 Europe
Europe  Türkiye
Türkiye 

Vacuum casting, also known as urethane casting, is a method used for low volume production. It produces parts with quality similar to injection molding but with much shorter lead times. This process is great for making small batches of plastic or rubber parts using various thermoplastics, rubbers, and resins.
Vacuum Casting Process & Characteristics
How Does Vacuum Casting Work?
Silicone vacuum casting process involves three main stages:
- Creating a master model using either 3D printing (via SLA or SLS) or CNC machining.
- Constructing the silicone tool by pouring liquid silicone rubber around the master pattern and curing it in a vacuum chamber.
- Pouring resin into the cavity to generate a production-like replica. This method offers increased freedom and flexibility in part production compared to alternative manufacturing technologies.
Characteristics of Vacuum Casting
| Maximum Size | Up to 2000 x 1000 mm |
| Vacuum casting materials |
|
| Surface | Virtually all types of VDI surfaces |
| Wall thickness | No more than 3.5 mm for a good result |
| Average mold life | 10-20 runs |
Vacuum Casting Process Considerations
Considerations regarding the vacuum casting production process are important to note as well:
- Surface quality: The silicone mold replicates even the smallest details. Therefore, it’s crucial to eliminate surface defects to achieve impeccable finishes and smooth surface textures on the master model.
- Mold lifespan: Silicone molds degrade over time with use. Depending on factors like part complexity and material choice, molds may last around 10-20 runs on average.
Vacuum Casting Design Tips
To take full advantage of this technology, it is important that your 3D model closely follows a set of geometric recommendations.
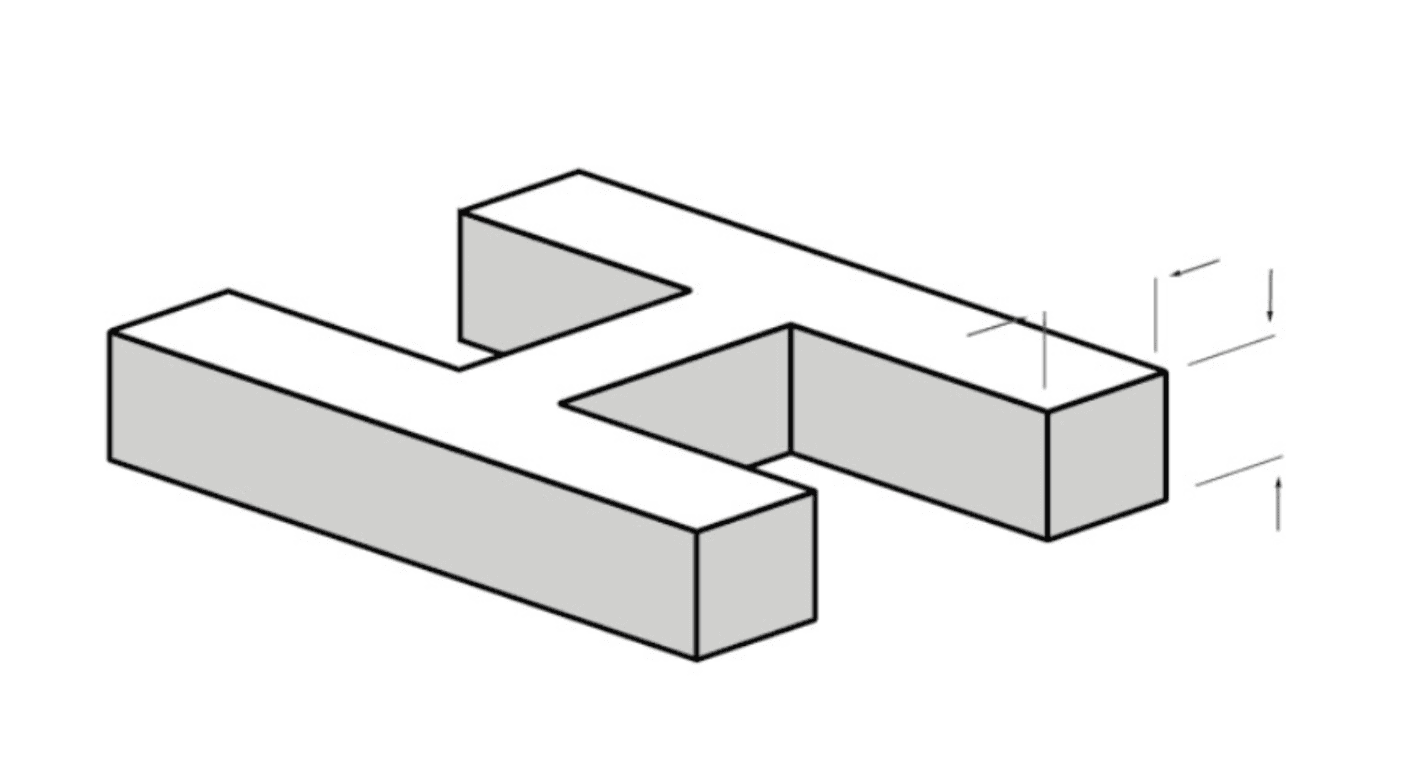
Wall Thickness
Consistent wall thickness is essential for successful vacuum casting. Varying thickness can result in uneven cooling and curing rates, potentially causing deformities or weak spots in the part.

