 Europe
Europe  Türkiye
Türkiye 



La gama de tipos de fresas con el que cuenta un taller de CNC limita directamente lo que dicho taller puede fabricar. La esquina de un hueco no puede ser más afilada que la fresa con la que se ha moldeado. Una ranura no puede ser más estrecha que la herramienta más pequeña que llega hasta su fondo. Una ranura para chaveta Woodruff requiere una fresa específica para la chaveta Woodruff: no hay geometría que pueda sustituirla. Cada decisión de diseño que ignore estos límites físicos genera problemas evitables con las herramientas, plazos de entrega más largos y costes de reelaboración que se remontan directamente a la fase de diseño.
Las fresas son herramientas rotativas que eliminan material al actuar sobre una pieza de trabajo sólida en la cara frontal, la periferia o ambas simultáneamente. Las cuatro familias principales son las fresas de punta, las fresas de cara, las fresas de forma y perfil, y las fresas periféricas. Las dos primeras familias abarcan la gran mayoría de los procesos modernos de fresado CNC. Comprender los requisitos de geometría, sustrato y recubrimiento de cada familia es lo que distingue un plano que se mecaniza limpiamente de otro que necesita rediseñarse tras el primer presupuesto.
Geometría de las fresas: parámetros que determinan el rendimiento
El rendimiento de cualquier fresa se reduce a un pequeño conjunto de parámetros geométricos. Estos parámetros son los que tienen en cuenta los operarios cuando plantean objeciones a un diseño, y son los que debes comprender para poder leer con precisión un catálogo de herramientas.
Canales o labios
Los canales o labios son las ranuras helicoidales rectificadas a lo largo del cuerpo de la fresa. Los filos de corte avanzan sobre la cara frontal de cada labio; las virutas se evacuan a través del canal situado detrás de este. El número de labios controla simultáneamente la evacuación de virutas, la resistencia del núcleo y el acabado superficial, y estos tres factores compiten directamente entre sí


| Número de canales | Espacio libre para virutas | Resistencia del núcleo | Acabado superficial | Aplicación principal |
| 2 | Máximo | Mínimo | Tosco | Aluminio, plásticos blandos, corte de ranuras |
