 Europe
Europe  Türkiye
Türkiye 

La fundición al vacío, también conocida como fundición de uretano, es un método de fabricación de herramientas blandas y de bajo volumen que proporciona piezas de menor volumen con una calidad similar a la del moldeo por inyección, pero con plazos de entrega mucho más cortos. Es un proceso de fabricación excelente para crear pequeñas series de piezas de plástico o caucho a partir de una gama de termoplásticos, cauchos y resinas.
Proceso y características de la fundición al vacío
¿Cómo funciona la fundición al vacío?
El proceso de fundición al vacío con silicona consta de tres etapas principales:
- Creación de un modelo maestro mediante impresión 3D (por SLA o SLS) o mecanizado CNC
- Construcción del molde de silicona mediante el vertido de caucho de silicona líquida alrededor del patrón maestro y su posterior curado en una cámara de vacío.
- Vertido de resina en la cavidad del molde para crear una réplica similar a la de producción. El proceso proporciona mayor libertad y flexibilidad en la producción de piezas en comparación con otras tecnologías de fabricación
Características de la fundición en vacío
| Tamaño máximo | Hasta 2000 x 1000 mm |
| Fundición al vacío, materiales |
|
| Superficie | Prácticamente todos los tipos de superficies VDI |
| Espesor de pared | No más de 3,5 mm para un buen resultado |
| Vida media del molde | 10-20 tiradas |
Consideraciones sobre el proceso de fundición al vacío
También es importante tener en cuenta las consideraciones relativas al proceso de producción de la fundición al vacío:
