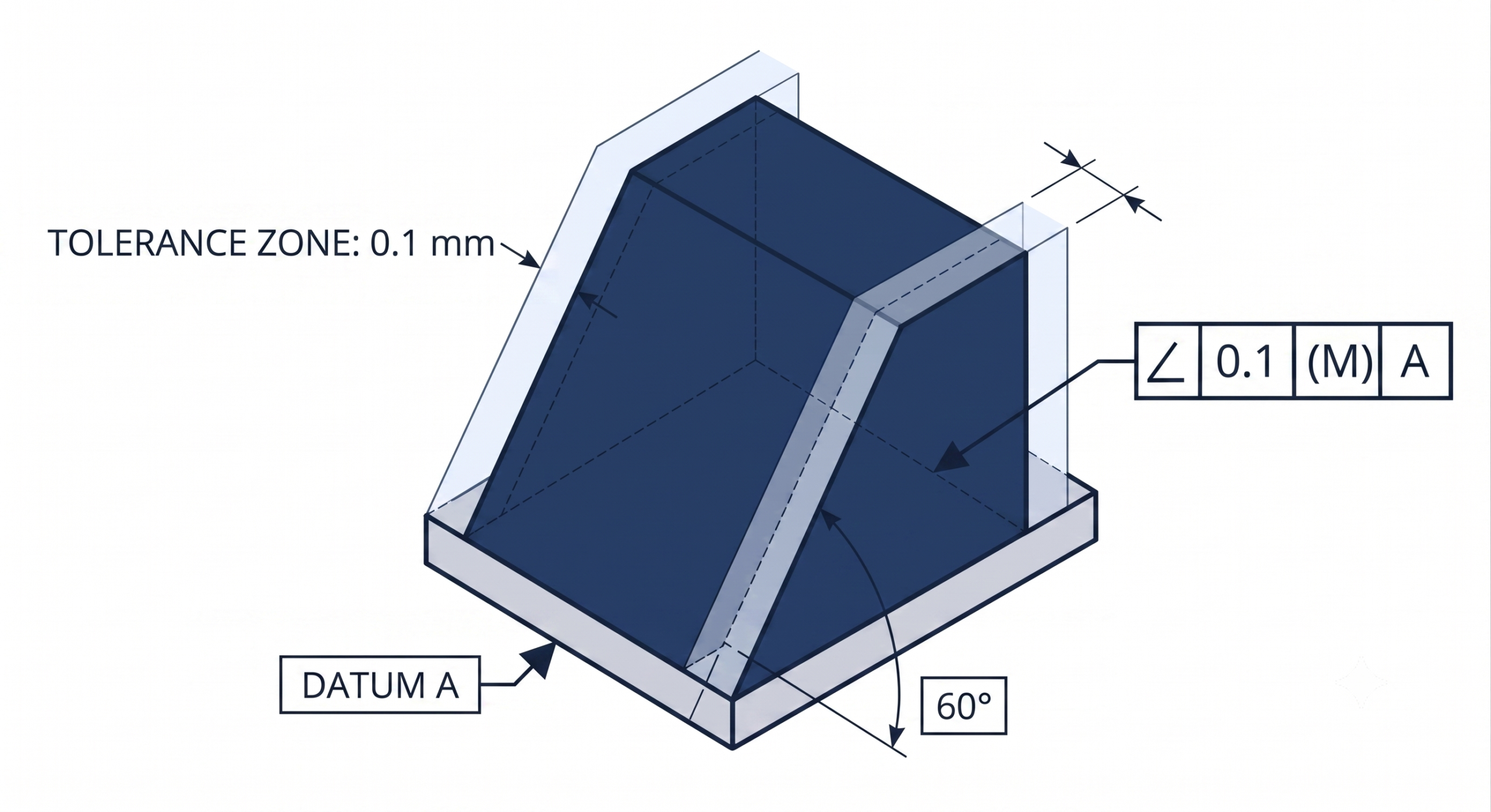
La zone de tolérance d’angularité définit les limites que l’élément contrôlé doit respecter pour satisfaire aux exigences de tolérance. L’angularité admet deux formes de zone de tolérance : la zone par défaut, constituée de deux plans parallèles, et la zone cylindrique.
