 Europe
Europe  Türkiye
Türkiye 

Lo stampaggio ad iniezione, una forma di fusione modernizzata e molto più avanzata, è uno dei metodi di produzione sviluppati negli anni che consente di accelerare e migliorare la produzione di diversi prodotti. La velocità e la facilità di produzione sono considerazioni fondamentali nella produzione, in particolare la produzione in serie, poiché comportano numerosi vantaggi. Questi vantaggi includono costi di sviluppo inferiori, maggiore accuratezza delle previsione manifatturiere, innovazione più rapida e maggiore quota sul mercato.
Che cos’è lo stampaggio a iniezione?
Lo stampaggio a iniezione è un processo di fabbricazione in cui il materiale fuso viene iniettato in uno stampo già preparato e lasciato raffreddare. Al raffreddamento, il materiale si solidifica e prende la forma dello stampo, prima di essere espulso. Sebbene questo processo possa essere utilizzato per produzioni una tantum, viene solitamente utilizzato nella produzione di massa di parti identiche. I materiali più comunemente usati nello stampaggio a iniezione sono la plastica o gli elastomeri.


Grazie all’elevata velocità di produzione e alla consistenza di qualità, lo stampaggio a iniezione è ampiamente utilizzata in diversi settori per creare parti come componenti elettrici, parti di automobili, materie plastiche di consumo di base, parti di mobili e molto altro.