| 3 | Alto | Moderado | Moderado | Desbaste general de metales no ferrosos y acero ligero |
| 4 | Moderado | Alto | Bien | Perfilado de acero y acero inoxidable, ranurado |
| 5+ | Bajo | El más alto | Lo mejor | Acabado en acero templado, pasadas de alto avance |
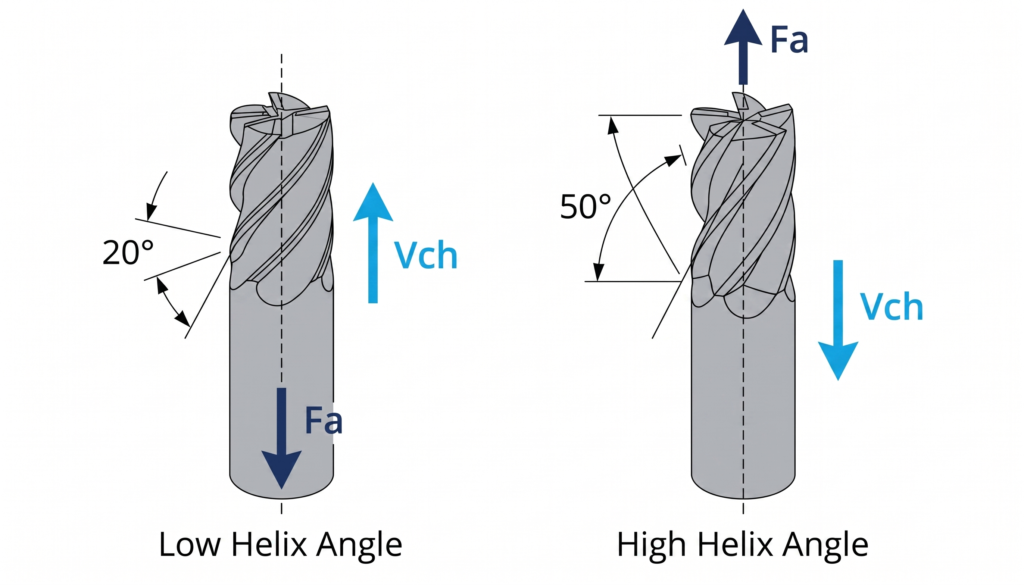
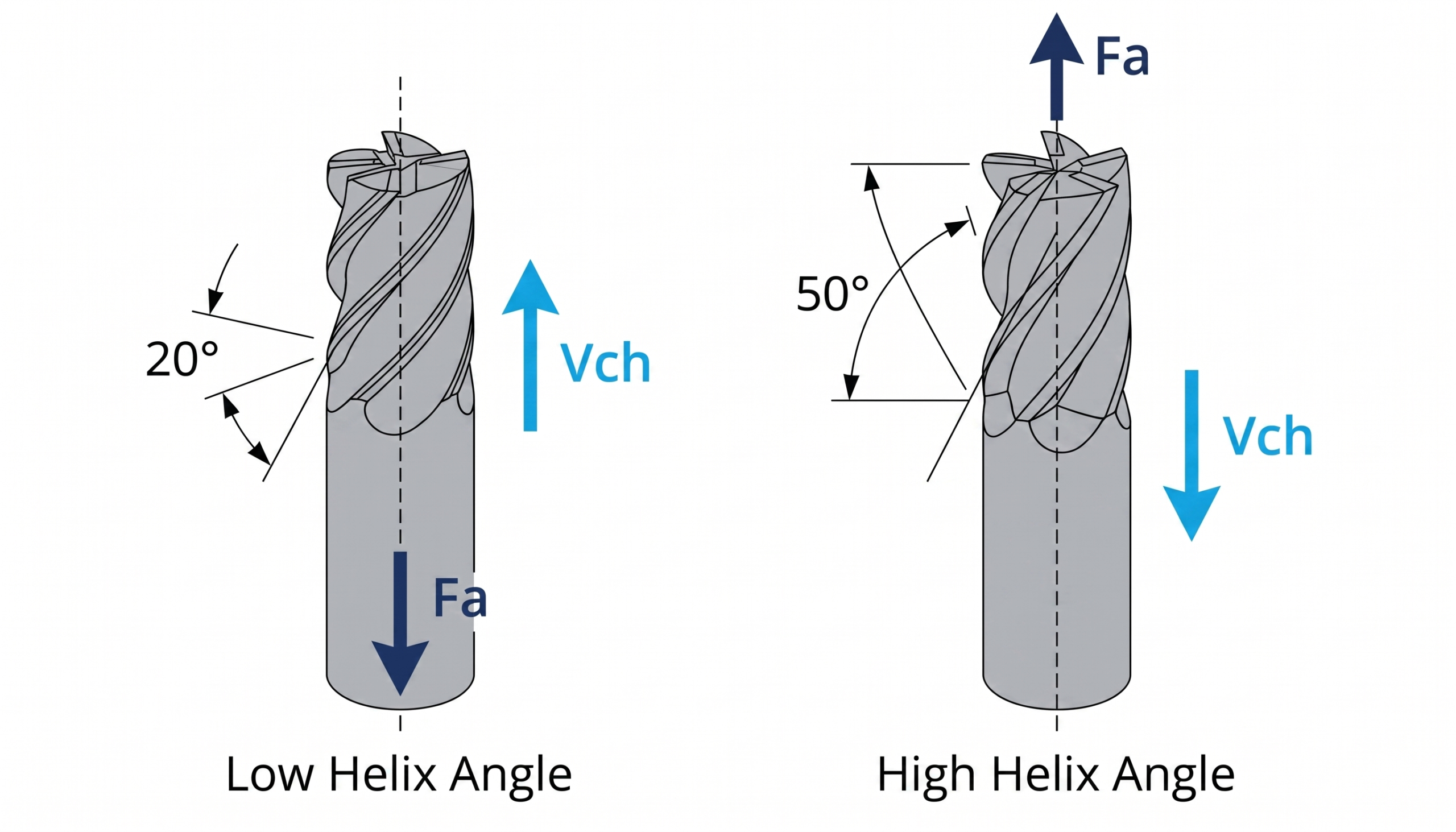
Ángulo de hélice
El ángulo de hélice es el ángulo de espiral que se mide entre la línea central de la ranura y el eje longitudinal de la fresa. Suele oscilar entre 15° y 60°. Un ángulo de hélice bajo (inferior a 40°) proporciona una mayor resistencia de los dientes, un mayor volumen del canal de viruta y menores fuerzas de corte en la dirección axial, a cambio de un acabado superficial más tosco y unas velocidades de avance reducidas.
Un ángulo de hélice elevado (superior a 40°) reduce las fuerzas de corte radiales y proporciona un mejor acabado superficial, pero reduce la sección transversal de la herramienta y aumenta el riesgo de rotura de los dientes bajo cargas elevadas. La dureza del material es el factor determinante: los materiales no ferrosos blandos, como el aluminio, se mecanizan con un ángulo de hélice de 45° o superior; el hierro fundido, con un ángulo de 20° o inferior.
Ángulo de ataque
El ángulo de ataque determina la intensidad con la que el filo de corte incide sobre la pieza de trabajo. Un ángulo de ataque positivo reduce la fuerza de corte necesaria, acelera la evacuación de virutas y disminuye la generación de calor. Es la opción adecuada para materiales de pieza de trabajo más blandos. Un ángulo de ataque neutro o negativo aumenta la resistencia del filo al engrosar la geometría en cuña, lo cual es necesario para materiales duros, cortes interrumpidos y piezas de trabajo abrasivas, en las que un filo con ángulo de ataque positivo se astillaría rápidamente.
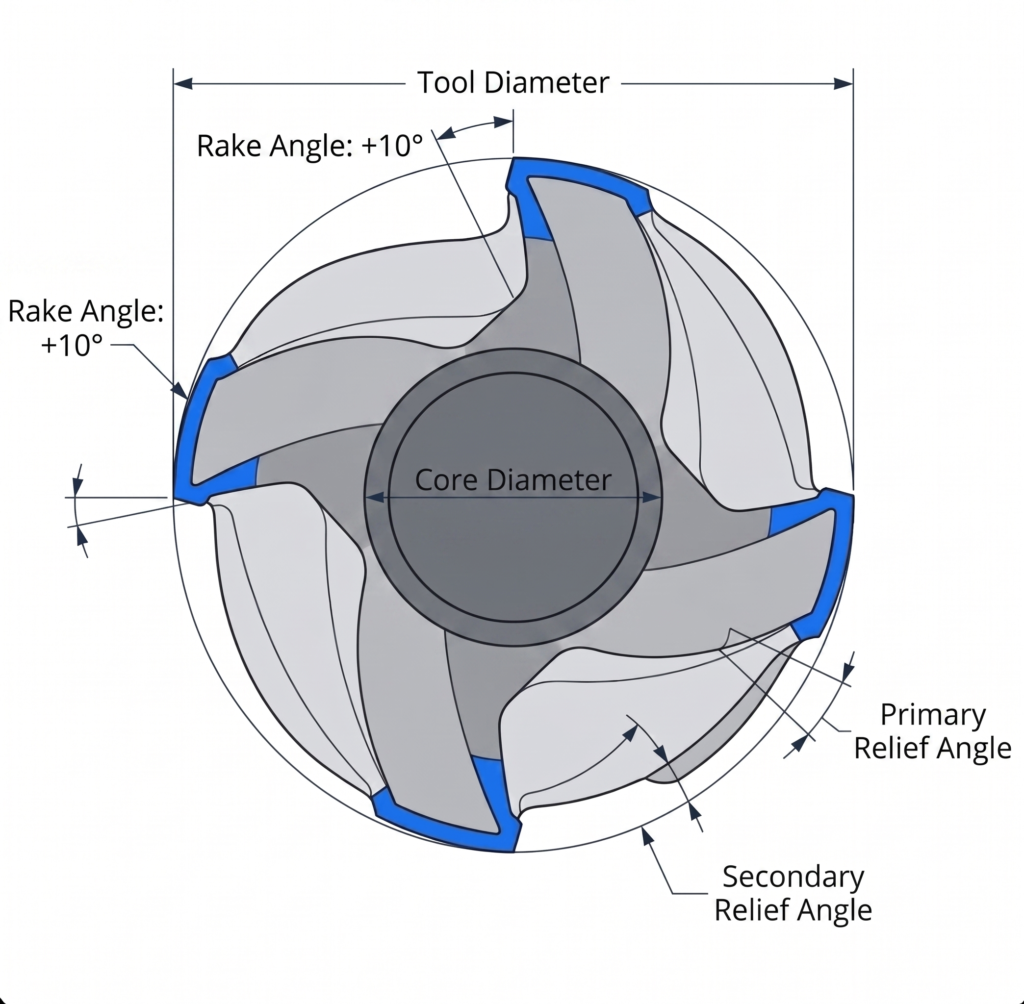
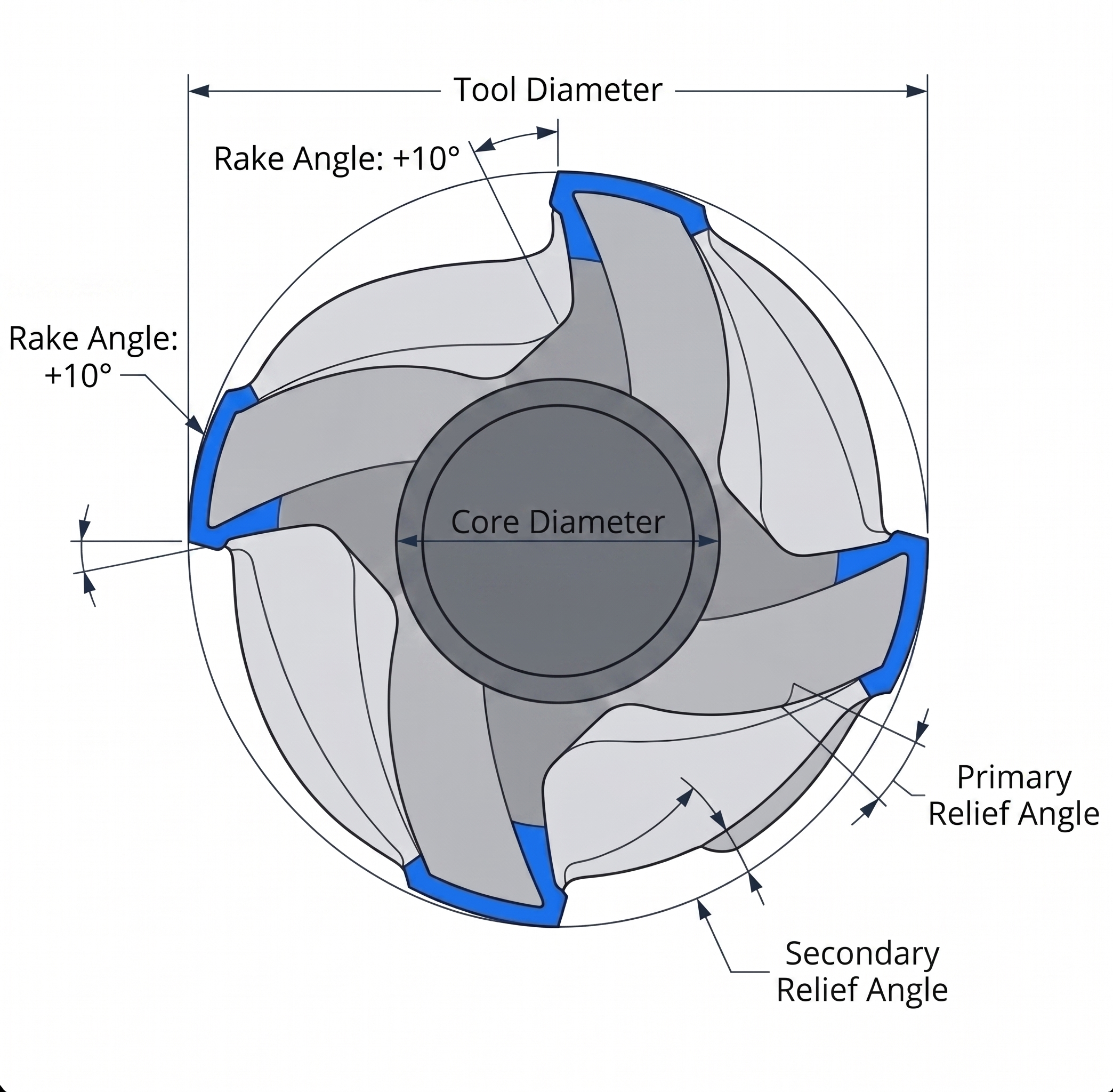
Geometría de las esquinas
La geometría de las esquinas determina la presencia y el tamaño del radio de redondeo en una esquina interna de un hueco. Las esquinas afiladas (cuadradas) concentran la tensión en el filo de corte y dejan una esquina interna de 90° exactos, lo que también genera una concentración de tensiones en la pieza de trabajo. Un radio de esquina distribuye esa tensión a lo largo de un arco, prolonga la vida útil de la herramienta y añade un redondeo a la esquina de la pieza de trabajo.
