 Europe
Europe  Türkiye
Türkiye 



Die Bibliothek von Fräsern, die in einer CNC-Bearbeitungsanlage zur Verfügung stehen, stellt eine direkte Einschränkung dessen dar, was dort produziert werden kann. Die Ecke eines Hohlraums kann nicht schärfer geschnitten werden als der Fräser, der sie formt. Ein Schlitz kann nicht schmaler sein als das kleinste Werkzeug, das seinen Boden erreichen kann. Eine Halbmondkeilnut erfordert einen entsprechenden Fräser: Keine Geometrie kann diesen ersetzen. Jede Konstruktionsentscheidung, die diese physischen Einschränkungen ignoriert, erzeugt ein eigentlich zu vermeidendes Werkzeugproblem, verlängert somit die Vorlaufzeiten und erhöht die Kosten durch die erforderliche Nachbearbeitung, die direkt auf das Zeichenbrett zurückzuführen ist.
Fräsköpfe bzw. Fräser sind dabei rotierende Werkzeuge, die Material abtragen, indem sie ein festes Werkstück von der Stirnfläche, der Peripherie oder beidem zugleich angehen. Die vier Hauptfamilien sind Schaftfräser, Planfräser, Form- und Profilfräser sowie Peripheriefräser. Die beiden ersten Familien decken dabei den Großteil der modernen CNC-Bearbeitungsverfahren ab. Das Verständnis der Geometrie dieser Familien, ihrer Substrate sowie der erforderlichen Beschichtungen ist es, was eine Zeichnung, die sauber verarbeitet werden kann, von einer unterscheidet, die nach dem ersten Angebot noch einmal überarbeitet werden muss.
Fräskopfgeometrie: Ihre Parameter Bestimmen Die Leistung
Die gesamte Leistung von Fräsern lässt sich auf einen kleinen Satz an geometrischen Parametern zurückführen. Diese Parameter sind es, auf die sich die Anlagenbediener beziehen, wenn sie eine Konstruktion ablehnen, und sie sind das, was Sie verstehen müssen, um einen Werkzeugkatalog lesen zu können.
Spannuten
Spannuten (auf Englisch „flutes“) sind spiralförmige Kanäle, die um den Schneidkörper herum geschnitten werden. Die Schnittkanten liegen dabei an der Vorderkante jeder Spannut; die Späne werden dann durch den Kanal dahinter abgeführt. Spannuten kontrollieren die Spanabfuhr, die Festigkeit des Kerns sowie gleichzeitig auch die Oberflächengüte, wobei diese drei Ergebnisse miteinander konkurrieren.


| Anzahl d. Span- nuten | Spanraum | Kern- festigkeit | Ober- flächengüte | Primäre Anwendung |