- Calidad de la superficie: Hasta el más mínimo detalle se reproducirá en el molde de silicona. De ahí que, para obtener mejores resultados, es esencial eliminar los defectos de la superficie para conseguir un acabado impecable y una textura superficial lisa en el modelo maestro.
- Moldes: Los moldes de silicona se degradan con el uso. Por lo tanto, dependiendo de factores como la complejidad de la pieza y la elección del material, el molde solo puede durar unas 10-20 tiradas de media.
Consejos para el diseño de fundición al vacío
Para aprovechar al máximo esta tecnología, es importante que su modelo 3D siga al pie de la letra una serie de recomendaciones geométricas.
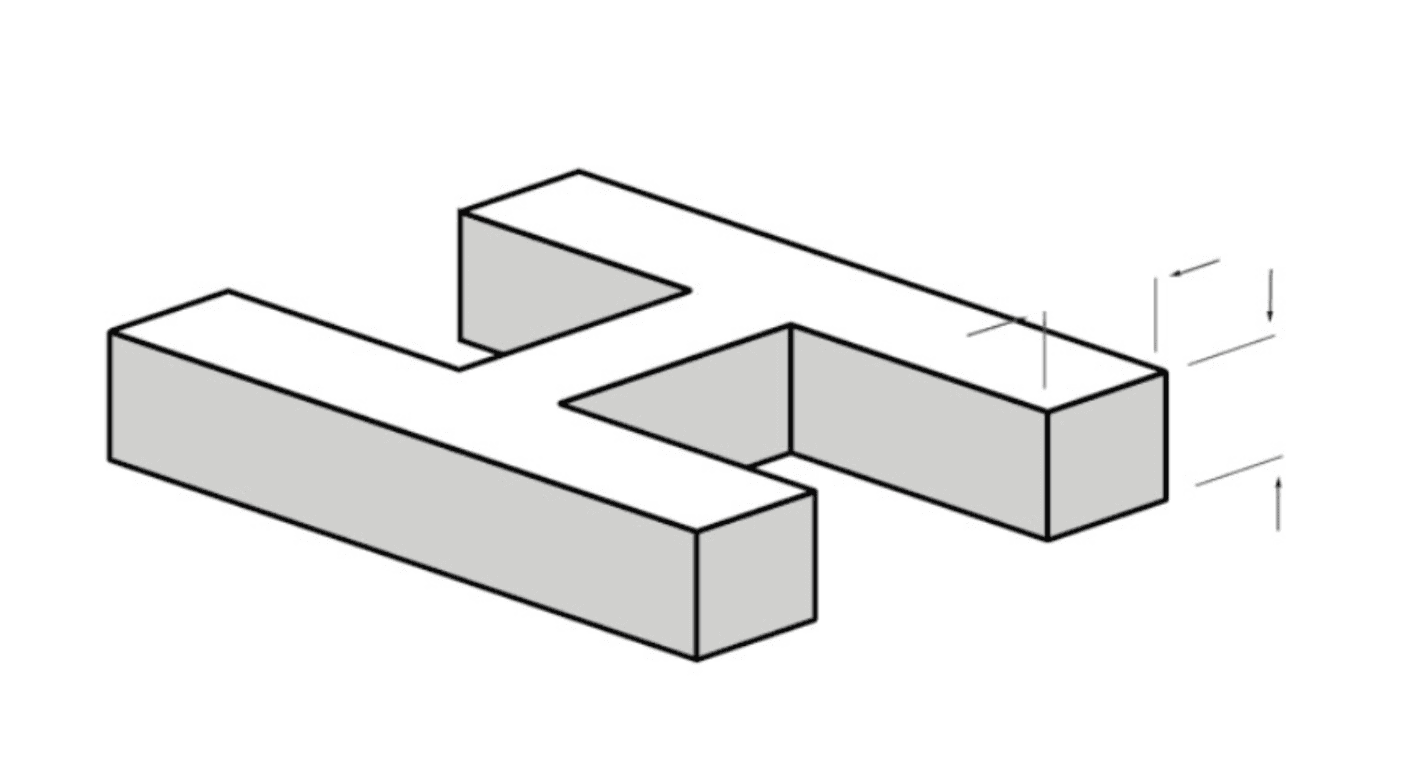
Espesor de pared
Mantener un espesor de pared constante en su diseño es crucial para el éxito de la fundición al vacío. Cuando el espesor de pared varía significativamente, algunas secciones de la pieza pueden enfriarse y curarse a velocidades diferentes, lo que provoca deformidades o puntos débiles.

Por lo general, recomendamos un espesor de pared mínimo de 0,75 mm a 1,5 mm para piezas pequeñas y medianas; las piezas más grandes requieren un espesor mayor. Sin embargo, el espesor óptimo puede depender de su proyecto específico y del material seleccionado.
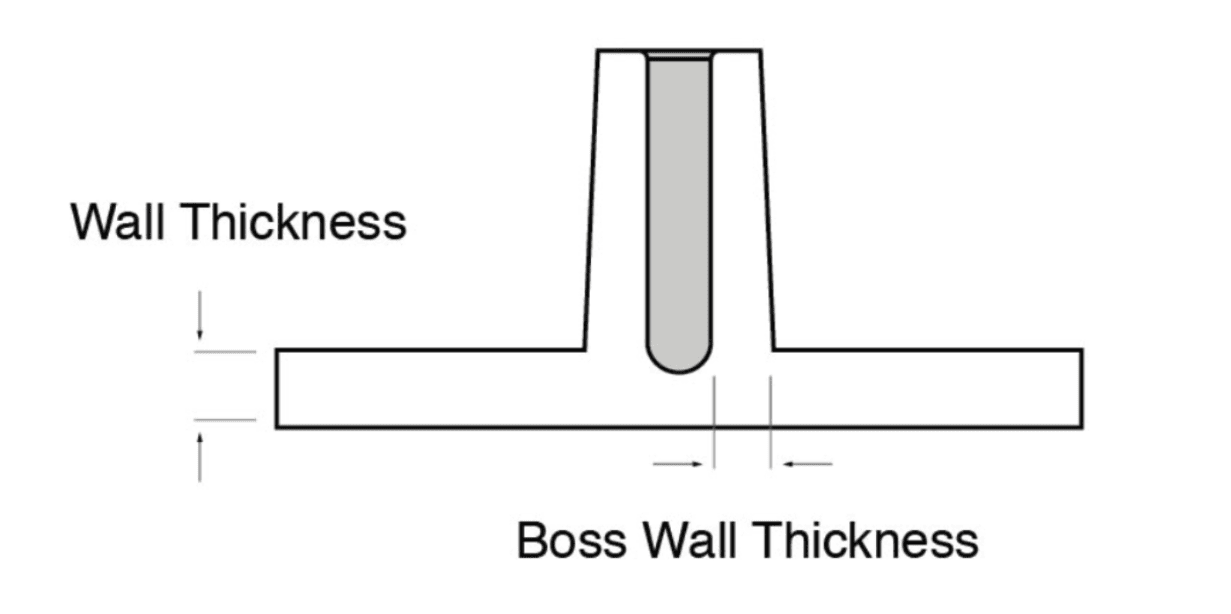
Mangas
Las mangas deben tener una altura y un diámetro mínimos de 1 mm, y el grosor de la pared de las mangas no debe ser superior al 60% del grosor nominal para minimizar el hundimiento.