El diseño de esquinas de cavidades internas con un radio igual o superior al radio estándar de la fresa elimina la necesidad de utilizar herramientas especiales y reduce el tiempo de ciclo de mecanizado. Para obtener información detallada sobre el impacto en los costes y la fabricación de las decisiones relativas a los redondeos y los chaflanes, consulta este artículo sobre los redondeos y los chaflanes en piezas mecanizadas con CNC.
Relación longitud-diámetro (L:D)
La relación L:D determina la rigidez de la herramienta, su flexión bajo la carga de corte y el riesgo de rotura de la herramienta. Es la principal restricción geométrica para cavidades profundas y ranuras estrechas.
| Relación L:D | Rigidez | Implicaciones de diseño |
| Hasta 4:1 | Alto | Ideal para cortes agresivos y de alta precisión |
| De 5:1 a 8:1 | Moderado | Reducir el avance y la profundidad de corte; controlar las fuerzas laterales |
| Por encima de 8:1 | Bajo | Alto riesgo de rotura; limitarse únicamente a las pasadas de acabado |
Las cavidades profundas y estrechas fabricadas con materiales resistentes, como el acero endurecido, el Inconel y el titanio, suelen provocar fallos en las herramientas debido a las limitaciones de la relación longitud-diámetro (L:D). Si la profundidad de una cavidad supera cuatro veces el diámetro de la fresa, es necesario justificar el coste adicional y el tiempo de ciclo. La aplicación de tolerancias posicionales más flexibles en estas características profundas a menudo puede mitigar la necesidad de utilizar herramientas frágiles y de gran alcance.
Fresas de mango
Las fresas extremo o mango cortan simultáneamente tanto por la cara frontal como por las ranuras periféricas, lo que las convierte en la familia más versátil del fresado CNC. Una sola fresa de mango puede realizar fresados de penetración, ranuras, perfiles, cavidades y escalones sin necesidad de cambiar de herramienta, razón por la cual predominan en las listas de herramientas de los centros de mecanizado verticales.