| 2 | Maximal | Am Geringsten | Grob | Aluminium, weiche Kunststoffe, Schlitzen |
| 3 | Hoch | Moderat | Moderat | Allgemeines Schruppen von Nichtmetallen und leichten Stählen |
| 4 | Moderat | Hoch | Gut | Profilierung von Stahl und Edelstahl, Hohlraumfräsen |
| 5+ | Niedrig | Am Höchsten | Am Besten | Veredelung gehärteter Stähle, Durchgänge mit schnellem Vorschub |
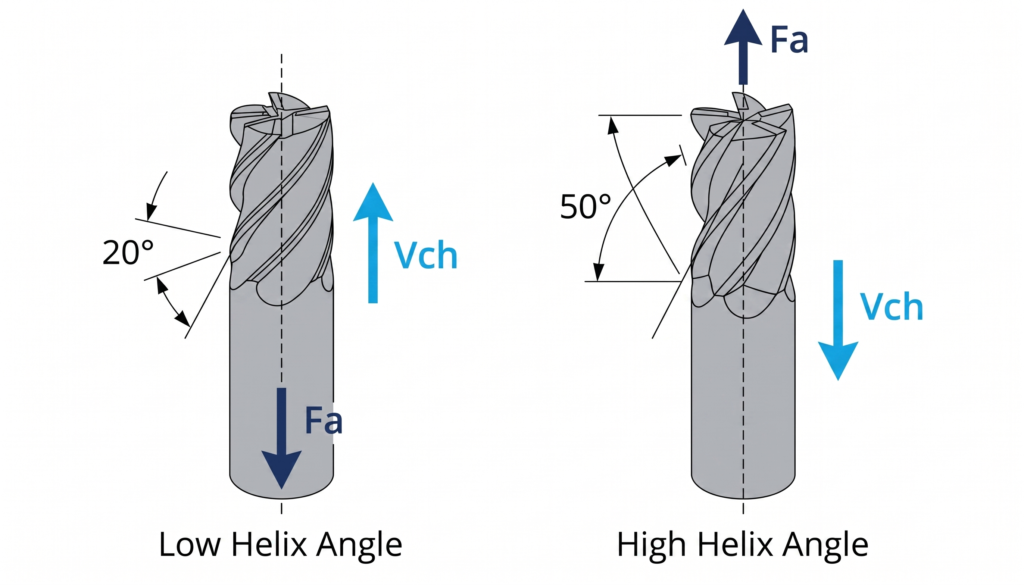
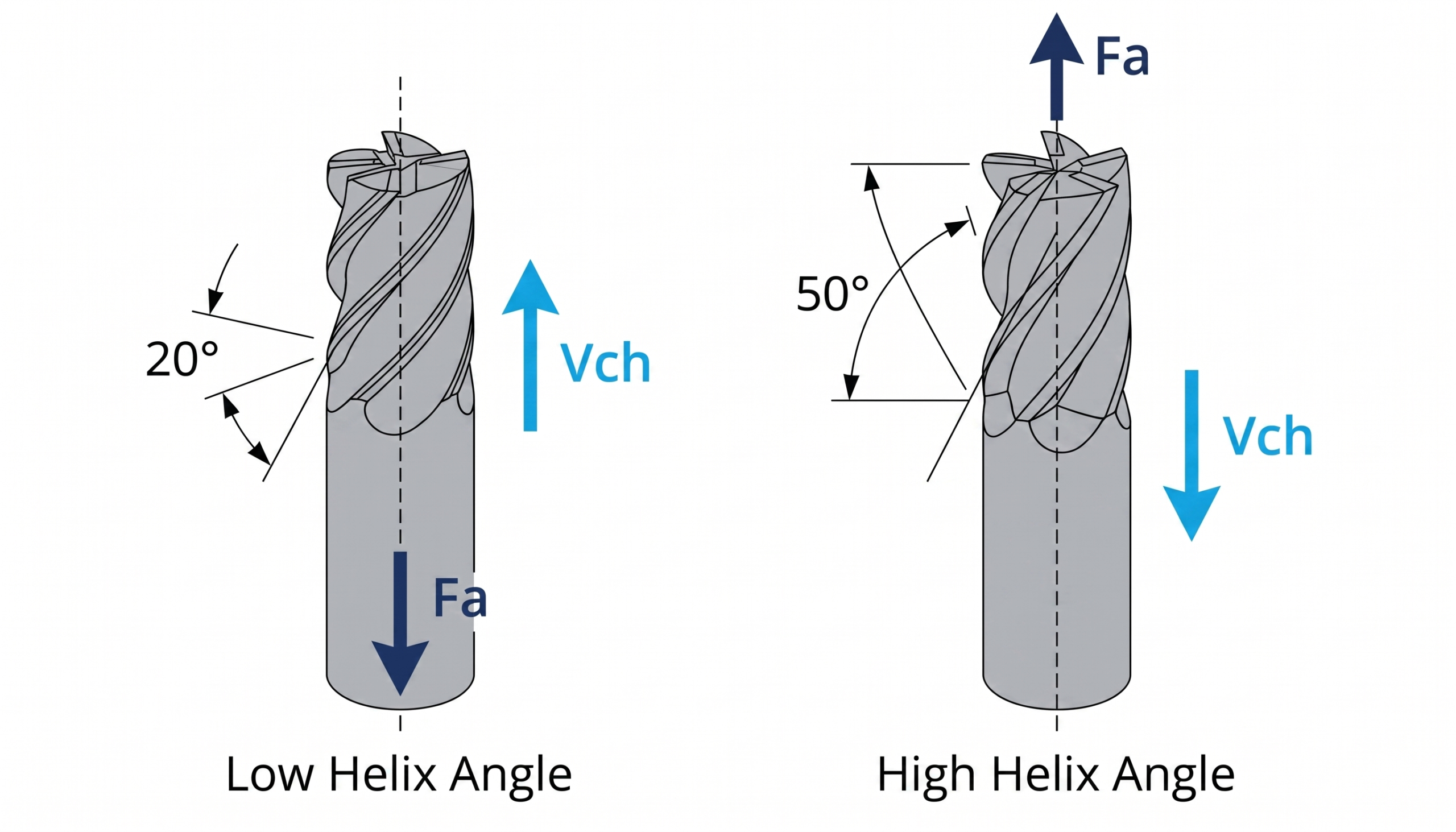
Drallwinkel
Der Winkel der Spirale eines Fräsers ist der sogenannte Drallwinkel, der zwischen der Nutelmittellinie und der Längsachse des Fräsers gemessen wird. Er liegt in der Regel zwischen 15° und 60°. Ein niedriger Drallwinkel (unter 40°) gewährt eine bessere Festigkeit der Zähne, einen größeren Spanraum sowie geringere Schnittkräfte in axialer Richtung, allerdings auf Kosten einer gröberen Oberflächengüte und geringerer Vorschubraten.
Ein hoher Drallwinkel (über 40°) erzeugt geringere radiale Schnittkräfte und bewirkt eine bessere Oberflächengüte, verringert aber den Werkzeugquerschnitt und erzeugt ein höheres Risiko für ein Versagen der Zähne bei hohen Belastungen. Die Härte des zu bearbeitenden Materials ist hier der stärkste Einflussfaktor: Weiche Nichteisenwerkstoffe wie Aluminium laufen oft mit einem Drallwinkel von 45° oder mehr, während Gusseisen bei 20° oder weniger gefahren wird.
Spanwinkel
Der Spanwinkel bestimmt, wie aggressiv das Schneidwerkzeug in das Werkstück eingreift. Ein positiver Spanwinkel vermindert die erforderlichen Schnittkräfte, beschleunigt die Spanabfuhr und verringert die Wärmeentwicklung. Er stellt die richtige Wahl für weichere Werkstückmaterialien dar. Ein neutraler oder gar negativer Spanwinkel hingegen erhöht die Festigkeit der Kanten, indem die Keilgeometrie dicker wird. Dies ist für härtere Materialien erforderlich, aber auch bei unterbrochenen Schnitten und abrasiven Werkstücken, bei denen ein positiver Spanwinkel schnell zum Abplatzen führen würde.
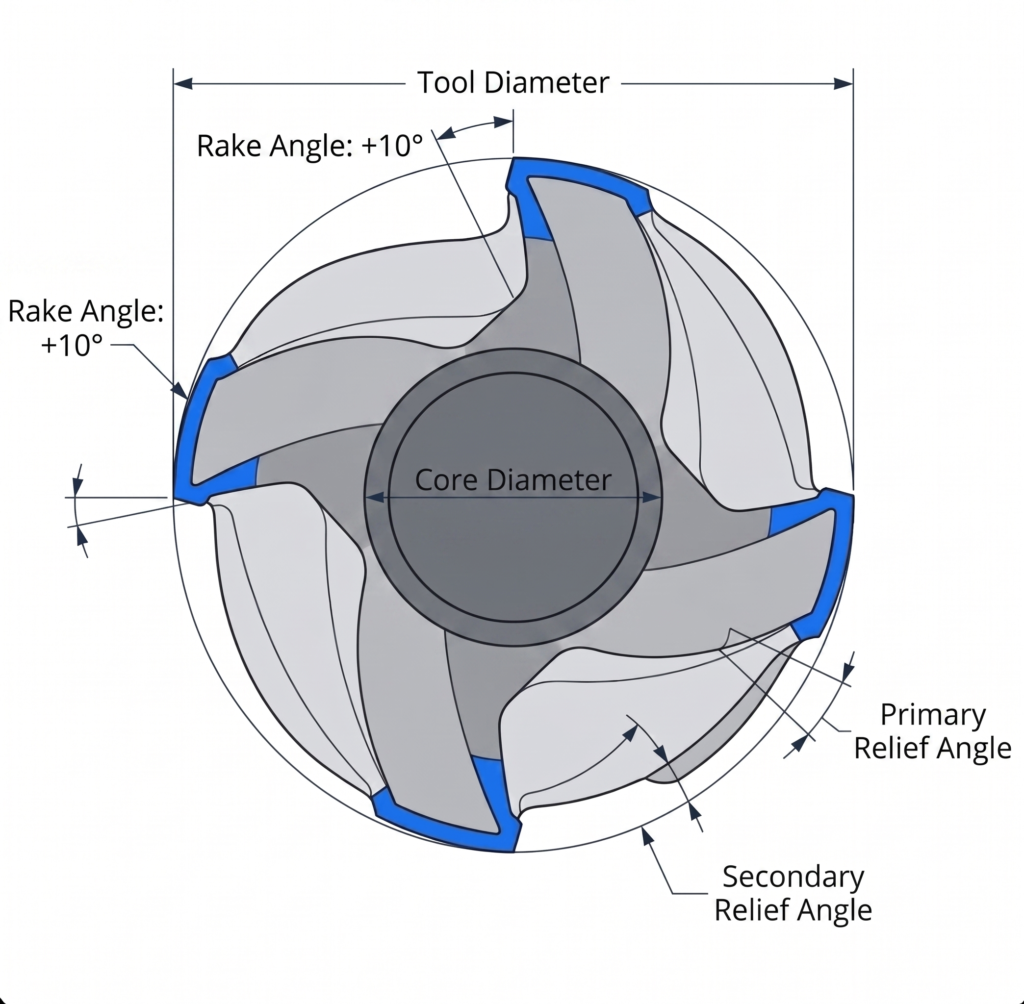
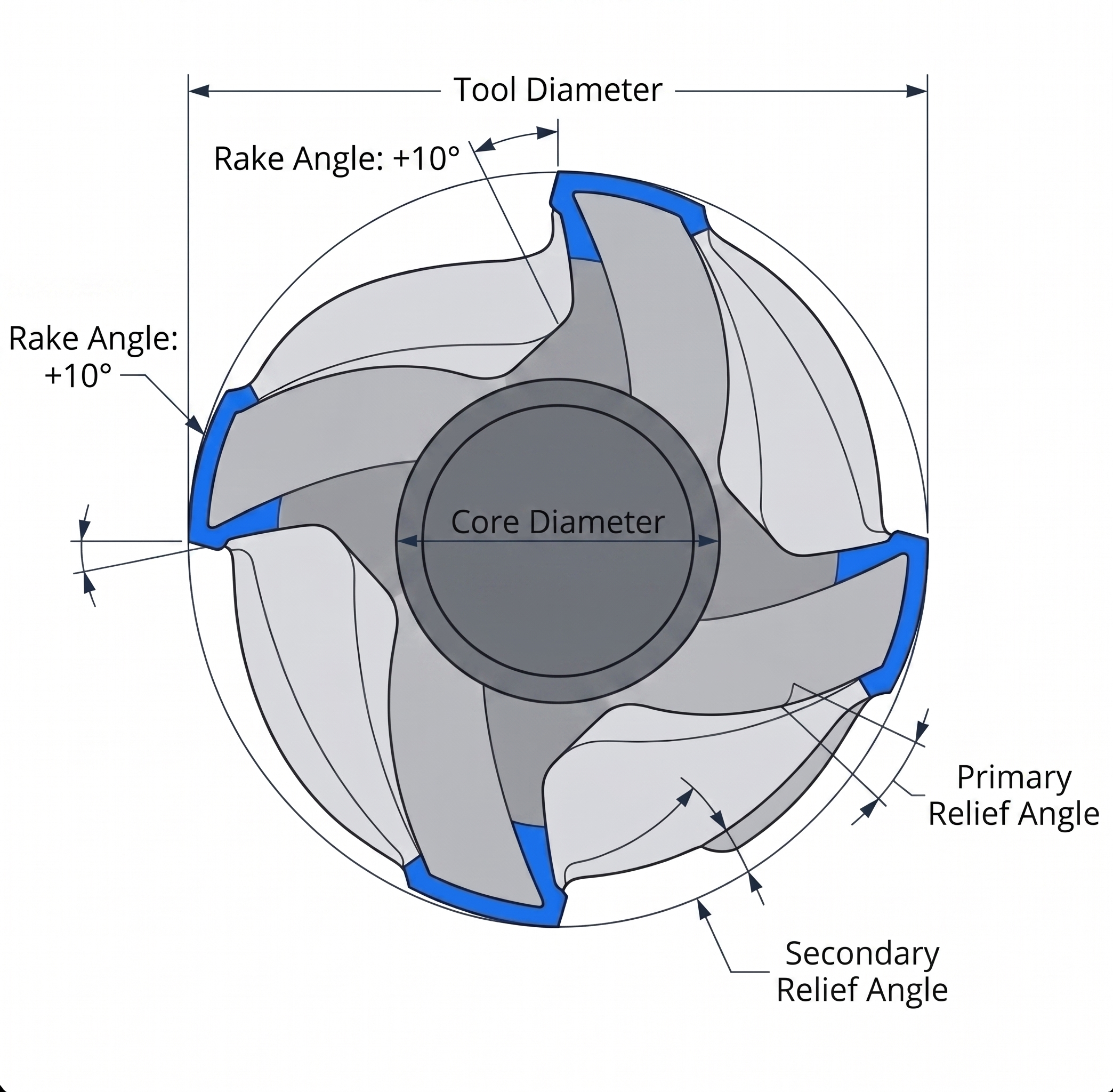
Eckengeometrie