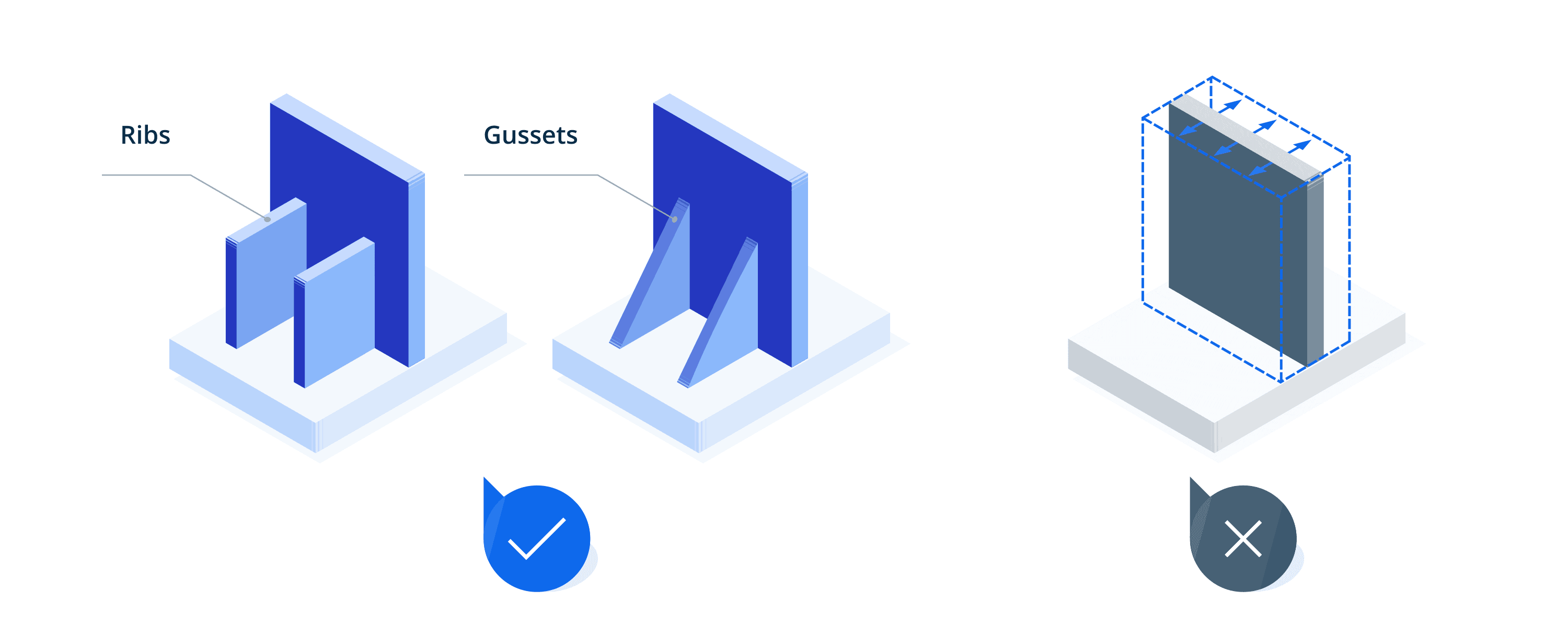
Nervios
Los nervios pueden añadirse a grandes áreas planas para reforzarlas y reducir el alabeo. El espesor de los nervios debe ser inferior al de la pared para minimizar los efectos de contracción y hundimiento. Los expertos recomiendan que el espesor del nervio no supere el 60% del espesor nominal de la pared, y que la altura del nervio se limite a menos de tres veces su espesor.

