 Europe
Europe  Türkiye
Türkiye 
La tecnologia di stampa 3D consente la creazione di progetti di stampi con un livello di complessità che i metodi tradizionali di fabbricazione di stampi, come la lavorazione CNC, non possono raggiungere. Ingegneri e disegnatori di prodotti industriali utilizzano tali stampi in 3D per varie tecnologie di fusione, tra cui la fusione in sabbia e quella a cera persa, consentendo loro di lavorare con una vasta gamma di materiali come metalli, plastiche, siliconi e persino cemento.
Tramite modelli stampati in 3D, il processo di fusione diventa più rapido ed efficiente, riducendo la necessità di una costosa e dispendiosa produzione di stampi, in particolare per la prototipazione e la produzione in piccoli volumi.
Stampa 3D vs. creazione di stampi tradizionali per fusione
Confrontando la produzione additiva con le tecniche tradizionali di fabbricazione di matrici, la stampa 3D eccelle nella prototipazione rapida, nelle geometrie complesse e nella produzione a basso volume, mentre i metodi tradizionali sono più adatti alla produzione ad alto volume con una durata superiore dei materiali e una qualità superficiale superiore. Gli stampi realizzati in 3D offrono elevata precisione, tempi di produzione più rapidi e convenienza per piccoli lotti, oltre a una facile personalizzazione e una maggiore compatibilità con i materiali, rendendoli ideali per la fusione di metallo e silicone.
La tabella seguente illustra le principali differenze tra questi approcci, evidenziandone l’idoneità per diverse applicazioni di fusione.
| Fattore | Stampa 3D | Processo di produzione tradizionale (ad esempio, lavorazione CNC) |
| Applicazioni | • Prototipazione rapida • Produzione in piccoli lotti • Geometrie complesse |
• Produzione di massa • Uso industriale su larga scala |
| Tempo di produzione | • Veloce per prototipazione o progetti personalizzati • Più lento per grandi lotti |
• Più lento per lo stampo iniziale (tempo di configurazione iniziale più lungo) • Più veloce per grandi lotti |
| Costo | • Più basso per piccole tirature e prototipazione • Costoso per la produzione su larga scala |
• Elevato costo iniziale, ma economico per la produzione di massa |
| Flessibilità di Design | • Altamente flessibile • Si adatta facilmente a progetti complessi e intricati |
• Limitato da vincoli di lavorazione • I progetti complessi aumentano i costi e i tempi |
| Materiali | • Limitato a materiali stampabili in 3D come resina, plastica e alcuni metalli |
• Ampia varietà, inclusi metalli, materie plastiche, compositi |
| Dettaglio e precisione | • Finitura superficiale più ruvida • Potrebbe essere necessaria una post-elaborazione |
• Finitura liscia • Superfici di qualità superiore senza troppa post-elaborazione |
| Finitura superficiale | • Finitura superficiale più ruvida • Potrebbe essere necessaria una post-elaborazione |
• Finitura liscia • Superfici di qualità superiore senza troppa post-elaborazione |
| Durabilità | • Meno durevole, soprattutto per applicazioni di fusione ad alta temperatura | • Estremamente durevole • Adatto per applicazioni ad alta temperatura come la fusione di metalli |
Tecnologie e applicazioni di fusione ottimali con gli stampi realizzati in 3D
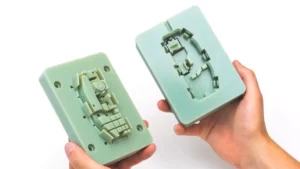
Gli stampi realizzati in 3D, come quelli convenzionali, sono forme cave le cui parti interne conferiscono la forma alla superficie esterna di un materiale liquido, come metallo o plastica. Il materiale di fusione viene versato nello stampo e poi raffreddato fino a diventare solido per realizzare il prodotto finale. Entrambi i tipi di stampi sono progettati a computer, fornendo una rappresentazione virtuale dello stampo.
Per realizzare stampi di fusione si possono impiegare diverse tecnologie di stampa 3D. La scelta della tecnologia dipende spesso da fattori quali il materiale di fusione, la complessità dello stampo e la finitura superficiale desiderata. Le 5 tecnologie di stampa 3D più comunemente utilizzate per la fabbricazione di stampi offrono vantaggi unici in termini di costi, risoluzione e idoneità per diversi materiali:
- Per la fusione di metallo e materiali ad alta temperatura: il DMLS è l’opzione migliore grazie alla sua capacità di produrre stampi in metallo durevoli.
- Per la fusione di plastica o resina con dettagli fini: SLA o PolyJet sono ideali grazie alla loro alta risoluzione e qualità della superficie.