Die Eckengeometrie bestimmt die Existenz und die Größe des Kehlradius von Innenecken in Hohlräumen. Scharfe (rechteckige) Ecken konzentrieren die Spannung an der Schneidkante und hinterlassen einen echten 90°-Winkel in einer innen liegenden Ecke, die zugleich eine Spannungskonzentration im Werkstück erzeugt. Ein Eckenradius verteilt hingegen diese Spannung über die Schneidkante in Form eines Bogens hinweg, verlängert so die Lebensdauer des Werkzeugs und fügt eine Kehle in der Ecke des Hohlraums hinzu.
Die Konstruktion der Innenecken von Hohlräumen mit einem Radius, der gleich oder größer als der normierte Radius des Fräskopfes ist, eliminiert die Notwendigkeit spezieller Werkzeuge und verringert gleichzeitig die Zykluszeit der maschinellen Bearbeitung. Für eine umfassende Betrachtung der Kosten und des Einflusses auf die Fertigung verschiedener Entscheidungen bezüglich Kehlen und Fasen schauen Sie sich am besten diesen Artikel über Kehlen und Fasen bei CNC-bearbeiteten Teilen an.
Verhältnis Länge zu Durchmesser (L:D)
Das L:D-Verhältnis des Werkzeugs beeinflusst die Steifheit, Biegung unter Last sowie das Risiko des Werkzeugbruchs. Es stellt die primäre geometrische Einschränkung für tiefe Hohlräume und enge Schlitze als Merkmale dar.
| L:D-Verhältnis | Steifigkeit | Designauswirkung |
| Bis zu 4:1 | Hoch | Ideal für aggressive Schnitte, hohe Genauigkeit |
| 5:1 bis 8:1 | Moderat | Vorschub und Schnitttiefe reduzieren, Seitenkräfte überwachen |
| Über 8:1 | Niedrig | Hohe Bruchgefahr, auf Durchgänge für ein Finish begrenzen |
Tiefe, enge Hohlräume in zähen Materialien wie gehärteten Stählen, Inconel oder Titan verursachen häufig ein Werkzeugversagen, das aufgrund der Einschränkungen durch das Länge-zu-Durchmesser-Verhältnis (L:D) auftritt. Sollte also ein Hohlraum um das Vierfache tiefer sein als der Durchmesser des Fräsers, so sollten die zusätzlichen Kosten und die längere Zykluszeit gerechtfertigt werden. Die Implementierung weniger enger Positionstoleranzen bei solchen tiefen Merkmalen kann oft die Notwendigkeit für zerbrechlichere, längere Werkzeuge vermindern.
Schaftfräser
Schaftfräser schneiden sowohl mit ihrer Stirnseite als auch mit den peripheren Nuten, was sie zu den vielseitigsten Fräsern beim CNC-Fräsen macht. Ein einzelner Schaftfräser kann einen Schnitt absenken, einen Schlitz erzeugen und gestuft schneiden, ohne dass ein Werkzeugwechsel erforderlich ist. Was auch der Grund ist, warum sie die Listen der Fräser für vertikale CNC-Zentren anführen.