Rebajes
Los rebajes y voladizos se refieren a las características de una pieza que están ocultas o se extienden sobre una cavidad, lo que dificulta su moldeo y fundición. Sin embargo, una de las ventajas del moldeo por vacío es su capacidad para tratar los rebajes y resaltes con mayor eficacia que otros métodos de fabricación.
Al diseñar piezas con rebajes o resaltes para el moldeo por vacío, estas características repercutirán en la complejidad del molde y pueden requerir consideraciones o modificaciones adicionales.
Estas son las características del proyecto desde o hacia la superficie de la herramienta. En determinadas situaciones, esto puede impedirle extraer el componente de la herramienta, por lo que debe procurar que el rebaje no supere los 15 mm de profundidad.
Detalles en relieve
Los textos y logotipos grabados o en relieve deben diseñarse con una profundidad/altura mínima de 1 mm y una anchura de 1 mm para garantizar su visibilidad. Para obtener mejores resultados, deje un espacio de 1 mm entre las letras.

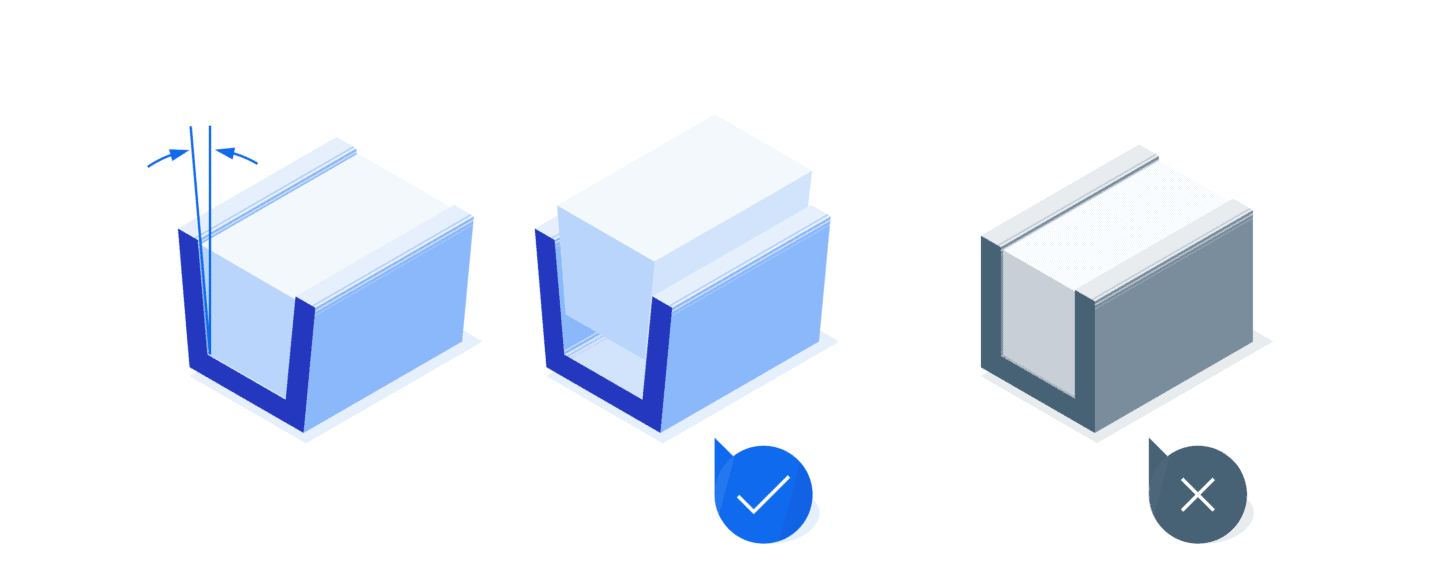
Ángulos de desmoldeo
En la fundición al vacío, el concepto de ángulo de desmoldeo es vital. Un ángulo de desmoldeo es una ligera conicidad implementada en las paredes verticales del diseño de la pieza, que hace que la abertura del molde sea ligeramente mayor que su base.
