 Europe
Europe  Türkiye
Türkiye 

La coulée sous vide, également connue sous le nom de coulée d’uréthane, est un outillage souple et une méthode de production à faible volume qui fournit des pièces à plus faible volume avec une qualité similaire au moulage par injection mais avec des délais de livraison beaucoup plus courts. C’est un excellent procédé de fabrication pour créer une petite série de pièces en plastique ou en caoutchouc à partir d’une gamme de thermoplastiques, de caoutchoucs et de résines.
Processus et caractéristiques de la coulée sous vide
Comment fonctionne la coulée sous vide ?
Le processus de coulée sous vide de silicone comprend trois étapes principales :
- Construction d’un modèle maître en utilisant l’impression 3D (via SLA ou SLS) ou l’usinage CNC
- Construction d’un outil en silicone en versant du caoutchouc de silicone liquide autour du motif principal, puis en le durcissant dans une chambre à vide
- Versement de la résine dans la cavité pour créer une réplique de qualité de type production. Le processus offre une plus grande liberté et une plus grande flexibilité dans la production de pièces par rapport aux autres technologies de fabrication
Caractéristiques de la coulée sous vide
| Taille maximale | Jusqu’à 2000 x 1000 mm |
| Matériaux de coulée sous vide |
|
| Surface | Pratiquement tous les types de surfaces VDI |
| Épaisseur de paroi | Pas plus de 3,5 mm pour un bon résultat |
| Durée de vie moyenne du moule | 10 à 20 utilisations |
Considérations relatives au processus de coulée sous vide
Les considérations concernant le processus de production par coulée sous vide sont également importantes à noter :
