 Europe
Europe  Türkiye
Türkiye 



Le parc de fraises dont dispose un atelier d’usinage CNC est une contrainte directe sur ce que cet atelier peut produire. L’angle d’une poche ne peut pas être plus vif que la fraise qui l’a formé. Une rainure ne peut pas être plus étroite que la plus petite fraise capable d’en atteindre le fond. Une rainure de clavette Woodruff nécessite une fraise à rainure Woodruff : aucune autre géométrie ne peut s’y substituer. Toute décision de conception qui ignore ces limites physiques engendre des problèmes d’outillage évitables, des délais allongés et des coûts de reprise qui trouvent leur origine directement dans le plan.
Les fraises sont des outils rotatifs qui enlèvent de la matière en engageant la pièce par la face frontale, la périphérie, ou les deux à la fois. Les quatre grandes familles sont les fraises en bout, les fraises à surfacer, les fraises de forme et de profil, et les fraises périphériques. Les deux premières familles couvrent la grande majorité des opérations modernes de fraisage CNC. Comprendre la géométrie, le substrat et les exigences de revêtement propres à chaque famille est ce qui distingue un plan qui s’usine sans difficulté d’un plan qui doit être repensé après le premier devis.
Géométrie de la fraise : les paramètres qui gouvernent la performance
Toute la performance d’une fraise découle d’un nombre restreint de paramètres géométriques. Ce sont ces paramètres que les usineurs invoquent lorsqu’ils remettent en question une conception, et ce sont eux qu’il faut maîtriser pour lire correctement un catalogue d’outillage.
Goujures
Les goujures sont les canaux hélicoïdaux rectifiés le long du corps de la fraise. Les arêtes de coupe se trouvent sur la face avant de chaque goujure ; les copeaux s’évacuent par le canal situé derrière elle. Le nombre de goujures détermine simultanément le dégagement des copeaux, la résistance du noyau et l’état de surface, ces trois résultats étant directement en concurrence les uns avec les autres.