Generally, we recommend a minimum wall thickness of 0.75 mm to 1.5 mm for small to medium-sized parts, with larger parts requiring greater thickness. However, the optimal thickness may depend on your specific project and selected material.
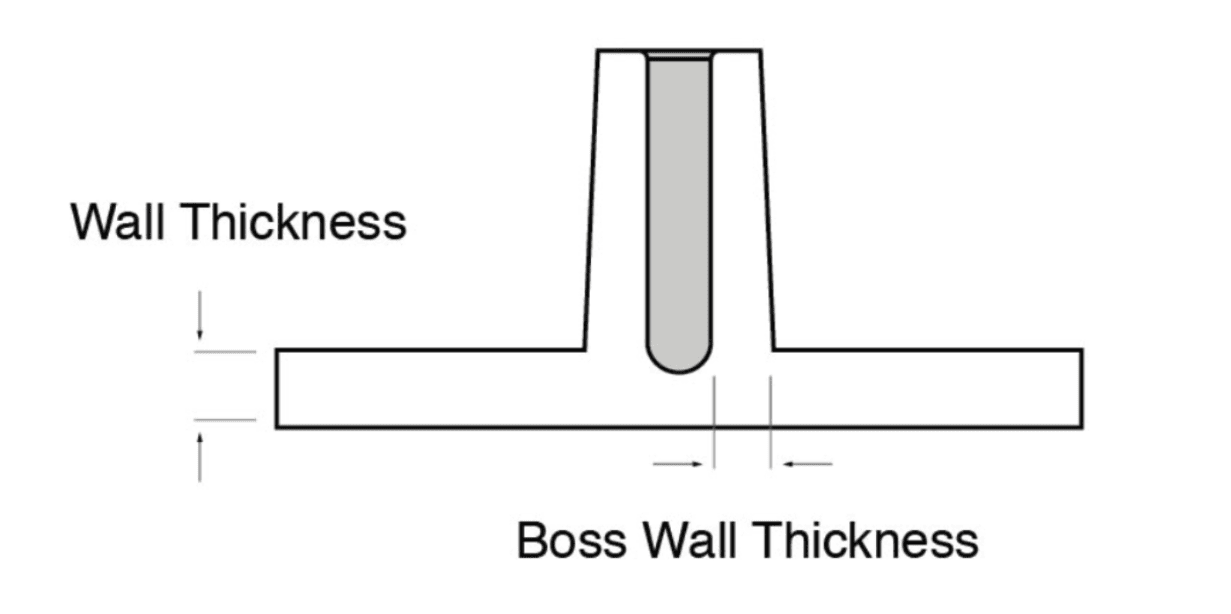
Bosses
Bosses should maintain a minimum height and diameter of 1 mm, while their wall thickness should not exceed 60% of the nominal thickness to reduce sinking.