- Qualité de surface : même les moindres détails seront reproduits dans le moule en silicone. Par conséquent, pour de meilleurs résultats, il est essentiel d’éliminer les défauts de surface pour obtenir une finition impeccable et une texture de surface lisse sur le modèle maître.
- Moule : Les moules en silicone se déprécient avec l’utilisation. Par conséquent, en fonction de facteurs tels que la complexité de la pièce et le choix du matériau, le moule ne peut durer qu’environ 10 à 20 utilisations en moyenne.
Conseils de design pour la coulée sous vide
Pour tirer pleinement parti de cette technologie, il est important que votre modèle 3D suive de près un ensemble de recommandations géométriques.
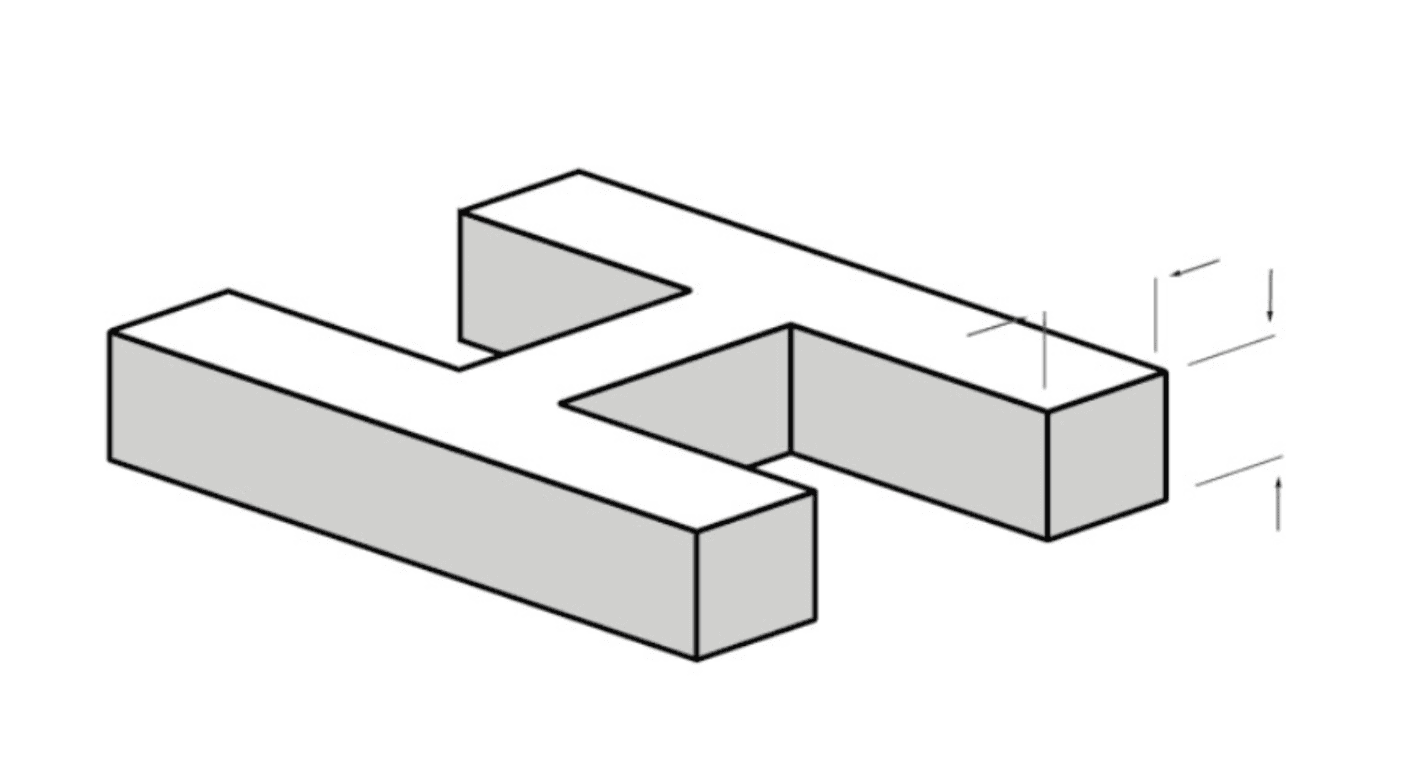
Épaisseur de paroi
Le maintien d’une épaisseur de paroi constante dans votre design est crucial pour une coulée sous vide réussie. Lorsque l’épaisseur de la paroi varie considérablement, certaines sections de la pièce peuvent refroidir et durcir à des vitesses différentes, entraînant des déformations ou des points faibles.

En général, nous recommandons une épaisseur de paroi minimale de 0,75 mm à 1,5 mm pour les pièces de petite à moyenne taille, les pièces plus grandes nécessitant une épaisseur plus importante. Cependant, l’épaisseur optimale peut dépendre de votre projet spécifique et du matériau sélectionné.
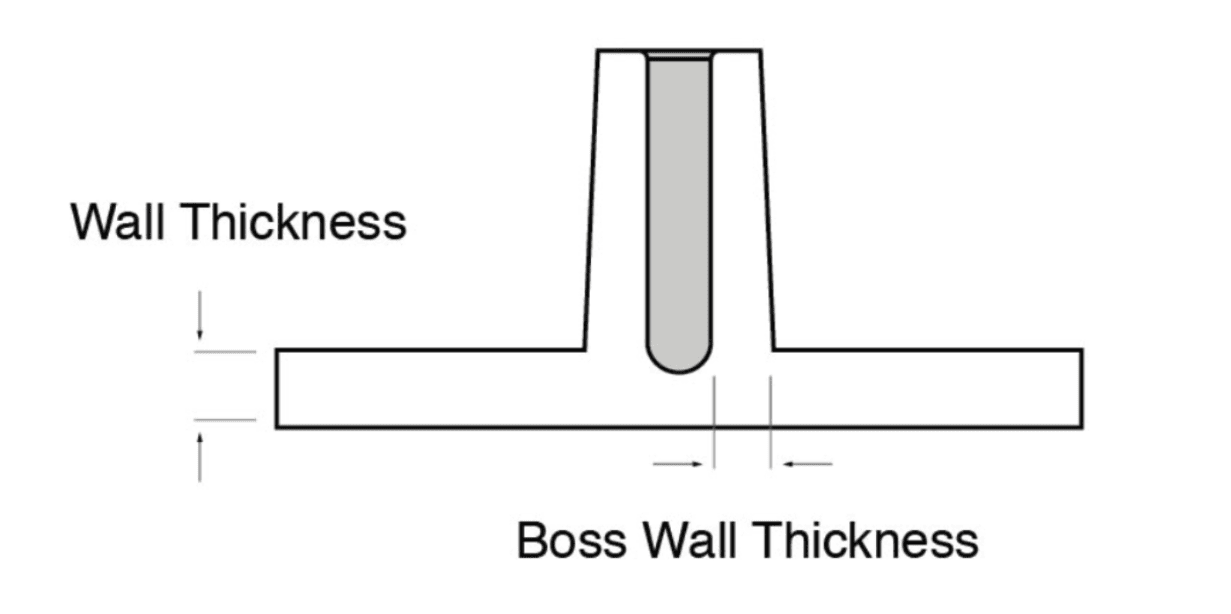
Bossages
Les bossages doivent avoir une hauteur et un diamètre minimum de 1 mm, et l’épaisseur de paroi pour les bossages ne doit pas dépasser 60 % de l’épaisseur nominale pour minimiser l’affaissement.