| Nombre de goujures | Dégagement des copeaux | Résistance du noyau | État de surface | Application principale |
| 2 | Maximal | La plus faible | Grossier | Aluminium, plastiques tendres, rainurage |
| 3 | Élevé | Modérée | Modéré | Non-ferreux courants, ébauche légère de l’acier |
| 4 | Modérée | Élevée | Bon | Profilage et évidement de l’acier et de l’inox |
| + de 5 | Faible | La plus élevée | Optimal | Finition de l’acier trempé, passes à avance rapide |
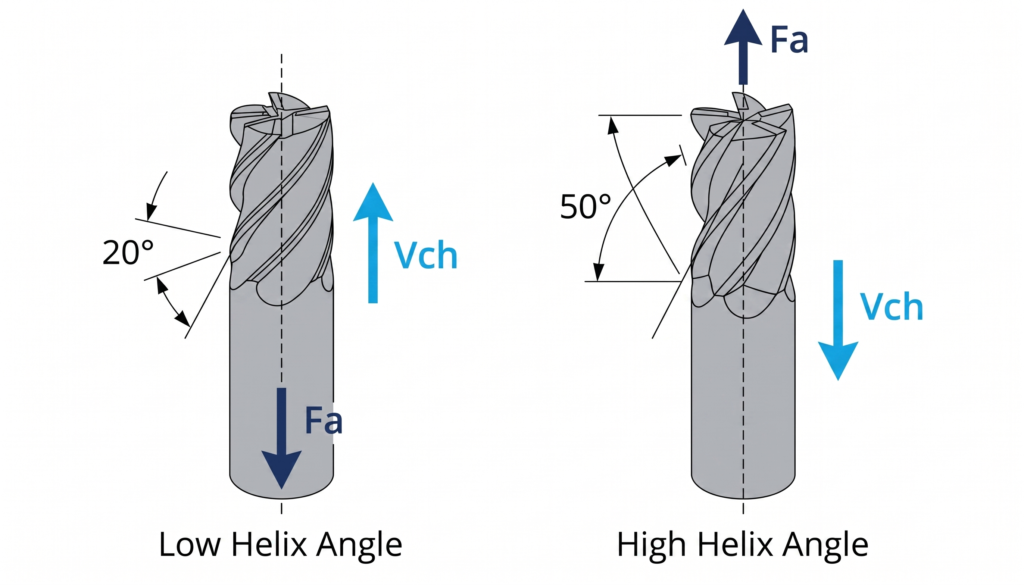
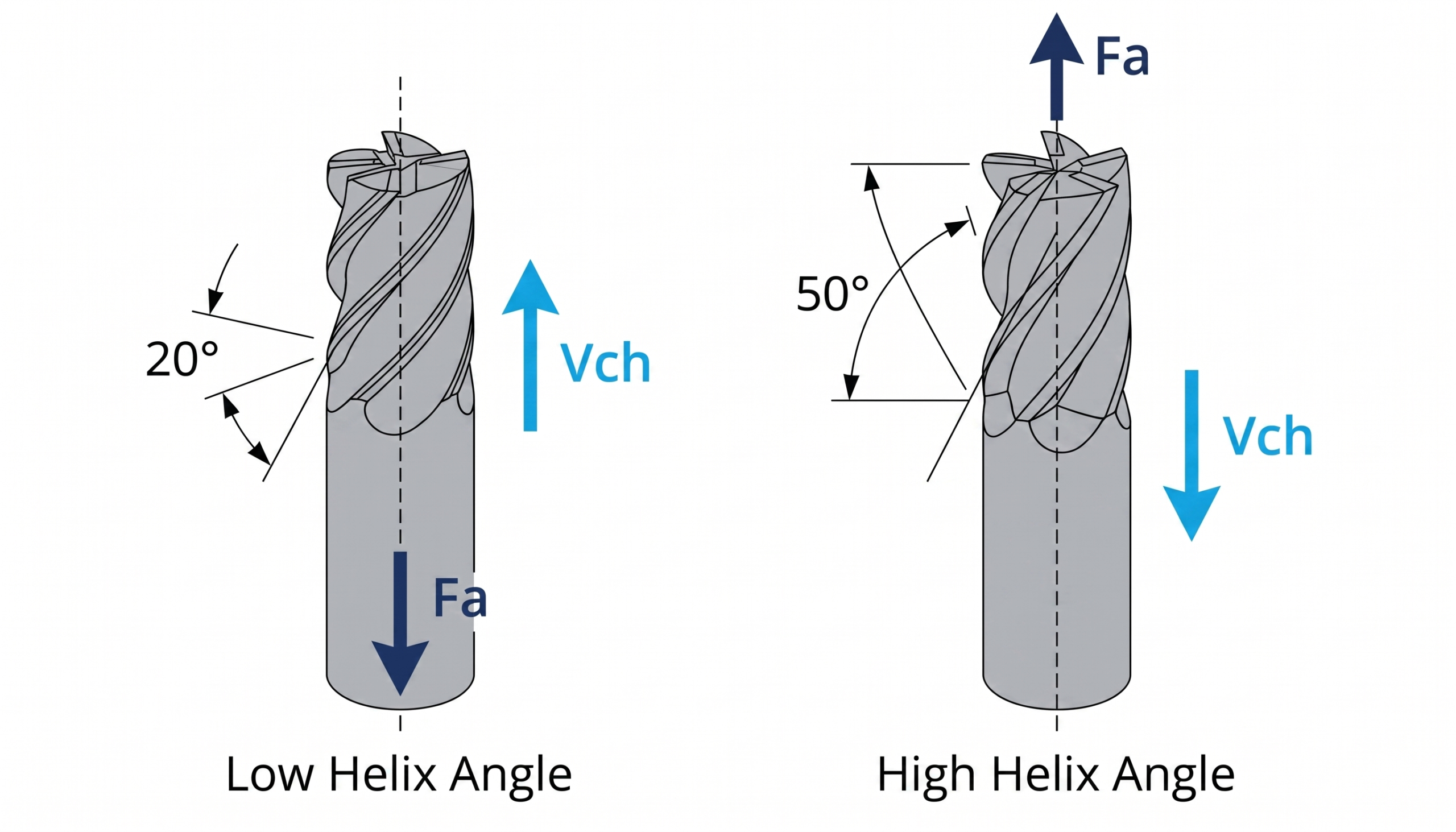
Angle d’hélice
L’angle d’hélice est l’angle de spirale mesuré entre l’axe central de la goujure et l’axe longitudinal de la fraise. Il varie généralement de 15° à 60°. Un angle d’hélice faible (inférieur à 40°) procure une résistance de dent plus élevée, un volume de gorge à copeaux plus important et des efforts de coupe axiaux plus faibles, au prix d’un état de surface plus grossier et d’avances réduites.
Un angle d’hélice élevé (supérieur à 40°) induit des efforts de coupe radiaux plus faibles et améliore l’état de surface, mais réduit la section de l’outil et augmente le risque de rupture des dents sous charge élevée. La dureté du matériau est le facteur déterminant : les matériaux non ferreux tendres comme l’aluminium s’usinent avec une hélice de 45° ou plus ; la fonte, à 20° ou moins.
Angle de coupe
L’angle de coupe détermine avec quelle agressivité l’arête de coupe mord dans la pièce. Un angle de coupe positif réduit l’effort de coupe nécessaire, accélère l’évacuation des copeaux et diminue la production de chaleur. C’est le choix approprié pour les matériaux de pièce plus tendres. Un angle de coupe neutre ou négatif augmente la résistance de l’arête en épaississant la géométrie du coin, ce qui est nécessaire pour les matériaux durs, les coupes interrompues et les pièces abrasives, où une arête à coupe positive s’ébrécherait rapidement.
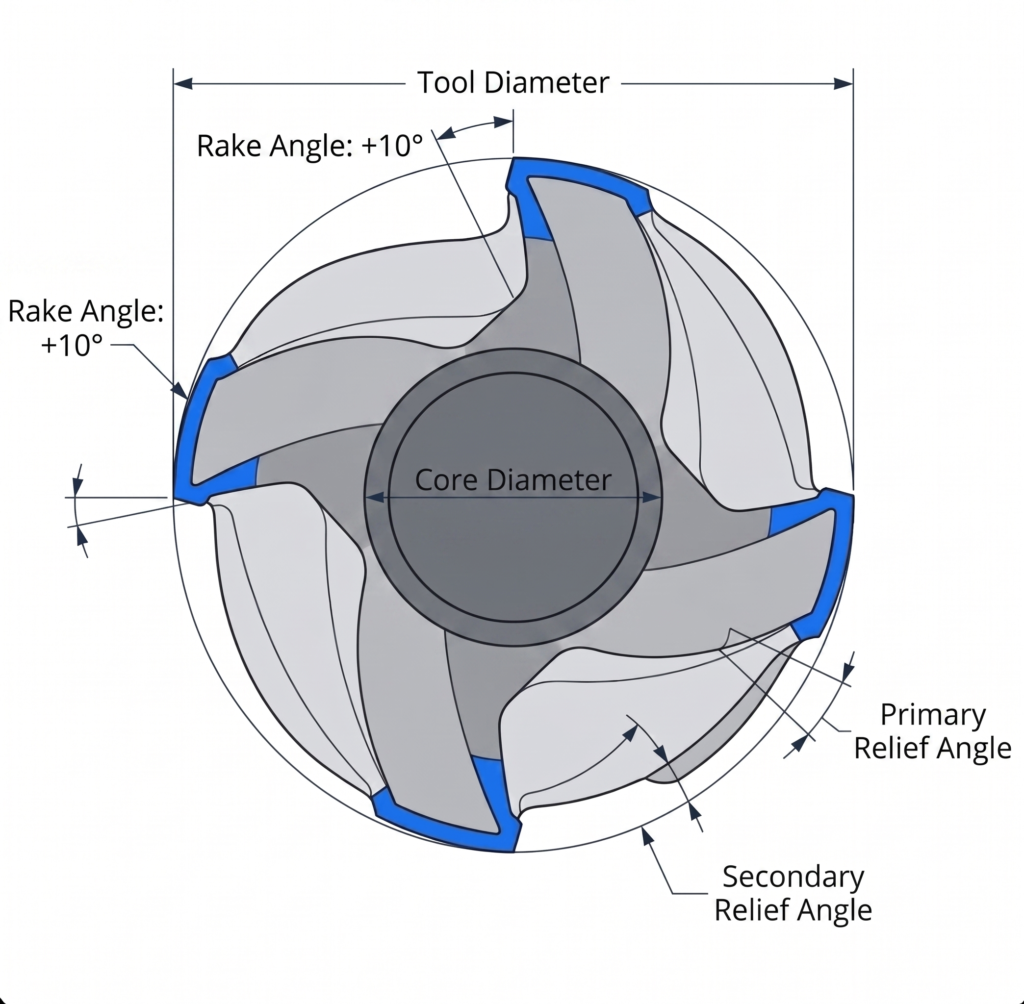