Zone à plans parallèles : angularité de surface et de plan médian
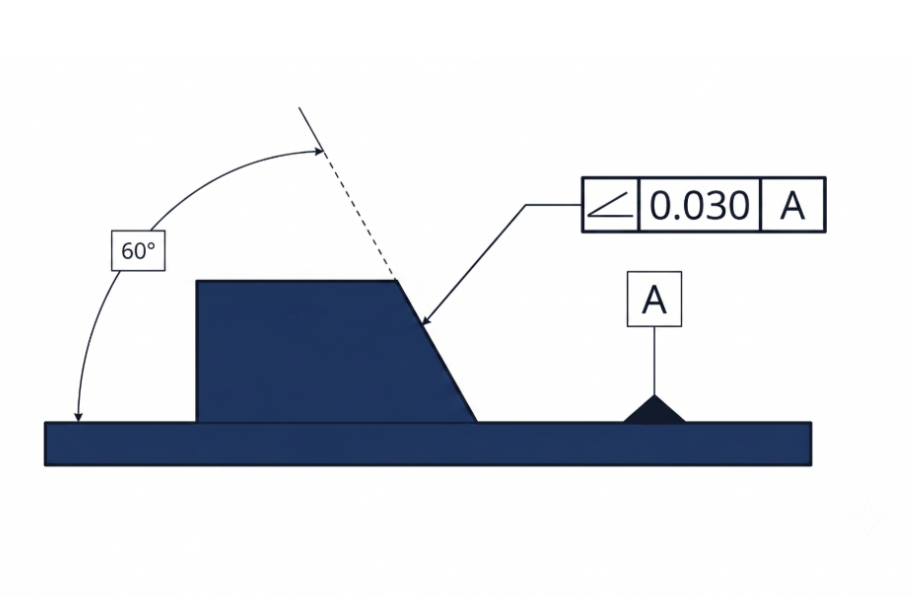
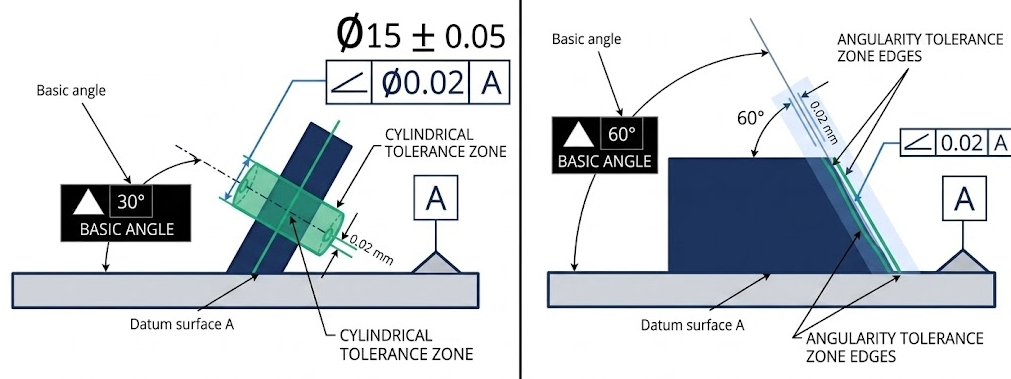
Pour l’angularité de surface, la zone est constituée de deux plans parallèles orientés selon l’angle théorique par rapport à la référence spécifiée. Tous les points de la surface contrôlée doivent se situer entre ces deux plans. Pour l’angularité de plan médian, la zone est positionnée au niveau du plan médian dérivé de l’élément, c’est-à-dire le plan imaginaire reliant les milieux de chaque paire de surfaces opposées. La distance entre les deux plans correspond à la valeur de tolérance indiquée. Une tolérance de 0,1 mm signifie que tous les points de la surface contrôlée ou du plan médian dérivé doivent se situer dans une bande de 0,1 mm de large, orientée selon l’angle théorique par rapport à la référence.
Zone cylindrique : angularité d’axe
Pour l’angularité d’axe, la zone de tolérance devient un cylindre dont l’axe est orienté selon l’angle théorique par rapport à la référence. La ligne médiane dérivée de l’élément contrôlé — la ligne reliant les centres de toutes les sections transversales sur sa longueur — doit se situer entièrement à l’intérieur de cette zone cylindrique. Le diamètre du cylindre correspond à la valeur de tolérance, et le symbole de diamètre (∅) est inclus dans le cadre de tolérance pour indiquer explicitement la zone cylindrique. Cette zone contrôle l’écart angulaire simultanément dans toutes les directions radiales, ce qui en fait le choix approprié pour les broches, goujons et alésages devant s’orienter avec précision afin de s’accoupler avec les éléments d’une pièce correspondante.
Zone de tolérance projetée pour les éléments filetés et en ajustement serré
Pour les trous taraudés et les alésages en ajustement serré, l’écart angulaire pertinent n’est pas l’orientation du trou lui-même, mais l’inclinaison de la fixation d’assemblage ou de la broche une fois celle-ci installée. Un trou peut satisfaire à un contrôle d’angularité standard tout en provoquant une interférence au montage, car la fixation dépasse de la surface de la pièce. Le modificateur de zone de tolérance projetée (Ⓟ) répond à ce problème en prolongeant la zone cylindrique au-dessus de la surface de la pièce, sur une hauteur spécifiée. Une cotation indiquant ∠ 0,1 Ⓟ 25 exige que l’axe reste à l’intérieur d’une zone cylindrique de 0,1 mm s’étendant sur 25 mm au-dessus de la sortie du trou, et non dans la profondeur du trou. La hauteur de projection est fixée de manière à être égale ou supérieure à la longueur d’engagement de la pièce d’assemblage.