Fresas de extremo de punta plana
La fresa de extremo de punta plana es la herramienta de corte más habitual en un centro de mecanizado vertical CNC. Su base plana y sus aristas de corte periféricas le permiten realizar fresados axiales y desplazamientos radiales con una sola herramienta. Entre sus aplicaciones típicas se incluyen el fresado de cavidades en 2D y 3D, el fresado de ranuras, el perfilado y el fresado de rebordes. El desgaste se concentra en la esquina donde se cruzan la cara frontal y la periferia. A medida que la esquina se redondea por el desgaste, el radio interno de la esquina que queda en la pieza de trabajo aumenta, incluso si el plano técnico especifica una esquina afilada. Esta es la causa más habitual de radios internos no deseados en las piezas mecanizadas.
Fresas de punta esférica
La fresa de punta esférica sustituye la cara frontal plana por una punta de corte semiesférica. Esta geometría permite trazar superficies curvas, lo que la convierte en la herramienta estándar para el contorneado 3D, el mecanizado de superficies de forma libre y las pasadas de acabado en geometrías complejas de moldes y matrices.
La punta hemisférica deja un perfil de superficie festoneado entre las trayectorias de herramienta adyacentes. La altura del festón se calcula de la siguiente manera:
h = r − √(r² − (s/2)²)
Dónde:
- h = altura de la concha (mm)
- r = radio de la bola (mm)
- s = distancia de desplazamiento entre trayectorias de herramienta adyacentes (mm)
| Radio de la bola r (mm) | Paso lateral s (mm) | Altura de la cresta h (mm) | Ra resultante (aproximado) |
| 3 | 0,5 | 0,010 | ~0,4 µm |
| 3 | 1,0 | 0,042 | ~1,6 µm |
| 6 | 1,0 | 0,021 | ~0,8 µm |
| 6 | 2,0 | 0,084 | ~3,2 µm |
Reducir el paso a la mitad reduce la altura del festón aproximadamente cuatro veces, pero duplica el número de pasadas y el tiempo de mecanizado de forma proporcional.
Fresas de punta redondeada
Las fresas de punta redondeada cuentan con una cara de corte plana con radios en las esquinas, lo que supone un término medio entre las geometrías de punta cuadrada y de punta esférica. Permiten mecanizar fondos planos con radios de esquina definidos, distribuyendo la tensión de corte para prolongar la vida útil de la herramienta en comparación con las fresas de punta cuadrada. Son ideales para cavidades planas que requieran radios de esquina específicos, ya que eliminan la necesidad de una pasada secundaria en las esquinas.
Fresas biseladas
Las fresas de bisel son fresas cónicas con un ángulo incluido definido. Una fresa de bisel con un ángulo incluido de 90°, que es la configuración más habitual, produce biseles de 45° en la pieza de trabajo. Permite realizar operaciones de biselado, desbarbado y avellanado con una sola herramienta en piezas de muy diversos tamaños, ya que la anchura del bisel viene determinada por la profundidad de corte axial y no por el diámetro de la herramienta.
| Ángulo incluido | Ángulo de arista de salida | Uso habitual |
| 60° | Chaflán de 30° | Preparación de la cola de milano, biselado agresivo de los bordes |
| 90° | Chaflán de 45° | Desbarbado, biselado y avellanado estándar |
| 120° | Chaflán de 60° | Desbarbado superficial, preparación para taladrado puntual |
Fresa para cola de milano
Las fresas para juntas de cola de milano tienen un cabezal de corte cónico que se ensancha hacia la punta. Requieren una ranura de acceso precortada para su introducción y, a continuación, se desplazan lateralmente para mecanizar las paredes de socavado en ángulo que forman un perfil de cola de milano. La junta de cola de milano fija dos piezas en una dirección lineal, al tiempo que permite el deslizamiento en la dirección perpendicular. Los ángulos incluidos típicos son de 45° y 60°. Entre sus aplicaciones se incluyen las guías de máquinas herramienta, los sistemas de rieles Picatinny, los soportes para componentes ópticos y los dispositivos de bloqueo mecánico en ensamblajes estructurales.


Fresas de desbaste
Las fresas de desbaste, también llamadas fresas de perfil de desbaste (o fresas de tipo «mazorca de maíz»), llevan un perfil dentado o en forma de onda a lo largo de sus filos de corte. Este dentado fractura la viruta en segmentos cortos a medida que se forma, en lugar de permitir que se acumule una sola viruta continua en la cavidad del labio. El resultado es una fuerza de corte reducida por diente, una menor tendencia a la vibración y mayores tasas de arranque de material en comparación con una fresa de extremo estándar a parámetros de corte equivalentes. La desventaja es un acabado superficial basto y escalonado que requiere una pasada de acabado posterior con una fresa de extremo estándar.


Fresas de ranurar o fresa de chaveteros
Las fresas de ranurar son fresas de extremo de 2 labios diseñadas específicamente para la entrada en penetración (o cajeado) y el corte de ranuras. La geometría de 2 labios maximiza el volumen de la cavidad del canal, lo cual es crítico en operaciones de ranurado donde la herramienta está completamente encerrada por el material de la pieza en ambos lados y las virutas tienen un espacio limitado para escapar. Utilizar una fresa de extremo de 4 labios en una ranura de ancho completo genera el riesgo de atascar el canal con virutas y, o bien detener el husillo, o bien romper la herramienta. Las fresas de ranurar previenen esto sacrificando la calidad del acabado superficial a cambio de la evacuación de viruta que exige la operación.


Fresas de planear
La fresa de cara es la herramienta más versátil para el mecanizado de superficies planas. En lugar del ángulo de hélice, el parámetro geométrico dominante es el ángulo de entrada, también denominado ángulo de avance (KAPR): el ángulo entre el filo de corte principal y la superficie mecanizada. Los grandes diámetros de las herramientas (normalmente de 50 a 200 mm), la alta densidad de plaquitas y los cuerpos rígidos y de alcance corto hacen que el fresado frontal sea el método más productivo para crear superficies planas en piezas de gran tamaño..