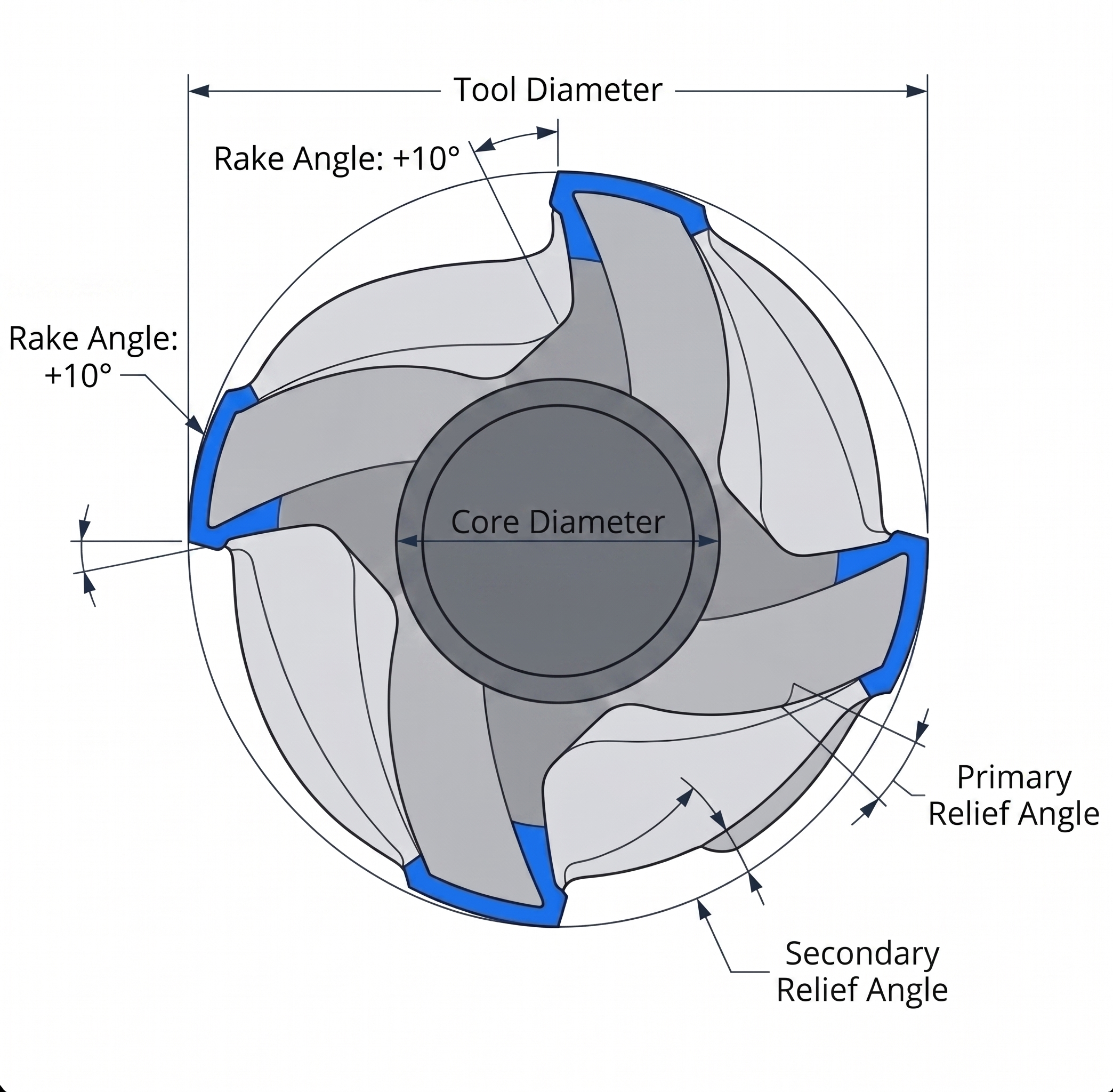
Géométrie du coin
La géométrie du coin détermine l’existence et la taille du rayon de congé à un angle interne de poche. Les angles vifs (carrés) concentrent les contraintes au niveau de l’arête de coupe et laissent un angle interne à 90° exact, ce qui crée également une concentration de contraintes dans la pièce. Un rayon d’angle répartit cette contrainte le long d’un arc, prolonge la durée de vie de l’outil et ajoute un congé à l’angle de la pièce.
Concevoir les angles internes de poche avec un rayon égal ou supérieur au rayon d’angle normalisé de la fraise élimine le besoin d’outillage spécial et réduit le temps de cycle d’usinage. Pour une analyse complète de l’impact des décisions relatives aux congés et chanfreins sur le coût et la fabrication, consultez cet article sur les congés et chanfreins des pièces usinées en CNC.
Rapport longueur/diamètre (L:D)
Le rapport L:D détermine la rigidité de l’outil, sa déflexion sous charge de coupe et le risque de rupture. C’est la principale contrainte géométrique pour les poches profondes et les rainures étroites.
| Rapport L:D | Rigidité | Implication pour la conception |
| Jusqu’à 4:1 | Élevé | Idéal pour les coupes agressives, haute précision |
| De 5:1 à 8:1 | Modérée | Réduire l’avance et la profondeur de passe, surveiller les efforts latéraux |
| Au-delà de 8:1 | Faible | Risque de rupture élevé, réserver aux passes de finition uniquement |
Les poches profondes et étroites dans des matériaux difficiles comme l’acier trempé, l’Inconel et le titane provoquent fréquemment des ruptures d’outil en raison des contraintes liées au rapport longueur/diamètre (L:D). Si la profondeur d’une poche dépasse quatre fois le diamètre de la fraise, le surcoût et l’allongement du temps de cycle qui en résultent doivent être justifiés. L’application de tolérances de position plus souples sur ces éléments profonds permet souvent de limiter le recours à un outillage fragile à grand porte-à-faux.