Vierkantfräser
Der Vierkantfräser ist das am häufigsten auf einem vertikalen CNC-Bearbeitungszentrum anzutreffende Werkzeug. Sein flacher Boden und die peripheren Schnittkanten erlauben es ihm, achsial abgesenkt und dann als einzelnes Werkzeug radial bewegt zu werden. Typische Anwendungen sind die Erzeugung von 2D- und 3D-Hohlräumen, das Schlitzen, das Profilieren und das Eckfräsen. Die Abnutzung konzentriert sich bei diesem Werkzeug auf die Eckenschnittpunkte der Stirnfläche und die Peripherie. Wenn die Ecken durch den Verschleiß langsam angerundet werden, so wächst der mit dem Werkstück verbleibende Radius der Innenecken, auch wenn die Konstruktionszeichnung eine scharfe Ecke vorgibt. Dies ist die häufigste Ursache für ungewollt auftretende Innenradien bei maschinell gefertigten Teilen.
Kugelfräser
Der Kugelfräser ersetzt die flache Stirnseite durch eine halbkugelförmige Schneidspitze. Dessen Geometrie folgt gewölbten Oberflächen besser, weshalb es oft das Standardwerkzeug für die Erzeugung von 3D-Konturen, die Bearbeitung von Freiformflächen und die Veredelung (sog. Schlichtdurchläufe) ist, wenn komplexere Formen oder Matrizengeometrien gefertigt werden.
Die halbkugelförmige Spitze hinterlässt dabei ein wellenförmiges Oberflächenprofil zwischen den benachbarten Werkzeugpfaden. Die Form der Wellen (im Englischen auch „scallops height“ – Jakobsmuschelhöhe genannt), berechnet sich folgendermaßen:
h = r − √(r² − (s/2)²)
Wobei:
- h = Wellenhöhe (mm)
- r = Kugelradius (mm)
- s = Schrittweite zwischen benachbarten Werkzeugpfaden (mm)
| Kugelradius r (mm) | Schrittweite s (mm) | Wellenhöhe h (mm) | Resultierende Ra (ungefähr) |
| 3 | 0,5 | 0,010 | ~0,4 µm |
| 3 | 1,0 | 0,042 | ~1,6 µm |
| 6 | 1,0 | 0,021 | ~0,8 µm |
| 6 | 2,0 | 0,084 | ~3,2 µm |
Indem man die Schrittweite halbiert, wird die Wellenhöhe um ca. das Vierfache reduziert, es verdoppelt sich jedoch die Anzahl der erforderlichen Durchgänge und die Bearbeitungszeit proportional.
Rundkopfschaftfräser
Rundkopfschaftfräser (Bull-Nose-Fräser) haben eine flache Schneidfläche mit Eckradien, die die Lücke zwischen quadratischen und kugelförmigen Stirngeometrien überbrücken. Ihr Fräsvorgang erzeugt flache Böden mit definierten Eckradien, was die Schneidbelastung verteilt und damit die Lebensdauer des Werkzeugs im Vergleich zum Vierkantfräser erhöht. Sie eignen sich ideal für eher flache Hohlräume mit spezifischen Eckradien, was die Notwendigkeit für einen zweiten Durchgang in der Ecke eliminiert.
Fasenfräser / Entgrater
Fasenfräser sind konische Fräsköpfe mit einem festgelegten Winkel. Ein 90°-Winkel-Fasenfräser, die häufigste Konfiguration, erzeugt 45°-Fasen am Werkstück. Man kann damit sowohl anfasen als auch entgraten oder Senkbohrungen mit ein und demselben Werkzeug für eine große Reihe an Teilgrößen erzeugen. Das basiert darauf, dass die Breite der Fase / Schräge durch die achsiale Tiefe des Schnittes statt durch den Werkzeugdurchmesser angegeben wird.
| Umfasster Winkel | Erzeugter Kantenwinkel / Fase | Übliche Anwendung |
| 60° | 30° Fase | Vorbereitung für Schwalbenschwänze, aggressives Entgraten |
| 90° | 45° Fase | Normales Entgraten, Anfasen und Absenken |
| 120° | 60° Fase | Langsames Entgraten, Vorbereitung von Punktbohrungen |
Schwalbenschwanzfräser
Schwalbenschwanzfräsköpfe haben einen konischen Schneidkopf, der sich zur Spitze hin verbreitert. Sie benötigen einen vorgeschnittenen Schlitz für den Zugang, und bewegen sich dann lateral, um einen angewinkelten Hinterschnitt mit dem typischen Schwalbenschwanzprofil in den Wänden zu erzeugen. Die damit ermöglichte Schwalbenschwanzverbindung erlaubt es, zwei Teile in eine Richtung gegen lineare Bewegungen zu sperren, während ein Gleiten im rechten Winkel dazu möglich bleibt. Die dazu eingeschlossenen bzw. umfassten Winkel sind 45° und 60°. Die Anwendungsgebiete umfassen Schlitten von Werkzeugmaschinen, Picantinny-Schienensysteme, Halterungen für optische Komponenten und mechanische Verriegelungsfunktionen von strukturellen Baugruppen.


Schruppfräser
Schruppfräser, die manchmal auch Maiskolbenfräser genannt werden, haben entlang ihrer Schneidkanten ein gezacktes oder wellenförmiges Profil. Diese Zähne brechen die Späne in kleinere Segmente, anstatt dass sich ein einzelner sehr langer Span im Spanraum bilden kann. Das führt dazu, dass pro Zahn eine geringere Schneidkraft aufgebracht werden muss, tendenziell weniger Vibrationen entstehen und höhere Materialabtragsraten im Vergleich zu Standardschaftfräsern bei gleichen Schnittparametern ermöglicht werden. Der Nachteil ist eine raue, abgestufte Oberfläche, die einen nachfolgenden Schlichtdurchgang (zur Veredelung) mit einem normalen Schaftfräser erfordert.


Schlitzbohrer
Schlitzbohrer sind Schaftfräser mit 2 Spannuten, die speziell darauf ausgelegt sind, Zugänge abzusenken und Schlitze zu schneiden. Die Geometrie mit zwei Spannuten maximiert das Spanraumvolumen, was entscheidend bei Schlitzvorgängen ist, bei denen das Werkzeug beidseitig vom Material des Werkstücks eingeschlossen wird und die Späne nur begrenzten Raum haben, um abgeführt zu werden. Der Einsatz eines Schaftfräsers mit 4 Spannuten in einem einzelnen Schlitz geht mit dem Risiko einher, dass der Spanraum mit Spänen verstopft wird, was entweder die Spindel festfährt oder das Werkzeug abbricht. Schlitzbohrer vermeiden dies durch das Opfern der Oberflächengüte für mehr Spielraum für das Abführen von Spänen, wenn dies der Vorgang verlangt.


Planfräser
Der Planfräser stellt das Arbeitstier bei der Erzeugung flacher Oberflächen dar. Im Gegensatz zum helixförmigen Spiralwinkel, ist der dominierende geometrische Parameter bei diesem Werkzeug der Einstellwinkel (KAPR): Das ist der Winkel zwischen der Hauptschnittkante und der maschinell bearbeiteten Oberfläche. Der große Werkzeugdurchmesser (i.d.R. 50 bis 200 mm), hochfeste Einsätze und der steife, kurze Planfräskörper machen das Planfräsen zur produktivsten Methode für die Erzeugung flacher Oberflächen auf großen Werkstücken.