Cadre de tolérance d’angularité
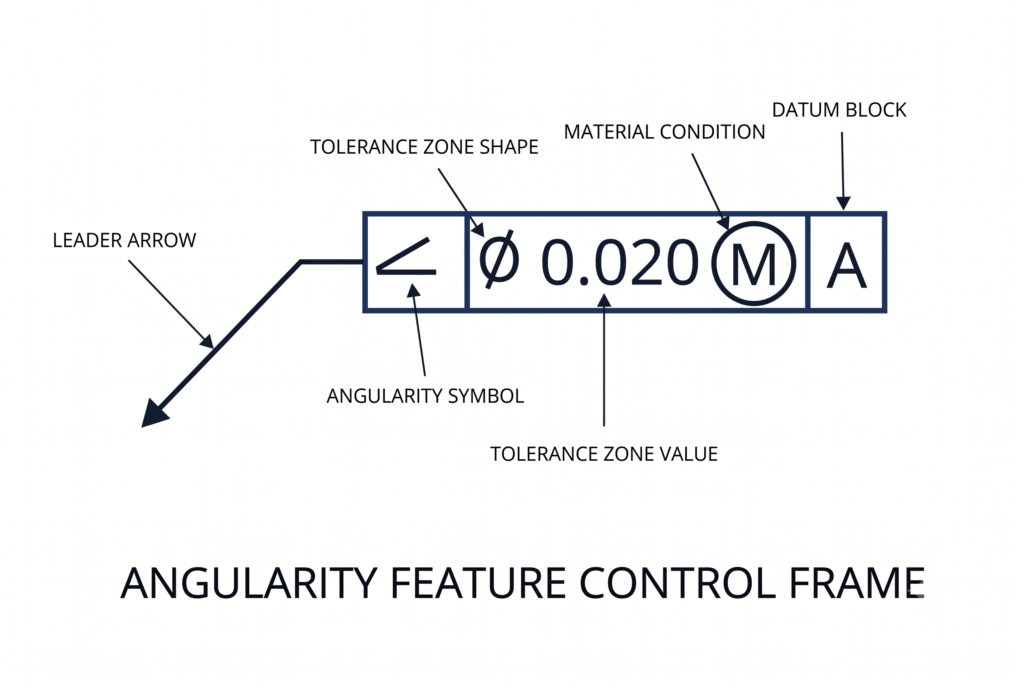
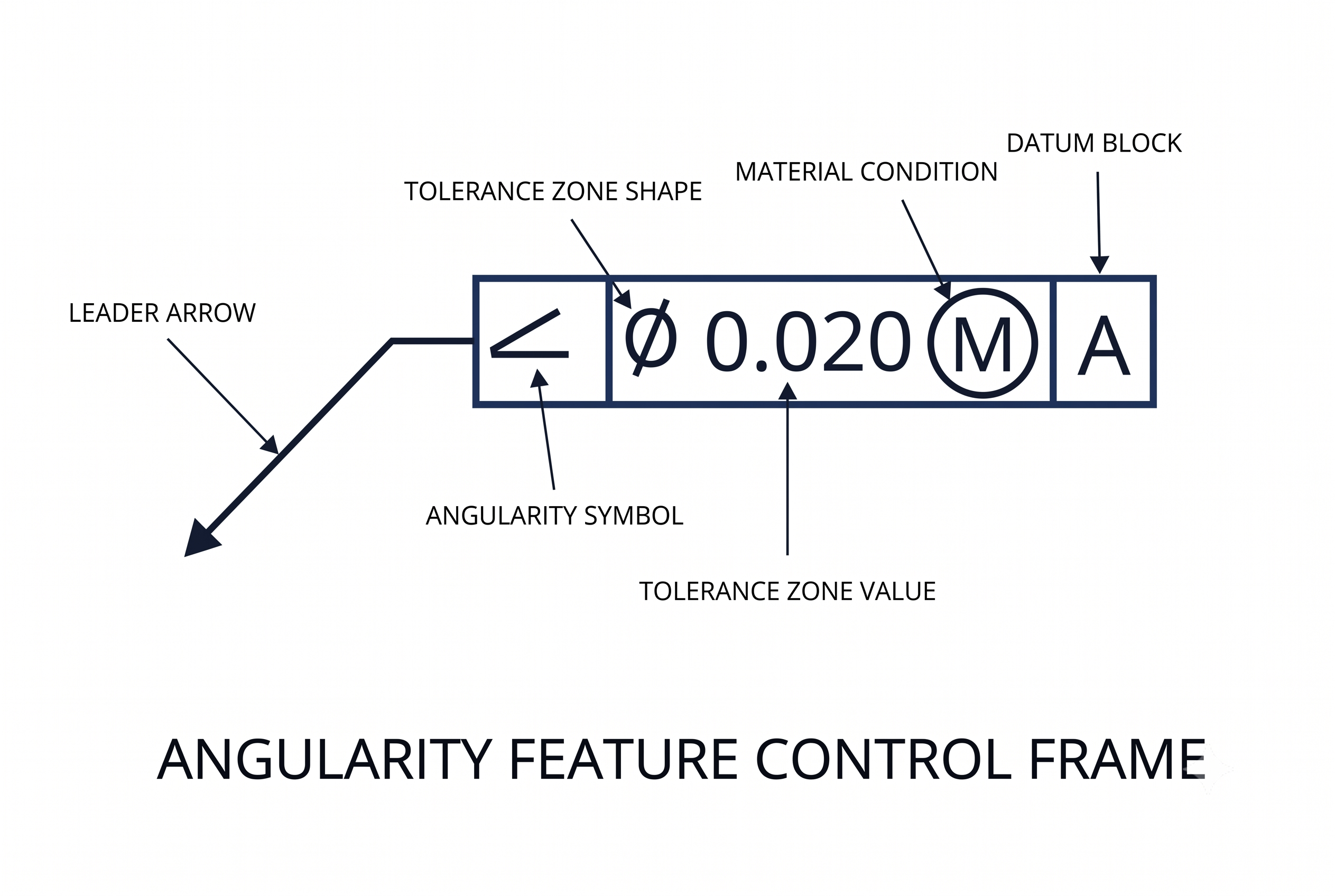
La tolérance d’angularité est appliquée à un élément au moyen d’un cadre de tolérance. Ce cadre regroupe toutes les informations nécessaires pour définir clairement une tolérance. Il comprend le symbole de la caractéristique géométrique, la forme de la zone de tolérance, la valeur de tolérance, les modificateurs ainsi que les lettres de référence des éléments de référence, le cas échéant, afin de définir la tolérance géométrique.