Fraises en bout
Les fraises en bout coupent simultanément par la face frontale et par les goujures périphériques, ce qui en fait la famille la plus polyvalente en fraisage CNC. Une seule fraise en bout permet de plonger, rainurer, profiler, évider et usiner des gradins sans changement d’outil, ce qui explique sa prédominance dans les listes d’outils des centres d’usinage verticaux.


Fraises à bout plat
La fraise à bout plat est l’outil de coupe le plus courant sur un centre d’usinage vertical CNC. Son fond plat et ses arêtes de coupe périphériques lui permettent de plonger axialement et de se déplacer radialement avec un seul outil. Ses applications typiques comprennent l’évidement 2D et 3D, le rainurage, le profilage et le fraisage d’épaulement. L’usure se concentre à l’intersection entre la face frontale et la périphérie. À mesure que l’angle s’arrondit sous l’effet de l’usure, le rayon d’angle interne laissé dans la pièce augmente, même si le plan technique spécifie un angle vif. C’est la cause la plus fréquente de rayons internes non intentionnels dans les pièces usinées.
Fraises boules
La fraise boule remplace la face frontale plate par une pointe de coupe hémisphérique. Cette géométrie permet de suivre les surfaces courbes, ce qui en fait l’outil standard pour le contournage 3D, l’usinage de surfaces complexes et les passes de finition sur les géométries complexes de moules et matrices.
La pointe hémisphérique laisse un profil de surface en crêtes résiduelles entre les trajectoires adjacentes. La hauteur de crête résiduelle se calcule comme suit :
h = r − √(r² − (s/2)²)
Où :
- h= hauteur de crête résiduelle (mm)
- r= rayon de la fraise boule (mm)
- s= distance de recouvrement entre trajectoires adjacentes (mm)
| Rayon de fraise boule r (mm) | Recouvrement s (mm) | Hauteur de crête résiduelle h (mm) | Ra résultant (approximatif) |
| 3 | 0,5 | 0,010 | ~0,4 µm |
| 3 | 1,0 | 0,042 | ~1,6 µm |
| 6 | 1,0 | 0,021 | ~0;8 µm |
| 6 | 2,0 | 0,084 | ~3;2 µm |
Réduire le recouvrement de moitié diminue la hauteur de crête résiduelle d’environ quatre fois, mais double proportionnellement le nombre de passes et le temps d’usinage.
Fraises toriques
Les fraises toriques présentent une face de coupe plate à rayons d’angle, faisant le lien entre les géométries à bout plat et à bout hémisphérique. Elles usinent des fonds plats avec des rayons d’angle définis, répartissant les contraintes de coupe pour prolonger la durée de vie de l’outil par rapport aux fraises à bout plat. Elles sont idéales pour les poches plates nécessitant des rayons d’angle spécifiques, éliminant le besoin d’une passe secondaire dans les angles.
Fraises à chanfreiner
Les fraises à chanfreiner sont des outils coniques à angle inclus défini. Une fraise à chanfreiner à angle inclus de 90°, la configuration la plus courante, produit des cassures d’arête à 45° sur la pièce. Elle couvre le chanfreinage, l’ébavurage et le fraisurage avec un seul outil, sur une large plage de tailles de pièces, la largeur du chanfrein étant contrôlée par la profondeur de passe axiale plutôt que par le diamètre de l’outil.
| Angle inclus | Angle d’arête produit | Usage courant |
| 60° | Chanfrein à 30° | Préparation de queue d’aronde, cassure d’arête agressive |
| 90° | Chanfrein à 45° | Ébavurage, chanfreinage et fraisurage standards |
| 120° | Chanfrein à 60° | Ébavurage léger, préparation au pointage |
Fraises à queue d’aronde
Les fraises à queue d’aronde ont une tête de coupe conique qui s’élargit vers la pointe. Elles nécessitent une rainure d’accès pré-usinée pour l’entrée, puis se déplacent latéralement pour usiner les parois inclinées en contre-dépouille qui forment le profil en queue d’aronde. L’assemblage en queue d’aronde bloque deux pièces dans une direction linéaire tout en permettant le coulissement dans la direction perpendiculaire. Les angles inclus typiques sont de 45° et 60°. Les applications comprennent les glissières de machines-outils, les systèmes de rails picatinny, les supports de composants optiques et les éléments de verrouillage mécanique dans les assemblages structurels.


Fraises d’ébauche
Les fraises d’ébauche, aussi appelées fraises « épi de maïs », présentent un profil dentelé ou ondulé le long de leurs arêtes de coupe. Cette denture fractionne le copeau en segments courts au fur et à mesure de sa formation, plutôt que de laisser un copeau continu s’accumuler dans la gorge. Il en résulte un effort de coupe par dent réduit, une tendance vibratoire plus faible et des taux d’enlèvement de matière plus élevés par rapport à une fraise en bout standard, à paramètres de coupe équivalents. La contrepartie est un état de surface grossier et en gradins, qui nécessite une passe de finition ultérieure avec une fraise en bout standard.


Fraises-forets deux lèvres
Les fraises-forets deux lèvres sont des fraises en bout à 2 goujures conçues spécifiquement pour la plongée axiale et le rainurage. La géométrie à 2 goujures maximise le volume de la gorge à copeaux, ce qui est essentiel dans les opérations de rainurage où l’outil est entièrement enfermé par la matière de la pièce des deux côtés et où les copeaux disposent de peu d’espace pour s’échapper. Utiliser une fraise en bout à 4 goujures dans une rainure pleine largeur risque de colmater la gorge de copeaux et soit de caler la broche, soit de casser l’outil. Les fraises-forets deux lèvres évitent ce problème en sacrifiant la qualité de l’état de surface au profit du dégagement de copeaux exigé par l’opération.


