 Europe
Europe  Türkiye
Türkiye 

Der Vakuumguss, auch als Urethanguss bekannt, ist ein Produktionsverfahren mit einem weichen Werkzeug für die Kleinserienproduktion. Er liefert Teile mit geringerem Volumen in ähnlicher Qualität wie der Spritzguss, erfordert jedoch deutlich kürzere Vorlaufzeiten. Es handelt sich um ein Fertigungsverfahren, das hervorragend für die Herstellung von Kleinserien von Kunststoff- oder Gummiteilen geeignet ist, die aus einer ganzen Reihe von Thermoplasten, Gummis und Harzen bestehen können.
Vakuumgussverfahren & Eigenschaften
Wie funktioniert der Vakuumguss?
Der Vakuumguss mit Silikon hat drei große Hauptstufen:
- Erzeugung eines Mastermodells durch 3D-Druck (z.B. SLA oder SLS) oder CNC-Bearbeitung
- Erzeugung der Silikongussform durch das Übergießen des Mastermodells mit flüssigem Silikon und Aushärten in einer Vakuumkammer
- Gießen von Harzen in den Hohlraum, um Repliken des Mastermodells herzustellen. Im Vergleich zu anderen Fertigungsverfahren bietet es eine größere Freiheit und Flexibilität bei der Herstellung von Teilen
Charakteristika des Vakuumgusses
| Maximalgröße | Bis zu 2000 x 1000 mm |
| Materialien für den Vakuumguss |
|
| Oberfläche | Nahezu alle Arten von VDI-Oberflächen |
| Wandstärke | Nicht mehr als 3,5 mm für ein gutes Ergebnis |
| Durchschnittliche Lebensdauer der Form | 10-20 Zyklen |
Abwägungen zum Verfahren
Folgende wichtige Abwägungen zum Vakuumgussverfahren sind zu beachten:
