 Europe
Europe  Türkiye
Türkiye 
La tecnología de impresión 3D permite crear diseños de moldes con un nivel de complejidad que los métodos tradicionales de fabricación de moldes, como el mecanizado CNC, no pueden alcanzar. Los ingenieros y diseñadores de productos industriales utilizan estos moldes impresos en 3D para diversas tecnologías de fundición, como la fundición en arena y la fundición a la cera perdida, lo que les permite trabajar con una amplia gama de materiales, como metales, plásticos, siliconas e incluso hormigón.
Al utilizar patrones impresos en 3D, el proceso de fundición se vuelve más rápido y eficaz, reduciendo la necesidad de una producción de moldes larga y costosa, sobre todo para la creación de prototipos y la fabricación de bajo volumen.
Impresión 3D frente a la fabricación tradicional de moldes para fundición
Al comparar la fabricación aditiva con las técnicas tradicionales de fabricación de moldes, la impresión 3D destaca en la creación rápida de prototipos, geometrías complejas y producción de bajo volumen, mientras que los métodos tradicionales son más adecuados para la fabricación de gran volumen con una durabilidad del material y una calidad de superficie superiores. Los moldes impresos en 3D ofrecen alta precisión, tiempos de producción más rápidos y rentabilidad para lotes pequeños, junto con una fácil personalización y una mayor compatibilidad de materiales, lo que los hace ideales para la fundición de metal y silicona.
En la tabla siguiente se exponen las principales diferencias entre estos enfoques, destacando su idoneidad para diversas aplicaciones de fundición.
| Factor | Impresión 3D | Proceso de fabricación tradicional (por ejemplo, mecanizado CNC) |
| Aplicaciones | • Creación rápida de prototipos • Producción de lotes pequeños • Geometrías complejas |
• Producción en serie • Uso industrial a gran escala |
| Tiempo de producción | • Rápido para prototipos o diseños personalizados • Más lento para lotes grandes |
• Más lenta para el moldeo inicial (mayor tiempo de preparación inicial) • Más rápido para grandes lotes |
| Coste | • Más bajo para pequeñas tiradas y prototipos • Caro para la producción a gran escala |
• Coste inicial elevado, pero económico para la producción en serie |
| Flexibilidad de diseño | • Gran flexibilidad • Se adapta fácilmente a diseños complejos e intrincados |
• Limitado por las restricciones de mecanizado • Los diseños complejos aumentan el coste y el tiempo |
| Materiales | • Limitado a materiales imprimibles en 3D como resina, plástico y algunos metales. | • Gran variedad, incluidos metales, plásticos y materiales compuestos |
| Detalle y precisión | • Acabado superficial más rugoso • Puede ser necesario un tratamiento posterior |
• Acabado liso • Superficies de mayor calidad sin mucho postprocesado |
| Acabado superficial | • Acabado superficial más rugoso • Puede ser necesario un tratamiento posterior |
• Acabado liso • Superficies de mayor calidad sin mucho postprocesado |
| Durabilidad | • Menos duradero, especialmente para aplicaciones de fundición a alta temperatura | • Extremadamente duradero • Adecuado para aplicaciones de alto calor como la fundición de metales |
Tecnologías y aplicaciones óptimas de fundición de moldes impresos en 3D
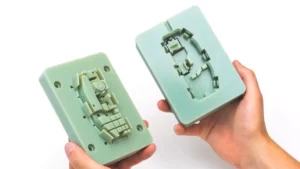
Los moldes impresos en 3D, al igual que los moldes convencionales, son formas huecas cuyas superficies interiores dan forma a la superficie exterior de un material líquido, como metal o plástico. El material de fundición se vierte en el molde y luego se enfría hasta solidificarse para fabricar el producto final. Ambos tipos de moldes se diseñan por ordenador, lo que proporciona una representación virtual del molde.
Pueden emplearse varias tecnologías de impresión 3D para crear moldes para fundición. La elección de la tecnología suele depender de factores como el material de fundición, la complejidad del molde y el acabado superficial deseado. Las 5 tecnologías de impresión 3D más utilizadas para la fabricación de moldes ofrecen ventajas únicas en términos de coste, resolución e idoneidad para distintos materiales:
- Para la fundición de metales y materiales a alta temperatura: DMLS es la mejor opción por su capacidad para producir moldes metálicos duraderos.
- Para la fundición de plástico o resina con detalles finos: SLA o PolyJet son ideales por su alta resolución y calidad superficial.