Fraises à surfacer
La fraise à surfacer est l’outil de référence pour la génération de surfaces planes. Plutôt qu’un angle d’hélice, le paramètre géométrique dominant est l’angle d’attaque, aussi appelé angle de direction d’arête (KAPR) : l’angle entre l’arête de coupe principale et la surface usinée. Les grands diamètres d’outil (généralement de 50 à 200 mm), la forte densité de plaquettes et les corps rigides à faible porte-à-faux font du surfaçage la méthode la plus productive pour générer des surfaces planes sur de grandes pièces.


| KAPR (angle d’attaque) | Épaisseur du copeau | Direction de l’effort | Durée de vie de la plaquette | Capacité à faire un épaulement |
| 45° | Fin (charge répartie sur une arête plus longue) | Répartie axial/radial | La plus longue | Pas d’épaulement carré véritable |
| 75° | Modérée | Majoritairement radiale | Modérée | Épaulement quasi carré |
| 90° | Complète (concentrée sur l’arête) | Entièrement radiale | La plus courte | Épaulement carré véritable |
Fraises-couronnes
Les fraises-couronnes sont des fraises à surfacer à alésage central qui se montent sur un arbre porte-fraise séparé. L’arbre porte-fraise peut être partagé entre des corps de fraise-couronne de diamètres différents, ce qui réduit le coût de l’outillage dans les ateliers utilisant plusieurs diamètres sur la même broche. Sur le plan fonctionnel, elles sont identiques aux fraises à surfacer ; la classification ne porte que sur la configuration de montage.
Fly cutters
Un fly cutter utilise un seul outil de coupe amovible en acier rapide (HSS) ou en carbure, monté dans un corps rotatif. Sa géométrie à un seul point de coupe le rend extrêmement polyvalent et peu coûteux à mettre en œuvre, mais l’absence de plaquettes multiples limite fortement sa productivité. À taux d’enlèvement de matière équivalent, les temps de cycle sont de quatre à douze fois plus longs qu’avec une fraise à surfacer à plaquettes équivalente. Les fly cutters conviennent aux travaux à faible volume et à budget réduit, à l’usage en atelier d’outillage, et aux situations où le diamètre de surfaçage requis dépasse ce que les fraises à surfacer à plaquettes peuvent couvrir en pratique.
Fraisage de forme et de profil
Les fraises de forme et de profil possèdent une arête de coupe rectifiée selon une forme spécifique. Chaque fraise de cette famille remplit une fonction unique, entièrement déterminée par sa géométrie. Substituer un outil d’une autre famille ne produira pas l’élément voulu.
Fraises à fileter
Les fraises à fileter ont le profil du filet rectifié dans leur géométrie latérale. Leur diamètre est inférieur à celui de l’alésage à fileter, et elles se déplacent selon une trajectoire d’interpolation hélicoïdale à l’intérieur de l’alésage pour usiner le filet. Une seule fraise à fileter permet d’usiner des filets de n’importe quelle profondeur au pas correspondant, ce qui lui donne un avantage sur le taraud dans les applications en trou borgne, où un taraud risque de talonner et de casser. Les fraises à fileter fonctionnent également sur les matériaux trempés impossibles à tarauder, et elles ne présentent aucun risque de mise au rebut lié à la casse d’un taraud.

Lors de la spécification d’éléments filetés, vérifiez tôt dans le processus de conception le diamètre de perçage et la longueur d’engagement du filet à l’aide du calculateur de diamètre de perçage pour taraudage, avant de figer la spécification du filet sur le plan technique.
Fraises à rainurer en T
Les fraises à rainurer en T nécessitent une rainure d’accès verticale pré-usinée avant de pouvoir être mises en œuvre. La fraise pénètre par la rainure d’accès, puis se déplace latéralement pour élargir le fond du canal jusqu’au diamètre de la tête de coupe, créant ainsi le profil en T. L’application industrielle principale concerne les rainures des tables de machines-outils conçues pour recevoir des têtes de boulons en T destinées à la fixation des montages de bridage.
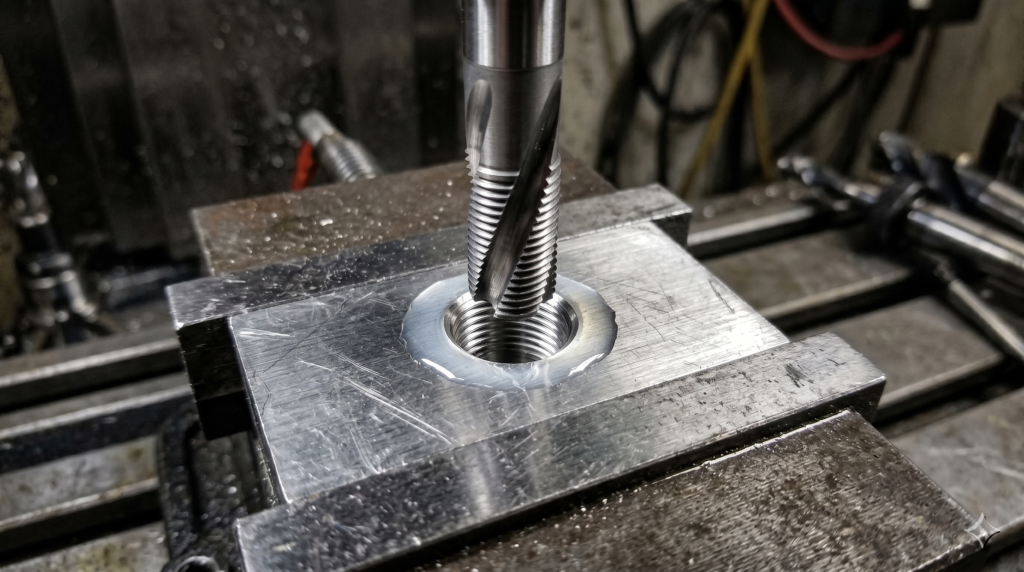
Fraises à rainure Woodruff
Les fraises à rainure Woodruff sont des outils spécialisés en forme de disque, destinés à l’usinage des rainures de clavette semi-circulaires spécifiées dans les normes ANSI B17.2/12 et DIN 6888 pour les assemblages arbre-alésage. Sur le plan géométrique, elles sont très proches des fraises à rainurer en T, mais leurs dimensions sont normalisées pour correspondre aux dimensions des clavettes semi-circulaires définies dans les normes applicables. Spécifier une profondeur ou une largeur de rainure non normalisée impose une commande d’outil sur mesure, ce qui allonge le délai d’approvisionnement et en augmente le coût.