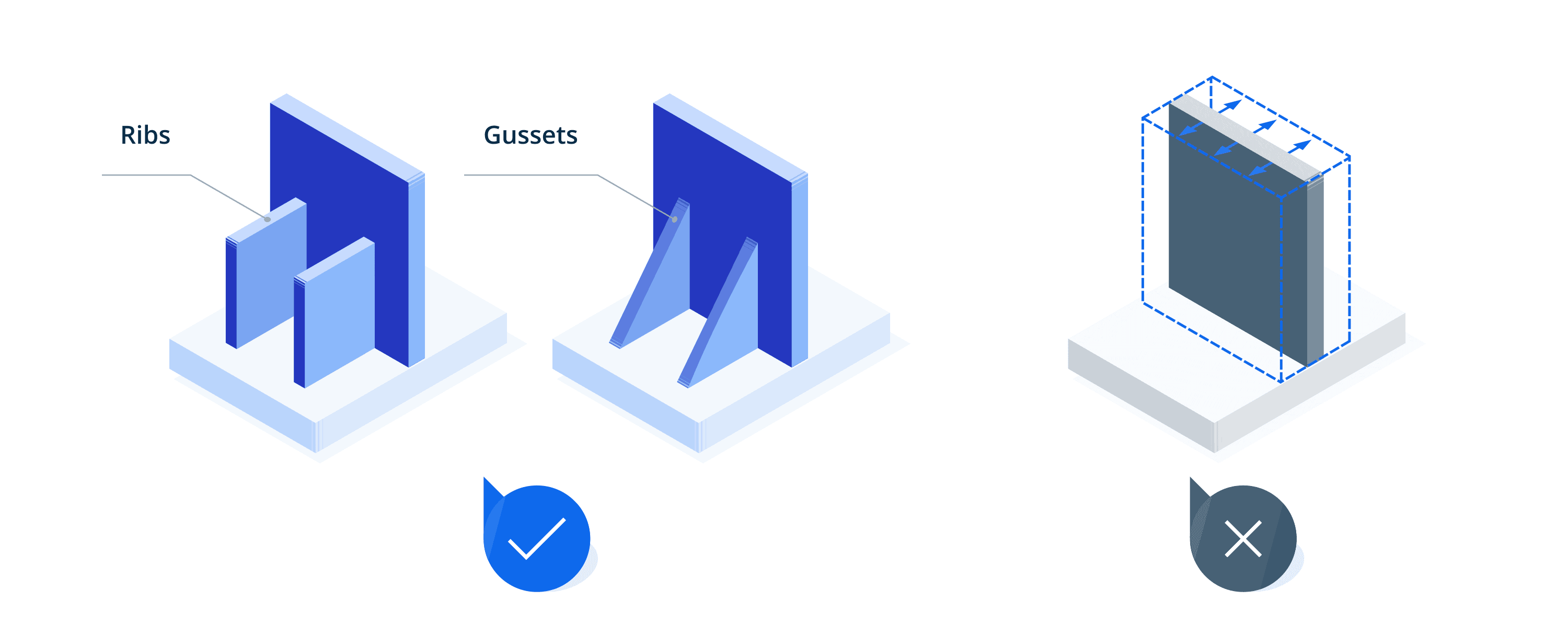
Ribs
Ribs can bolster strength and diminish warping on expansive flat regions. To mitigate shrinkage and sinking effects, rib thickness should be less than the wall thickness. Experts advise keeping rib thickness below 60% of the nominal wall thickness, with rib height restricted to less than three times its thickness.

Undercuts
Undercuts and overhangs pose challenges in molding and casting as they are hidden or extend over a cavity. However, vacuum casting excels in handling these features more effectively than other manufacturing techniques.
Designing parts with undercuts or overhangs for vacuum casting will affect mold complexity and may necessitate additional considerations or adjustments.
These features are measured from or to the surface of the tool and can hinder tool component extraction. Aim for undercuts no deeper than 15 mm to avoid this issue.
Embossed Details
Recessed or embossed text and logos should have a minimum depth or height of 1 mm and a width of 1 mm to ensure visibility. To optimize visibility, maintain a 1 mm gap between letters.