Pour l’angularité de surface, la cotation d’angularité, reliée par une flèche de renvoi, pointe directement vers l’élément Pour les surfaces planes, la ligne de renvoi peut également relier le cadre à l’élément par l’intermédiaire d’une ligne d’attache issue de l’élément.
Dans le cas de l’angularité d’axe et de plan médian, qui concernent des éléments de dimension, le cadre de tolérance est rattaché à l’élément par le prolongement de la ligne de cote et peut être placé à proximité de la cote dimensionnelle.
Un cadre de tolérance se divise généralement en trois blocs distincts : le bloc du symbole GD&T, le bloc de tolérance et le bloc des références.
Symbole GD&T
Le premier compartiment contient le symbole de la caractéristique géométrique d’angularité, un angle aigu (∠) ouvert vers la droite, tel que défini par la norme ASME Y14.5. Ce symbole identifie immédiatement la tolérance comme un contrôle d’orientation nécessitant une référence et un angle théorique.
Valeur de tolérance et modificateurs
Le deuxième compartiment précise la forme et la valeur de la zone de tolérance. Pour l’angularité d’axe, le symbole de diamètre (∅) précède la valeur numérique afin d’indiquer une zone cylindrique. Pour l’angularité de surface et de plan médian, aucun symbole de forme de zone n’est utilisé, la zone à plans parallèles étant la forme par défaut. Vient ensuite la valeur numérique, qui représente soit l’écartement entre les plans parallèles, soit le diamètre de la zone cylindrique, exprimé en millimètres.
Les modificateurs de condition de matière suivent la valeur de tolérance lorsque celle-ci s’applique à un élément de dimension. Il en existe deux : la condition de matière maximale (MMC), symbolisée par un M cerclé, et la condition de matière minimale (LMC), symbolisée par un L cerclé. La condition par défaut, indépendamment de la taille de l’élément (RFS), ne nécessite aucun symbole. En l’absence de modificateur, la condition RFS s’applique : la tolérance indiquée reste fixe, quelle que soit la taille réelle de l’élément fabriqué.
Données de référence
Le troisième compartiment contient les lettres de référence dans leur ordre de préséance : primaire, secondaire et tertiaire. L’angularité nécessite au moins une référence. Une référence unique contraint l’orientation de la pièce par rapport à un plan ou un axe de référence, mais laisse la pièce libre de tourner autour de l’axe perpendiculaire à cette référence. Une référence secondaire bloque cette rotation. Une référence tertiaire bloque la translation selon l’axe restant. Pour la plupart des surfaces inclinées et des alésages, deux références sont nécessaires afin d’obtenir une installation d’inspection entièrement contrainte et sans ambiguïté.
Les éléments de référence sont choisis pour leur stabilité, leur accessibilité et leur importance fonctionnelle. La référence primaire correspond généralement à la surface la plus grande et la plus stable, limitant le plus grand nombre de degrés de liberté. Les pièces symétriques peuvent ne nécessiter qu’une seule référence, mais les éléments soumis à des charges directionnelles en requièrent presque toujours au moins deux.
Tolérance bonus en angularité
La tolérance bonus correspond à une augmentation de la tolérance géométrique admissible, qui devient disponible lorsque la taille réelle d’un élément de dimension s’écarte de la condition de matière spécifiée dans le cadre de tolérance. Elle ne s’applique que lorsqu’un modificateur de condition de matière (MMC ou LMC) est indiqué dans le bloc de tolérance.
Lorsque l’angularité est cotée à la condition MMC, la tolérance indiquée s’applique strictement lorsque l’élément se trouve à sa taille de matière maximale, c’est-à-dire au plus petit diamètre pour un élément interne ou au plus grand diamètre pour un élément externe. Une limite de condition virtuelle est établie à partir de cette combinaison entre la taille MMC et la tolérance d’angularité indiquée. L’élément ne doit pas franchir cette limite. À mesure que la taille réelle fabriquée s’écarte de la condition MMC vers la condition LMC, la tolérance géométrique peut augmenter d’une valeur égale à cet écart, sans compromettre la limite de condition virtuelle ni l’ajustement à l’assemblage.
La formule est directe :
Tolérance d’angularité totale = Tolérance indiquée + (écart de taille réel par rapport à la condition MMC)
| Condition de l’élément | Diamètre d’alésage réel (mm) | Écart par rapport à la condition MMC (mm) | Tolérance indiquée (mm) | Tolérance bonus (mm) | Tolérance d’angularité totale (mm) |
| MMC (alésage minimal) | 20,000 | 0,000 | 0,1 | 0,000 | 0,100 |
| Intermédiaire | 20,050 | 0,050 | 0,1 | 0,050 | 0,150 |
| Intermédiaire | 20,100 | 0,100 | 0,1 | 0,100 | 0,200 |
| Intermédiaire | 20,150 | 0,150 | 0,1 | 0,150 | 0,250 |
| LMC (alésage maximal) | 20,200 | 0,200 | 0,1 | 0,200 | 0,300 |
Paramètres de l’exemple : alésage nominal de 20 mm, tolérance ±0,100 mm (MMC = 20,000 mm, LMC = 20,200 mm), angularité indiquée à 0,1 mm à la condition MMC.