Fraises module
Les fraises module sont des outils-disques à dépouille de forme, rectifiés au profil de denture à développante exact de l’engrenage visé. Elles fonctionnent sur une tête diviseuse horizontale, usinant un intervalle de dent à la fois. L’outil doit être indexé au numéro correspondant à la plage de nombre de dents visée : une seule fraise couvre une plage de nombres de dents, et non une valeur unique. Les fraises module conviennent à la production à l’unité et en petites séries. La production d’engrenages en grande série fait appel à la taille par fraise-mère ou à la rectification, et non au fraisage de forme.


Fraisage périphérique et fraisage cylindrique
Les fraises de fraisage périphérique et cylindrique coupent par leur périphérie, parallèlement à l’axe de la broche, montées sur un arbre horizontal. Cette famille constitue l’outillage hérité de l’ère du fraisage horizontal. Les centres d’usinage verticaux équipés de fraises à surfacer à plaquettes les ont largement supplantées pour les travaux de surfaçage. Elles conservent leur pertinence dans les ateliers équipés de machines à broche horizontale et pour certaines applications de fraisage combiné.
Fraises cylindriques
Les fraises cylindriques sont des outils larges à denture hélicoïdale répartie sur toute la périphérie. Montées sur un arbre horizontal, elles surfacent de grandes surfaces planes en une seule passe large, ce qui constituait la méthode de productivité dominante pour le surfaçage avant que les fraises à surfacer à plaquettes ne deviennent la norme. Dans les ateliers encore équipés de machines de fraisage horizontal, les fraises cylindriques restent efficaces pour les passes à fort enlèvement de matière sur des ébauches larges et plates.


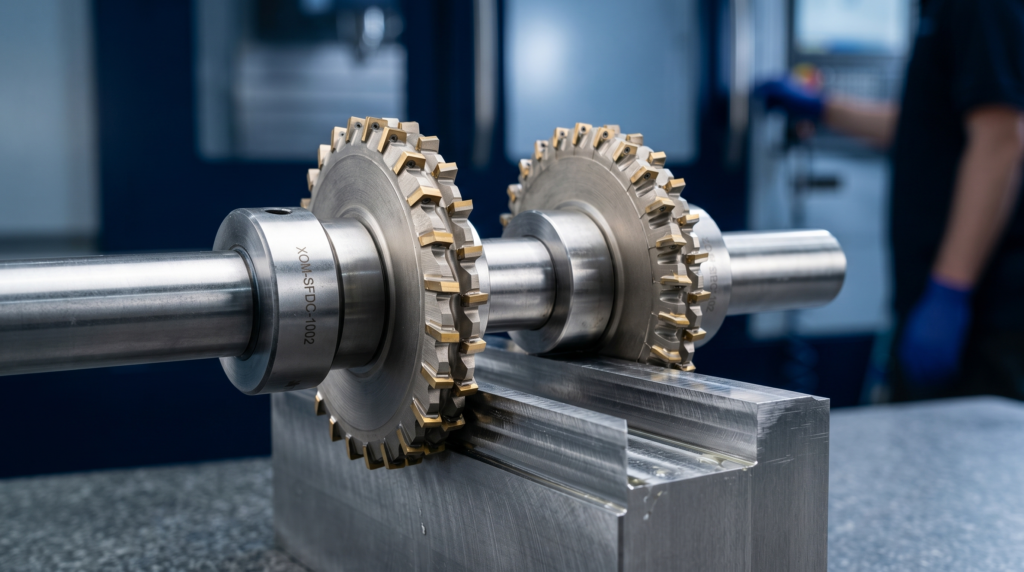
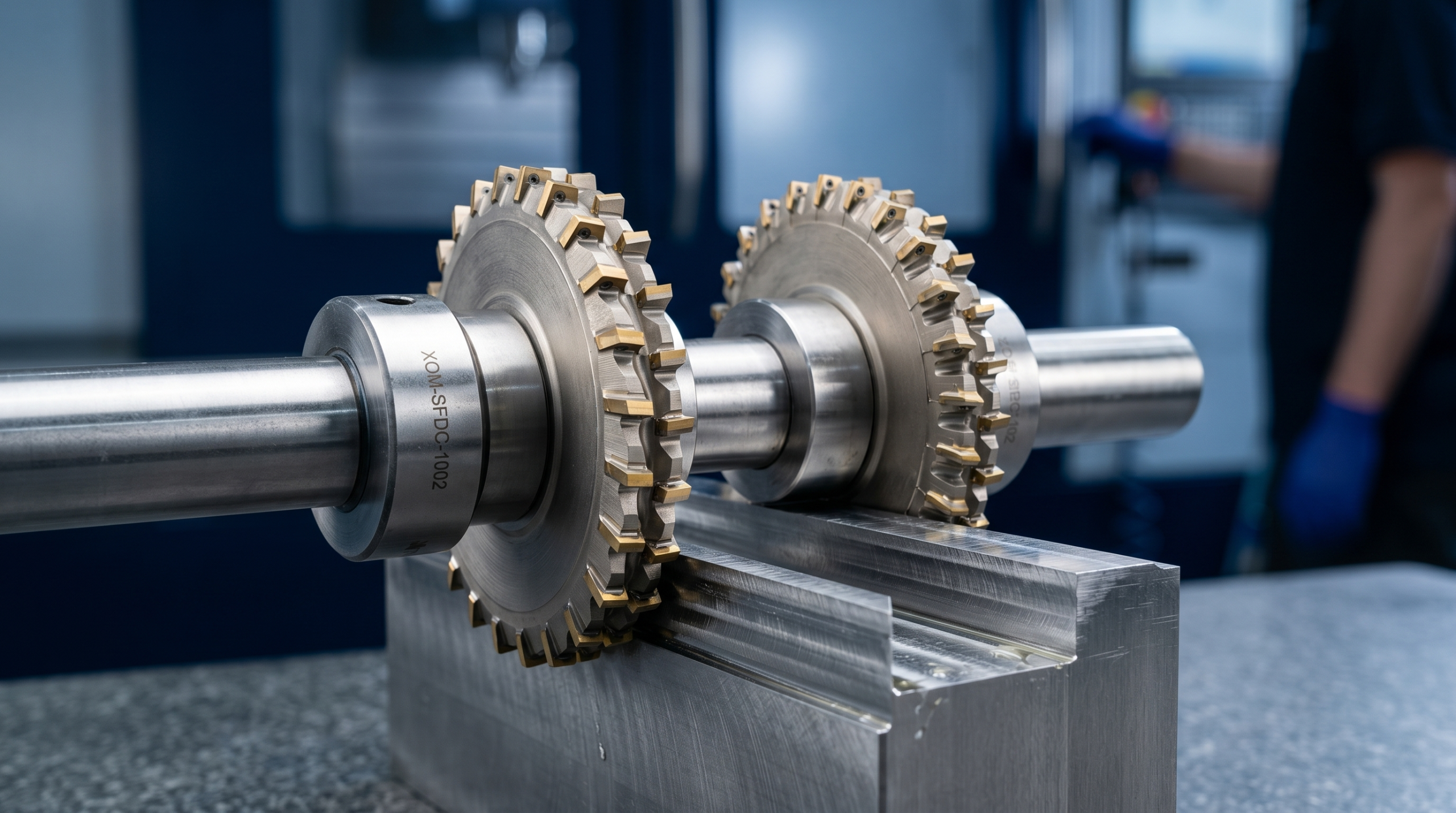
Fraises trois tailles
Les fraises trois tailles sont des outils en forme de disque, à denture sur la périphérie et sur les deux faces latérales. Montées sur un arbre horizontal, elles sont utilisées pour le rainurage et le fraisage combiné, où deux fraises montées sur le même arbre usinent simultanément les deux faces d’une pièce.
La possibilité de régler précisément l’écartement des deux fraises à l’aide d’entretoises rend cette méthode hautement répétable pour les rainures et gorges à flancs parallèles en production par lots.
Matériaux et revêtements des fraises
Le substrat détermine la température que peut atteindre la fraise avant de perdre sa dureté. Le revêtement multiplie la durée de vie de l’outil en réduisant le frottement et en ralentissant l’usure chimique au niveau de l’arête de coupe. Le substrat et le revêtement doivent être sélectionnés ensemble, car les associer de façon inadaptée (un revêtement haute température sur un substrat basse température, par exemple) n’apporte aucun bénéfice tout en augmentant le coût.
Matériaux de substrat
| Substrat | Température de service max. | Dureté à chaud | Application privilégiée | Limite principale |