- Per stampi di fusione in sabbia o di grande formato: il Binder Jetting eccelle grazie alla sua capacità di creare stampi di grandi dimensioni con design complessi.
- Per la prototipazione o stampi semplici: FDM è conveniente e ampiamente utilizzato, anche se potrebbe richiedere più post-elaborazione per una finitura superficiale liscia.

Materiali più adatti per stampi realizzati in 3D
La scelta del materiale dello stampo gioca un ruolo fondamentale nel determinare la durevolezza, la precisione e la compatibilità con specifici processi di fusione. I polimeri resistenti alle alte temperature e gli stampi a base di sabbia offrono ciascuno vantaggi distinti a seconda dei requisiti della fusione, come per parti in metallo o plastica.
La tabella seguente descrive i materiali più comunemente utilizzati per gli stampi in 3D, confrontandone i punti di forza, i limiti e le tecnologie ideali per ottenere risultati precisi in varie applicazioni di fusione.
| Materiale dello stampo | Vantaggi | Limiti | Tecnologia adatta | Applicazioni |
| Resina xPEEK | • Elevata resistenza meccanica e rigidità • Eccellente resistenza al calore (fino a 260°C) • Resistenza chimica • Basso assorbimento di umidità |
• La sua fragilità limita la durata sotto stress estremo • Meno adatto per metalli con punto di fusione molto elevati come l’acciaio |
FDM con filamenti PEEK ad alta temperatura | • Stampi per alluminio, oro e altri metalli non ferrosi • Applicazioni in cui è richiesta stabilità alle alte temperature |
| Resina xCERAMIC | • Eccellente stabilità termica •Dimensionalmente stabile ad alte temperature |
• Fragile rispetto ad altri materiali • Costo del materiale più elevato • Richiede post-elaborazione (sinterizzazione) |
Elaborazione digitale della luce (DLP) | • Stampi per metalli ad alto punto di fusione (come l’acciaio) • Anime per microfusione • Componenti industriali ad alta temperatura |
| Sabbia | • Conveniente • Adatto per fusioni su larga scala • Buona conduttività termica |
• Qualità di finitura superficiale limitata • Richiede collanti per conferirle resistenza • Non adatto per dettagli intricati |
Binder Jetting | • Grandi fusioni di metallo (ad esempio, blocchi motore) • Elementi architettonici • Sculture e opere d’arte |
| Silicone | • Elevata flessibilità ed elasticità • Eccellente riproduzione dei dettagli • Facile sformatura • Riutilizzabile per più fusioni |
• Resistenza alla temperatura limitata (fino a 300°C) • Minore durata per produzioni ad alto volume • Sensibile a determinati solventi |
Multi-Material Jetting (PolyJet) con materiali simili al silicone | • Prototipazione di parti in plastica flessibile • Produzione in piccoli volumi di geometrie complesse • Stampi per colata di calcestruzzo o resina |
| Resina Uretano | • Elevata durata e resistenza agli urti • Eccellente finitura superficiale • Buona stabilità dimensionale • Capacità di formatura sotto vuoto |
• Resistenza al calore limitata (fino a 120°C) • Sensibile alla degradazione UV • Potrebbe richiedere agenti distaccanti |
SLA con resine poliuretaniche rigide (ad esempio Somos® PerFORM o SOMOS® Taurus di DSM) |
• Modelli di test funzionali • Modelli master per stampi in silicone |
| Resina simil-ABS | • Buon equilibrio tra resistenza e flessibilità • Adatto per innesti a scatto • Finitura superficiale liscia • Conveniente |
• Resistenza al calore limitata (fino a 80°C) • Tende a deformarsi in parti di grandi dimensioni • Potrebbe richiedere strutture di supporto |
SLA o DLP con resine tipo ABS | • Prototipi funzionali in plastica • Parti ad uso finale per prodotti di consumo • Stampi per fusione a bassa temperatura |
| Resina ad alta temperatura | • Resistenza al calore fino a 300°C • Buona stabilità dimensionale • Adatto alla fusione di metalli • Resistenza chimica |
• Costo più elevato rispetto alle resine standard • Potrebbe richiedere stampanti specializzate • Post-polimerizzazione necessaria per proprietà ottimali |
SLA o DLP con resine ad alta temperatura | • Attrezzature per laminazione di compositi • Dispositivi di prova ad alta temperatura |
Tecnologie come SLS e MJF offrono vantaggi in termini di proprietà meccaniche e capacità di realizzare geometrie complesse. In combinazione con materiali come il nylon caricato con fibra di vetro e polimeri rinforzati al carbonio, questi processi possono realizzare stampi con maggiore resistenza, rigidità e moderata resistenza al calore. Tuttavia, questi materiali hanno un costo più elevato e potrebbero richiedere una gestione precisa. Potrebbe essere necessaria anche la post-elaborazione per ottenere la finitura superficiale desiderata e sigillare eventuali porosità.
