 Europe
Europe  Türkiye
Türkiye 


La evolución del diseño: cuando el formato «desktop» no es suficiente
Empecé con un objetivo modesto: una máquina compacta, de tamaño de escritorio, capaz de mecanizar aluminio. Sin embargo, a medida que avanzaba con el diseño en Fusion 360, la realidad técnica de mecanizar acero se hizo evidente: la estabilidad requiere masa.
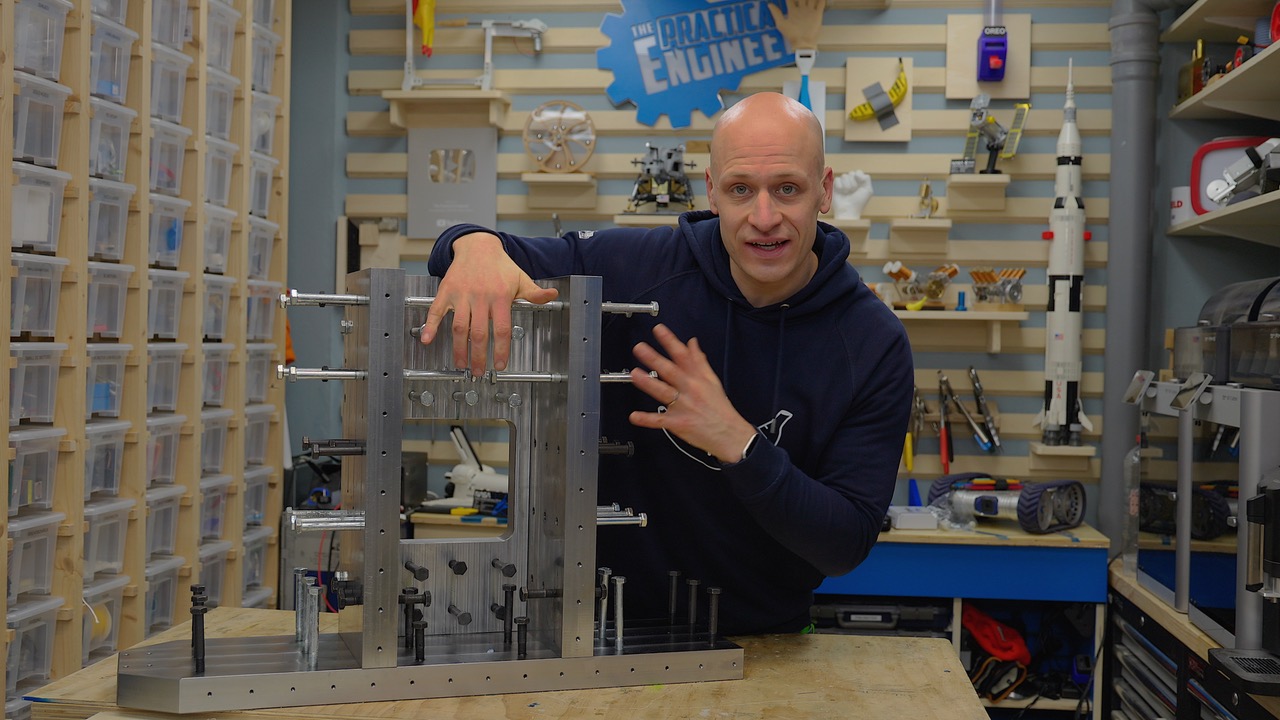
Lo que comenzó como un concepto ligero se transformó en una robusta máquina de 400 kg. Ahora, la base es una estructura cerrada que cuenta con:
- Acero estructural S355: elegido por su fiabilidad y resistencia.
- Placas de 40 mm de grosor: para garantizar la máxima rigidez frente a las fuerzas de corte en múltiples ejes.
- Relleno de UHPC (hormigón de ultra altas prestaciones): añadido al bastidor de acero para aumentar la masa total y proporcionar una amortiguación estructural fundamental.
Estrategia de ingeniería: componentes fresados frente a soldadura
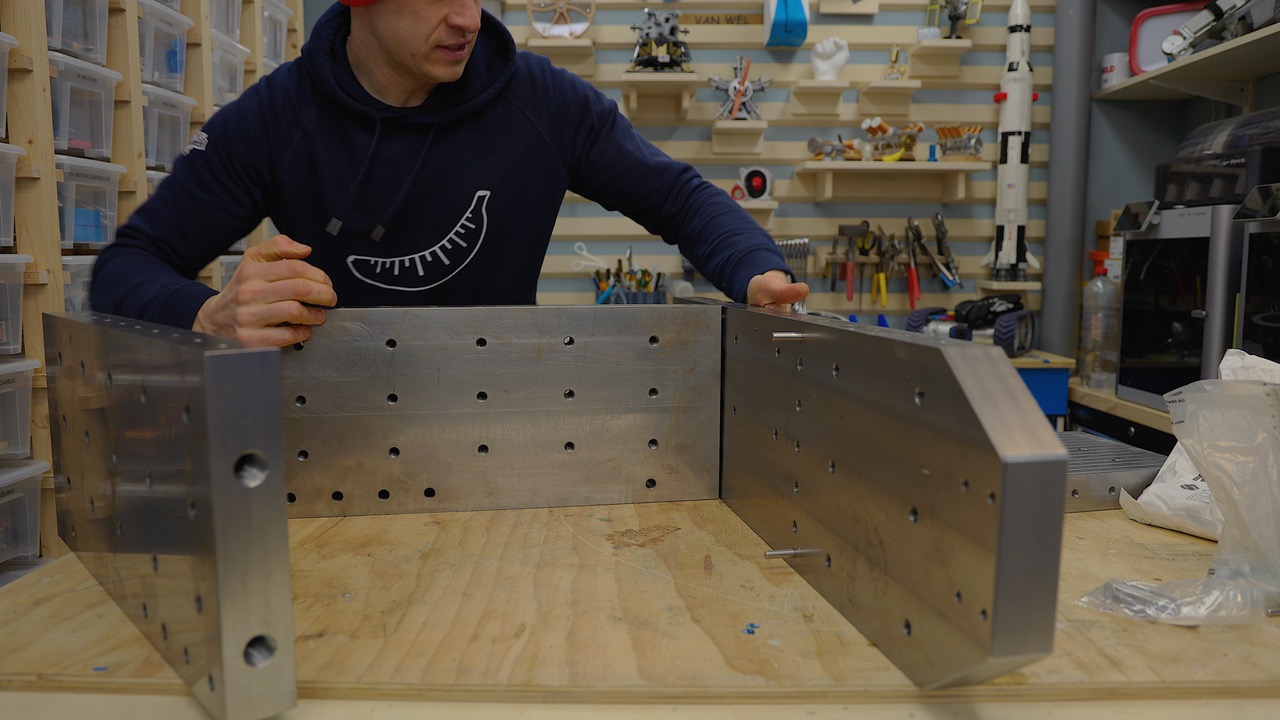
Sabía que la deformación térmica causada por la soldadura es un reto muy común en los grandes bastidores de acero. Para mantener mi objetivo de resolución de posicionamiento de 0,01 mm, opté por un enfoque más controlado: construir la estructura a partir de placas de acero fresadas con precisión.
Al mecanizar yo mismo todas las superficies críticas —incluidas las caras de montaje de las guías lineales y los planos de referencia—, reduje las «incógnitas» que suelen surgir en los ensamblajes soldados. Esta elección pragmática me proporcionó un punto de partida predecible, garantizando que mis guías se mantuvieran paralelas y evitando que los ejes sufrieran tensiones involuntarias.