| Acier rapide (HSS) | ~600 °C | Faible | Usage général, formes rectifiées sur mesure | Ramollit au-delà de 600 °C, faible productivité |
| HSS au cobalt (M35, M42) | ~675 °C | Modérée | Acier inoxydable, titane | Amélioration modeste par rapport au HSS standard |
| Carbure cémenté | ~900 °C | Élevée | Fraisage de production : acier, inox, aluminium | Fragile, intolérant aux chocs |
| Céramique de coupe (Al₂O₃, Si₃N₄) | ~1 200 °C | Très élevée | Fonte, superalliages de nickel à grande vitesse | Très fragile, coupes interrompues proscrites |
| Nitrure de bore cubique (CBN) | ~1 400 °C | La plus élevée (hors diamant) | Fraisage de finition de l’acier trempé | Coûteux, disponible uniquement en plaquette brasée |
| Diamant polycristallin (PCD) | ~700 °C | La plus élevée | Aluminium, cuivre, composites | Se transforme en graphite au-delà de 700 °C, inutilisable sur les métaux ferreux |
L’acier rapide (HSS) conserve sa pertinence pour les outils rectifiés sur mesure, les outils de forme fabriqués en interne et les travaux à faible volume, où la fragilité et le coût du carbure ne se justifient pas. Le carbure cémenté est le substrat dominant pour le fraisage CNC de production, sur l’acier, l’inox et l’aluminium. Le CBN et le PCD sont des options haut de gamme spécifiques à certaines applications, avec un domaine d’utilisation correcte restreint.
Revêtements
Les revêtements protègent la surface du substrat contre la chaleur, l’abrasion et l’attaque chimique. Le revêtement approprié pour une application donnée est déterminé par le matériau de la pièce et la température de coupe qu’il génère, et non par le seul substrat.


| Revêtement | Température max. | Fonction principale | Application appropriée |
| TiN (nitrure de titane) | ~600 °C | Dureté de surface, faible frottement | Outillage HSS, carbure à vitesse modérée, non-ferreux tendres |
| TiAlN / AlTiN (nitrure de titane-aluminium) | ~800 °C | Couche barrière d’alumine autorégénérante | Fraisage de l’acier et de l’inox à vitesse de production |
| AlCrN (nitrure de chrome-aluminium) | ~1100 °C | Meilleure résistance à l’oxydation parmi les revêtements standards | Acier trempé, alliages haute température |
| DLC (carbone de type diamant) | ~400 °C | Réduction extrême du frottement | Aluminium, cuivre, plastiques : empêche l’arête rapportée |
Le TiAlN et l’AlTiN sont les revêtements standards des fraises en bout en carbure monobloc pour le fraisage de l’acier, car la couche d’alumine qu’ils forment à haute température améliore la protection à mesure que l’outil chauffe, couvrant précisément la plage de température où le carbure cémenté est le plus vulnérable. L’AlCrN étend ce principe aux matériaux plus durs et aux températures plus élevées. Le DLC est retenu spécifiquement pour prévenir les problèmes d’adhérence et d’arête rapportée que l’aluminium et d’autres matériaux non ferreux collants provoquent sur les outils non revêtus ou revêtus de TiN.