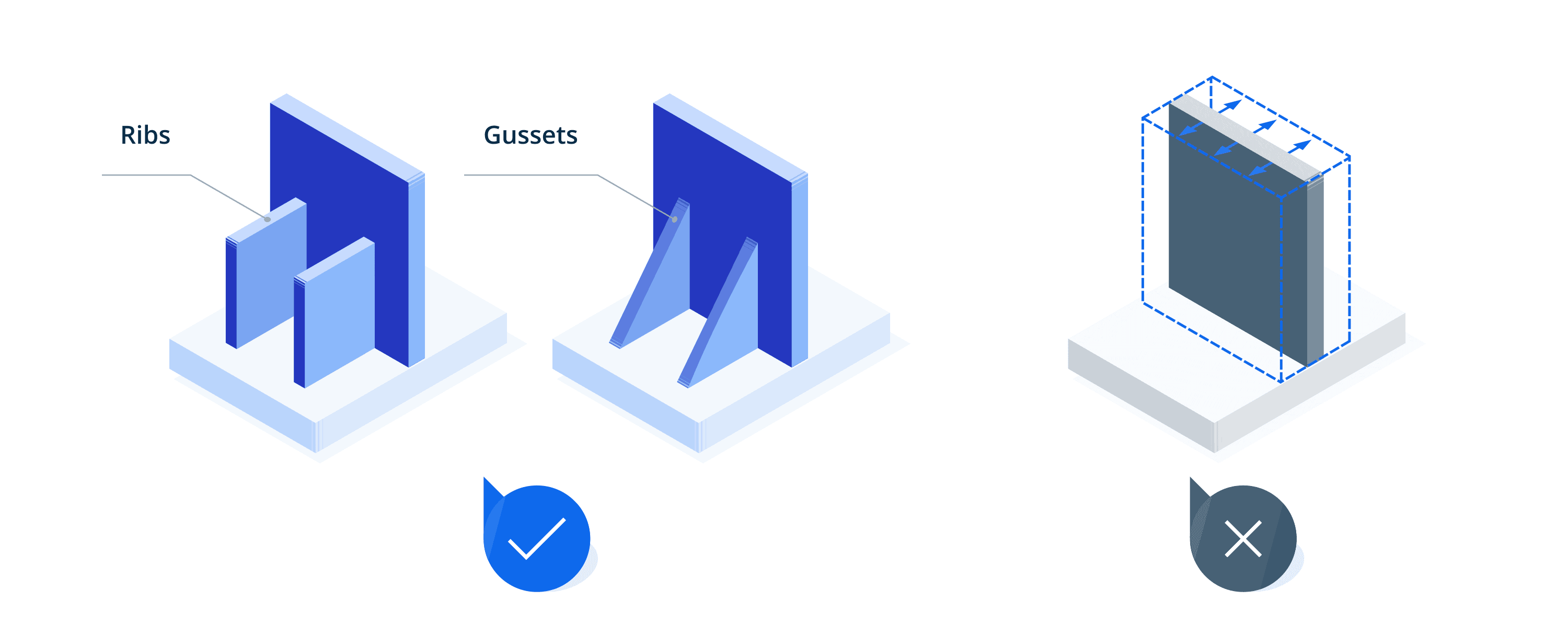
Nervures
Des nervures peuvent être ajoutées aux grandes surfaces plates pour plus de résistance et pour réduire le gauchissement. L’épaisseur de la nervure doit être inférieure à l’épaisseur de la paroi pour minimiser les effets de retrait et d’affaissement. Les experts recommandent que l’épaisseur des nervures ne dépasse pas 60 % de l’épaisseur nominale des parois, et que la hauteur des nervures soit limitée à moins de trois fois son épaisseur.