| KAPR (ángulo de entrada) | Espesor de la viruta | Dirección de la fuerza | Vida útil de la plaquita | Capacidad de escuadrado |
| 45° | Delgado (carga repartida a lo largo del borde más largo) | División axial/radial | El más largo | Sin escuadrado recto real |
| 75° | Moderado | Radial mayoritario | Moderado | Escuadrado casi recto |
| 90° | Completo (concentrado en el borde) | Totalmente radial | El más corto | Escuadrado recto real |
Fresas de planear huecas o de plato
Las fresas de planear huecas son fresas de planear con un agujero central que se monta en un eje portafresas independiente. El portafresas se puede compartir entre cuerpos de fresas huecas de diferentes diámetros, lo que reduce el coste de utillaje en los talleres que utilizan múltiples diámetros en el mismo husillo de la máquina. Funcionalmente son idénticas a las fresas de planear; la clasificación se refiere estrictamente a la configuración de montaje.
Planeadores de un solo filo (o cuchillas de mosca)
Un planeador de un solo filo utiliza una única cuchilla intercambiable de acero rápido (HSS) o de carburo montada en un cuerpo giratorio. La geometría de un solo punto de corte lo hace extremadamente versátil y de bajo coste de preparación, pero la ausencia de múltiples plaquitas limita drásticamente la productividad. Los tiempos de ciclo, para tasas equivalentes de arranque de material, son de cuatro a doce veces más largos que los de una fresa de planear de plaquitas equivalente. Los planeadores de un solo filo son adecuados para trabajos de bajo volumen, bajo presupuesto, uso en talleres de utillaje y situaciones en las que el diámetro de planeado requerido supera lo que las fresas de planear de plaquitas pueden cubrir de forma práctica.
Fresado de formas y perfiles
Las fresas de forma y perfil llevan un filo de corte rectificado con una forma específica. Cada fresa de esta familia realiza un único trabajo determinado enteramente por su geometría. Sustituirla por una herramienta de una familia diferente no producirá la geometría correcta en la pieza.
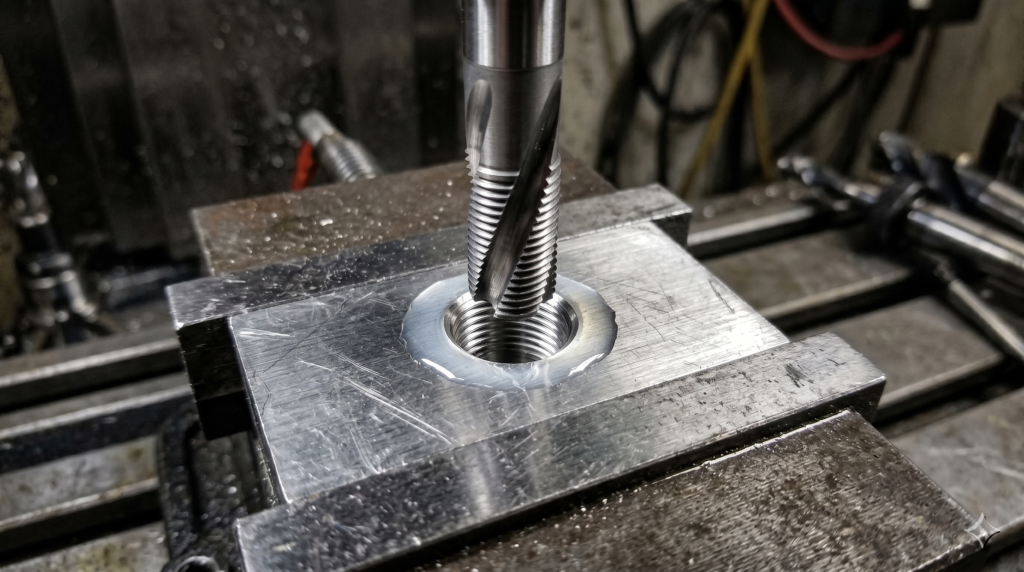
Fresas de roscar
Las fresas de roscar tienen el perfil de la forma de la rosca rectificado en su geometría lateral. Son de un diámetro menor que el del agujero que se va a roscar y se desplazan en una trayectoria de interpolación helicoidal alrededor del interior del agujero para tallar la rosca. Una sola fresa de roscar realiza roscas de cualquier profundidad con el paso correspondiente, lo que le otorga una ventaja sobre los machos de roscar en aplicaciones de agujeros ciegos, donde un macho corre el riesgo de hacer fondo y romperse. Las fresas de roscar también funcionan en materiales endurecidos que no se pueden roscar con macho, y eliminan el riesgo de desecho de la pieza por rotura del macho de roscar.

Al especificar elementos roscados, compruebe el diámetro del taladro de roscado y la longitud de rosca desde el inicio del proceso de diseño utilizando la calculadora de dimensiones de roscas y taladros de roscado antes de fijar una especificación de rosca en el plano técnico.
Fresas para ranuras en T
Las fresas para ranuras en T requieren una ranura de acceso vertical previamente mecanizada antes de poder ser utilizadas. La fresa entra a través de la ranura de acceso y luego avanza lateralmente para ensanchar la base del canal hasta el diámetro de la cabeza de corte, creando el perfil en T. La principal aplicación industrial son las ranuras de las mesas de las máquinas herramienta, diseñadas para alojar cabezas de tornillos en T para la fijación de utillajes de sujeción de piezas.
Fresas Woodruff para chaveteros
Las fresas para chavetas Woodruff son herramientas especializadas en forma de disco destinadas al mecanizado de las ranuras semicirculares para chavetas especificadas en ANSI B17.2 y DIN 6888 para conjuntos de ejes y alojamientos. Geométricamente, son muy similares a las fresas para ranuras en T, pero sus dimensiones están normalizadas para ajustarse a las dimensiones de las chavetas semicirculares definidas en las normas pertinentes. Especificar una profundidad o anchura de ranura no estándar obliga a encargar una herramienta a medida, lo que aumenta el plazo de entrega y el coste de adquisición.