Paramètres de coupe qui déterminent le choix de l’outil
Trois paramètres déterminent le choix de l’outil de coupe : la vitesse de coupe, l’avance par dent et la profondeur de passe. Sandvik répertorie toutes les formules nécessaires à ces calculs.
Vitesse de coupe
La vitesse de coupe (Vc) est la vitesse superficielle de l’arête de coupe au diamètre extérieur de la fraise, exprimée en mètres par minute. La vitesse de coupe appropriée dépend de deux variables : le matériau de la pièce et le substrat de l’outil. Une vitesse trop élevée génère une chaleur excessive, ramollissant le substrat et accélérant l’usure. Une vitesse trop faible provoque un frottement plutôt qu’une coupe, ce qui génère également de la chaleur et réduit la durée de vie de l’outil.
| Matériau de la pièce | Plage de Vc typique (m/min) — outil carbure |
| Alliages d’aluminium | 200 à 600 |
| Acier doux | 80 à 200 |
| Acier inoxydable (austénitique) | 50 à 120 |
| Alliages de titane | 30 à 80 |
| Acier trempé (45–60 HRC) | 50 à 150 (CBN) |
| Fonte | 100 à 300 |
| Superalliages de nickel | 15 à 50 |
Avance par dent
L’avance par dent (fz) détermine la charge de copeau : la quantité de matière retirée par chaque dent à chaque tour. Une charge de copeau trop faible amincit le copeau en deçà de sa section idéale, concentrant la production de chaleur dans un volume de matière plus restreint et accélérant l’usure de l’outil. Une charge de copeau trop élevée dépasse la capacité structurelle de l’outil, provoquant déflexion, vibration d’usinage ou rupture. La charge de copeau ne doit pas être confondue avec la vitesse d’avance : vitesse d’avance (mm/min) = fz × nombre de goujures × vitesse de rotation (tr/min).
Profondeur de passe
La profondeur de passe comporte deux directions indépendantes : axiale (la distance sur laquelle la fraise plonge dans la pièce) et radiale (la part du diamètre de la fraise engagée latéralement). L’engagement radial est, des deux variables, celle qui génère le plus de chaleur : une fraise à 100 % d’engagement radial (rainurage pleine largeur) a chaque dent en contact avec la pièce pendant la moitié de chaque tour, ce qui génère une chaleur soutenue et concentrée. Une passe radiale légère utilise une profondeur axiale plus importante pour compenser, répartissant la charge sur toute la longueur des goujures tout en maintenant un temps de coupe court par dent.
| Type d’opération | Engagement radial | Engagement axial | Niveau de chaleur | Application appropriée |
| Rainurage | 100 % (pleine largeur) | Faible (0,5x à 1x D) | Élevé | Rainurage uniquement, utiliser une fraise à 2 goujures |
| Ébauche conventionnelle | 30 % à 60 % D | Modéré (1x à 1,5x D) | Modéré | Enlèvement de matière général |
| Fraisage à haute efficacité (HEM) | 5 % à 15 % D | Élevé (3x à 5x D) | Faible | Durée de vie de l’outil maximale, temps de cycle rapides |
| Finition | 5 % à 10 % D | Pleine profondeur de l’élément | Faible | Qualité de surface, précision dimensionnelle |
Conception pour la fabricabilité (DfM) : concevoir en pensant à la fraise
Tout élément de conception qui sort du catalogue standard des fraises crée un problème d’approvisionnement, qui se traduit par un surcoût et un allongement des délais.
Les contraintes suivantes découlent directement de la géométrie des fraises et doivent être prises en compte dès le stade du plan.
| Caractéristique de conception | Contrainte liée à la fraise | Règle DfM |
| Rayon de congé interne de poche | Doit être égal ou supérieur au rayon d’angle de la fraise. | Spécifier le plus petit rayon acceptable, jamais zéro. Un rayon interne de 0 est physiquement impossible à usiner. |
| Largeur de rainure | Ne peut pas être inférieure au plus petit diamètre de fraise disponible. | Les largeurs de rainure normalisées (3, 4, 5, 6, 8, 10, 12, 16, 20 mm) évitent les surcoûts liés à un outillage sur mesure. |
| Profondeur de poche | Limitée par le rapport L:D de la fraise. | La profondeur de poche ne devrait idéalement pas dépasser 4 fois le rayon de congé spécifié. |
| Spécification de filetage | Déterminée par les tailles de tarauds et de fraises à fileter disponibles. | Utiliser des filetages normalisés métriques (ISO) ou unifiés (UNC/UNF). Vérifier les diamètres de perçage dès que possible. |
| Angle de chanfrein | Les fraises à chanfreiner standards couvrent 30°, 45° et 60°. | Les angles non standards nécessitent une mise en œuvre d’outillage sur mesure. Privilégier 45° chaque fois que possible. |
| Géométrie en T et en queue d’aronde | Nécessite une rainure d’accès verticale pré-usinée. | Indiquer sur le plan les dimensions de la rainure d’accès, en cohérence avec les diamètres d’entrée de fraise disponibles. |
| Rainure de clavette Woodruff | Doit correspondre aux dimensions normalisées ANSI B17.2 ou DIN 6888. | Spécifier un numéro de clavette normalisé. Les largeurs non standards imposent une commande d’outil sur mesure coûteuse. |
Les conceptions alignées sur les diamètres, rayons, angles de chanfrein et pas de filetage normalisés des fraises passent plus rapidement les étapes de devis et de mise en œuvre, avec moins de demandes de modification technique. Pour les éléments à exigences dimensionnelles serrées interagissant avec des pièces d’accouplement, les tolérances doivent être définies à l’aide du système normalisé d’ajustements, afin de confirmer que la classe d’ajustement spécifiée est réalisable avec les capacités de procédé standards du fraisage CNC, avant la diffusion du plan.
Concrètement, la bonne compréhension des contraintes liées aux fraises se traduit par moins de révisions de plans, des cycles de devis plus rapides, et des pièces qui atteignent l’inspection de premier article sans mauvaise surprise liée à l’outillage.






Comment(0)