 Europe
Europe  Türkiye
Türkiye 


Gelişim Süreci: “Masaüstü” Boyutlar Yeterli Olmadığında
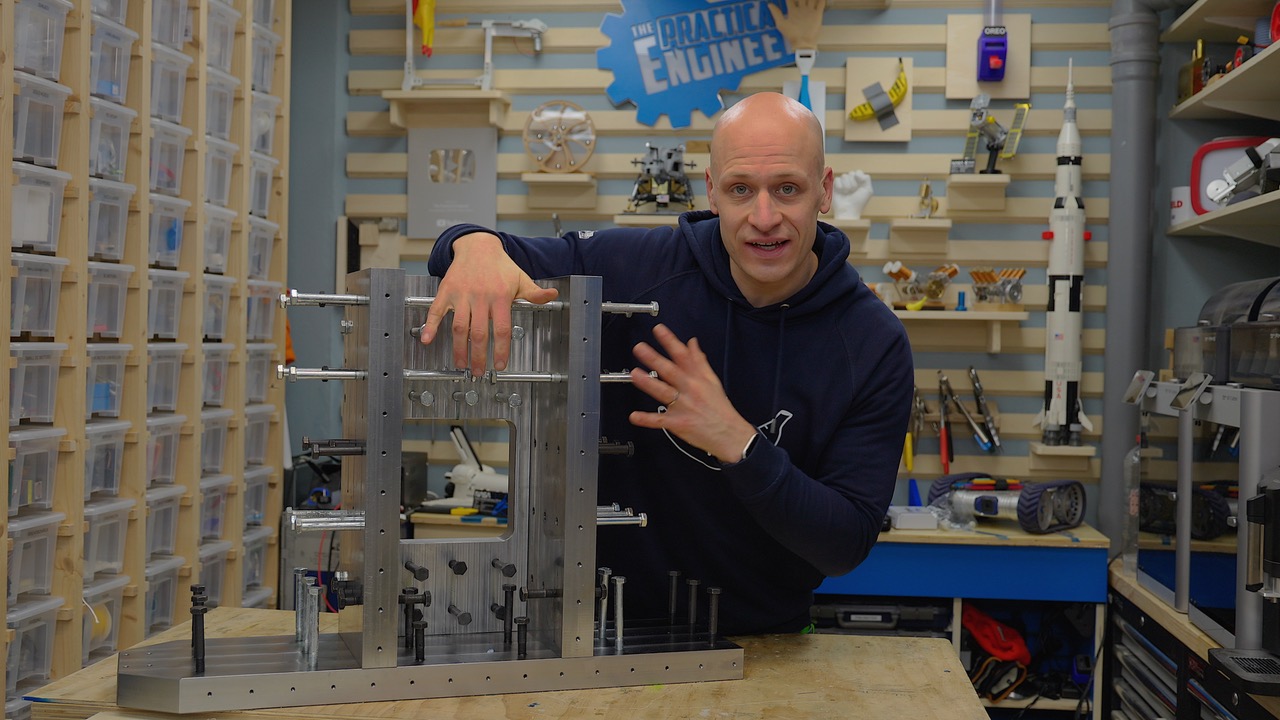
İşe mütevazı bir hedefle başladım: Alüminyum işleyebilen, kompakt, masaüstü boyutlarında bir makine. Ancak Fusion 360’ta tasarımla ilerledikçe çelik işlemenin mühendislik gerçekliği benim için çok daha net hale geldi: Stabilite için kütle gerekir.
Hafif bir konsept olarak başlayan bu süreç, 400 kilogramlık bir güç merkezine dönüştü. Makinenin temeli artık aşağıdaki özelliklere sahip kapalı bir yapıdır:
- S355 Yapı Çeliği: Güvenilirliği ve mukavemeti nedeniyle tercih edildi.
- 40 mm Kalınlığında Plakalar: Çok eksenli kesme kuvvetleri altında maksimum rijitlik sağlamak için kullanıldı.
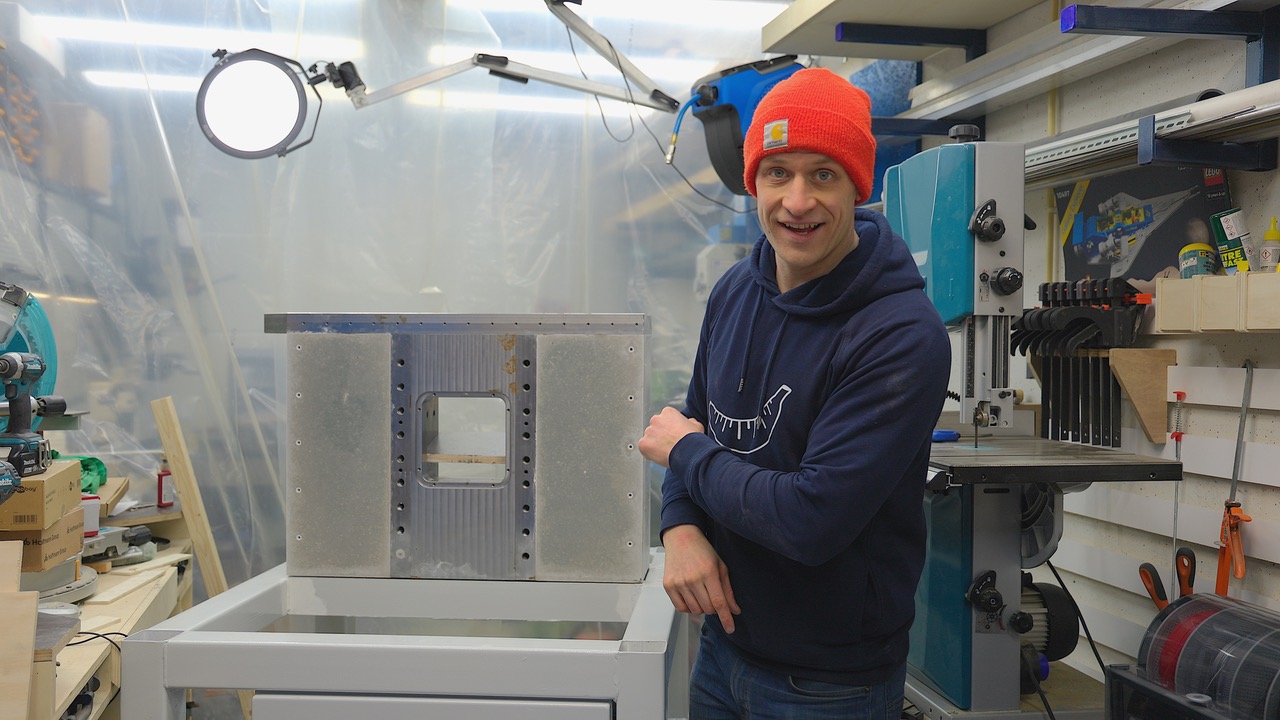