Contre-dépouilles
Les contre-dépouilles et les surplombs font référence aux éléments d’une pièce qui sont cachées ou s’étendent sur une cavité, ce qui les rend difficiles à mouler et à couler. Pourtant, l’un des avantages de la coulée sous vide est sa capacité à gérer les contre-dépouilles et les surplombs plus efficacement que les autres méthodes de fabrication.
Lors du design de pièces avec des contre-dépouilles ou des surplombs pour la coulée sous vide, ces éléments auront un impact sur la complexité du moule et peuvent nécessiter des considérations ou des modifications supplémentaires.
Ce sont les caractéristiques du projet depuis ou vers la surface de l’outil. Dans certaines situations, cela peut vous empêcher d’extraire le composant de l’outil, vous devez donc viser à obtenir une contre-dépouille ne dépassant pas 15 mm de profondeur.
Détails gaufrés
Les textes et les logos gaufrés ou en relief doivent être conçus avec une profondeur/hauteur minimale de 1 mm et une largeur de 1 mm pour assurer une bonne visibilité. Pour de meilleurs résultats, laissez un espace de 1 mm entre les lettres.

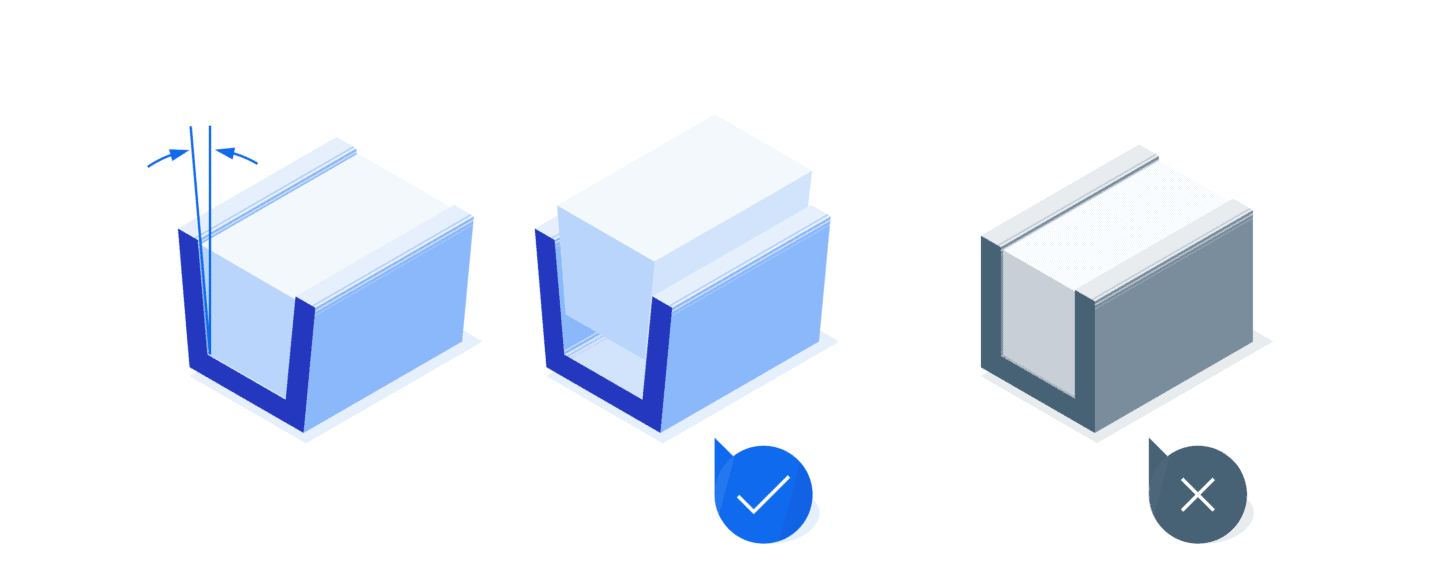
Angles de dégagement
Pour la coulée sous vide, le concept d’angle de dégagement est vital. Un angle de dégagement est une forme légèrement conique appliquée sur les parois verticales de votre design de pièce, rendant l’ouverture du moule légèrement plus grande que sa base.