| KAPR (Einstellwinkel) | Spandicke | Kraftrichtung | Lebens-dauer d. Einsätze | Schulter- kapazität |
| 45° | dünn (Last über lange Kante verteilt) | geteilt, axial/radial | Am längsten | Keine echte quadratische Schulter |
| 75° | Moderat | Haupt- sächlich radial | Moderat | Beinahe quadratische Schulter |
| 90° | Komplett (auf die Kante konzentriert) | Vollständig radial | Am kürzesten | Echte quadratische Schulter |
Aufsteckfräser
Aufsteckfräser sind Planfräser, die mit einer mittigen Bohrung versehen sind, über die sie auf einem Aufsteckdorn befestigt werden. Dieser Aufsteckdorn kann mit mehreren unterschiedlich großen Aufsteckfräskörpern verwendet werden, was die Werkzeugkosten für CNC-Anlagen vermindert, da diese mehrere Durchmesser mit der gleichen Spindel verwenden können. Funktionell gesehen sind sie ebenfalls Planfräser, deren Unterscheidung einzig anhand der Montagekonfiguration erfolgt.
Schlagzahnfräser
Ein Schlagzahnfräser nutzt einen einzelnen austauschbaren Bit bzw. Werkzeugeinsatz aus Schnellarbeitsstahl (HSS) oder Hartmetall, der in einen sich drehenden Fräskörper eingesetzt wird. Die punktuelle Geometrie macht ihn extrem vielseitig und zudem günstig in der Ausstattung, wobei die fehlenden Einsätze die Produktivität jedoch stark begrenzen. Die Zykluszeit bei einer vergleichbaren Materialabtragsrate ist vier bis zwölfmal länger als bei einem äquivalenten Planfräser mit mehreren Einsätzen. Schlag(zahn)fräser eignen sich für Arbeiten mit geringem Budget und kleinen Stückzahlen, Einsätze im Werkzeugbau, und jene Situationen, bei denen der erforderliche Stirndurchmesser das überschreitet, was normale Wendeplattenfräser praktisch abdecken können.
Form- und Profilfräsen
Form- und Profilfräser verfügen über eine Schnittkante, die in eine spezifische Form gebracht wurde. Jeder Fräskopf in dieser Familie erfüllt eine spezifische Aufgabe, die gänzlich durch seine Geometrie bestimmt wird. Ersetzt man dieses Werkzeug durch einen Fräskopf aus einer anderen Familie, so wird nicht das korrekte Merkmal erzeugt.
Gewindefräser
Gewindefräsern wurde das Profil des Gewindes direkt in ihre seitliche Geometrie eingearbeitet. Sie sind kleiner im Durchmesser als die Bohrung, die sie mit einem Gewinde versehen sollen, indem sie in einem spiralförmigen Pfad im Inneren der Bohrung abfahren, um das Gewinde zu fräsen. Ein Gewindefräser schneidet Gewinde mit beliebiger Tiefe mit der passenden Steigung, was ihm einen großen Vorteil gegenüber dem Gewindebohren in Blindbohrungen verschafft, da der Gewindeschneider einen Bodenkontakt ausbilden und dann brechen könnte. Gewindefräser funktionieren zudem auch mit gehärteten Materialien, bei denen das Gewinde nicht geschnitten werden kann. Zudem kann auch kein Ausschuss entstehen, weil der Gewindebohrer abbricht.
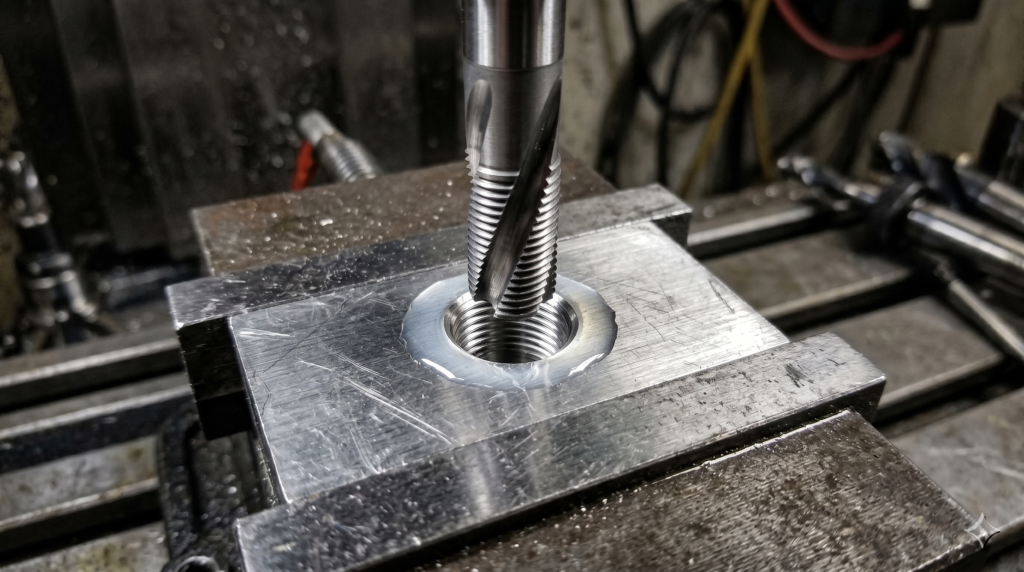

Wenn Sie ein Merkmal mit Gewinden definieren, klären Sie den Gewindeschneiderdurchmesser und die Eingriffstiefe des Gewindes möglichst früh im Konstruktionsvorgang und verwenden Sie einen Rechner für die Gewindeschneidergröße, bevor Sie sich endgültig für eine Definition des Gewindes auf der Zeichnung entscheiden.
T-Nutfräser
Fräser für T-Nuten erfordern einen vorgearbeiteten vertikalen Zugangsschlitz bevor sie eingesetzt werden können. Der Fräser tritt dabei durch den Zugangsschlitz ein, und bewegt sich dann seitlich, um die Basis des Schlitzes/Kanals auf den Durchmesser des Fräskopfes zu erweitern, wodurch dann das T-Profil entsteht. Die primäre technische Anwendung liegt bei den Nuten in Arbeitstischen von Werkzeugmaschinen, die dazu ausgelegt werden, T-förmige Bolzenköpfe aufzunehmen, und damit Haltevorrichtungen für Arbeitsgänge zu fixieren.
Scheibenfederfräser
Scheibenfräser bzw. Scheibenfederfräser sind spezielle, scheibenförmig ausgearbeitete Werkzeuge, die für die maschinelle Fertigung von halbkreisförmigen Schlitzen, die gemäß ANSI B17.2sowie DIN 6888 für die Montage von Wellen- und Bohrungsbaugruppen ausgearbeitet werden müssen, benötigt werden. Geometrisch betrachtet ähneln sie sehr stark dem Fräser für T-Nuten, ihre Maße sind aber genormt, um den halbkreisförmigen Schlüsselelementen zu entsprechen, wie sie in den Normen festgelegt werden. Sollten Sie eine nicht genormte Schlitztiefe oder -breite festlegen, so führt dies zu einer kundenspezifischen Werkzeugbestellung, die sowohl Vorlaufzeit in der Beschaffung als auch zusätzliche Kosten verursacht.