Come funziona lo stampaggio a iniezione?
Una speciale macchina per questo processo esegue lo stampaggio a iniezione. Il processo produttivo si articola nelle varie fasi di seguito elencate:
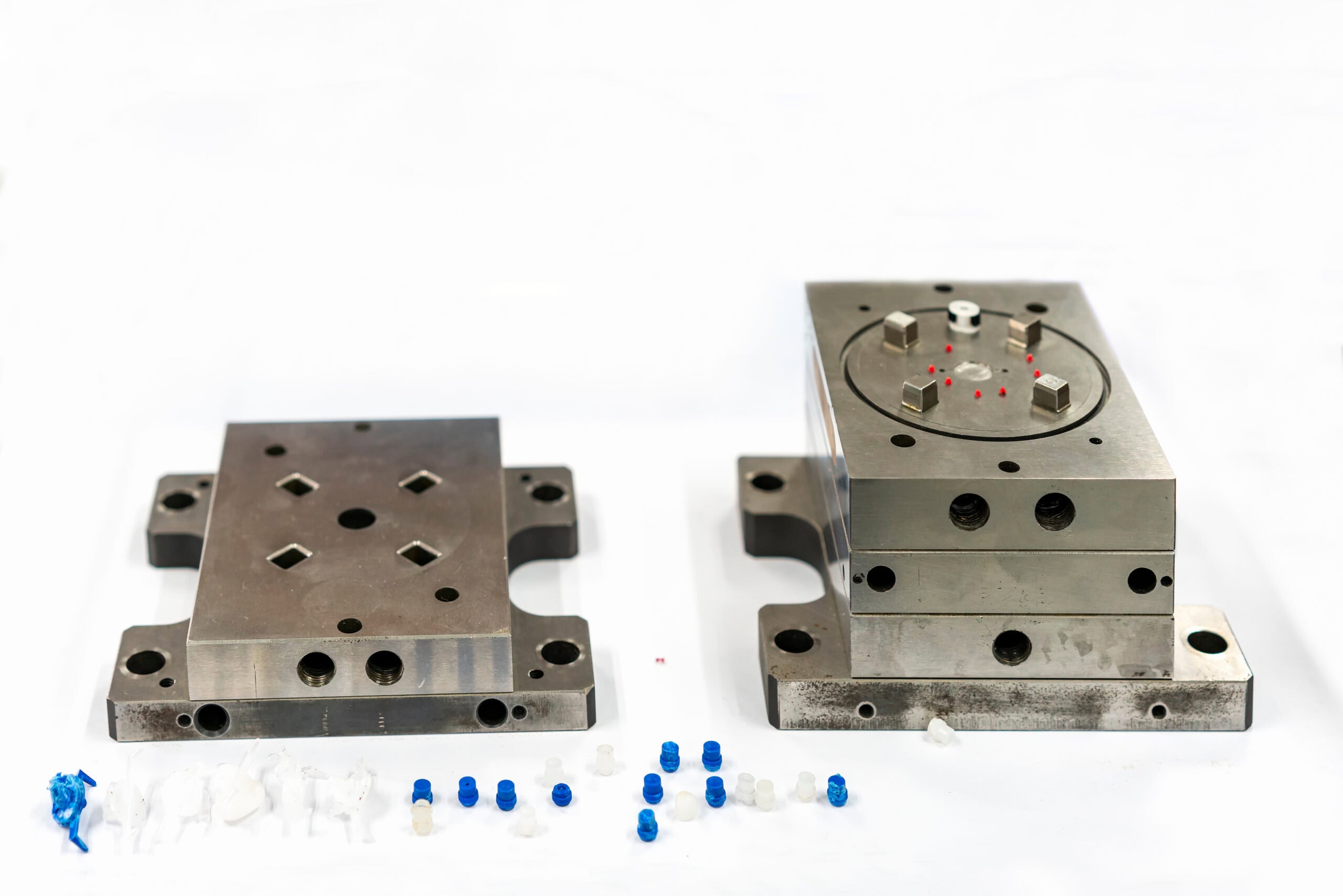
Passo 1 – Creazione dello stampo
Il primo passo nello stampaggio a iniezione è la creazione dello stampo. Lo stampo per la parte da produrre è progettato secondo le specifiche del modello 3D, utilizzando il CAD, rispettando diverse linee guida della stampa a iniezione. Viene quindi prodotto in due parti, solitamente utilizzando la lavorazione CNC. Gli stampi sono realizzati in metallo (principalmente acciaio o alluminio).
Passo 2 – Iniezione
Le metà separate dello stampo vengono posizionate e tenute insieme saldamente dalla pinza di bloccaggio della pressa ad iniezione. Sotto forma di granuli o pellet, la materia prima viene introdotta in un barile dove viene riscaldata ad alta temperatura e pressione fino alla fusione. Una volta allo stato fuso, il materiale viene immediatamente iniettato nella cavità, riempiendo l’intero spazio nello stampo. Quindi si raffredda e si solidifica, seguendo la forma dello stampo.
Passo 3 – Espulsione e finitura
Dopo che il materiale si è completamente raffreddato e solidificato, lo stampo viene aperto dall’unità di chiusura e il pezzo solido finito viene espulso. Il pezzo finito viene sottoposto ad alcune operazioni di post-lavorazione. Queste operazioni comprendono la rimozione del materiale in eccesso e della struttura di supporto, la finitura superficiale e, se necessario, la verniciatura, la galvanizzazione, il trattamento termico, ecc.
Altri processi di stampaggio a iniezione
Esistono altre forme di stampaggio a iniezione diverse dal processo descritto.
Sovrastampaggio
Il sovrastampaggio è un processo di stampa a iniezione che consente di creare una parte da due materiali diversi. Il primo materiale viene stampato e, prima del raffreddamento, viene introdotto il materiale di sovrastampa, creando solidi legami tra il supporto e il materiale di sovrastampaggio. Questa tecnica viene utilizzata per creare oggetti multimateriali con caratteristiche estetiche e funzionalità migliorate, eliminando la necessità di operazioni secondarie.
Stampaggio a inserti
Lo stampaggio a inserto è simile al sovrastampaggio. In questa tecnica un oggetto preformato viene inserito nello stampo prima che venga versato il materiale fuso. Con l’intento di inserire il materiale preformato nell’oggetto stampato. Un esempio applicato della stampa con inserti è rappresentato dal posizionamento di fori per viti metalliche nelle parti in plastica.
Stampaggio ad iniezione di metalli
In questo processo, il metallo finemente polverizzato viene combinato con cera, leganti di polipropilene o altri polimeri per formare una miscela di materie prime. Viene poi iniettato nello stampo e lasciato raffreddare. Una volta che si è solidificato, una parte del legante viene rimossa utilizzando metodi come il processo catalitico e l’uso di solventi.
Pressofusione
Il processo di pressofusione, noto anche come pressofusione ad alta pressione, è l’iniezione di metallo fuso ad alta pressione in una cavità dello stampo. Il processo è il seguente:
- –
- Per prima cosa si preparano le matrici (stampi), eseguendo la lubrificazione della cavità dello stampo per facilitare la rimozione della fusione e per controllare la temperatura.
- Successivamente, la fusione viene chiusa e iniettata con metalli fusi a una pressione relativamente elevata tra 1500psi e 25400psi.
I prodotti di pressofusione sono realizzati con metalli non ferrosi come rame, zinco, alluminio e piombo.
Iniezione a pareti sottili
Questo processo di stampaggio a iniezione viene utilizzato per creare parti in plastica con pareti molto sottili ad esempio imballaggi per alimenti, parti di apparecchiature e dispositivi di laboratorio. Le dimensioni di queste parti sono maggiori del loro spessore. Questo processo di creazione di pareti sottili è più complesso di altri processi.
Microstampaggio ad iniezione
Proprio come suggerisce il nome, il “micro stampaggio a iniezione” è un processo di stampa utilizzato per produrre minuscole parti in plastica con pesi da circa 1 a 0,1 grammi. Ciò facilita la produzione di micro-componenti con geometrie differenti e elaborate con la massima precisione e accuratezza.
Stampaggio a iniezione assistita da gas
Nella produzione di parti in plastica molto spesse mediante stampaggio ad iniezione, c’è il rischio di ottenere parti deformate a causa del processo di raffreddamento della plastica fusa. Questo fenomeno viene evitato con l’iniezione assistita da gas. Quando la plastica fusa si solidifica, il gas viene introdotto nello stampo da canali di gas, producendo superfici lisce.