Mais pourquoi est-ce important ? La réponse se trouve dans le processus de retrait de la pièce. Lorsque votre design comprend des angles de dégagement, cela permet de retirer plus facilement la pièce moulée du moule, réduisant ainsi le risque de dommages.
Idéalement, votre design devrait inclure des angles de dégagement d’au moins 1 à 2 degrés. Cependant, l’angle de dégagement optimal peut dépendre de la géométrie de votre pièce et du matériau utilisé. Cet élément simple mais efficace peut considérablement améliorer la longévité de vos moules et la qualité globale de vos pièces moulées.

Résumé des bonnes pratiques
| Épaisseur de paroi | Au moins 0,75 à 1,0 mm |
| Bossages | Hauteur minimale de 1,0 mm ; diamètre minimal de 1,0 mm |
| Épaisseur de paroi pour les bossages | Pas plus de 60 % de l’épaisseur de la paroi |
| Épaisseur de nervure | Pas plus de 60 % de l’épaisseur de la paroi |
| Hauteur de nervure | Pas plus de 3 fois l’épaisseur de la nervure |
| Détails gravés et gaufrés | Profondeur minimale de 1,0 mm ; largeur minimale de 1,0 mm |
| Angles de dégagement | Au moins 1 à 2 degrés |
Concevoir en fonction des propriétés du matériau
Dans la coulée sous vide, le choix du matériau peut avoir un impact significatif sur votre design. Chaque matériau a un niveau différent de flexibilité, de résistance et de résistance à la température, et il est essentiel de prendre en compte ces facteurs lors du design de votre pièce.
Par exemple, si vous travaillez avec un matériau qui a une grande flexibilité, demandez-vous si votre design peut s’adapter à une flexion potentielle sans compromettre la fonctionnalité de la pièce. D’autre part, si votre matériau a un niveau de rigidité élevé, assurez-vous que votre design n’est pas soumis à des concentrations de contraintes qui pourraient entraîner des fissures ou des défaillances.
Rappelez-vous qu’un design réussi concerne non seulement la géométrie de la pièce, mais aussi la façon dont cette géométrie interagit avec les propriétés du matériau que vous avez choisi.
Insérer le matériel de moulage
Des exemples d’applications incluent des poignées douces au toucher sur des produits tactiles tels que des brosses à cheveux ou des contrôleurs portables. C’est également un processus populaire lors du développement d’appareils médicaux, de dispositifs de distribution de médicaments, de biens de consommation et de garnitures automobiles.
Étant donné que les deux matériaux sont des qualités de PU et que le surmoulage est effectué avant que le moulage primaire ne soit complètement durci, la liaison entre les deux matériaux est très forte, ce qui donne une pièce adaptée à une utilisation dans des essais de manipulation.
Que peut-on surmouler avec la coulée sous vide ?
Les meilleurs résultats sont obtenus lors du surmoulage d’un moulage en PU. Cependant, nous pouvons également surmouler des pièces en plastique ou en métal qui ont été usinées par CNC, ainsi que des pièces de production modifiées.
Nous utilisons généralement le moulage par insertion pour équiper une pièce avec des pièces intégrées telles que des inserts filetés ou des contacts électriques, ou des pièces que nous avons usinées CNC en interne lorsqu’il est essentiel d’avoir des éléments avec des tolérances serrées. Lorsque plusieurs inserts sont nécessaires, nous pouvons usiner par CNC une fixation pour garantir qu’ils sont positionnés avec précision les uns par rapport aux autres et à la cavité du moule.


Conclusion
En conclusion, la maîtrise de l’art du design pour la coulée sous vide est primordiale pour obtenir une qualité de pièce supérieure, optimiser l’efficacité de la production et assurer le succès du projet. En respectant les considérations et les meilleures pratiques décrites ici, les ingénieurs et les designers peuvent libérer tout le potentiel de la technologie de coulée sous vide.





Comment(0)