La tolérance bonus réduit le taux de rebut et facilite la maîtrise du procédé de fabrication, sans compromettre la fonction d’assemblage. La limite de condition virtuelle reste fixe ; c’est la zone de tolérance qui s’élargit à mesure que la taille réelle de la pièce s’écarte de la condition de matière la plus défavorable.
L’angularité face aux autres cotations
Le champ d’application de l’angularité recoupe celui de plusieurs autres contrôles GD&T. Le choix de la cotation appropriée exige de bien comprendre ce que chaque contrôle régit et ce qu’il ne couvre pas.
| Contrôle | Catégorie | Référence requise | Géométrie de la zone | Portée fonctionnelle clé | Utiliser l’angularité à la place lorsque |
| Angularité | Orientation | Oui (1 min.) | Plans parallèles ou cylindre, selon l’angle théorique | Contrôle l’orientation selon tout angle autre que 0°/90° ; ne contrôle ni la position ni la forme | L’élément n’est ni parallèle ni perpendiculaire à la référence |
| Parallélisme | Orientation | Oui | Plans parallèles ou cylindre, à 0° par rapport à la référence | Contrôle uniquement l’orientation à 0° ; ne contrôle ni la position ni la forme | L’élément doit former un angle non nul avec la référence |
| Perpendicularité | Orientation | Oui | Plans parallèles ou cylindre, à 90° par rapport à la référence | Contrôle uniquement l’orientation à 90° ; ne contrôle ni la position ni la forme | L’élément doit former un angle autre que 90° avec la référence |
| Planéité | Forme | Non | Plans parallèles, libres (sans contrainte angulaire) | Contrôle la planéité de la surface, indépendamment de l’orientation ou de la position | La surface doit également respecter une relation angulaire précise avec une référence |
| Position | Emplacement | Oui | Cylindre ou plans parallèles, selon l’angle théorique et la position théoriques | Contrôle à la fois l’emplacement et l’orientation ; couvre implicitement la variation angulaire pour les trous | L’orientation seule exige un contrôle plus strict que celui assuré par la position, ou l’élément est une surface non cylindrique |
| Profil d’une surface | Profil | Facultative | Bande uniforme, bilatérale ou unilatérale, autour du profil théorique | Contrôle simultanément la forme, l’orientation et la position le long d’une surface complexe | Seul un contrôle de l’orientation est nécessaire, sans contrainte de taille ni d’emplacement |
Angularité face au parallélisme et à la perpendicularité
Le parallélisme et la perpendicularité constituent des cas particuliers de cotations de l’angularité, limités respectivement à exactement 0° et 90°. Le principe de la zone de tolérance est identique : deux plans parallèles ou un cylindre orientés selon l’angle théorique par rapport à la référence. Le choix de la cotation dépend entièrement de l’angle théorique. Utiliser l’angularité à 0° ou 90° est techniquement correct, mais considéré comme une pratique non conventionnelle ; le parallélisme et la perpendicularité restent les cotations privilégiées pour ces orientations.
Angularité face à la planéité
L’angularité et la planéité utilisent toutes deux une zone de tolérance formée de deux plans parallèles, et toutes deux limitent la variation de la surface. La distinction est fondamentale : la planéité est un contrôle de forme, sans référence, sans contrainte d’orientation et sans angle théorique. Une surface satisfait à la planéité dès lors qu’elle se situe entre deux plans parallèles, quelle que soit leur orientation. L’angularité exige que ces deux mêmes plans parallèles soient orientés selon l’angle théorique précis par rapport à la référence. Une surface peut satisfaire à un contrôle de planéité avec un écart mesuré de 0,05 mm tout en échouant à un contrôle d’angularité, si son inclinaison sort de la zone de tolérance angulaire. Une angularité serrée limite indirectement la variation de surface, mais elle ne remplace pas une cotation de planéité lorsque le contrôle de forme constitue l’exigence principale.
L’angularité face à la position
La position contrôle à la fois l’emplacement et l’orientation d’un élément par rapport au système de référence. Pour les éléments de dimension cylindriques tels que les trous et les broches, la tolérance de position limite intrinsèquement l’écart angulaire, car un axe déplacé qui s’incline au-delà du cylindre de tolérance franchit la limite de position. L’angularité devient redondante dans ces cas, sauf si l’exigence d’orientation est plus stricte que ce que permet la tolérance de position. Les deux cotations sont appliquées simultanément, par exemple, lorsque des trous sont situés sur une surface inclinée : l’angularité contrôle l’orientation de la surface inclinée elle-même, tandis que la position contrôle l’emplacement des trous sur cette surface. Les deux cotations sont nécessaires pour obtenir une définition complète.
Comment mesurer l’angularité
La mesure de l’angularité consiste essentiellement à vérifier qu’une surface, un axe ou un plan médian reste à l’intérieur d’une zone de tolérance orientée selon un angle précis par rapport à une référence. Toutes les méthodes de mesure de l’angularité sont des déclinaisons de ce principe. Le choix de la méthode appropriée dépend de la précision requise et du contexte de production.