Los ejes X, Y y Z: prioridad a la rigidez
Mientras que muchas máquinas de sobremesa se centran en reducir la masa en movimiento para aumentar la velocidad, yo adopté la filosofía opuesta. Dimensioné las placas de los carros y los soportes de los motores de forma conservadora, en lugar de optimizarlos de forma agresiva para reducir su peso.
La contrapartida en el rendimiento:
- Avances rápidos objetivo: de 10.000 a 15.000 mm/min.
- Aceleraciones objetivo: de 1.000 a 2.500 mm/s².
La lógica es la siguiente: «Prefiero tener más masa y un rendimiento dinámico ligeramente inferior, a una estructura ligera que sacrifique la rigidez». Al aceptar carros más pesados, aumenté la resistencia de la máquina a las cargas laterales y torsionales, propias del mecanizado en 5 ejes.


Lecciones aprendidas en el taller
La transición a la ingeniería a gran escala me ha dejado varias conclusiones clave para cualquier desarrollador que busque adquirir o construir maquinaria a medida:
- Acumulación de tolerancias: mecanizar las superficies de montaje directamente sobre placas gruesas limita los errores derivados de unir múltiples componentes.
- Compatibilidad térmica: combinar acero y UHPC resulta muy eficaz porque sus coeficientes de dilatación térmica son muy similares, lo que reduce las tensiones internas ante los cambios de temperatura.
- La preparación es clave: pequeños descuidos, como no sellar los agujeros roscados antes de verter el hormigón, pueden suponer un trabajo de limpieza considerable a posteriori.