- Oberflächenqualität: Selbst die kleinsten Details des Mastermodells werden in der Silikonform abgebildet. Für bessere Ergebnisse ist es daher entscheidend, dass Oberflächendefekte entfernt werden, damit das Mastermodell eine einwandfreie Oberflächengüte mit einer ggf. gewünschten glatten Oberfläche hat.
- Formen: Die Silikongussformen verlieren mit der Zeit an Qualität. Dementsprechend kann abhängig von der Komplexität des Teiles und des gewählten Materials eine Gussform durchschnittlich nur zwischen 10 und 20 Zyklen durchlaufen.
Tipps für das Vakuumguss-Design
Um das Verfahren und seine Vorteile bestmöglich zu nutzen, ist es wichtig, dass das 3D-Modell möglichst einer Reihe von Empfehlungen zur Geometrie folgt.
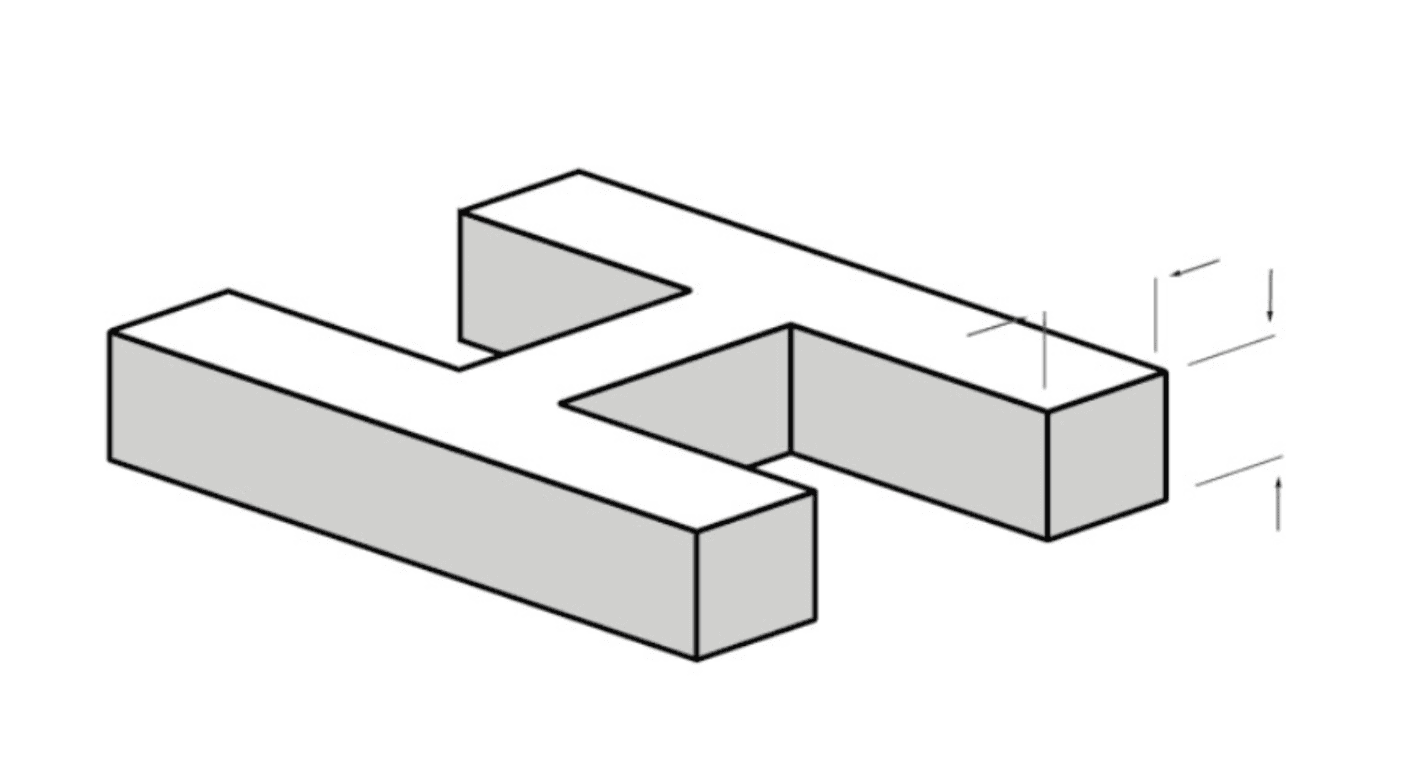
Wandstärke
Die Aufrechterhaltung einer gleichbleibenden Wandstärke in Ihrem Entwurf ist entscheidend für einen erfolgreichen Vakuumguss. Variiert die Wandstärke erheblich, kühlen unterschiedliche Bereiche des Teils ggf. unterschiedlich schnell aus und härten somit unterschiedlich aus, was zu Verformungen und Schwachstellen führt.

Generell empfehlen wir eine minimale Wandstärke von 0,75 mm bis zu 1,5 mm für kleine bis mittelgroße Teile, während größere Teile eine größere Wandstärke benötigen. Die optimale Wandstärke hängt jedoch von Ihrem spezifischen Projekt und dem ausgewählten Material ab.
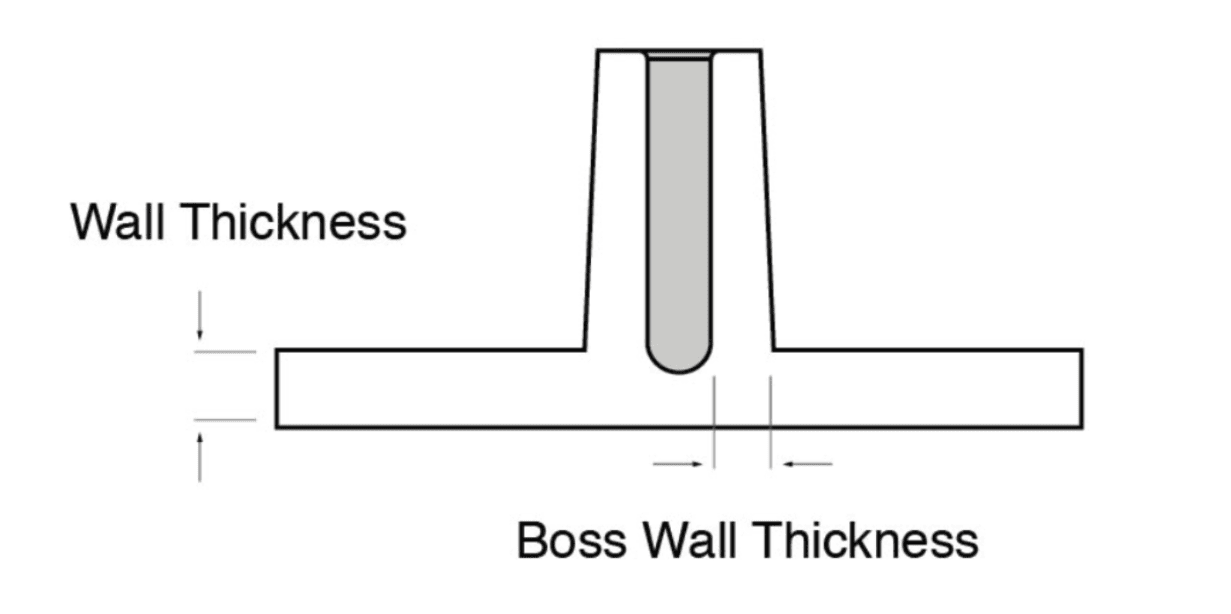
Dome / Schraubdome
Dome bzw. Schraubdome sollten eine minimale Höhe und einen minimalen Durchmesser von 1 mm haben, während die Wandstärke für Dome nicht mehr als 60 % der nominalen Wandstärke betragen sollte, um ein Einsinken zu verhindern.