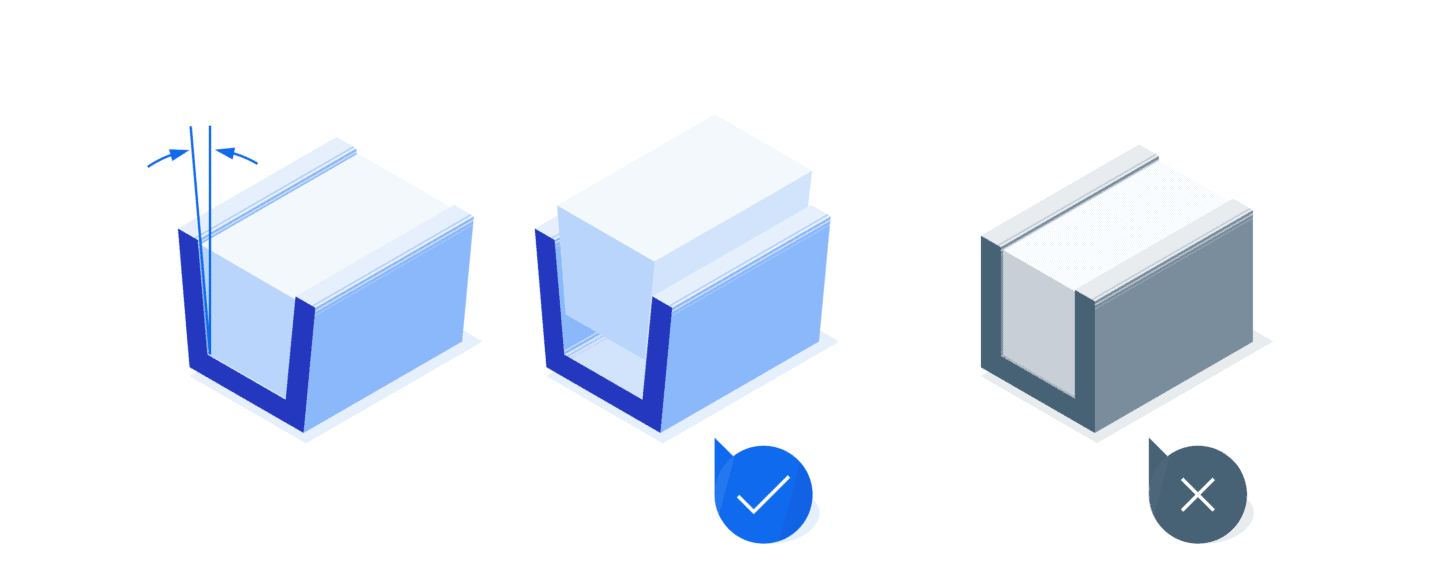
Draft Angles
Draft angles are crucial in vacuum casting. They entail a slight taper on vertical walls of part designs, enlarging the mold opening compared to its base. This is vital for easy part removal from the mold, minimizing the risk of damage.
Aim for draft angles of 1 to 2 degrees in your design, although the ideal angle can vary based on part geometry and material. Incorporating draft angles enhances mold longevity and improves cast part quality.

Summary of Best Design Practices
| Wall Thickness | At least 0.75-1.0 mm |
| Bosses | Minimum height of 1.0 mm; minimum diameter of 1.0 mm |
| Wall Thickness For Bosses | No more than 60% of wall thickness |
| Rib Thickness | No more than 60% of wall thickness |
| Rib Height | No more than 3x of rib thickness |
| Engraved and Embossed Details | Minimum depth of 1.0mm; minimum width of 1.0 mm |
| Draft Angles | At least 1 to 2 degrees |
Designing for Material Properties
Material choice is critical in vacuum casting, impacting design outcomes significantly. Variations in flexibility, strength, and temperature resistance among materials necessitate careful consideration during part design.
For materials with high flexibility, assess if your design can handle potential flexing without functional compromise. Conversely, for rigid materials, avoid stress concentrations that may cause cracking or failure.
A successful design considers not only part geometry but also its interaction with the chosen material’s properties.
Insert Molding Hardware
Example applications for vacuum casting encompass soft-feel grips on products like hairbrushes or handheld controllers. It’s also prevalent in developing medical devices, drug delivery systems, consumer goods, and automotive trim.
The process involves overmolding materials of varying grades of PU, with the secondary molding occurring before the primary molding fully cures. This results in a robust bond between the materials, yielding parts suitable for handling trials.
What Can Be Overmolded With Vacuum Casting?
Optimal outcomes are achieved through overmolding PU castings. However, we can also overmold CNC machined plastic or metal parts, as well as modified production parts.
Insert molding is commonly employed to integrate purchased components like threaded inserts or electrical contacts, or parts machined in-house, particularly when tight tolerances are crucial. For cases requiring multiple inserts, we can CNC machine a fixture to ensure accurate positioning relative to each other and the mold cavity.


Conclusion
Mastering vacuum casting design is crucial for superior part quality, production efficiency, and project success. By following outlined considerations and best practices, engineers and designers can unleash the full potential of vacuum casting technology.





Comment(0)