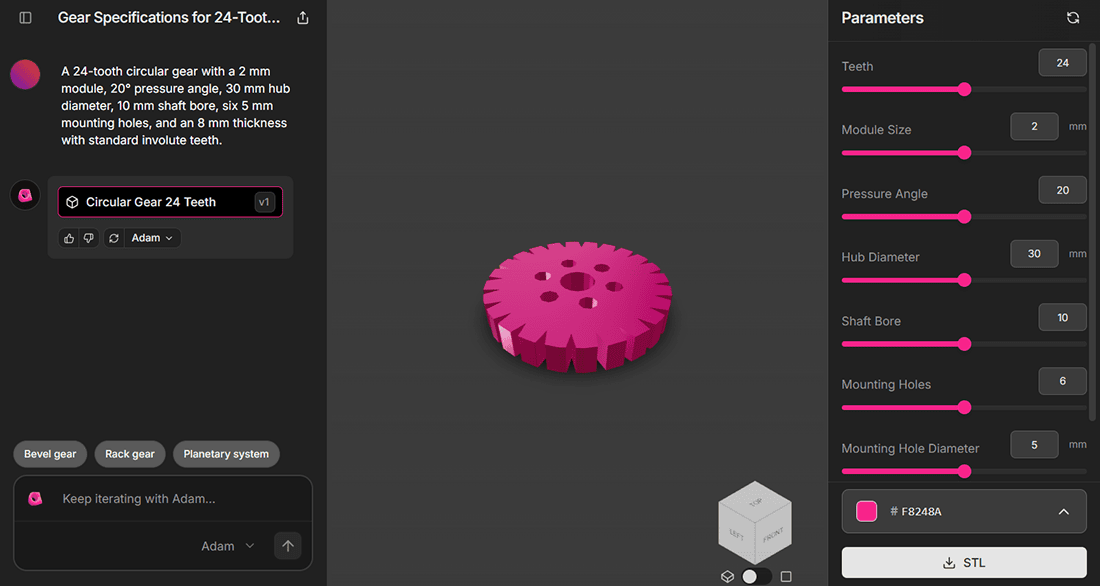
Fresas de perfil constante para engranajes de evolvente o modular para engranajes
Las fresas para engranajes de evolvente son herramientas de disco con destalonado de forma, rectificadas con el perfil exacto del diente de evolvente del engranaje objetivo. Operan en un cabezal divisor horizontal, cortando el espacio de un diente a la vez. La herramienta debe indexarse según el número correcto para el rango de número de dientes objetivo: una sola fresa cubre un rango de número de dientes, no un único valor. Las fresas para engranajes de evolvente son adecuadas para piezas únicas y producción de lotes pequeños. La producción de engranajes de gran volumen utiliza el tallado con fresa madre (hobbing) o el rectificado de engranajes, no el fresado de forma.


Fresado periférico y en plano
Las fresas periféricas y lisas cortan por su periferia, en paralelo al eje del husillo, y se montan en un mandril horizontal. Esta familia de herramientas cnc es el legado de la era del fresado horizontal. Los centros de mecanizado verticales con fresas frontales indexables las han sustituido en gran medida para el mecanizado de superficies planas. Siguen siendo relevantes en talleres que utilizan equipos con husillo horizontal y para aplicaciones específicas de fresado a horcajadas.
Fresas de planear cilíndricas (o fresas tangenciales)
Las fresas cilíndricas de planear son herramientas cilíndricas anchas con dientes helicoidales alrededor de toda su periferia. Montadas en un eje portafresas horizontal, planean grandes superficies planas en una sola pasada ancha, lo cual era el método de productividad dominante para superficies planas antes de que las fresas de planear de plaquitas intercambiables se convirtieran en el estándar. En los talleres que aún operan equipos de fresado horizontal, las fresas cilíndricas siguen siendo eficientes para pasadas de gran arranque de material en palanquillas anchas y planas.


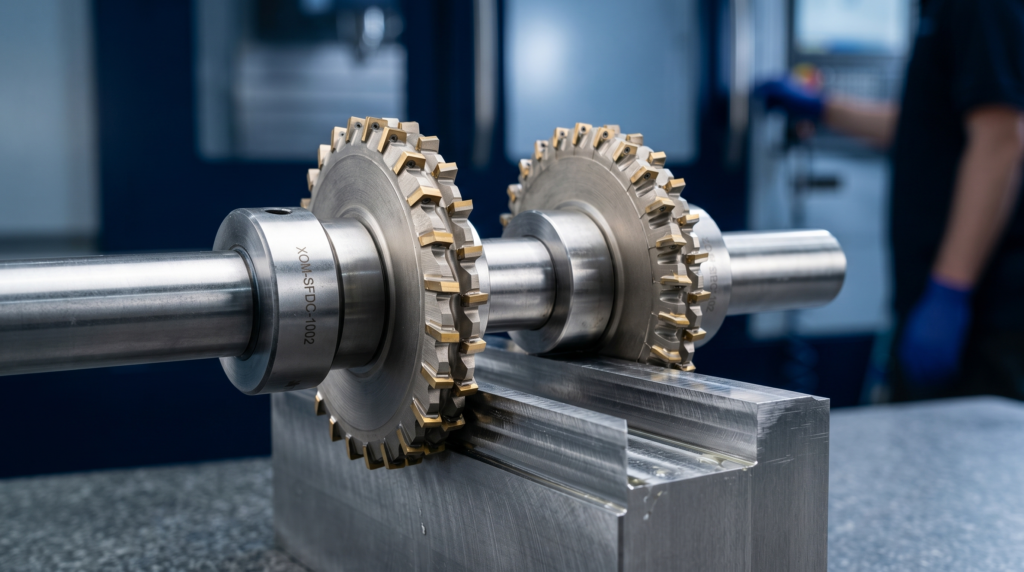
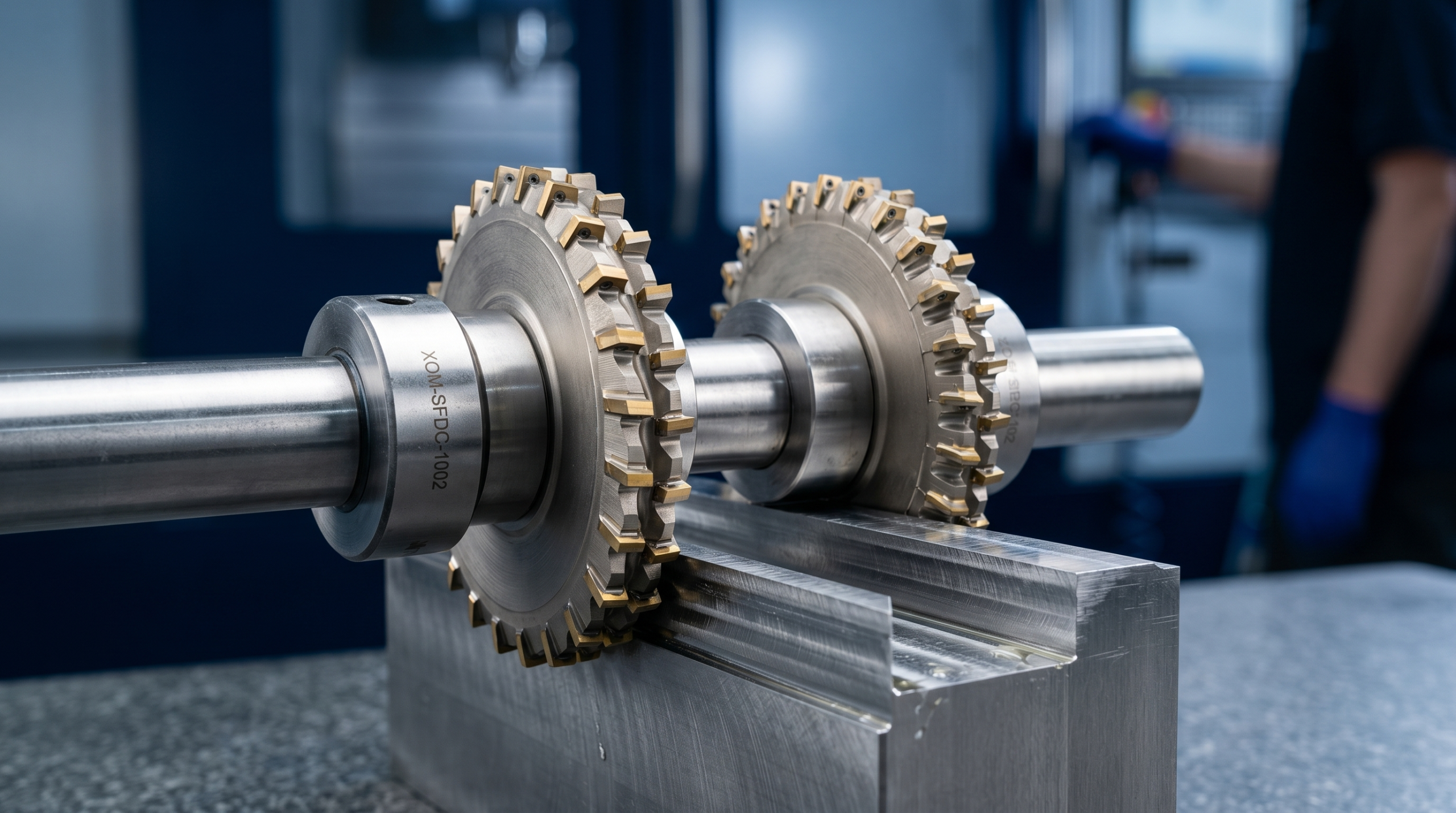
Fresas de tres cortes (o fresas de disco de tres cortes)
Las fresas de tres cortes son herramientas en forma de disco con dientes tanto en la periferia como en ambas caras laterales. Montadas en un eje portafresas horizontal, se utilizan para el ranurado y el fresado compuesto (o en paralelo), donde dos fresas instaladas en el mismo eje mecanizan ambos lados de una pieza simultáneamente. La capacidad de ajustar con precisión la distancia entre las dos fresas mediante casquillos distanciadores hace que este método sea altamente repetible para cajeras y ranuras de caras paralelas en la producción por lotes.
Materiales y recubrimientos para cuchillas
El sustrato determina la temperatura máxima a la que puede funcionar la herramienta de corte antes de perder su dureza. El recubrimiento multiplica la vida útil de la herramienta al reducir la fricción y ralentizar el desgaste químico en el filo de corte. El sustrato y el recubrimiento deben seleccionarse conjuntamente, ya que una combinación inadecuada (por ejemplo, un recubrimiento para altas temperaturas sobre un sustrato para bajas temperaturas) no aporta ningún beneficio y solo supone un coste adicional.
Materiales del sustrato