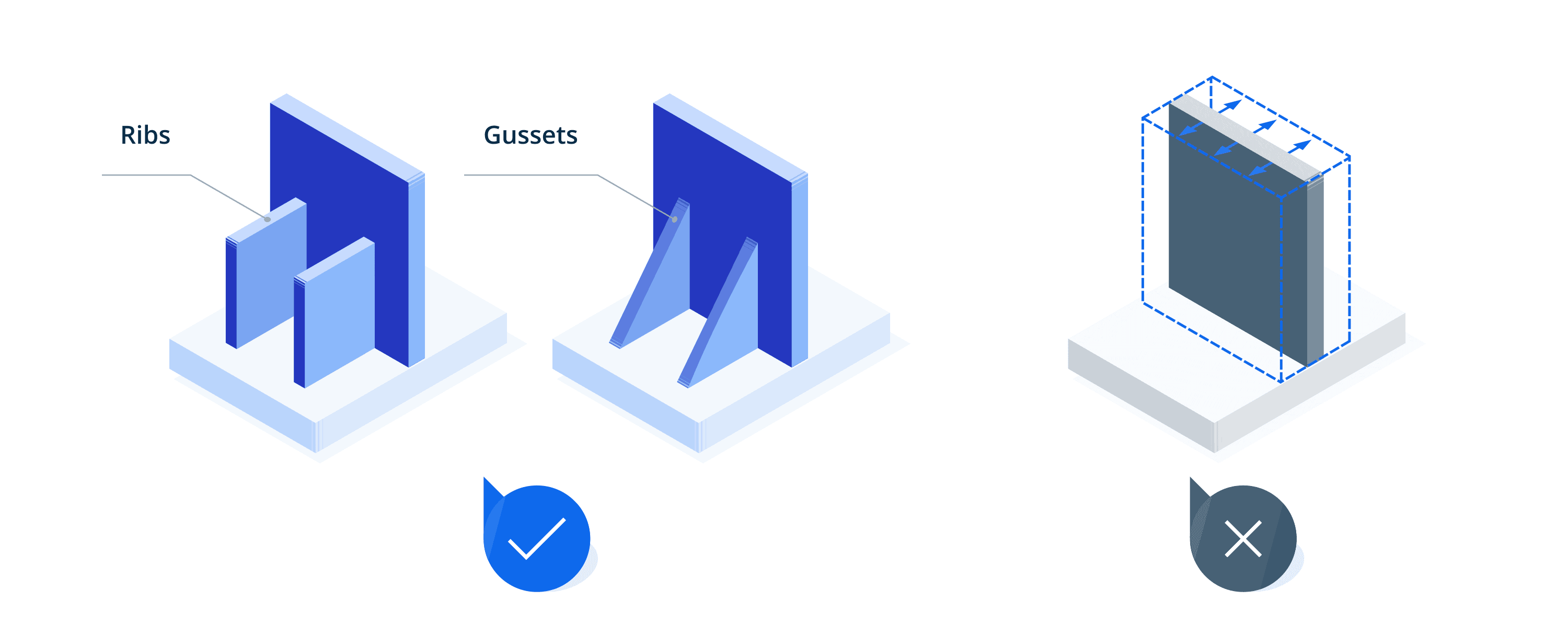
Rippen
Rippen können insbesondere bei großen flachen Bereichen hinzugefügt werden, um diese zu verstärken und Verformungen zu vermeiden. Die Dicke der Rippen sollte geringer als die angrenzenden Wandstärken sein, um Schrumpfung und Einsinken zu vermeiden. Experten empfehlen, dass die Rippendicke nicht mehr als 60 % der nominalen Wandstärke betragen sollte, und dass die Höhe der Rippen nicht größer als das Dreifache ihrer Dicke ist.