Evolventen-Zahnformfräser
Evolventen-Zahnformfräser (oder auch nur Zahnfräser) sind formentlastete Scheibenfräswerkzeuge, die auf ein exaktes Evolventen-Zahnprofil eines Zahnrads ausgelegt werden. Sie fungieren als horizontal eintauchende Fräsköpfe und schneiden jeweils eine Zahnlücke. Das Werkzeug muss dabei auf die korrekte Anzahl an Zähnen indiziert werden: Ein einzelner Fräskopf deckt mehrere Zahnindizes ab, und nicht nur einen Wert. Evolventen-Zahnformfräser eignen sich gut für Einzelanfertigungen und Kleinserien. Bei einer Großserienfertigung von Zahnrädern werden stattdessen Wälzfräsen oder das Zahnradschleifen eingesetzt, und nicht das Zahnformfräsen.


Peripherie- und Planfräsen
Peripherie- und Planfräser fräsen am Umfang parallel zur Spindelachse, sie sind dabei auf einem horizontalen Aufsteckdorn montiert. Diese Familie von Fräsköpfen ist ein Vermächtnis aus der Zeit des Horizontalfräsens. Vertikale Fräszentren, die indizierbare Planfräser einsetzen, haben diese Familie größtenteils ersetzt, wenn es um das Planfräsen geht. Diese Art von Fräsern bleibt jedoch weiterhin in jenen Fabriken relevant, die weiterhin eine horizontale Spindelausstattung einsetzen, um spezifische Anwendungen für das Satzfräsen abzudecken.
Walzenfräser
Walzenfräser sind breite zylindrische Fräsköpfe mit spiralförmigen Zähnen entlang der gesamten Peripherie. Sie werden auf einen Aufsteckdorn montiert, und werden dazu verwendet, große flache Flächen in einem einzigen Durchgang zu bearbeiten, was der wichtigste Produktionsschritt für flache Oberflächen war, bevor Planfräser mit indizierten Einsätzen zur Norm wurden. Es gibt aber noch Fabriken, in denen eine horizontal ausgerichtete Ausstattung genutzt wird, und dort werden Walzenfräser noch immer effizient für das großzügige Entfernen von Material von sehr großen, flachen Blöcken (sog. Brammen) eingesetzt.


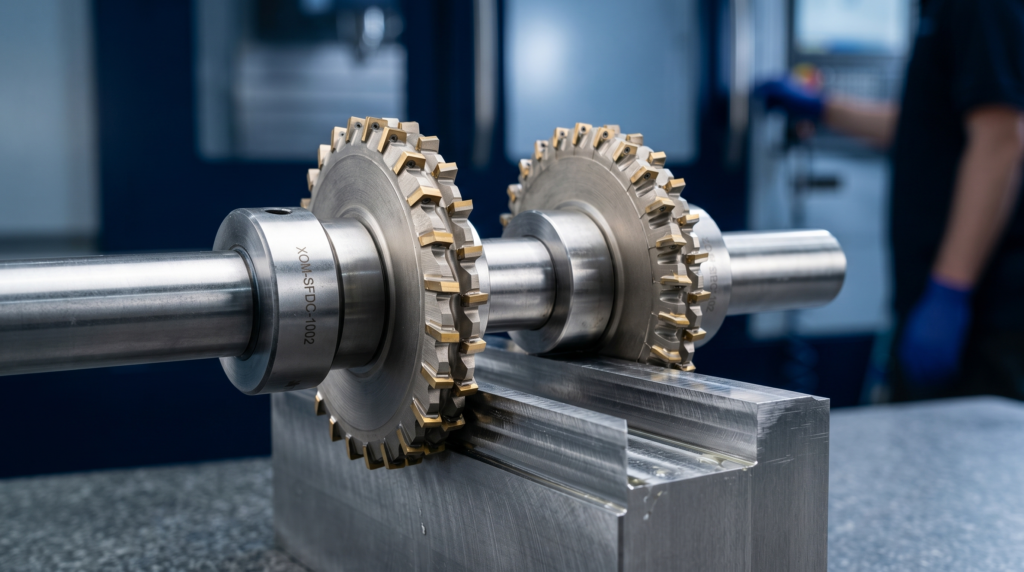
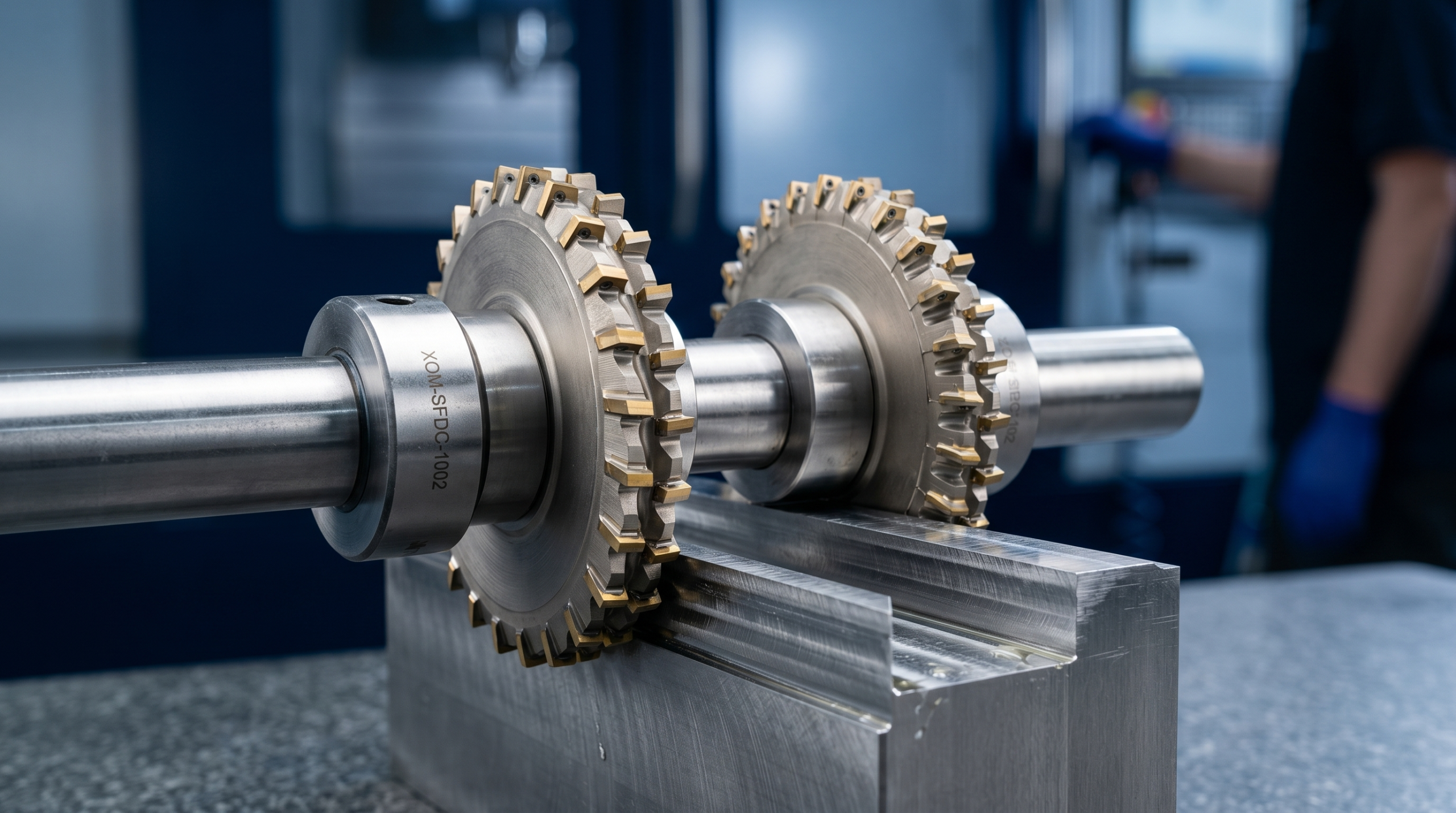
Scheibenfräser
Scheibenfräser, oder genauer gesagt Drei-Seiten-Scheibenfräser, sind scheibenförmige Werkzeuge mit Zähnen an ihrer Peripherie und auf beiden Stirnseiten. Werden auf einem horizontalen Aufsteckdorn montiert, und werden für das Schlitzfräsen und das Satzfräsen verwendet, bei dem zwei Fräsköpfe zeitgleich in einer Maschine mit mehreren Aufsteckdornen das Werkstück beidseitig bearbeiten.