Pero, ¿por qué es importante? La respuesta está en el proceso de extracción de la pieza. Cuando su diseño incluye ángulos de desmoldeo, la pieza fundida puede desmoldearse más fácilmente, lo que reduce el riesgo de daños.
Lo ideal es que su diseño incluya ángulos de desmoldeo de al menos 1 ó 2 grados. Sin embargo, el ángulo de desmoldeo óptimo puede depender de la geometría de la pieza y del material utilizado.
Este elemento sencillo pero eficaz puede mejorar significativamente la vida útil de sus moldes y la calidad general de sus piezas de fundición.

Resumen de las mejores prácticas de diseño
| Espesor de pared | Al menos 0,75-1,0 mm |
| Mangas | Altura mínima de 1,0 mm; diámetro mínimo de 1,0 mm |
| Espesor de pared para mangas | No más del 60% del espesor de la pared |
| Espesor de nervio | No más del 60% del espesor de la pared |
| Altura de nervio | No más de 3 veces el espesor del nervio |
| Detalles grabados y en relieve | Profundidad mínima de 1,0 mm; anchura mínima de 1,0 mm |
| Ángulos de desmoldeo | Al menos entre 1 ó 2 grados |
Diseño en función de las propiedades de los materiales
En la fundición al vacío, la elección del material puede influir significativamente en el diseño. Los distintos materiales tienen diferentes niveles de flexibilidad, fuerza y resistencia a la temperatura, por lo que es esencial tener en cuenta estos factores a la hora de diseñar la pieza.
Por ejemplo, si trabaja con un material muy flexible, considere si su diseño puede adaptarse a posibles flexiones sin comprometer la funcionalidad de la pieza. Por otro lado, si su material tiene un alto nivel de rigidez, asegúrese de que su diseño no está sujeto a concentraciones de tensión que puedan provocar grietas o fallos.
Recuerde que el éxito de un diseño no depende sólo de la geometría de la pieza, sino también de cómo esa geometría se combina con las propiedades del material elegido.
Inserción de accesorios en el moldeado
Algunos ejemplos de aplicaciones son los agarres suaves en productos táctiles como cepillos para el pelo o mandos a distancia. También es un proceso popular en el desarrollo de dispositivos médicos, dispositivos de administración de fármacos, bienes de consumo y embellecedores de automóviles.
Como ambos materiales son grados de PU y el sobremoldeo se realiza antes de que el moldeo primario se haya curado completamente, la unión entre los dos materiales es muy fuerte, lo que da como resultado una pieza apta para su uso en ensayos de manipulación.
¿Qué se puede sobremoldear con fundición al vacío?
Los mejores resultados se obtienen al sobremoldear una pieza de fundición de PU. No obstante, también se pueden sobremoldear piezas de plástico o metal mecanizadas mediante CNC, así como piezas de producción modificadas.
Se suele utilizar el moldeo por inserción para equipar una pieza con piezas adquiridas, como insertos roscados o contactos eléctricos, o piezas mecanizadas por CNC en la propia empresa cuando es fundamental contar con características con tolerancias estrechas. Cuando se necesitan varios insertos, podemos mecanizar por CNC una fijación para garantizar que estén situados con precisión entre sí y en relación con la cavidad del molde.


Conclusión
En definitiva, dominar el arte del diseño de la fundición en vacío es primordial para lograr una calidad superior de las piezas, optimizar la eficiencia de la producción y garantizar el éxito del proyecto. Siguiendo las consideraciones y las mejores prácticas descritas, los ingenieros y diseñadores pueden liberar todo el potencial de la tecnología de fundición al vacío.





Comment(0)