Hinterschnitte / Hinterschneidungen
Hinterschnitte und Überhänge beziehen sich auf Elemente eines Teils, die verborgen sind oder sich über einen Hohlraum erstrecken, wodurch sie schwierig zu formen oder zu gießen sind. Einer der Vorteile des Vakuumgusses ist es jedoch, dass er Hinterschneidungen und Überhänge effizienter handhaben kann als andere Herstellungsverfahren.
Beim Entwurf von Teilen mit Hinterschneidungen und Überhängen für den Vakuumguss beeinflussen diese Merkmale die Komplexität der Form, und erfordern ggf. zusätzliche Modifikationen und Abwägungen.
Dabei handelt es sich um grundsätzliche Charakteristika des Projekts oder der Oberfläche des Werkzeugs bzw. der Form. In bestimmten Situationen kann sie das daran hindern, das Werkzeug bzw. der Gussform zu entfernen (da ja ein Teil des erzeugten Teils darüber liegt), weshalb Sie darauf abzielen sollten, Hinterschneidungen nicht tiefer als 15 mm zu erzeugen.
Geprägte Details
Texte und Logos, die entweder vertieft oder geprägt sind, sollten mit einer Mindesttiefe / Höhe von 1 mm und einer Breite von 1 mm gestaltet werden, um die Sichtbarkeit zu gewährleisten. Lassen Sie für das beste Ergebnis mindestens einen Abstand von 1 mm zwischen den Buchstaben.

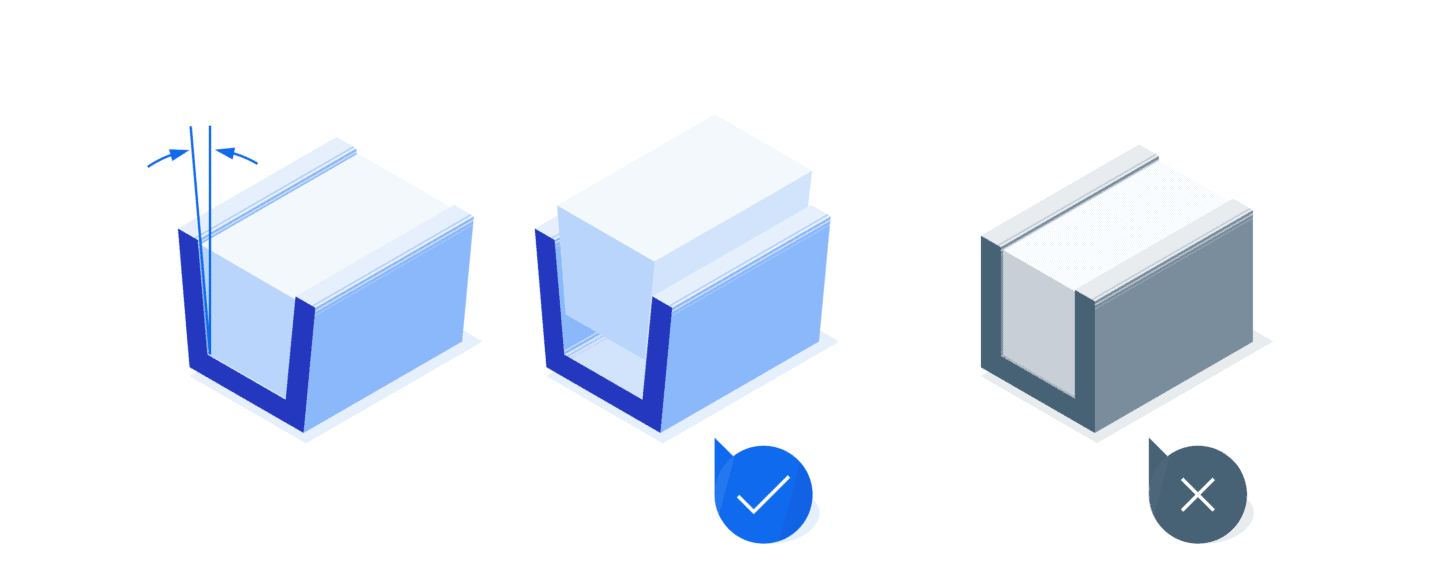
Entformungsschrägen
Beim Vakuumguss ist das Konzept der Entformungsschrägen von entscheidender Bedeutung. Eine Entformungsschräge ist dabei eine leichte Verjüngung, die an den vertikalen Wänden Ihres entworfenen Teils implementiert ist, und die Öffnung der Form etwas breiter als die Basis der Form macht.
