 Europe
Europe  Türkiye
Türkiye 


L’evoluzione: quando il formato “desktop” non basta
Avevo iniziato con un obiettivo modesto: una macchina compatta, in formato desktop, in grado di effettuare lavorazioni su alluminio. Tuttavia, man mano che procedevo con la progettazione in Fusion 360, la realtà ingegneristica della lavorazione dell’acciaio mi è diventata chiara: per avere stabilità serve massa.
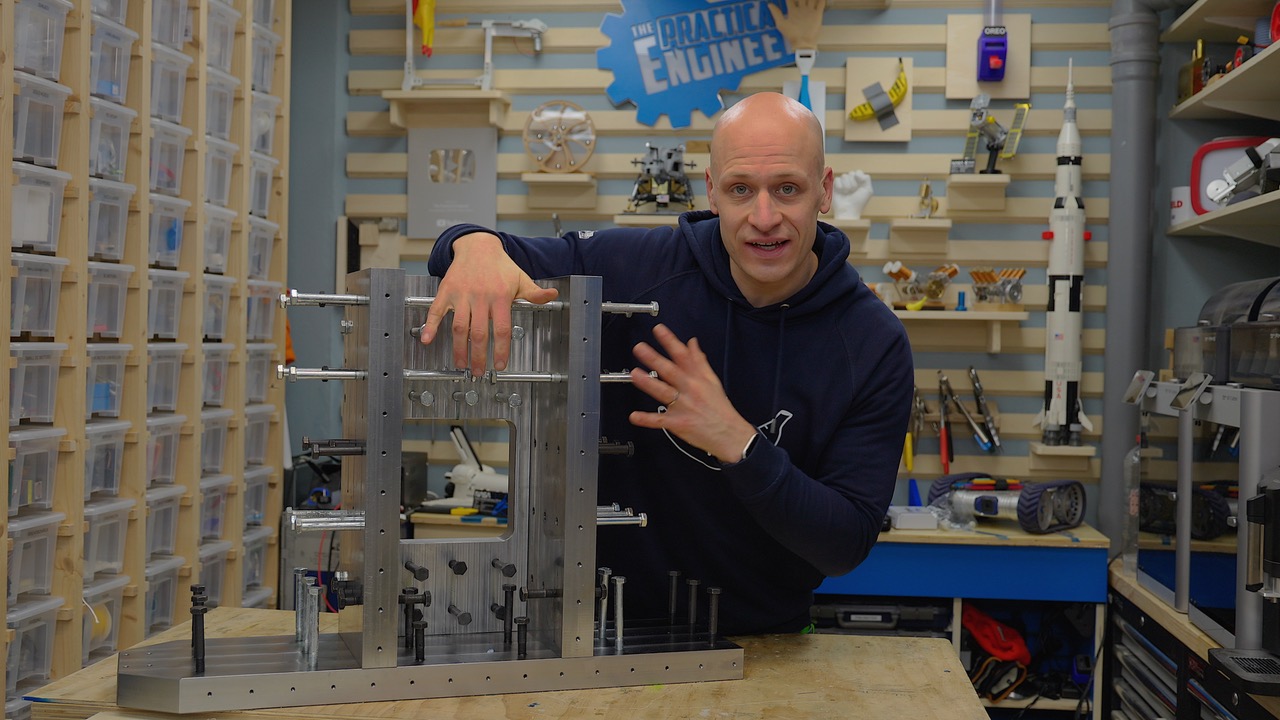
Quello che era iniziato come un concept leggero si è evoluto in un colosso da 400 kg. Le fondamenta della macchina sono ora costituite da una struttura chiusa che presenta:
- Acciaio strutturale S355: Scelto per la sua affidabilità e resistenza.
- Piastre spesse 40 mm: Per garantire la massima rigidità sotto le forze di taglio multi-asse.
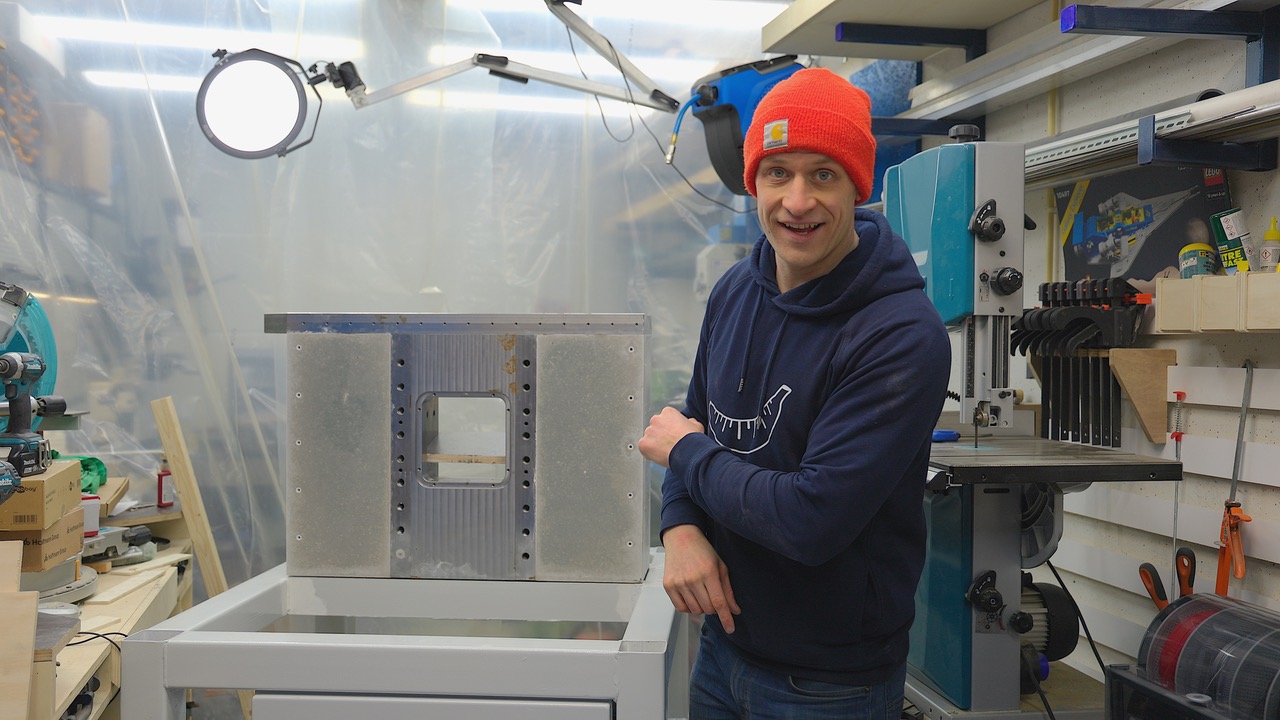