Matrice de sélection des méthodes de mesure
| Méthode | Types d’éléments concernés | Incertitude de mesure typique | Contexte de production adapté | Limite principale |
| Règle sinus et comparateur | Surface uniquement | De 0,002 mm à 0,010 mm | Atelier ; faible à moyenne série | Pas de mesure d’axe ni de plan médian ; précision dégradée au-delà de 45° |
| CMM (palpeur à contact) | Surface, axe, plan médian | De 0,001 mm à 0,005 mm | Laboratoire de contrôle ; pièces de valeur moyenne à élevée | Temps de cycle longs ; flexion du stylet sur les éléments profonds ou de petite taille |
| Calibre fonctionnel | Axe et plan médian (à la condition MMC) | Résultat binaire réussite/échec uniquement | Lignes de production en grande série | Aucune donnée numérique ; calibre dédié à une seule configuration d’élément |
| Autocollimateur | Surface (plane, réfléchissante) | 0,0001° à 0,001° angulaire | Laboratoire de précision ; composants optiques, bancs de machines-outils |
Règle sinus et comparateur
La règle sinus est l’instrument de référence en atelier pour la vérification de l’angularité de surface. La règle se compose de deux rouleaux de précision séparés par une distance entre centres exacte (L), généralement de 100 mm ou 200 mm. Un rouleau repose sur le marbre de contrôle. L’autre est surélevé par une pile de cales étalons calibrées jusqu’à la hauteur (H) nécessaire pour positionner la règle à l’angle théorique. La relation est régie par la formule suivante :
sin(θ) = H / L
Pour un angle théorique de 30° avec une règle sinus de 200 mm :
H = 200 x sin(30°) = 100,000 mm
La surface de référence de la pièce est posée sur la face supérieure de la règle sinus, ce qui place la surface contrôlée parallèlement au marbre lorsque la pièce est exactement à l’angle théorique. Un comparateur monté sur une colonne de mesure est mis à zéro en un point de la surface contrôlée, puis déplacé sur toute sa longueur. La lecture totale indiquée (TIR) représente l’écart de la surface par rapport à l’orientation angulaire idéale. La surface est conforme si le TIR ne dépasse pas la tolérance d’angularité indiquée. Cette méthode s’applique uniquement à l’angularité de surface et se limite aux surfaces planes et accessibles.
L’incertitude de mesure se situe généralement entre 0,002 mm et 0,010 mm, selon la précision de la pile de cales étalons et la classe de planéité du marbre.
Le tableau ci-dessous récapitule les principaux paramètres de réglage. Les cales-étalons sont classées selon la norme DIN EN ISO 3650 (classes K, 0, 1, 2), en vigueur en Europe et sur la plupart des marchés internationaux ; les marbres de contrôle sont classés selon la norme DIN 876 dans la pratique européenne. Les deux systèmes de classes sont présentés en regard des désignations ASME/américaines correspondantes, à titre de référence.
| Paramètre de la règle sinus | Valeurs normalisées | Norme et classe EU/internationale | Équivalent US/ASME | Effet sur la précision |
| Distance entre centres des rouleaux (L) | 100 mm, 200 mm, 300 mm | — | — | Une règle plus longue réduit l’erreur angulaire par mm d’erreur de hauteur de la pile de cales ; 200 mm est préférable pour les angles supérieurs à 30° |
| Précision de la pile de cales-étalons (travaux à tolérances serrées) | ±0,0002 mm par cale | DIN EN ISO 3650 Classe 1 | ASME B89.1.9 Classe 0 | Se répercute directement sur l’erreur de réglage angulaire ; la Classe 1 (ISO 3650) est requise pour les tolérances d’angularité inférieures à 0,05 mm |
| Précision de la pile de cales-étalons (travaux courants) | ±0,0005 mm par cale | DIN EN ISO 3650 Classe 2 | ASME B89.1.9 Classe 1 | Appropriée pour les tolérances d’angularité comprises entre 0,05 mm et 0,2 mm |
| Planéité du marbre de contrôle (inspection de précision) | 0,003 mm sur 300 mm | DIN 876 Classe 0 | ASME B89.3.7 Classe A | Constitue la référence de mesure ; la Classe 0 (DIN 876) est obligatoire pour les tolérances inférieures à 0,1 mm |
| Planéité du marbre de contrôle (usage courant en atelier) | 0,006 mm sur 300 mm | DIN 876 Classe 1 | ASME B89.3.7 Classe B | Acceptable pour les tolérances égales ou supérieures à 0,1 mm |
| Plage angulaire applicable | Limite pratique de 0° à 45° | — | — | La précision se dégrade au-delà de 45°, car de faibles erreurs de hauteur produisent de grandes erreurs angulaires ; des tables sinus composées sont utilisées pour les angles plus élevés |
Machine à mesurer tridimensionnelle (CMM)
Une machine à mesurer tridimensionnelle (CMM) permet de mesurer tous les types d’angularité : de surface, d’axe et de plan médian. Elle utilise un palpeur pour relever des points sur les surfaces de la pièce et construit, à partir de ces points mesurés, un modèle 3D de l’élément de référence et de l’élément contrôlé. Elle positionne ensuite la zone de tolérance correspondante autour de celui-ci afin de calculer la valeur d’angularité.