Vantaggi dello stampaggio a iniezione
Lo stampaggio a iniezione, come processo di fabbricazione, presenta numerosi vantaggi. Alcuni di questi sono i seguenti:
Alto rendimento di produzione
Questo è uno dei vantaggi più importanti di questo processo. La lavorazione richiede tra 20 e 120 secondi per completare un ciclo, consentendo di creare centinaia di parti all’ora.
Costo di lavorazione minimo
Il processo di stampaggio a iniezione è completamente automatizzato e può essere gestito da un solo operatore. Pertanto, il costo di produzione viene ridotto grazie al numero ridotto di ugelli.
Flessibilità di progettazione
Lo stampaggio a iniezione consente ai produttori di creare disegni vari indipendentemente dalla loro complessità e elaborazione.
Consistenza di qualità
Questo processo segue uno schema sequenziale nella creazione di parti identiche. Quindi la qualità del primo rimane paragonabile a quella del secondo, del terzo e del successivo.


Scarti ridotti
A differenza di altri processi di produzione come la lavorazione CNC che asporta parti sostanziali di materiale, lo stampaggio a iniezione produce pochissimi scarti. I pochi materiali inutilizzati possono essere raccolti e riciclati.
Compatibilità di molteplici materiali
Con questo processo, è possibile utilizzare più materiali e colori contemporaneamente. E poiché la parte espulsa ha un aspetto finito, il lavoro di post-elaborazione è limitato o inesistente.
Limiti dello stampaggio a iniezione
Nonostante i suoi molteplici vantaggi, lo stampaggio a iniezione presenta anche alcuni dei seguenti svantaggi.
Difetti visivi della parte
Sebbene il processo sia preciso, nei prodotti finiti possono esistere piccoli difetti dello stampaggio a iniezione. Va detto che le imperfezioni non sono tali da pregiudicare la lavorabilità delle parti. Alcuni difetti sono rappresentati da deformazioni, getto libero, segni di avvallamento, linee di giunzione, linee di saldatura e piccoli vuoti di iniezione.

Costo elevato
I costi di installazione dello stampaggio a iniezione sono elevati. Le macchine e gli strumenti utilizzati sono costosi. È inoltre necessario creare e testare un prototipo dello stampo. Inoltre, ci vogliono operatori molto qualificati per progettare lo stampo, al fine di evitare spese future durante la produzione della parte.
Non adatto per parti di grandi dimensioni
La produzione di grandi parti di uguale densità è piuttosto difficile. Ciò è dovuto ai limiti dello stampo. Le parti grandi dovrebbero essere create come assemblati di parti più piccole e quindi unite.
Conclusione
L’uso dello stampaggio a iniezione in vari settori ha portato alla produzione di pezzi in serie senza soluzione di continuità e precisa in un breve periodo. Attraverso la nostra rete di oltre mille produttori, Xometry Europe offre servizi di stampaggio a iniezione per diverse dozzine di materiali, tra cui plastica ed elastomeri. Basta andare al nostro Motore di Quotazione Istantaneo per caricare il vostro modello e ricevere un preventivo per ordinare le parti.






Comment(3)