- Riempimento in UHPC (Calcestruzzo ad altissime prestazioni): Aggiunto al telaio in acciaio per incrementare la massa totale e fornire un fondamentale smorzamento strutturale.
Strategia ingegneristica: componenti fresati o struttura saldata?
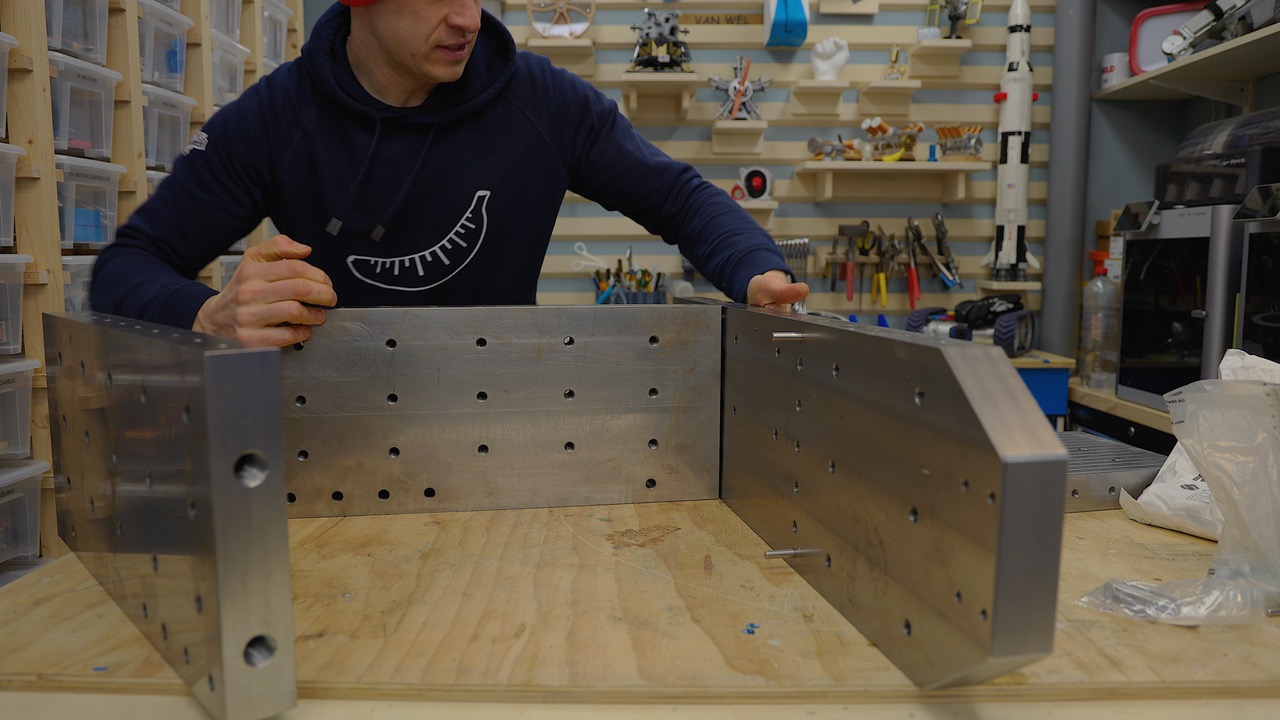
Sapevo che la distorsione termica causata dalla saldatura è una sfida comune nei grandi telai in acciaio. Per mantenere la mia risoluzione di comando target di 0,01 mm, ho optato per un approccio più controllato: ho costruito la struttura partendo da piastre in acciaio fresate di precisione.
Lavorando io stesso tutte le superfici critiche — comprese le facce di montaggio delle guide lineari e i piani di riferimento — ho ridotto le “incognite” che spesso si nascondono negli assemblaggi saldati. Questa scelta pragmatica mi ha fornito un punto di partenza prevedibile, assicurando il parallelismo delle guide ed evitando precarichi indesiderati sui miei assi.