La modellazione a deposizione fusa (FDM) con materiali standard è generalmente inadatta alla realizzazione di stampi per applicazioni ad alta temperatura. Il processo di deposizione strato su strato spesso produce strutture porose che possono avere delle perdite di tenuta durante la fusione. Inoltre, i comuni materiali FDM come PLA o ABS possiedono una bassa resistenza al calore e possono deformarsi o fondersi se esposti a metalli fusi o resine ad alta temperatura.
Sebbene questi processi di produzione additiva possano non essere ideali per la fusione di metalli ad alta temperatura, possono essere efficaci in applicazioni a bassa temperatura, fusione di plastica e schiuma o brevi cicli di produzione se progettati e utilizzati in modo appropriato.

Migliori abitudini e suggerimenti di progettazione per stampi realizzati in 3D
Per gli stampi in 3D, ecco una raccolta di alcune buone pratiche e suggerimenti di progettazione:
- Ottimizzare lo spessore della parete: controllare lo spessore della parete del vostro stampo per assicurarvi che possa resistere al materiale di fusione senza rompersi. Le pareti sottili, generalmente considerate inferiori agli 0,8 mm, possono essere soggette a rotture. Al contrario, le pareti troppo spesse (in genere oltre i 3 mm) sprecheranno inutilmente materiali e aumenteranno i tempi di stampa. Per la maggior parte dei processi di stampa 3D, si consiglia uno spessore massimo della parete di 2-3 mm. È fondamentale mantenere uno spessore della parete uniforme in tutta la progettazione per risultati ottimali, bilanciando resistenza con efficienza del materiale e durata della stampa.
- Progettazione per stampi cavi o pieni: gli stampi devono essere cavi per consentire la colata del materiale. Tuttavia, quando si progetta uno stampo, considerare se deve essere un singolo pezzo pieno o una struttura cava con supporto interno. Gli stampi cavi spesso richiedono un supporto interno durante la stampa 3D per evitarne il collasso, che deve essere rimosso dopo la stampa. Al contrario, gli stampi pieni sono più semplici ma possono essere divisi in parti per progetti più complessi. Questo approccio consente una modifica e una gestione più semplici ma richiede anche un attento assemblaggio.
- Incorporare canali e prese d’aria: è possibile stampare i sistemi di canali e prese d’aria direttamente nello stampo. Questa integrazione consente un controllo più preciso sulla progettazione, garantendo un flusso di materiale e una fuoriuscita dell’aria ottimali. Quando si progetta per la stampa 3D, è importante tenere conto di fattori come il restringimento del materiale e la risoluzione della stampante per garantire che canali e prese d’aria funzionino in modo efficace.
- Considerare la divisione dello stampo: per progetti di stampi complessi, scegliere attentamente le linee di divisione per garantire la facilità di rimozione della parte. Dividere lo stampo in più sezioni se necessario ed evitare di posizionare linee di divisione in aree che potrebbero danneggiare la parte fusa o complicare il riassemblaggio. Incorporare perni di allineamento per garantire un allineamento accurato delle metà dello stampo. Questo approccio può anche comportare l’utilizzo di anime per realizzare lavorazioni interne, migliorando la funzionalità dello stampo e la qualità del pezzo fuso finale.
- Post-elaborazione: determinare se sarà necessaria la post-elaborazione dello stampo, ad esempio pulizia, levigatura o sigillatura, a seconda dei casi. Anche se gli stampi realizzati in 3D possiedono una buona precisione dimensionale, la qualità della finitura superficiale spesso necessita di ulteriore attenzione per soddisfare quella della fusione finale.

Stampi prodotti in 3D per una fusione efficiente e precisa
Gli stampi realizzati in 3D hanno migliorato il processo di fusione offrendo una precisione migliorata, tempi di produzione più rapidi e soluzioni convenienti per progetti sia di piccola che larga scala. Scegliendo i materiali giusti, le tecniche di progettazione e le tecnologie di stampa 3D, i produttori possono creare stampi complessi che un tempo erano difficili o impossibili da realizzare con i metodi tradizionali.
Avete utilizzato la stampa 3D per la realizzazione di stampi? Condividete le vostre esperienze e intuizioni nei commenti!






Comment(1)