- UHPC (Ultra Yüksek Performanslı Beton) Dolgu: Toplam kütleyi artırmak ve kritik yapısal sönümleme sağlamak amacıyla çelik gövdeye eklendi.
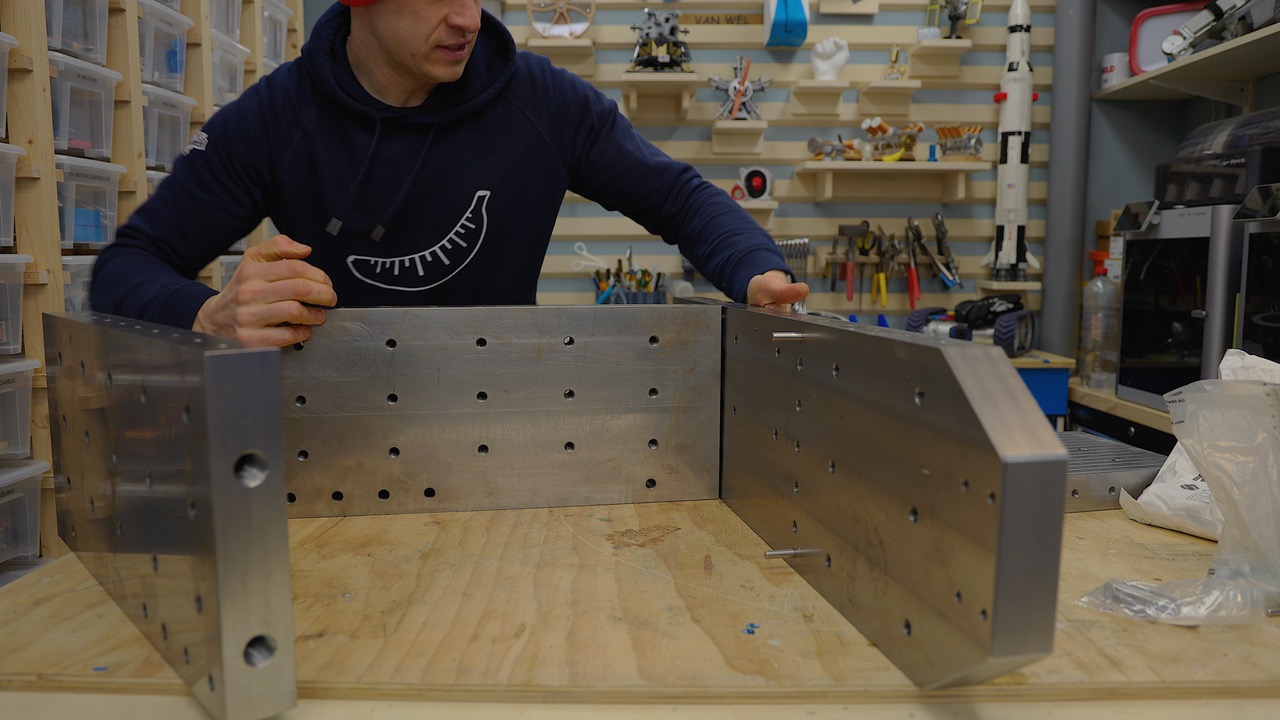
Mühendislik Stratejisi: Frezelenmiş Parçalar ile Kaynaklı Yapı Karşılaştırması
Kaynak işleminin neden olduğu ısıl deformasyonun büyük çelik gövdelerde yaygın bir zorluk olduğunu biliyordum. Hedeflediğim 0,01 mm komut çözünürlüğünü korumak için daha kontrollü bir yaklaşım tercih ettim: Tüm yapıyı CNC dik işleme ile çelik plakalardan ürettim.
Lineer ray montaj yüzeyleri ve referans düzlemleri de dahil olmak üzere tüm kritik yüzeyleri bizzat işleyerek, kaynaklı montajlarda sıklıkla karşılaşılan “bilinmeyenleri” azalttım. Bu pragmatik seçim bana öngörülebilir bir başlangıç noktası vererek raylarımın paralel kalmasını sağladı ve eksenlerimin istenmeyen şekilde ön yüke maruz kalmasını engelledi.