| Sustrato | Temperatura máxima de funcionamiento | Dureza en caliente | Lo mejor para | Limitación clave |
| Acero rápido (HSS) | ~600 °C | Bajo | Formas de uso general, rectificadas a medida | Blando por encima de los 600 °C, baja productividad |
| Cobalto HSS (M35, M42) | ~675 °C | Moderado | Acero inoxidable, titanio | Una mejora moderada con respecto al HSS sin recubrimiento |
| Carburo cementado | ~900 °C | Alto | Fresado industrial: acero, acero inoxidable, aluminio | Frágil, sensible a las cargas de impacto |
| Corte de cerámica (Al₂O₃, Si₃N₄) | ~1 200 °C | Muy alto | Hierro fundido y superaleaciones de níquel a alta velocidad | Muy quebradizo, no admite cortes interrumpidos |
| Nitruro de boro cúbico (CBN) | ~1 400 °C | El más alto (excepto los diamantes) | Fresado de acabados en acero endurecido | Caro, solo en formato con punta soldada |
| Diamante policristalino (PCD) | ~700 °C | El más alto | Aluminio, cobre, materiales compuestos | Por encima de los 700 °C vuelve a convertirse en grafito; no puede cortar metales ferrosos |
El acero rápido (HSS) sigue siendo una opción válida para herramientas rectificadas a medida, herramientas de perfil fabricadas internamente y trabajos de bajo volumen en los que la fragilidad y el coste del metal duro no se justifican. El metal duro es el sustrato predominante para el fresado CNC en serie de acero, acero inoxidable y aluminio. El CBN y el PCD son opciones de alta gama específicas para determinadas aplicaciones, con un ámbito de uso adecuado bastante limitado.
Recubrimientos
Los recubrimientos protegen la superficie del sustrato del calor, la abrasión y el ataque químico. El recubrimiento adecuado para una aplicación concreta viene determinado por el material de la pieza de trabajo y la temperatura de corte que genera dicho material, y no únicamente por el sustrato.


| Recubrimiento | Temperatura máxima | Función principal | Aplicación correcta |
| TiN (nitruro de titanio) | ~600 °C | Dureza superficial, baja fricción | Herramientas HSS, metal duro para velocidades moderadas, metales no ferrosos blandos |
| TiAlN / AlTiN (nitruro de titanio y aluminio) | ~800 °C | Capa de barrera de alúmina autorreparable | Fresado de acero y acero inoxidable a velocidades de producción |
| AlCrN (nitruro de aluminio y cromo) | ~1 100 °C | La mayor resistencia a la oxidación de los recubrimientos estándar | Acero templado, aleaciones resistentes a altas temperaturas |
| DLC (carbono tipo diamante) | ~400 °C | Reducción extrema de la fricción | Aluminio, cobre, plásticos: evita la acumulación de residuos en los bordes |
El TiAlN y el AlTiN son los recubrimientos estándar para las fresas de metal duro en el fresado de acero, ya que la capa de alúmina que forman a temperaturas elevadas mejora la protección a medida que la herramienta se calienta, cubriendo el sustrato precisamente en el rango de temperaturas en el que el metal duro es más vulnerable. El AlCrN amplía este principio a materiales más duros y temperaturas más elevadas. El DLC se selecciona específicamente para evitar los problemas de adherencia y acumulación de material que el aluminio y otros materiales no ferrosos pegajosos causan en herramientas sin recubrimiento o recubiertas con TiN.