Warum ist das so wichtig? Die Antwort liegt hier im Vorgang der Entfernung des Teils aus der Form. Liegen Entformungsschrägen vor, so ist das Teil leichter aus der Form zu entfernen, was wiederum das Risiko von Beschädigungen verringert.
Im Idealfall sollte Ihr Entwurf Entformungsschrägen von 1 bis 2 Grad beinhalten. Der optimale Entformungswinkel hängt jedoch von der Geometrie ihres Teils und dem verwendeten Material ab. Dieses einfache und dennoch sehr effektive Element kann die Langlebigkeit Ihrer Formen signifikant erhöhen, und zusätzlich die Gesamtqualität des Gusses verbessern.

Zusammenfassung der Best Practices
| Wandstärke | Mindestens 0,75 – 1,0 mm |
| Dome / Schraubdome | Mindesthöhe von 1,0 mm; Mindestdurchmesser von 1,0 mm |
| Wandstärke für Dome | Nicht mehr als 60% der Wandstärke |
| Riddenstärke | Nicht mehr als 60% der Wandstärke |
| Rippenhöhe | Nicht mehr als das 3x der Rippenstärke |
| Vertiefe oder Geprägte Details | Mindesttiefe 1,0 mm; Mindestbreite 1,0 mm |
| Entformungsschrägen | Mindestens 1 bis 2 Grad |
Design mit Blick auf das Material
Im Vakuumguss beeinflusst die Wahl des Materials entscheidend Ihren Entwurf. Verschiedene Materialien haben unterschiedliche Grade der Flexibilität, Festigkeit und Temperaturbeständigkeit, wodurch es entscheidend ist, diese Faktoren beim Entwurf mit einzubeziehen.
Arbeiten Sie zum Beispiel mit einem Material mit hoher Flexibilität, bedenken Sie, dass Ihr Entwurf das potenzielle Verbiegen kompensieren kann, ohne die Funktionalität zu kompromittieren. Andererseits sollten Sie bei sehr steifen Materialien sicherstellen, dass es nicht zu Spannungskonzentrationen im Entwurf kommt, die zu Rissen oder dem kompletten Versagen führen können.
Denken Sie daran, dass es beim erfolgreichen Entwerfen nicht nur um die Geometrie des Teils geht, sondern auch, wie diese Geometrie mit den Eigenschaften des gewählten Materials interagiert.
Umgießen von Insert-Teilen / Einsatzstücken
Beispielhaft für diese Art der Anwendung sind Soft-Feel-Griffe an taktilen Produkten wie Haarbürsten oder Controllern. Als Verfahren ist es zudem für die Entwicklung medizinischer Produkte beliebt, von Medikamentenverabreichungsgeräten, Konsumgütern und Automobilverkleidungen.
Da es sich bei beiden Materialien (weicher Griff und harter Kern) um PU-Typen handelt, und das Umgießen oder auch Umspritzen durchgeführt wird, bevor das Primärformteil ausgehärtet ist, ist die Verbindung zwischen den beiden Materialien besonders stark, was zu einem Teil führt, dass dafür geeignet ist Belastungen standzuhalten.
Was kann mit Vakuumguss umgossen / umgespritzt werden?
Die besten Ergebnisse werden beim Umspritzen eines (noch nicht vollständig ausgehärteten) PU-Teils erzielt. Zudem können CNC-bearbeitete Kunststoff- oder Metallteile umgespritzt werden, sowie modifizierte Teile aus der Produktion.
Wir verwenden in der Regel Zukaufteile für das Umspritzen, um zum Beispiel einem Teil Gewindeeinsätze oder elektrische Kontakte hinzuzufügen, oder intern gefertigte CNC-bearbeitete Teile zu integrieren, wenn es um Elemente geht, die sehr enge Toleranzen benötigen. Sollten mehrere Einsatzstücke erforderlich sein, so kann in der CNC-Bearbeitung eine Vorrichtung erzeugt werden, die sicherstellt, dass alle Einsätze relativ zueinander und zum Gusshohlraum genau verortet sind.


Fazit
Zusammenfassend ist zu sagen, dass die Beherrschung der Kunst des Designs für den Vakuumguss von größter Bedeutung ist, um eine überlegene Qualität der Teile zu erzielen, die Produktionseffizienz zu optimieren und den Projekterfolg sicherzustellen. Durch die Einhaltung der Best Practices und der dargestellten Betrachtungen können Ingenieure und Konstrukteure das volle Potential der Vakuumgusstechnologie ausschöpfen.






Comment(0)