X, Y ve Z Eksenleri: Rijitliğin Önceliklendirilmesi
Birçok masaüstü makine, hızı artırmak için hareketli kütleyi azaltmaya odaklansa da ben tam tersi bir felsefe benimsedim. Taşıyıcı plakalarımı (araba plakalarını) ve motor bağlantılarımı ağırlık açısından agresif bir şekilde optimize etmek yerine, daha korumacı ve sağlam bir şekilde boyutlandırdım.
Performans Ödünleşimi:
- Hedeflenen Rapid Hızlar: 10.000 ila 15.000 mm/dak.
- Hedeflenen İvmeler: 1.000 ila 2.500 mm/s².
Mantık: “Rijitlikten ödün veren hafif bir yapı yerine, daha fazla kütleye ve biraz daha düşük dinamik performansa sahip olmayı tercih ederim.”
Daha ağır taşıyıcıları kabul ederek, makinenin 5 eksenli işlemeye özgü yanal ve burulma yüklerine karşı direncini artırdım.


Üretim Sahasından Çıkarılan Dersler
Ağır ölçekli mühendisliğe geçiş, özel makine tedarik etmek veya inşa etmek isteyen her mühendis ve geliştirici için bazı önemli dersler sundu:
- Tolerans Birikimi: Montaj yüzeylerinin doğrudan kalın plakalara işlenmesi, çoklu parça arayüzlerinin neden olduğu hataları sınırlandırır.
- Termal Uyumluluk: Çelik ve UHPC’nin bir araya getirilmesi oldukça etkilidir çünkü ısıl genleşme katsayıları birbirine çok yakındır, bu da sıcaklık değişimleri sırasındaki iç gerilimleri azaltır.
- Hazırlık Çok Önemlidir: Beton dökümünden önce kılavuz çekilmiş deliklerin kapatılmaması gibi küçük ihmaller, ilerleyen süreçte ciddi temizlik işlerine yol açabilir..

Geleceğe Bakış
400 kilogramlık gövdemin kürlenmesi ve sağlam eksen bileşenlerinin frezelenmesiyle artık “mekanik açıdan sağlam bir platforma” sahibim. Bir sonraki aşama için hazırım: Servoları ayarlamak (tuning) ve teorik hızlarımı gerçek dünyadaki titreşimler ve rezonansa karşı test etmek.
Benim için bu proje sadece en yüksek rakamların peşinden koşmakla ilgili değil; teorik hesaplamalarımın nihayet pratik sınırlarla buluştuğu sağlam bir temel inşa etmekle ilgili.
Üretim hikayeleri ve vakaları

Mühendislik veya üretim hikayenizi paylaşın
Hikayenizi xometry.pro'daki diğer kişilerle paylaşmak istiyorsanız, kısa bir form doldurmanız yeterli
Mühendislik veya Ürün Tasarımı Hikayenizi Paylaşın
- İnovatif makine mühendisliği çözümleri, mekanik bileşenlerin tasarımı ve geliştirilmesi veya son teknoloji donanım ürünlerinin geliştirilmesi gibi konularda hikayeler arıyoruz.
- Ekibimiz hikayenizi hazırlamanızda ve çeşitli dillere çevirmenizde size yardımcı olacaktır.
- Ayrıca, hikayeniz yayınlandıktan sonra Xometry ile kullanabileceğiniz 150 Euro tutarında bir ödül kazanacaksınız*.






Comment(0)