Calibres fonctionnels
Un calibre fonctionnel simule la condition d’accouplement pour fournir un résultat binaire succès/échec. Pour l’angularité d’axe appliquée à la condition MMC, le calibre est un montage ou un récepteur incliné, usiné à la limite de la condition virtuelle. La pièce est considérée acceptable si elle s’insère dans le calibre sans forcer. Les calibres fonctionnels ne fournissent pas de valeur numérique d’écart d’angularité ; ils vérifient que l’effet combiné de la taille et de l’orientation ne franchit pas la limite d’assemblage.
Angularité et tolérances générales ISO 2768
Lorsque l’angularité n’est pas explicitement cotée sur un plan, les éléments angulaires sont soumis par défaut à la classe de tolérance angulaire générale indiquée dans le cartouche, généralement selon la norme ISO 2768. Les classes de tolérance angulaire de l’ISO 2768 définissent des écarts bilatéraux symétriques en fonction de la longueur du côté le plus court de l’angle.
| Classe de tolérance angulaire ISO 2768 | Longueur du côté le plus court : jusqu’à 10 mm | Longueur du côté le plus court : de 10 mm à 50 mm | Longueur du côté le plus court : de 50 mm à 120 mm | Longueur du côté le plus court : de 120 mm à 400 mm | Longueur du côté le plus court : au-delà de 400 mm |
| f (Fin) | ±1° | ±0°30′ | ±0°20′ | ±0°10′ | ±0°05′ |
| m (Moyen) | ±1° | ±0°30′ | ±0°20′ | ±0°10′ | ±0°05′ |
| c (Grossier) | ±1°30′ | ±1° | ±0°30′ | ±0°15′ | ±0°10′ |
| v (Très grossier) | ±3° | ±2° | ±1° | ±0°30′ | ±0°20′ |
Les tolérances angulaires de l’ISO 2768 définissent une zone d’écart en forme de coin. Une cotation GD&T d’angularité explicite remplace cette zone par une zone uniforme à plans parallèles ou cylindrique. Pour tout élément dont le contact fonctionnel, l’étanchéité ou le jeu d’assemblage dépend d’une orientation uniforme sur toute l’étendue de la surface, une cotation d’angularité explicite est nécessaire, même si la classe ISO 2768 paraît numériquement suffisante.
Recommandations de conception et DFM pour l’angularité
Les tolérances d’angularité ont des répercussions directes sur le coût et le procédé de fabrication. Les recommandations suivantes s’appliquent à l’usinage CNC, à la rectification et aux opérations d’alésage de précision, où l’angularité est le plus fréquemment spécifiée.
| Plage de tolérance | Procédé réalisable | Exigence de montage type | Impact relatif sur le coût | Méthode de contrôle |
| ±0,5 mm à ±0,2 mm (plans parallèles) | Fraisage CNC 3 axes standard ; rectification plane conventionnelle | Étau ou montage standard ; équerre de réglage non nécessaire | Coût de référence | Règle sinus et comparateur ; CMM |
| ±0,1 mm à ±0,05 mm (plans parallèles) | Fraisage CNC de précision avec équerre de réglage ; rectification cylindrique avec mandrin incliné | Équerre de réglage de précision ou mandrin sinus ; contact de référence vérifié | 1,5 à 2,5 fois le coût de référence | CMM obligatoire ; règle sinus et cales étalons de classe 1 |
| ±0,025 mm et plus serré (plans parallèles) | Alésage sur pointeuse ; rectification plane de précision ; rodage | Environnement thermiquement stabilisé ; machine isolée des vibrations ; CMM à compensation thermique | 5 à 10 fois le coût de référence | CMM à compensation thermique ; autocollimateur pour les surfaces |
| Zone cylindrique ∅0,2 mm (axe) | Perçage et alésage CNC standard | Gabarit de perçage incliné ou programme CNC 5 axes | 1,2 à 1,8 fois le coût de référence | CMM ; calibre fonctionnel à la condition MMC |
| Zone cylindrique ∅0,05 mm (axe) | Alésage de précision ; réalésage après perçage pilote incliné | CNC 5 axes avec vérification du positionnement angulaire ; montage vérifié par palpeur | 3 à 6 fois le coût de référence | CMM obligatoire ; calibre étalonné à 0,005 mm |
Les principes de conception suivants permettent de réduire les coûts et d’améliorer le taux de réussite du premier coup pour les éléments contrôlés par angularité.
Application selon l’exigence fonctionnelle
N’appliquer l’angularité que lorsqu’elle est fonctionnellement nécessaire. Les erreurs d’orientation sur les surfaces sans contact, les poches de dégagement internes et les chanfreins décoratifs n’affectent pas les performances de l’assemblage. Réserver les cotations d’angularité aux plans de joint, aux faces d’étanchéité, aux contacts porteurs et aux alésages recevant des goupilles ou des fixations.
Optimisation de la tolérance
Définir la tolérance la plus large que la fonction permette. Pour les ajustements glissants sur surfaces inclinées, déterminer l’écart angulaire maximal qui permet de conserver la longueur de contact et le jeu requis à l’assemblage. Utiliser cette valeur comme tolérance d’angularité plutôt que d’appliquer une valeur arbitrairement plus serrée.