Próximos pasos
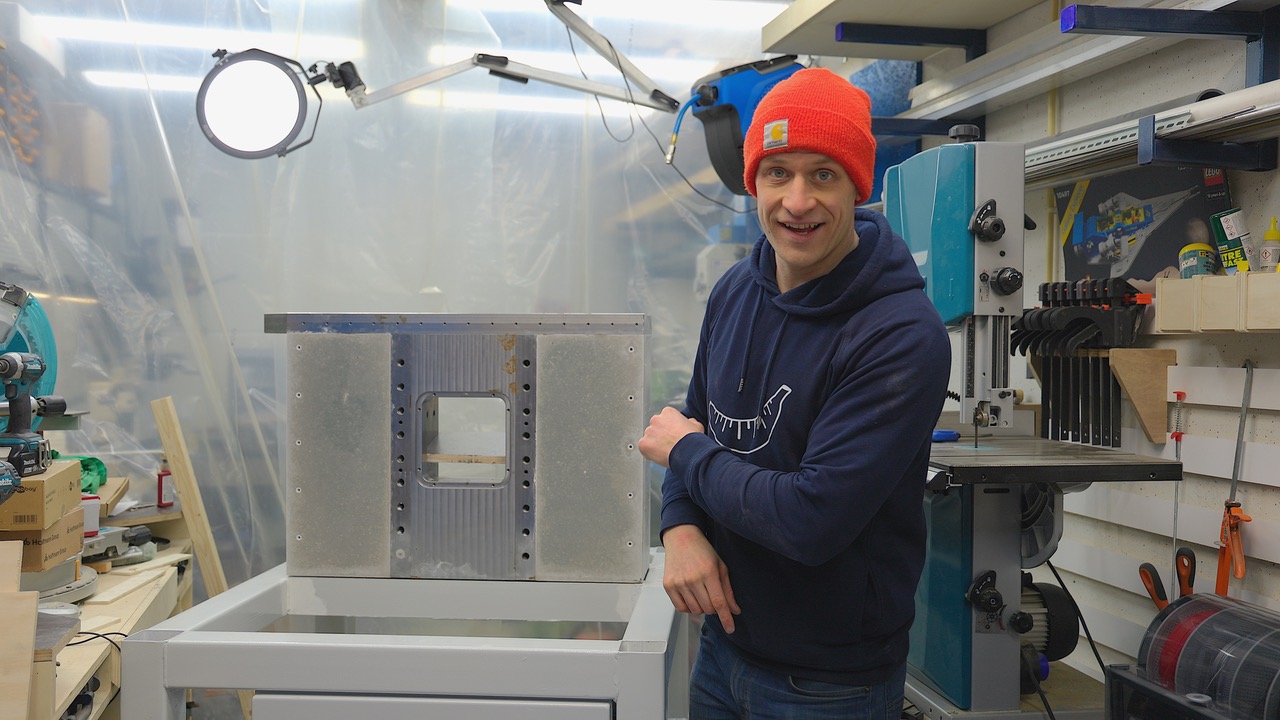
Con mi bastidor de 400 kg ya fraguado y los robustos componentes de los ejes fresados, por fin tengo una «plataforma mecánicamente sólida». Ya estoy listo para la siguiente fase: ajustar los servomotores y comprobar mis velocidades teóricas frente a las vibraciones y resonancias del mundo real.
Para mí, este proyecto no trata solo de perseguir cifras récord, sino de construir una base donde mis números teóricos se encuentren, por fin, con los límites prácticos.
Comparta su experiencia de ingeniería o diseño de producto

¡Comparta su historia!
¡Comparta su experiencia en ingeniería y diseño de productos y consiga una recompensa de 300 €! Muestre sus soluciones innovadoras y mejores prácticas a nuestra comunidad.
Comparta su experiencia de ingeniería o diseño de producto
- Buscamos historias sobre soluciones innovadoras de ingeniería mecánica, el diseño y desarrollo de componentes mecánicos o la creación de productos de hardware de vanguardia.
- Nuestro equipo le ayudará a preparar su historia y a traducirla a varios idiomas.
- Además, recibirás una recompensa de 300 EUR para canjear con Xometry tras la publicación de su historia*.





Comment(0)