Die Möglichkeit, den Abstand der Fräsköpfe mit Abstandshaltern sehr genau einzustellen, macht diese Methode für das Fräsen von parallelseitigen Nuten und Schlitzen in der Serienfertigung sehr gut wiederholbar.
Fräskopfmaterialien und -beschichtungen
Das Substrat bestimmt, wie heiß ein Fräskopf werden darf, bevor er seine Härte verliert. Die Beschichtung wiederum verfielfacht die Lebensdauer des Werkzeugs, indem sie die Reibung verringert und die chemische Abnutzung an der Schnittkante verlangsamt. Substrat und Beschichtung müssen zusammen ausgewählt werden, da eine unpassende Zusammenstellung (z. B. eine Hochtemperaturbeschichtung mit einem Substrat für geringere Temperaturen) keine Vorteile mit sich bringen würde, aber die Kosten steigen lässt.
Substratmaterialien
| Substrat | Max. Betriebs- temperatur | Härte bei Hitze | Am besten für | Entscheide Einschränkung |
| Schnell- arbeitsstahl (HSS) | ~600 °C | Niedrig | Mehrzweck, individuell geschliffene Formen | weich über 600°C, geringe Produktivität |
| Kobalt HSS (M35, M42) | ~675°C | Moderat | Edelstahl, Titan | Mäßige Verbesserung gegenüber einfachem HSS |
| Gebundenes Hartmetall | ~900°C | Hoch | Produktionsfräsen: Stahl, Edelstahl, Aluminium | Spröde, verträgt keine Stoßbelastung |
| Schneidkeramik (Al₂O₃, Si₃N₄) | ~1.200°C | Sehr hoch | Gusseisen, Nickel-Super- legierungen bei hoher Geschwindigkeit | Sehr spröde, keine Schnittunterbrechungen |
| Kubisches Bornitrid (CBN) | ~1.400°C | Am höchsten (außer Diamant) | Schlichtfräsen von gehärtetem Stahl | Teuer, nur mit gehärteten Spitzen/Köpfen |
| Polykristalliner Diamant (PKD) | ~700°C | Am höchsten | Aluminium, Kupfer, Verbundwerkstoffe | Wird über 700°C wieder zu Graphit, kann kein Eisen schneiden |
Schnellarbeitsstahl (HSS) bleibt weiterhin für individuell geschliffene Werkzeuge, im eigenen Haus gefertigte Formwerkzeuge und Kleinserien relevant, bei denen die Sprödheit und die Kosten durch Hartmetall nicht zu rechtfertigen sind. Gebundenes Hartmetall stellt weiterhin das vorherrschende Substrat für das CNC-Produktionsfräsen für Stahl, Edelstahl und Aluminium dar. CBN und PKD sind anwendungsspezifische Premiumoptionen mit einem eher engen Anwendungsbereich.
Beschichtungen
Beschichtungen schützen die Oberfläche vor Hitze, Abrieb und chemischen Einflüssen. Die passende Beschichtung für jede Anwendung ergibt sich durch das Material des Werkstücks, und die Schneidtemperatur, die das Werkstück bestimmt, nicht nur durch das Substrat allein.


| Beschichtung | Max. Tem- peratur | Hauptfunktion | Korrekte Anwendung |
| TiN (Titannitrid) | ~600 °C | Oberflächenhärtung, geringe Reibung | HSS Werkzeugfertigung, mittlere Geschwindigkeiten für Hartmetalle, weiche Buntmetalle |
| TiAlN / AlTiN (Titanaluminiumnitrid) | ~800°C | Selbstheilende Aluminiumoxidschicht | Fräsen von Stahl und Edelstahl bei Produktionsgeschwindigkeiten |
| AlCrN (Aluminium-Chromnitrid) | ~1.100°C | Höchste Oxidationsbeständigkeit der Standardbeschichtungen | Gehärtete Stähle, Hochtemperaturlegierungen |
| DLC (diamantartiger Kohlenstoff) | ~400°C | Extreme Reibungsreduzierung | Aluminium, Kupfer, Kunststoffe: vermeidet Aufbauschneiden |
TiAlN und AlTiN sind die Norm bei der Beschichtung von Hartmetall-Schaftfräsern beim Fräsen von Stahl, da die Aluminiumoxidschicht, die sie bei hohen Temperaturen bilden, den Schutz verbessert, je mehr sich das Werkzeug erhitzt. AlCrN erweitert dieses Prinzip noch auf härtere Materialien und höhere Temperaturen. DLC (diamantartiger Kohlenstoff) nutzt man insbesondere, um das Anhaften und die Bildung von Aufbauschneiden zu verhindern, die bei Aluminium und anderen klebrigen Nichteisenmaterialien für unbeschichtete oder TiN-beschichtete Werkzeuge problematisch werden können.
Schnittparameter – wie sie die Werkzeugauswahl bestimmen
Drei Parameter bestimmen die Auswahl des Schnittwerkzeugs – Schnittgeschwindigkeit, Vorschub pro Zahn und die Schnitttiefe. Sandvik hat alle relevanten Formeln für das Fräsen für Berechnungen aufgelistet.