Gli assi X, Y e Z: dare priorità alla rigidità
Mentre molte macchine desktop si concentrano sulla riduzione della massa in movimento per aumentare la velocità, io ho adottato la filosofia opposta. Ho dimensionato le piastre dei carrelli e i supporti dei motori in modo conservativo, anziché ottimizzarli in maniera aggressiva per ridurne il peso.
Il compromesso sulle prestazioni:
- Avanzamenti rapidi (Rapidi) previsti: da 10.000 a 15.000 mm/min.
- Accelerazioni previste: da 1.000 a 2.500 mm/s².
La logica: “Preferisco avere più massa e prestazioni dinamiche leggermente inferiori rispetto a una struttura leggera che sacrifica la rigidità”. Accettando l’utilizzo di carrelli più pesanti, ho aumentato la resistenza della macchina ai carichi laterali e torsionali, tipici delle lavorazioni CNC a 5 assi.


Lezioni apprese in officina
Il passaggio a un’ingegneria su larga scala mi ha fornito diversi spunti fondamentali, validi per qualsiasi progettista che intenda approvvigionarsi o costruire macchinari personalizzati:
- Accumulo di tolleranze (Tolerance Stack-up): La lavorazione delle superfici di montaggio direttamente su piastre spesse limita gli errori introdotti dalle interfacce di componenti multipli.
- Compatibilità termica: Combinare acciaio e UHPC è un approccio efficace perché i loro coefficienti di dilatazione termica sono quasi del tutto corrispondenti, riducendo le tensioni interne durante gli sbalzi di temperatura.
- La preparazione è fondamentale: Piccole disattenzioni, come il mancato isolamento dei fori filettati prima di una colata di calcestruzzo, possono comportare un notevole lavoro di ripristino in seguito.

Sguardo al futuro
Ora che il mio telaio da 400 kg si è indurito e i robusti componenti degli assi sono stati fresati, dispongo di una “piattaforma meccanicamente solida”. Sono pronto per la fase successiva: la messa a punto dei servomotori e la verifica pratica delle mie velocità teoriche rispetto alle vibrazioni e alle risonanze del mondo reale.
Per me, questo progetto non consiste solo nell’inseguire numeri da record: si tratta di costruire solide fondamenta in cui teoria e pratica finalmente si incontrano.
Condividi la tua storia di ingegneria o di design di prodotto

Condividi la tua storia!
Condividi il tuo percorso di progettazione e design di prodotto e ricevi una ricompensa di 300 euro! Mostra le tue soluzioni innovative e le tue best practice alla nostra community.
Condividi la tua storia di ingegneria o di design di prodotto
- Cerchiamo storie su soluzioni innovative di ingegneria meccanica, sulla progettazione e sviluppo di componenti meccanici o sulla creazione di prodotti hardware all’avanguardia.
- Il nostro team vi assisterà nella preparazione della vostra storia e nella traduzione in diverse lingue.
- Inoltre, riceverete un coupon di 300 euro da utilizzare sul sito di Xometry dopo la pubblicazione della vostra storia*.





Comment(0)