Parámetros de corte que determinan la elección de la herramienta
Hay tres parámetros que determinan la elección de la herramienta de corte: la velocidad de corte, el avance por diente y la profundidad de corte. Sandvik dispone de todas las fórmulas de fresado necesarias para realizar los cálculos.
Velocidad de corte
La velocidad de corte (Vc) es la velocidad superficial del filo de corte en el diámetro exterior de la fresa, medida en metros por minuto. La velocidad de corte adecuada depende de dos variables: el material de la pieza de trabajo y el sustrato de la herramienta. Una velocidad demasiado alta genera un calor excesivo, lo que ablanda el sustrato y acelera el desgaste. Una velocidad demasiado baja provoca fricción en lugar de corte, lo que también genera calor y acorta la vida útil de la herramienta.
| Material de la pieza de trabajo | Rango típico de Vc (m/min) – Herramienta de metal duro |
| Aleaciones de aluminio | De 200 a 600 |
| Acero dulce | De 80 a 200 |
| Acero inoxidable (austenítico) | De 50 a 120 |
| Aleaciones de titanio | De 30 a 80 |
| Acero templado (45–60 HRC) | De 50 a 150 (CBN) |
| Hierro fundido | De 100 a 300 |
| Superaleaciones de níquel | De 15 a 50 |
Avance por diente
El avance por diente (fz) determina la carga de viruta: la cantidad de material que elimina cada diente por revolución. Una carga de viruta demasiado baja reduce el grosor de la viruta por debajo de su sección transversal ideal, lo que concentra la generación de calor en un volumen menor de material y acelera el desgaste de la herramienta. Una carga de viruta demasiado alta supera la capacidad estructural de la herramienta, provocando flexión, vibraciones o rotura. La carga de viruta no es intercambiable con la velocidad de avance: velocidad de avance (mm/min) = fz × número de canales × RPM.
Profundidad de corte
La profundidad de corte tiene dos direcciones independientes: axial (la profundidad a la que la fresa se hunde en la pieza de trabajo) y radial (la parte del diámetro de la fresa que está en contacto lateralmente). El contacto radial es la variable que genera más calor de las dos: una fresa con un contacto radial del 100 % (ranurado a ancho completo) tiene cada diente en contacto con la pieza durante la mitad de cada revolución, lo que genera un calor sostenido y concentrado. Una pasada radial ligera utiliza una mayor profundidad axial para compensar, distribuyendo la carga a lo largo de toda la longitud del canal y manteniendo al mismo tiempo breve el tiempo de corte de cada diente.
| Tipo de operación | Penetración radial | Penetración axial | Nivel de calor | Aplicación correcta |
| Ranurado | 100 % (ancho completo) | Poco profundo (de 0,5x a 1x D) | Alto | Solo para ranurado; utilizar una fresa de dos canales |
| Desbaste convencional | Entre el 30 % y el 60 % D | Moderado (entre 1 y 1,5 veces D) | Moderado | Retirada general de material |
| Fresado de alta eficiencia (HEM) | Entre el 5 % y el 15 % D | Profundo (de 3 a 5 veces D) | Bajo | Máxima vida útil de la herramienta, tiempos de ciclo rápidos |
| Acabado | Entre el 5 % y el 10 % D | Análisis en profundidad del tema | Bajo | Calidad de la superficie, precisión dimensional |
Diseño orientado a la fabricabilidad: diseñar teniendo en cuenta la herramienta de corte
Cada característica de diseño que no figure en el catálogo estándar de fresas plantea un problema de abastecimiento que se convierte en un riesgo en términos de costes y plazos de entrega.
Las siguientes restricciones son consecuencia directa de la geometría de la fresa y deben tenerse en cuenta en la fase de diseño.
| Característica de diseño | Restricción de corte | Regla de DfM |
| Radio de la esquina del cajeado interior | Debe ser igual o superior al radio de la fresa. | Especifica el radio mínimo aceptable, que no sea cero. Un radio interno de 0 es físicamente imposible de fresar. |
| Ancho de la ranura | No puede ser más estrecho que el diámetro más pequeño disponible de la fresa. | Los anchos estándar de las ranuras (3, 4, 5, 6, 8, 10, 12, 16 y 20 mm) evitan los recargos por herramientas a medida. |
| Profundidad del cajeado | Limitado por la relación L:D de la fresa. | Lo ideal es que la profundidad del hueco no supere 4 veces el radio de la esquina especificado. |
| Especificaciones de la rosca | Depende de los tamaños disponibles de machos y fresas roscadoras. | Utiliza roscas métricas (ISO) o unificadas (UNC/UNF). Comprueba los diámetros de las brocas con antelación. |
| Ángulo de chaflán | Las fresas de bisel estándar abarcan ángulos de 30°, 45° y 60°. | Los ángulos no estándar requieren una configuración personalizada de las herramientas. Utilice un ángulo predeterminado de 45° siempre que sea posible. |
| Geometría de ranura en T y de cola de milano | Requiere una ranura de acceso vertical mecanizada previamente. | Incluye en el plano las dimensiones de la ranura de acceso, adaptadas a los diámetros de entrada de las fresas disponibles. |
| Ranura para chaveta Woodruff | Debe ajustarse a las medidas estándar de las normas ANSI B17.2 o DIN 6888. | Especifica un número de clave estándar. Los anchos no estándar obligan a realizar un pedido de herramientas a medida, lo cual resulta costoso. |
Los diseños que se ajustan a los diámetros, radios, ángulos de chaflán y pasos de rosca estándar de las fresas se tramitan más rápidamente en las fases de presupuesto y configuración, y con menos solicitudes de modificación técnica. En el caso de elementos con requisitos dimensionales estrictos que interactúan con piezas de acoplamiento, las tolerancias deben definirse utilizando límites y ajustes estándar para confirmar que la clase de ajuste especificada es alcanzable con la capacidad del proceso estándar de fresado CNC antes de que se apruebe el plano.
Comprender las limitaciones de las fresas tiene como resultado práctico un menor número de revisiones de los planos, ciclos de presupuestación más rápidos y piezas que llegan a la inspección del primer artículo sin sorpresas relacionadas con las herramientas.





Comment(0)