- Para moldes de fundición en arena o moldes de gran formato: Binder Jetting destaca por su capacidad para crear moldes grandes con diseños complejos.
- Para prototipos o moldes sencillos: FDM es rentable y ampliamente utilizado, aunque puede requerir más post-procesamiento para un acabado superficial liso.

Materiales más adecuados para moldes impresos en 3D
La elección del material del molde desempeña un papel fundamental a la hora de determinar la durabilidad, precisión y compatibilidad con procesos de fundición específicos. Los polímeros resistentes a altas temperaturas y los moldes con base de arena ofrecen ventajas distintas en función de los requisitos de fundición, como piezas de metal o de plástico.
La siguiente tabla describe los materiales más utilizados para moldes de impresión 3D, comparando sus puntos fuertes, limitaciones y tecnologías ideales para lograr resultados precisos en diversas aplicaciones de fundición.
| Material del molde | Ventajas | Límites | Tecnología adecuada | Aplicaciones |
| Resina xPEEK | • Elevada resistencia mecánica y rigidez • Excelente resistencia al calor (hasta 260°C) • Resistencia química • Baja absorción de humedad |
• La fragilidad limita la durabilidad en condiciones de estrés extremo • Menos adecuado para metales de punto de fusión muy alto como el acero |
FDM con filamentos PEEK de alta temperatura | • Moldes para aluminio, oro y otros metales no ferrosos • Aplicaciones en las que se necesita estabilidad a altas temperaturas |
| Resina xCERAMIC | • Excelente estabilidad térmica • Estabilidad dimensional a altas temperaturas |
• Quebradizo en comparación con otros materiales • Mayor coste del material • Requiere tratamiento posterior (sinterización) |
Procesamiento digital de la luz (DLP) | • Moldes para metales de alto punto de fusión (por ejemplo, acero) • Machos de fundición a la cera perdida • Componentes industriales de alta temperatura |
| Arena | • Rentable • Adecuado para la fundición a gran escala • Buena conductividad térmica |
• Calidad de acabado superficial limitada • Requiere aglutinantes para su resistencia • No apto para detalles intrincados |
Chorro aglomerante | • Grandes piezas de metal fundido (por ejemplo, bloques de motor) • Elementos arquitectónicos • Esculturas y obras de arte |
| Silicona | • Gran flexibilidad y elasticidad • Excelente reproducción de los detalles • Fácil desmontaje • Reutilizable para múltiples fundiciones |
• Resistencia limitada a la temperatura (hasta 300°C) • Menor durabilidad para la producción de grandes volúmenes • Sensible a determinados disolventes |
Multi-Material Jetting (PolyJet) con materiales similares a la silicona | • Creación de prototipos de piezas de plástico flexible • Producción de bajo volumen de geometrías complejas • Moldes para hormigón o resina |
| Resina de uretano | • Gran durabilidad y resistencia a los impactos • Excelente acabado superficial • Buena estabilidad dimensional • Capacidad de conformado al vacío |
• Resistencia limitada al calor (hasta 120°C) • Sensible a la degradación UV • Puede requerir agentes desmoldeantes |
SLA con resinas de poliuretano rígidas (p. ej. Somos® PerFORM o SOMOS® Taurus de DSM) | • Modelos de pruebas funcionales • Patrones maestros para moldes de silicona |
| Resina tipo ABS | • Buen equilibrio entre fuerza y flexibilidad • Adecuado para montajes a presión • Superficie lisa • Rentable |
• Resistencia limitada al calor (hasta 80°C) • Propenso al alabeo en piezas grandes • Puede requerir estructuras de apoyo |
SLA o DLP con resinas tipo ABS | • Prototipos funcionales de plástico • Piezas de uso final para productos de consumo • Moldes para fundición a baja temperatura |
| Resina de alta temperatura | • Resistencia al calor hasta 300°C • Buena estabilidad dimensional • Adecuado para la fundición de metales • Resistencia química |
• Mayor coste en comparación con las resinas estándar • Puede requerir impresoras especializadas • Poscurado necesario para propiedades óptimas |
SLA o DLP con resinas de alta temperatura | • Utillaje para el laminado de materiales compuestos • Bancos de pruebas de alta temperatura |
Tecnologías como SLS y MJF ofrecen ventajas en cuanto a propiedades mecánicas y capacidad para crear geometrías complejas. Combinados con materiales como el Nylon relleno de vidrio y los polímeros reforzados con carbono, estos procesos pueden producir moldes con mayor resistencia, rigidez y moderada resistencia al calor. Sin embargo, estos materiales tienen un coste más elevado y pueden requerir una manipulación precisa. También puede ser necesario un tratamiento posterior para conseguir el acabado superficial deseado y sellar cualquier porosidad.