Configuration de la condition de matière
Utiliser la condition MMC pour l’angularité d’axe des trous. L’application du modificateur MMC permet d’obtenir une tolérance bonus et autorise le contrôle par calibre fonctionnel, plus rapide et moins coûteux que le contrôle par CMM pour la production en grande série. La limite de condition virtuelle établie à la condition MMC garantit l’ajustement à l’assemblage dans le cas le plus défavorable, tout en réduisant le rebut sur les pièces fabriquées à l’écart de la limite MMC.
Planification de la stabilité des références
Garantir l’accessibilité des références. La surface de référence primaire doit être suffisamment grande, plane et accessible pour s’appuyer correctement dans le montage de contrôle. Une référence primaire présentant un défaut de forme important fausse toutes les mesures d’angularité effectuées à partir de celle-ci. Associer les cotations d’angularité à une cotation de planéité sur l’élément de référence lorsque le défaut de forme de la référence est susceptible d’être important par rapport à la tolérance d’angularité.
Maîtrise de la contrainte en rotation
Ajouter une référence secondaire lorsque la rotation doit être contrainte. Un plan de référence unique laisse la pièce libre de tourner autour de l’axe qui lui est perpendiculaire. Pour les éléments dont l’orientation angulaire effective varie avec un désalignement en rotation, une référence secondaire est nécessaire afin d’éliminer ce degré de liberté et d’obtenir des résultats de contrôle reproductibles.
Glossaire des termes clés
| Terme | Définition | Application à l’angularité |
| Dimension théoriquement exacte | Valeur numérique théoriquement exacte utilisée pour définir le profil théorique, la position, l’orientation ou la taille d’un élément. Ne comporte aucune tolérance en elle-même. | L’angle spécifié (par ex. 30°) dans une cotation d’angularité est toujours une dimension théoriquement exacte. Toutes les tolérances applicables à cet angle sont contenues dans le cadre de tolérance d’angularité. |
| Référence | Point, axe, ligne, plan ou combinaison de ceux-ci, théoriquement exact, dérivé d’un ou plusieurs éléments de référence de la pièce physique. | L’angularité nécessite toujours au moins une référence. La zone de tolérance est orientée selon l’angle théorique par rapport à cette référence. |
| Élément de référence | Surface, trou ou élément physique réel de la pièce à partir duquel la référence est dérivée. | L’élément de référence est mis en contact avec les éléments du montage, les points de palpage de la CMM ou les surfaces du calibre afin d’établir le système de référence pour la mesure. |
| Ligne médiane dérivée | Ligne imaginaire construite en reliant les centres de toutes les sections circulaires sur la longueur d’un élément cylindrique. | La ligne médiane dérivée est l’entité contrôlée par l’angularité d’axe. Elle doit se situer à l’intérieur de la zone de tolérance cylindrique orientée selon l’angle théorique. |
| Plan médian dérivé | Plan imaginaire construit en reliant les milieux de toutes les paires de surfaces opposées d’un élément de dimension à deux surfaces parallèles. | Le plan médian dérivé est l’entité contrôlée par l’angularité de plan médian. Il doit se situer entre les deux plans parallèles de la zone de tolérance. |
| Condition virtuelle | Limite constante, correspondant au cas le plus défavorable, générée par l’effet combiné de la taille d’un élément à la condition MMC et de sa tolérance géométrique. | Lorsque l’angularité est cotée à la condition MMC, la limite de condition virtuelle définit la limite fonctionnelle de jointure. Les pièces de jointure sont conçues pour ne pas franchir cette limite. |
| Tolérance bonus | Tolérance géométrique supplémentaire disponible lorsque la taille réelle d’un élément s’écarte du modificateur de condition de matière spécifié (MMC ou LMC). | La tolérance bonus pour l’angularité est égale à l’écart entre la taille réelle de l’élément et la limite MMC. Elle réduit le taux de rebut au contrôle pour les éléments fabriqués à l’écart de la taille la plus défavorable. |
| Zone de tolérance projetée | Zone de tolérance qui s’étend au-delà de la surface de la pièce afin de contrôler l’orientation d’un élément de jointure (fixation ou goupille) après assemblage. | Utilisée pour les trous taraudés et en ajustement serré afin d’éviter toute interférence au montage causée par l’inclinaison de la fixation. Désignée par le modificateur Ⓟ et une valeur de hauteur de projection dans le cadre de tolérance. |
Maîtriser les contrôles d’orientation
L’angularité est le contrôle d’orientation approprié pour tout élément devant respecter un angle précis, autre que 0° ou 90°, par rapport à une référence. Sa zone de tolérance uniforme — la caractéristique qui la distingue d’une tolérance dimensionnelle angulaire — garantit une performance fonctionnelle constante sur toute l’étendue d’une surface, d’un axe ou d’un plan médian, quelle que soit la longueur de l’élément.
L’application de modificateurs de condition de matière, lorsqu’elle est pertinente, réduit la quantité de rebut et accélère le contrôle par calibre fonctionnel en production. Le choix des références et l’ajout d’une référence secondaire déterminent la reproductibilité et la signification de toute mesure d’angularité effectuée à partir du plan.
Pour les ingénieurs souhaitant approfondir d’autres contrôles d’orientation et de forme voisins de l’angularité, la bibliothèque technique GD&T de Xometry Pro couvre le parallélisme, la circularité, la planéité, la cylindricité, et bien d’autres notions.






Comment(0)