Schnittgeschwindigkeit
Die Schnittgeschwindigkeit (Vc) ist die Oberflächengeschwindigkeit der Schnittkante am Außendurchmesser des Fräsers, gemessen in Metern pro Minute. Die korrekte Schnittgeschwindigkeit ist eine Funktion aus zwei Variablen: dem Material des Werkstücks und dem Substrat des Werkzeugs. Eine zu hohe Geschwindigkeit erzeugt überschüssige Wärme, schwächt das Substrat und beschleunigt die Abnutzung. Eine zu geringe Geschwindigkeit verursacht ein Reiben statt eines Schneidens, was ebenfalls überschüssige Wärme erzeugt und die Lebensdauer des Werkzeugs verringert.
| Material des Werkstücks | Typischer Vc-Bereich (m/min) – Hartmetallwerkzeug |
| Aluminiumlegierungen | 200 bis 600 |
| Weichstahl / Baustahl | 80 bis 200 |
| Edelstahl (austenitisch) | 50 bis 120 |
| Titanlegierungen | 30 bis 80 |
| Gehärteter Stahl (45 – 60 HRC) | 50 bis 150 (CBN) |
| Gusseisen | 100 bis 300 |
| Nickel-Superlegierungen | 15 bis 50 |
Vorschub pro Zahn
Der Vorschub pro Zahn (fz) bestimmt die Spanbelastung: Wieviel trägt jeder Zahn pro Umdrehung ab? Eine zu geringe Spanbelastung verdünnt den Span unterhalb seines idealen Querschnitts, konzentriert Wärme in einem kleineren Materialvolumen und beschleunigt damit den Werkzeugverschleiß. Eine zu hohe Spanbelastung hingegen sorgt für eine Überschreitung der strukturellen Kapazität des Werkzeugs, und verursacht ein Verbiegen, Rattern oder sogar den Bruch des Werkzeugs. Die Spanbelastung kann nicht einfach mit der Vorschubrate ausgetauscht werden: Vorschubrate (mm/min) )= fz x Zahl der Spannuten x U / min
Schnitttiefe
Die Tiefe des Schnittes ergibt sich aus zwei voneinander unabhängigen Richtungen: achsial (Wie weit dringt der Fräser in das Werkstück ein?) und radial (wie viel des Fräskopfdurchmessers greift seitlich ein?). Ein radialer Eingriff ist die aggressivere der beiden Variablen der Wärmeerzeugung: Ein Fräser mit 100% radialem Eingriff (Schlitzen auf voller Breite) hat jeden Zahn in Kontakt mit dem Werkstück für die Hälfte jeder Umdrehung. Dies erzeugt nachhaltig und konzentriert Wärme. Ein leichter radialer Durchgang nutzt die größere axiale Tiefe, um dies zu kompensieren, und die Last damit über die gesamte Länge der Spannut zu verteilen, und somit die Zeit, die jeder Zahn beim Schneiden verbringt, zu minimieren.
| Art des Arbeitsgangs | Radialer Eingriff | Axialer Eingriff | Hitzelevel | Korrekte Anwendung |
| Schlitzen | 100% (volle Breite) | Flach (0,5 bis 1x D) | Hoch | Nur für das Schlitzen, mit 2 Spannnuten |
| Konventionelles Schruppen | 30 bis 60% D | Moderat (1x bis 1,5x D) | Moderat | Allgemeiner Materialabtrag |
| Hocheffizienz- fräsen (HEM) | 5 bis 15% D | Tief (3x bis 5x D) | Niedrig | Maximale Standzeit/ Lebensdauer, schnelle Zykluszeiten |
| Oberflächenveredelung | 5 bis 10% D | volle Tiefe des Merkmals | Niedrig | Oberflächengüte, Maßhaltigkeit |
Design for Manufacturability: Mit dem Fräskopf die Konstruktion durchdenken
Jedes Element einer Konstruktion, das außerhalb des normalen Fräserkatalogs fällt, erzeugt direkt ein Beschaffungsproblem, das eine Verbindlichkeit durch Kosten und Vorlaufzeiten darstellt.
Die folgenden Einschränkungen ergeben sich direkt aus der Geometrie des Fräsers und müssen bereits in der Zeichenbrettphase des Designs bedacht werden.
| Designelement | Einschränkung durch Fräskopf | DfM-Regel |
| Inneneckenradien in Hohlräumen | Müssen gleich oder größer als der Fräskopfdurchmesser sein. | Legen Sie den kleinsten akzeptablen Radius fest, nicht Null. Ein Innenradius von 0 ist physikalisch unmöglich zu fräsen. |
| Schlitzbreite | Kann nicht enger sein als der kleinste verfügbare Fräskopfdurchmesser. | Normierte Schlitzbreiten (3, 4, 5, 6, 8, 10, 12, 16, 20 mm) vermeiden teure Prämien für individuell gefertigte Werkzeuge. |
| Hohlraumtiefe | Begrenzt durch das L:D-Verhältnis des Fräsers. | Die Tiefe des Hohlraums (bzw. einer Tasche) sollte im Idealfall das Vierfache des festgelegten Eckenradius nicht überschreiten. |
| Gewinde- spezifikation | Wird durch die verfügbaren Gewindeschneider und Gewindefräsen bestimmt. | Verwenden Sie metrische (ISO) oder Unified (UNC/UNF) Gewindegrößen. Überprüfen Sie die verfügbaren Bohrer-/Fräsergrößen frühzeitig. |
| Fasenwinkel | Normierte Fasenfräser decken Winkel von 30°, 45° und 60° ab. | Nicht normierte Fräsköpfe erfordern eine individuelle Werkzeugfertigung und -einrichtung. Bleiben Sie standardmäßig bei 45° wo immer das möglich ist. |
| T-Nuten- und Schwalben- schwanz- geometrien | Erfordern einen vorher ausgearbeiteten vertikalen Zugangsschlitz. | Fügen Sie der Zeichnung immer die Abmessung des Zugangsschlitzes hinzu, und achten Sie darauf, diesen Schlitz mit dem Zugangsdurchmesser des verfügbaren Fräsers abzustimmen. |
| Schlitze für Scheibenfedern | Muss den Normgrößen der ANSI B17.2 oder DIN 6888 entsprechen. | Geben Sie eine entsprechende Normgröße/-ziffer an. Nicht normierte Breiten erfordern eine teure individuelle Werkzeugfertigung. |
Konstruktionen, die sich hingegen an den Normdurchmessern der Fräsköpfe, den Radien, Fasenwinkeln und Gewindesteigungen orientieren, bewegen sich deutlich schneller durch Preisanfragen und Rüstvorgänge hindurch, und bewirken weniger technische Änderungsanfragen. Für Merkmale, bei denen enge Maßanforderungen bestehen, und die mit anderen Teilen zusammenpassen müssen, sollten Toleranzen über Standardtoleranzen für Grenzmaße und Passungen definiert werden. Diese bestätigen, dass die vorgegebene Klasse der Passung mit dem normalen CNC-Bearbeitungsverfahren der angegebenen Kapazitäten erreichbar ist, bevor die Zeichnung überhaupt freigegeben ist.
Der praktische Nutzen des Verständnisses der Einschränkungen von Fräsköpfen zeigt sich durch weniger Revisionen der Konstruktionszeichnungen, schnelle Angebotsabfragezyklen und Teile, die die Erstmusterprüfung gänzlich ohne werkzeugbedingte Überraschungen erreichen.






Comment(0)