El modelado por deposición fundida (FDM) con materiales estándar no suele ser adecuado para crear moldes para aplicaciones de alta temperatura. El proceso de deposición capa a capa suele dar lugar a estructuras porosas que pueden presentar fugas durante el colado. Además, los materiales FDM habituales, como el PLA o el ABS, tienen poca resistencia al calor y pueden deformarse o fundirse cuando se exponen a metales fundidos o resinas a alta temperatura.
Aunque estos procesos de fabricación aditiva pueden no ser ideales para la fundición de metales a alta temperatura, pueden ser eficaces para aplicaciones a temperaturas más bajas, fundición de plásticos y espumas, o series cortas de producción cuando se diseñan y utilizan adecuadamente.

Mejores prácticas y consejos de diseño para moldes impresos en 3D
Para los moldes impresos en 3D, a continuación se recogen algunas de las mejores prácticas y consejos de diseño:
- Optimice el espesor de pared: compruebe el espesor de la pared de su molde para asegurarse de que puede soportar el material de fundición sin fallar. Las paredes finas, generalmente consideradas inferiores a 0,8 mm, pueden ser propensas a fallar. Por el contrario, las paredes demasiado gruesas (normalmente más de 3 mm) desperdiciarán materiales innecesariamente y aumentarán el tiempo de impresión. Para la mayoría de los procesos de impresión 3D, se recomienda un espesor de pared máximo de 2-3 mm. Es crucial mantener un espesor de pared uniforme en todo el diseño para obtener resultados óptimos, equilibrando la resistencia con la eficiencia del material y la duración de la impresión.
- Diseño de moldes huecos o macizos: los moldes deben ser huecos para permitir el vaciado del material. Sin embargo, al diseñar un molde, considere si debe ser una sola pieza sólida o una estructura hueca con soporte interno. Los moldes huecos suelen requerir un soporte interno durante la impresión 3D para evitar el colapso, que debe retirarse tras la impresión. Por el contrario, los moldes sólidos son más sencillos pero pueden dividirse en partes para diseños más complejos. Este enfoque permite una modificación y manipulación más sencillas, pero también requiere un montaje cuidadoso.
- Incorpore canaletas y respiraderos: puede imprimir los sistemas de canaletas y respiraderos directamente en el molde. Esta integración permite un control más preciso del diseño, garantizando un flujo de material y un escape de aire óptimos. Al diseñar para impresión 3D, es importante tener en cuenta factores como la contracción del material y la resolución de la impresora para garantizar que las guías y los orificios de ventilación funcionen con eficacia.
- Considere la posibilidad de dividir el molde: en el caso de diseños de moldes complejos, elija cuidadosamente las líneas de división para garantizar la facilidad de extracción de la pieza. Divida el molde en varias secciones si es necesario y evite colocar líneas de división en zonas que puedan dañar la pieza fundida o complicar el montaje. Incorpore pasadores de alineación para garantizar una alineación precisa de las mitades del molde. Este enfoque también puede implicar el uso de núcleos para crear características internas, mejorando la funcionalidad del molde y la calidad de la pieza fundida final.
- Posprocesado: determine si será necesario un procesamiento posterior del molde, por ejemplo, limpieza, lijado o sellado, según sea el caso. Aunque los moldes impresos en 3D tienen una buena precisión dimensional, la calidad del acabado de la superficie suele requerir más atención para igualar la de la pieza fundida final.

Moldes impresos en 3D para una fundición eficaz y precisa
Los moldes impresos en 3D han mejorado el proceso de fundición al ofrecer mayor precisión, tiempos de producción más rápidos y soluciones rentables para proyectos tanto a pequeña como a gran escala. Al elegir los materiales, las técnicas de diseño y las tecnologías de impresión 3D adecuados, los fabricantes pueden crear moldes complejos que antes eran difíciles o imposibles de conseguir con los métodos tradicionales.
¿Ha utilizado la impresión 3D para la fabricación de moldes? ¡Comparta sus experiencias e impresiones en los comentarios!






Comment(1)